Рано или поздно, в зависимости от интенсивности работы, самоцентрирующийся трехкулачковый патрон теряет свою точность из-за износа трущихся частей (спираль, направляющие кулачков в корпусе патрона, сами кулачки). В результате этого патрон начинает бить, т. е. ось цилиндрической поверочной оправки, зажатой в патрон (или детали), не совпадает с осью вращения шпинделя токарного станка. Происходит биение поверхности детали при ее вращении. Это может повлиять на появление черноты при обработке заготовки с минимальным припуском на обработку, и в других случаях, когда необходимо соблюсти соосность шеек вала при обработке без участия центров станка.
Смысл этой операции состоит в том, что необходимо совместить ось рабочих поверхностей кулачков с осью вращения шпинделя. Казалось бы, очень просто – произвести обработку (расточку) кулачков патрона прямо на станке по рабочим поверхностям. Это так, но растачивать кулачки в свободном состоянии, когда они не зажаты, нет смысла — биение не устранится. Кулачки должны растачиваться в своем рабочем положении, то есть в зажатом. Есть несколько вариантов зажать кулачки так, чтобы при этом внутри их мог проходить расточной резец. Одно из них заключается в применении вставного кольца, на которое нагружаются кулачки.
Делается так: в патрон зажимается цилиндр, диаметр которого определяет величину отверстия, в которое должен будет входить расточной резец. На одной из ступенек кулачков прорезается канавка под обойму подшипника. Глубина канавки соответствует ширине обоймы. Цилиндр вынимается, обойма подшипника вставляется в канавки и зажимается (не разжим, а зажим). Не страшно, если кольцо при зажиме будет деформировано: главное в том, что выбираются все зазоры в сочленениях патрона. В этом положении производится расточка кулачков. Радиус расточки кулачков должен быть как можно меньше, чтобы не ухудшить условия зажима деталей маленького диаметра. Поперечные канавки, которые после расточки кулачков стали менее глубокими, можно прорезать, не разжимая кулачки после их расточки. Если боковые грани кулачков мешают им сходиться при зажиме маленького диаметра детали, кулачки можно вынуть из корпуса патрона и отфрезеровать фрезой с твердосплавными пластинами.
Каждый кулачок должен постоянно находиться в своем пазу. Кулачок и паз должны быть соответственно помечены и после чистки патрона или его ремонта сборка должна происходить согласно меткам.
Вообще, этот метод можно применять на всех, не только универсальных, токарных станках, где установлены самоцентрирующиеся патроны и есть возможность установки расточного резца.
Купить отличный токарный станок можно на lait-torg.com
den2471

- Регистрация
- 23.01.2021
- Сообщения
- 1
- Реакции
- 1
- Баллы
- 1
- Город
- Санкт-Петербург
- Имя
- Даниил
- 23.01.2021
- Последнее редактирование: 23.01.2021
- #1
Последнее редактирование: 23.01.2021
Использую купленный в китае движок на 40 тыс оборотов, до недавнего времени пользовался обычными коническими фрезами, но недавно решил попробовать что то поточнее и купил прямые фрезы на 0.1 мм и 0.2 мм. Обе почти моментально сломались и я не сразу понял почему но потом заметил биение фрезы. Причём биение можно увидеть только на этих мелких фрезах, на конических его вообще не видно. При плавном разгоне движка до максимума, есть 2 точки резонанса на которых биение становится уже хорошо заметно глазу. Вопрос: откуда может быть это биение если не от движка и как можно его исправить? И ещё нет ли где нибудь патронов подходящих в качестве замены ER-11?
Ваши сообщения автоматически объединены: 23.01.2021
Дополнение: сейчас при включённом движке положил пинцет на патрон и пинцет почти не вибрирует, но если положить пинцет на саму фрезу то очень отчётливо чувствуется не слабая вибрация
OlegK

OlegK
Младший ненаучный сотрудник
- Регистрация
- 11.06.2019
- Сообщения
- 2 511
- Реакции
- 4 482
- Баллы
- 188
- Город
- Печора
- Имя
- Олег
- Станок
- CNC3018C
- Прошивка
- 1.1f
- #2
Вы можете проверить биение часовым индикатором и патрон без гайки, с гайкой и с установленной фрезой, раздельно. Если патрон не бьёт, то грешите на цангу…
Ну и если по отдельности каждый элемент бьёт незначительно, то в сумме результат будет суммирован.
demyuri

- Регистрация
- 31.10.2019
- Сообщения
- 9 080
- Реакции
- 8 096
- Баллы
- 200
- Возраст
- 48
- Адрес
- РОССИЯ
- Веб-сайт
- youtu.be
- Город
- Барнаул
- Имя
- Юрий
- Станок
- 3018 ПРО, доработанный
- Плата
- Дятел 3.4
- Прошивка
- 1.1f
- #3
Ну и если по отдельности каждый элемент бьёт незначительно, то в сумме результат будет суммирован.
Можно получить и разность.
OlegK
OlegK
Младший ненаучный сотрудник
- Регистрация
- 11.06.2019
- Сообщения
- 2 511
- Реакции
- 4 482
- Баллы
- 188
- Город
- Печора
- Имя
- Олег
- Станок
- CNC3018C
- Прошивка
- 1.1f
ЮрийВ
- Регистрация
- 01.07.2019
- Сообщения
- 3 025
- Реакции
- 2 757
- Баллы
- 133
- Город
- Россия
- Имя
- Юрий
- Плата
- WOODPECKER 3.2 GRBL
- #5
Можно получить и разность.
Просто OlegK векторник, а ты, дружище Тезка, арифметик, практически как Пифагор
Николаевич

- Регистрация
- 19.04.2021
- Сообщения
- 19
- Реакции
- 14
- Баллы
- 3
- Город
- Набережные Челны
- #6
Пинцет на патроне конечно не индикатор, а вотнепосредственно индикатор часовой очень хорошо бы проверить. Часто причиной биения бывает нарушение технологии изготовления данного патрона. и в этом случае помочь трудно! Вторая причина это «посадка» на вал мотора. Вот здесь легче предусмотреть: Что я имею ввиду? Часто берут мотор и патрон -замеряли и втолкнули (благо диаметры подошли). Вот даже в этом случае можно легко получить биение. Как ни странно, но факт косой заход, образование стружки и минимальное смещение на посадке вала за счет длины плеча патрона даст увеличенное биение, а добавив длину инструмента — увеличение плеча и как следствие еще большее биение. Для предупреждения этого при сборке патрона и вала я стараюсь заранее максимально соосность обеспечить ( хотя бы на сверлильном станке) вал и патрон обязательно смазываю и произвожу натяг патрона с одновременным поворотом вправо влево для смятия и удаления неровностей, НАСАЖИВАТЬ НЕ ПОЛНОСТЬЮ! проверяю биение включением и можно еще слегка поправить киянкой и потом полная прессовка. Еще на малых диаметрах замечено биение инструмента из- за НЕ удаленых заусенцев на цангах и мелкий инструмент
часто бывает погнут.
Robinson1957

- Регистрация
- 07.01.2020
- Сообщения
- 3 783
- Реакции
- 4 874
- Баллы
- 188
- Возраст
- 65
- Город
- г.Новокузнецк
- Имя
- Владимир
- Отчество
- Александрович
- Станок
- 1610>2216
- Плата
- W 2.08
- Прошивка
- v1.1F
- #7
Использую купленный в китае движок на 40 тыс оборотов
А чо за движок то?
Efenia

- Регистрация
- 24.08.2018
- Сообщения
- 6 827
- Реакции
- 5 919
- Баллы
- 205
- Возраст
- 52
- Город
- Долгопрудный
- Имя
- Владимир
- Плата
- MKS DLC GRBL
- #8
Пинцет на патроне конечно не индикатор, а вотнепосредственно индикатор часовой очень хорошо бы проверить. Часто причиной биения бывает нарушение технологии изготовления данного патрона. и в этом случае помочь трудно! Вторая причина это «посадка» на вал мотора. Вот здесь легче предусмотреть: Что я имею ввиду? Часто берут мотор и патрон -замеряли и втолкнули (благо диаметры подошли). Вот даже в этом случае можно легко получить биение. Как ни странно, но факт косой заход, образование стружки и минимальное смещение на посадке вала за счет длины плеча патрона даст увеличенное биение, а добавив длину инструмента — увеличение плеча и как следствие еще большее биение. Для предупреждения этого при сборке патрона и вала я стараюсь заранее максимально соосность обеспечить ( хотя бы на сверлильном станке) вал и патрон обязательно смазываю и произвожу натяг патрона с одновременным поворотом вправо влево для смятия и удаления неровностей, НАСАЖИВАТЬ НЕ ПОЛНОСТЬЮ! проверяю биение включением и можно еще слегка поправить киянкой и потом полная прессовка. Еще на малых диаметрах замечено биение инструмента из- за НЕ удаленых заусенцев на цангах и мелкий инструмент
часто бывает погнут.
Это что же у вас за цанга такая? Моя на 775 тый движок налезла только … сейчас расскажу процесс, но повторять не советую: я разобрал движок полностью, уже «интересно» а главное совсем не муторно, далее ротор зажал в цангу задней бабки токарного станка, в патрон токарного станка установил цангу и запустил вращение, на оборотах примерно 200 в минуту, направив на вал сопло подачи СОЖ начал потихонечку натягивать цангу на вал ротора (в принципе вал ротора впихивался в цангу), снять цангу с вала было ещё веселее… А снять было нужно, ибо нужно было крыльчатку от ракушки какого то газгольдера на вал этого движка насадить, но цанга села практически без биения, и хотя сам 775 тый моторчик, прямо скажу что расположен ко всякого рода биениям, и торцевые фрезы в 0,1 и 0,2 мм я бы в него точно ставить бы не стал но на соосность цанги точно жаловаться не приходилось
korbutdm
- Регистрация
- 28.04.2021
- Сообщения
- 10
- Реакции
- 4
- Баллы
- 13
- Город
- Минск
- #9
Использую купленный в китае движок на 40 тыс оборотов, до недавнего времени пользовался обычными коническими фрезами, но недавно решил попробовать что то поточнее и купил прямые фрезы на 0.1 мм и 0.2 мм. Обе почти моментально сломались и я не сразу понял почему но потом заметил биение фрезы. Причём биение можно увидеть только на этих мелких фрезах, на конических его вообще не видно. При плавном разгоне движка до максимума, есть 2 точки резонанса на которых биение становится уже хорошо заметно глазу. Вопрос: откуда может быть это биение если не от движка и как можно его исправить? И ещё нет ли где нибудь патронов подходящих в качестве замены ER-11?
Ваши сообщения автоматически объединены: 23.01.2021
Дополнение: сейчас при включённом движке положил пинцет на патрон и пинцет почти не вибрирует, но если положить пинцет на саму фрезу то очень отчётливо чувствуется не слабая вибрация
У меня бил сам китай шпиндель т.к. подшипники в корпусе стоят в резиновых накладках (они и люфт дают хороший,из квадрата ромб получится если в одном направлении вырезать).Хоть у меня и другой мотор,но может полезно будет.
-

IMG_20190515_174622.jpg
267.1 KB · Просмотры: 109

Efenia
- Регистрация
- 24.08.2018
- Сообщения
- 6 827
- Реакции
- 5 919
- Баллы
- 205
- Возраст
- 52
- Город
- Долгопрудный
- Имя
- Владимир
- Плата
- MKS DLC GRBL
- 29.04.2021
- Последнее редактирование: 30.04.2021
- #10
Последнее редактирование: 30.04.2021
У меня бил сам китай шпиндель т.к. подшипники в корпусе стоят в резиновых накладках (они и люфт дают хороший,из квадрата ромб получится если в одном направлении вырезать).Хоть у меня и другой мотор,но может полезно будет.
Ох уж этот Китай… Просадили отверстие в штампе под подшипник, а что бы проще собиралось резинку поставили, молодцы, вот у кого учиться нужно, как делать не нужно, что же теперь либо втулку делать в отверстие под подшипник расточив посадочное место, либо народный метод (не на много лучше китайского) клей и фольга, можно конечно и изоленту накрутить, но это точно уже по индийски выйдет, ведь индусы у китайцев технологии крадут, как выразился китаец на выставке в Гуанчжоу, пряча новые модели, слизанные с европейских каталогов.
Андрей

- Регистрация
- 08.05.2018
- Сообщения
- 8 349
- Реакции
- 7 818
- Баллы
- 350
- Адрес
- Россия
- Веб-сайт
- www.cnc3018.ru
- Город
- Санкт-Петербург
- Станок
- CNC3018
- Плата
- 3.2
- Прошивка
- 1.1f
Alexf
- Регистрация
- 27.11.2019
- Сообщения
- 1 091
- Реакции
- 1 104
- Баллы
- 133
- #12
У меня бил сам китай шпиндель т.к. подшипники в корпусе стоят в резиновых накладках (они и люфт дают хороший,из квадрата ромб получится если в одном направлении вырезать).Хоть у меня и другой мотор,но может полезно будет.
Это нормально для этого двигателя, ведь это двигатель общего назначения а не мотор-шпиндель, но китайцы его приспособили под шпиндель…
И данном случае это не резиновые вкладки лишние, а патрон er11.
korbutdm
- Регистрация
- 28.04.2021
- Сообщения
- 10
- Реакции
- 4
- Баллы
- 13
- Город
- Минск
- #13
Ох уж этот Китай… Просадили отверстие в штампе под подшипник, а что бы проще собиралось резинку поставили, молодцы, вот у кого учиться нужно, как делать не нужно, что же теперь либо втулку делать в отверстие под подшипник расточив посадочное место, либо народный метод (не на много лучше китайского) клей и фольга, можно конечно и изоленту накрутить, но это точно уже по индийски выйдет, ведь индусы у китайцев технологии крадут, как выразился китаец на выставке в Гуанчжоу, пряча новые модели, слизанные с европейских каталогов.
Нет резина для того чтобы сгладить вибрацию, тут все правильно.Просто мы берём двигателя предназначеные для ручного инструмента,я заменил фланцы т.к. не захотел играться с подшипниками (не помню точно,вроде растачивать фланец нужно+втулить вал)
Андрей
- Регистрация
- 08.05.2018
- Сообщения
- 8 349
- Реакции
- 7 818
- Баллы
- 350
- Адрес
- Россия
- Веб-сайт
- www.cnc3018.ru
- Город
- Санкт-Петербург
- Станок
- CNC3018
- Плата
- 3.2
- Прошивка
- 1.1f
- #14
Нет резина для того чтобы сгладить вибрацию, тут все правильно.Просто мы берём двигателя предназначеные для ручного инструмента,я заменил фланцы т.к. не захотел играться с подшипниками (не помню точно,вроде растачивать фланец нужно+втулить вал)
Не хотел ы спорить, потому что никогда не разбирал «взрослый» ШПИНДЕЛЬ
Но по мне так себе штука посадить на резину, чтобы сгладить вибрации на ТОЧНОМ оборудовании
У этой резины допуск +- трамвайная остановка.
Вообще должно быть все нормально в размер проточено и тогда не надо будет резину использовать.
Но я не берусь утверждать, что прав.
exe
exe
СКАЗАЛ ТУТ НЕМНОГО
- Регистрация
- 04.12.2019
- Сообщения
- 1 111
- Реакции
- 1 552
- Баллы
- 133
- Веб-сайт
- tera-online.cc
- Город
- Владивосток
- Станок
- Sicono SIC 330
- Плата
- PCIMC-3D / NC Studio V5.5.60
- #15
Не хотел ы спорить, потому что никогда не разбирал «взрослый» ШПИНДЕЛЬ
Но по мне так себе штука посадить на резину, чтобы сгладить вибрации на ТОЧНОМ оборудовании
У этой резины допуск +- трамвайная остановка.
Вообще должно быть все нормально в размер проточено и тогда не надо будет резину использовать.
Но я не берусь утверждать, что прав.
в шпинделях никаких резинок быть не может, вал должен быть жестко закреплен и не иметь люфта
Доработки патрона токарного станка
Рано или поздно, в зависимости от интенсивности работы, самоцентрирующийся трехкулачковый патрон теряет свою точность из-за износа трущихся частей (спираль, направляющие кулачков в корпусе патрона, сами кулачки). В результате этого патрон начинает бить, т. е. ось цилиндрической поверочной оправки, зажатой в патрон (или детали), не совпадает с осью вращения шпинделя токарного станка. Происходит биение поверхности детали при ее вращении. Это может повлиять на появление черноты при обработке заготовки с минимальным припуском на обработку, и в других случаях, когда необходимо соблюсти соосность шеек вала при обработке без участия центров станка.
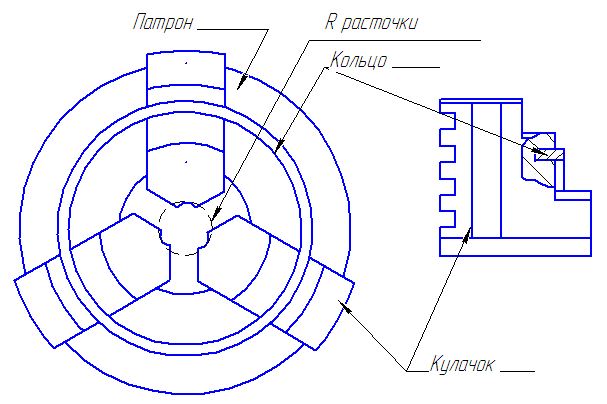
Смысл этой операции состоит в том, что необходимо совместить ось рабочих поверхностей кулачков с осью вращения шпинделя. Казалось бы, очень просто – произвести обработку (расточку) кулачков патрона прямо на станке по рабочим поверхностям. Это так, но растачивать кулачки в свободном состоянии, когда они не зажаты, нет смысла — биение не устранится. Кулачки должны растачиваться в своем рабочем положении, то есть в зажатом. Есть несколько вариантов зажать кулачки так, чтобы при этом внутри их мог проходить расточной резец. Одно из них заключается в применении вставного кольца, на которое нагружаются кулачки.
Делается так: в патрон зажимается цилиндр, диаметр которого определяет величину отверстия, в которое должен будет входить расточной резец. На одной из ступенек кулачков прорезается канавка под обойму подшипника. Глубина канавки соответствует ширине обоймы. Цилиндр вынимается, обойма подшипника вставляется в канавки и зажимается (не разжим, а зажим). Не страшно, если кольцо при зажиме будет деформировано: главное в том, что выбираются все зазоры в сочленениях патрона. В этом положении производится расточка кулачков. Радиус расточки кулачков должен быть как можно меньше, чтобы не ухудшить условия зажима деталей маленького диаметра. Поперечные канавки, которые после расточки кулачков стали менее глубокими, можно прорезать, не разжимая кулачки после их расточки. Если боковые грани кулачков мешают им сходиться при зажиме маленького диаметра детали, кулачки можно вынуть из корпуса патрона и отфрезеровать фрезой с твердосплавными пластинами.
Каждый кулачок должен постоянно находиться в своем пазу. Кулачок и паз должны быть соответственно помечены и после чистки патрона или его ремонта сборка должна происходить согласно меткам.
Вообще, этот метод можно применять на всех, не только универсальных, токарных станках, где установлены самоцентрирующиеся патроны и есть возможность установки расточного резца.
Источник
Как расточить кулачки токарного патрона: лучшие методы
При работе на токарном станке мастера сталкиваются с износом основных узлов оборудования. Интенсивная работа на больших оборотах уровень износа пат очень высок.
Это приводит к биению заготовки. При этом необязательно заменять детально новую. Иногда для исправления ситуации достаточно просто расточить кулачки токарного патрона.

Зачем нужна расточка
Смысл расточки – совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя. Кулачки нужно растачивать, когда они будут находиться в зажатом положении. Если осуществлять процесс в свободном состоянии, то биение не устранится.
Разновидности
Чтобы расточить кулачки токарного патрона необходимо подобрать оптимальный способ для конкретной разновидности. Выпускают несколько типов кулачков, каждый из которых имеет конструктивные особенности.
Прямые
Этот вид кулачком предназначен для зажима заготовки с валом, с внешней стороны и для заготовки с отверстием – с внутренней. Непосредственно кулачки расположены сверху и захватывают деталь.

Обратные
Необходимы для зажима заготовки с внешней стороны. Используется для обработки полых болванок, чтобы было за что зацепится.

Накладные
Это составной вариант патрона, который сделан из цветного металла или нержавеющей стали. Применяется при работе с масштабными проектами. Такая вариация применяется при работе с заготовками большого диаметра при этом неважно, длинные они или короткие.

Сборные
Кулачок из металла в таком типе крепится на рейку из стали. Сталь применяется легированная, а зубья кулачков шлифуют, подвергают закалке и цементации.

Как правильно расточить?
Чтобы правильно расточить патрон необходимо соблюдать последовательность действий. Профессиональная расточка производится в несколько этапов, каждый из которых должен быть выполнен качественно и по всем техническим требованиям.
Демонтаж
В первую очередь необходимо провести демонтаж патрона. В противном случае не получится избавиться от биения заготовки и совместить точно все необходимые оси. Если патрон не будет зажат, а будет находиться в свободном состоянии на станке – дефекты сохранятся. После демонтажа необходимо снять кулачки и почистить их. Затем нужно проверить биение.
Обработка наждачной бумагой
При наличии небольшой степени износа и задира достаточно обработать деталь сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка.
Как проточить?
Для проточки кулачков следует соблюдать определенный порядок:
- Установить их, сопоставив с отверстием токарного патрона.
- Осуществить зажим кольца так, чтобы оно могло двигаться свободно.
- Понадобятся два резца: один для расточки канавок, а второй – для разработки плоскостей.
- Начиная с низких оборотов следует найти оптимальный режим вращения.
- Резец для разборки плоскостей необходимо установить так, чтобы по всей плоскости кулаков происходило соприкосновение.
Так осуществляется конусная расточка и заготовка сможет крепиться надежно и безопасно.
Шлифовка
Это финишный этап растачивания, который проводится только в случае, если есть реальная необходимость. На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.
Распространенные ошибки при проточке
Если не соблюдать в точности технологию проточки, то в результате можно сильно повредить патрон и кулачки. Наиболее распространенные ошибки:
- не проверить планшайбу на биение;
- не проверить параллельность патрона суппорту;
- не проведена предварительная шлифовка.
Если соблюдать технологический процесс полностью, то кулачки будут служить долго.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов. Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать.
Источник
Технология восстановления токарных патронов
Патрон в дрели считается одним из наиболее используемых элементов, потому он очень быстро вырабатывает свой ресурс. Как следствие, эта деталь нередко выходит из строя. Чтобы справиться с поломкой, нужно знать, как разобрать патрон от дрели. Процедура считается простой, потому ее вполне можно сделать самостоятельно. Однако при этом важно учитывать некоторые нюансы.

Разборка патрона от дрели имеет определенные особенности
Устройство дрели и разновидности патронов для нее
Патрон представляет собой посадочное место. Он держит главный рабочий элемент инструмента — сверло, бур, отвертку. Есть специальные насадки для шлифовки или зачистки поверхностей. Их фиксируют на круглом или многогранном штырьке, который тоже ставят в устройство.
В зависимости от конструктивных особенностей выделяют следующие виды изделий:
- конусные;
- зубчато-венцовые;
- быстрозажимные.
Зачем нужно разбирать патрон
Зажимное приспособление должно обеспечивать высокую точность сверления отверстий. Однако спустя некоторое время происходит изнашивание посадочных мест. Это приводит к тому, что патрон начинает бить.
Это означает, что рабочая область сверла во время работы смещается в разные стороны. При этом формирование отверстия имеет определенные отклонения по месту и диаметру. Изнашивание кулачков не дает возможности нормально фиксировать сверла, что влечет их остановку при нагрузке. Выходом станет замена изношенного элемента на новый.
Расточка и шлифовка кулачков токарного патрона: порядок действий
Изнашивание трущихся частей токарного патрона – типичная проблема токаря. Она ведёт к биению заготовки и плохому качеству обработки. При этом не обязательно менять кулачки на новые. Иногда достаточно просто расточить кулачки токарного патрона.
Также расточка требуется для придания необходимых размеров незакалённым (сырым кулачкам), которые, как правило, используются для зажима заготовок с нестандартной геометрией.
От больших оборотов и нагрузки токарный патрон периодически изнашивается, точность теряется. Станок работает на больших оборотах. В результате возникает потеря цилиндричности обхвата заготовки вследствие неравномерного износа зажимающих поверхностей кулачков. Это и приводит к биению обрабатываемой болванки и браку из-за того, что деталь не отвечает заявленным размерам и требованиям качества. А в длительной перспективе и к поломке основных узлов станка.
Основная цель расточки заключается в том, чтобы совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя.
Типы токарных кулачков
Кулачки токарного патрона бывают нескольких типов.
применяются для зажима заготовки с внешней стороны с валом или за внутреннюю часть – у заготовки с отверстием.
необходимы для зажима заготовки с внешней стороны. Они предназначены для точения полых деталей.
используются во время обработки чего-то масштабного: когда длина заготовки слишком большая или размер диаметра велик (причём в этом случае неважно, какой длины сама заготовка).
состоят из рейки, на которую крепится накладной кулачок.
Независимо от типа кулачков, рекомендации по их расточке являются универсальными.
Как правильно расточить кулачки?
Профессиональная расточка производится в несколько этапов. Если выполнять каждый из них качественно, соблюдая все технические рекомендации, то оборудование прослужит вам долго.
Для расточки кулачков необходимо следовать согласно следующему порядку действий:
1. Обработка наждачной бумагой.
2. Расточка кулачков.
3. Шлифовка кулачков (при необходимости).
Обо всём подробнее расскажем ниже.
Обработка наждачной бумагой
Если износ небольшой, достаточно обработать кулачки патрона сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Иногда этот способ помогает восстановить цилиндричность обхвата.
Однако, при большой степени износа кулачков, придётся прибегнуть к полноценной расточке.
1. Для начала закрепите кулачки так, чтобы диаметр между ними совпадал с размером отверстия токарного патрона.
2. Зажмите кулачками кольцо так, чтобы оно могло свободно перемещаться.
3. Для расточки вам потребуются два резца: один – для расточки канавок (чтобы стружка и отходы производства могли свободно отводиться из отверстия), а второй — для разработки плоскостей.
4. Начните с небольших оборотов и постепенно прибавляя скорость, установите оптимальный режим вращения.
5. Начинаем расточку первым резцом, выбрав оптимальную глубину проточки таким образом, чтобы поверхность кулачков находилась в пределах допустимой площади.
6. Затем используем резец для разборки плоскостей. Его необходимо закрепить так, чтобы по всей рабочей плоскости кулаков происходило соприкосновение.
7. В конце производим конусную расточку кулачков, чтобы в дальнейшем обрабатываемая заготовка могла хорошо в них крепиться, делая захват надежным и безопасным.
Финальным этапом растачивания кулачков является шлифовка, которая проводится только в случае ее реальной необходимости. Как это проверить? Зажмите металлический вал кулачками и запустите станок. При наличии биения придется шлифовать.
Для этого нужно обработать внутреннюю часть, зажав ими кольцо, чтобы кулачки самопроизвольно не раскрутились.
Самым легким методом является шлифовка с помощью резца со специальным камнем.
Если соблюдать указанный выше порядок действий полностью, то кулачки будут служить вам долго.
Выбрать качественные зажимные кулачки SMW-Autoblok (Германия) можно в нашем каталоге.
Как грамотно разобрать патрон от дрели: пошаговая инструкция
Сегодня дрели выпускают многие производители. К наиболее известным относятся Bosch (Бош), Деволт, Интерскол. Встречаются ручные и электродрели. Также они могут быть ударными. Разборка зависит от вида приспособления.
Разборка ключевого патрона
Разбор этого вида изделия можно осуществить с помощью перфоратора или молотка. Каждый из методов имеет определенные особенности.
Перфораторный способ
Многих людей интересует, как правильно разобрать патрон дрели этим методом. Специалисты советуют сделать следующее:
- Развести металлические кулачки, чтобы они спрятались в корпусе.
- Зафиксировать в устройстве металлическую заглушку или тупую вставку.
- Упереть изделие в крепкую поверхность. Предварительно стоит разместить в этой зоне резиновую пластину для амортизации. В роли упора может выступать металлическая пластина, стол, пол.
- Включить перфоратор. Спустя несколько секунд рукав с патрона удастся сбить.
- Вытащить из корпуса кусачки.
Обратите внимание! Во время сбивания обоймы отдельные элементы могут разлететься в разные стороны. Новичку будет сложно собрать все фрагменты воедино.
При помощи молотка
Этот метод напоминает предыдущий, однако не все мастера имеют перфоратор. Его вполне допустимо заменить молотком. Для этого рекомендуется сделать следующее:
- Спрятать металлические кулачки внутри, разведя их до нужного положения.
- Разместить патрон в вертикальной позиции. Это делают на разведенные слесарные тиски. При этом корпус должен проходить между удерживающими губами тисков, а рукав — упираться в них.
- Согреть рукав. Это можно сделать строительным феном или паяльной лампой.
- Разместить на патроне амортизатор. Он должен быть сделан из мягкого металла.
- Молотком выбить корпус из рукава.
- Почистить и смазать детали. После чего можно собирать конструкцию.
Обратите внимание! Минусом этого метода считается риск повреждения элементов. К тому же нагревание стоит применять лишь в случае крайне необходимости, когда другие методы не дают результата.
Для разбора дрели могут потребоваться тиски
Разборка патрона быстрозажимного типа
Самозажимный патрон имеет более сложную конструкцию. Чтобы сделать процесс обратимым, полностью разбирать его нельзя. Для получения требуемых результатов, рекомендуется сделать следующее:
- Раздвигать и поддевать муфту по кругу. Это стоит делать отверткой. Все действия должны быть аккуратными, чтобы избежать повреждения пластика.
- После сдвигания муфты снять ее руками.
- Максимально развести кулачки, поместить в патрон стержень и выбить корпус молотком.
На этой стадии рекомендуется остановиться. Все участки, которые можно смазать, уже удалось открыть. При последующей разборке она станет необратимой.
Разбирать быстрозажимной патрон нужно очень аккуратно
Разборка советского патрона
Дрели советского производства имеют патроны, которые держатся на конусе Морзе. Они закручиваются винтом. Чтобы снять патрон производства СССР, можно использовать съемник подшипников. Также сооружение допустимо сбить молотком.
Ювелирное обозрение
Рано или поздно, в зависимости от интенсивности работы, самоцентрирующийся трехкулачковый патрон теряет свою точность из-за износа трущихся частей (спираль, направляющие кулачков в корпусе патрона, сами кулачки). В результате этого патрон начинает «бить», т. е. ось цилиндрической поверочной оправки, зажатой в патрон (или детали), не совпадает с осью вращения шпинделя токарного станка. Происходит биение поверхности детали при ее вращении. Это может повлиять на появление «черноты» при обработке заготовки с минимальным припуском на обработку, и в других случаях, когда необходимо соблюсти соосность шеек вала при обработке без участия центров станка.
Смысл этой операции состоит в том, что необходимо совместить ось рабочих поверхностей кулачков с осью вращения шпинделя. Казалось бы, очень просто – произвести обработку (расточку) кулачков патрона прямо на станке по рабочим поверхностям. Это так, но растачивать кулачки в свободном состоянии, когда они не зажаты, нет смысла – биение не устранится. Кулачки должны растачиваться в своем рабочем положении, то есть в зажатом. Есть несколько вариантов зажать кулачки так, чтобы при этом внутри их мог проходить расточной резец. Одно из них заключается в применении вставного кольца, на которое нагружаются кулачки.
Делается так: в патрон зажимается цилиндр, диаметр которого определяет величину отверстия, в которое должен будет входить расточной резец. На одной из ступенек кулачков прорезается канавка под обойму подшипника. Глубина канавки соответствует ширине обоймы. Цилиндр вынимается, обойма подшипника вставляется в канавки и зажимается (не разжим, а зажим). Не страшно, если кольцо при зажиме будет деформировано; главное в том, что выбираются все зазоры в сочленениях патрона. В этом положении производится расточка кулачков. Радиус расточки кулачков должен быть как можно меньше, чтобы не ухудшить условия зажима деталей маленького диаметра. Поперечные канавки, которые после расточки кулачков стали менее глубокими, можно прорезать, не разжимая кулачки после их расточки. Если боковые грани кулачков мешают им сходиться при зажиме маленького диаметра детали, кулачки можно вынуть из корпуса патрона и отфрезеровать фрезой с твердосплавными пластинами.
Каждый кулачок должен постоянно находиться в своем пазу. Кулачок и паз должны быть соответственно помечены и после чистки патрона или его ремонта сборка должна происходить согласно меткам.
Вообще, этот метод можно применять на всех, не только универсальных, токарных станках, где установлены самоцентрирующиеся патроны и есть возможность установки расточного резца.
Нарушение центрирования патрона может быть из-з микрозадиров на шлифованных рабочих поверхностях спирали диска и гребенках кулачков. Они выглядят как радиальные риски разной глубины, которые видны при осмотре очищенных деталей.
Легко увидеть разницу между правильно работавшей поверхностью и поврежденной.
Совсем критичное состояние рабочих поверхностей патрона создают макрозадиры в каких-либо точках спирали или гребенок кулачков, что приводит к возникновению биений зажатых в патроне деталей величиной и 0,2мм и более.
Вот так выглядит местный макрозадир, появившийся из-за попытки развинчивания кулачков с большими усилиями при сильном засорении сопряжения гребенок кулачков и спирали стружкой. Причины приводящие к повреждениям спирального диска и кулачков мы сейчас и рассмотрим 1 причина- микрозасорения, отсутствие смазки.
Несмотря на то, что во всех инструкциях по эксплуатации любых патронов указано в, частности, что их нужно регулярно промывать, чистить и смазывать, этому требованию эксплуатации начинает противодействовать неизвестно откуда взявшееся, но очень давнее поверие, что смазывать патроны не надо и даже нельзя.
Все патроны, вращаясь работают, как центробежные насосы, захватывая воздух от центра и выбрасывая его за свои пределы плоскостями кулачков. Попутно с воздухом захватываются аэрозоли и пары смазывающе-охлаждающих жидкостей, сокращенно – СОЖ . В результате спираль диска и кулачки выглядят смазанными, а на самом деле они покрыты смесью масел, содержащимися в СОЖ , мешанными с продуктами отходов резания, такими как мелкие частицы металла, окалина, а также абразив от сухой шлифовки наждачной бумагой, особенно отверстий.
Думаю, что не надо объяснять какой вред наносит любому механизму смесь абразивов с маслом. Если СОЖ на станке применяется редко, механизм патрона будет работать в режиме сухого трения, что неминуемо вызывает микро, и даже макро -задиры на нагруженных трущихся поверхностях, а именно на гребенках кулачков и спирали диска.
Несколько слов о производственной грязи. Любая темная или черная капля масла несет в себе множество металлических, абразивных и прочих включений. Если нанести каплю грязного масла на микрометр, то сдвинув измеряющие поверхности микрометра, можно увидеть размер самых больших микрочастиц, составляющих темный цвет масла.
Понятно, что от нахождение в механизме патроне, вместо чистой специальной смазки такой промасленной грязи к ничему хорошему не приводило и не приведет.
2 причина – макрозагрязнения.
Кроме микрозагрязнений есть еще и загрязнения мелкой металлической стружкой.
При растачивании сквозных отверстий мелка стружка неминуемо попадает в незащищенные зазоры во внутренних полостях патрона. Попадая также в сопряжения гребенок кулачков со спиральным диском, стружка может создать очень сильные засоры между ними и, как следствие ,заклинивание этих сопряжений. Попытки убрать такие сильные засоры силовым выкручиванием кулачков, да еще и с удлинением рычага ключа трубой приводит к макрозадирам на прецизионных поверхностях.
Патрон разобран: что делать дальше
После разбора конструкции важно изучить все фрагменты устройства. Если они не имеют серьезных повреждений, ремонт будет достаточно простым. Как правило, неисправности связаны с попаданием мусора в смежные элементы. В такой ситуации достаточно хорошо продуть и промыть их, используя масло.
Если к поломке привело повреждение резьбы или зубцов, стоит принять более серьезные меры. При небольших проблемах можно попробовать отшлифовать пораженные фрагменты. В более серьезных ситуациях требуется полная замена конструкции. При этом собрать деталь обратно не составит особого труда.
Чтобы дрель служила как можно дольше, важно правильно использовать ее. Инструмент нельзя применять для токарно-фрезерных работ, поскольку он может быстро сломаться. Немаловажное значение имеет правильный выбор сверла и его заточки. Это оказывает значительное влияние на сам патрон.
Обратите внимание! При частом применении дрели важно защитить сверла от загрязнений. Это поможет избежать заклинивания элементов.
После разборки устройства его можно отремонтировать
Возможные проблемы с патроном при работе дрели: причины, описание и пути их решения
Любой инструмент может изнашиваться, и патроны дрели не являются исключением. В большинстве случаев причиной проблем становится изнашивание лепестков, которые фиксируют сверла. Их грани стираются и бьются, что приводит к люфту рабочих фрагментов.
Также есть риск проворачивания сверла при его прижимании к поверхности. Это свидетельствует об изнашивании посадочной резьбы. Еще одной причиной может быть выработка инструментального конуса. Все зависит от механизма.
При первых же признаках неполадок требуется исключить применение инструмента и установить их причины. В противном случае есть риск появления более серьезных проблем, устранить которые не получится.
Разобрать патрон можно разными способами. При этом важно учитывать конструктивные особенности устройства и правила его эксплуатации.
2.1. Эксплуатация трехкулачкового патрона токарного станка
Виктор Леонтьев. 13 апр. 2014 г. Из курса «Токарное мастерство»
- Суть и значение центрирования на токарном станке
- Обзор токарных патронов и их элементов
- Разборка патрона
- Сборка патрона с посадкой «на фланец»
- Сборка патрона с конусно-торцевой установочной базой1
- Кулачки патрона
- Съем и установка кулачков
- Ключи для патрона
- Пользование патроном
- Смазка внешнего механизма патрона
Полезные ссылки по теме. Дополнительная информация
Токарные станки даже в наше время играют огромную роль в производстве тех или иных деталей. Все комплектующие и вся оснастка на любых станках меняется со временем, так как поддаётся изнашиванию.
Все эти элементы оборудования должны быть качественными и прочными, так как качество готовой продукции целиком и полностью зависит от качества установленных деталей. Так и патрон токарного станка. Именно без этого элемента станок становится бесполезным. Ниже мы разберём всё, что касается этого элемента токарного станка. Начнём с того, что узнаем, что это за деталь.
Источник
При работе на токарном станке мастера сталкиваются с износом основных узлов оборудования. Интенсивная работа на больших оборотах уровень износа пат очень высок.
Это приводит к биению заготовки. При этом необязательно заменять детально новую. Иногда для исправления ситуации достаточно просто расточить кулачки токарного патрона.
Зачем нужна расточка
Смысл расточки – совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя. Кулачки нужно растачивать, когда они будут находиться в зажатом положении. Если осуществлять процесс в свободном состоянии, то биение не устранится.
Разновидности
Чтобы расточить кулачки токарного патрона необходимо подобрать оптимальный способ для конкретной разновидности. Выпускают несколько типов кулачков, каждый из которых имеет конструктивные особенности.
Прямые
Этот вид кулачком предназначен для зажима заготовки с валом, с внешней стороны и для заготовки с отверстием – с внутренней. Непосредственно кулачки расположены сверху и захватывают деталь.
Обратные
Необходимы для зажима заготовки с внешней стороны. Используется для обработки полых болванок, чтобы было за что зацепится.
Накладные
Это составной вариант патрона, который сделан из цветного металла или нержавеющей стали. Применяется при работе с масштабными проектами. Такая вариация применяется при работе с заготовками большого диаметра при этом неважно, длинные они или короткие.
Сборные
Кулачок из металла в таком типе крепится на рейку из стали. Сталь применяется легированная, а зубья кулачков шлифуют, подвергают закалке и цементации.
Как правильно расточить?
Чтобы правильно расточить патрон необходимо соблюдать последовательность действий. Профессиональная расточка производится в несколько этапов, каждый из которых должен быть выполнен качественно и по всем техническим требованиям.
Демонтаж
В первую очередь необходимо провести демонтаж патрона. В противном случае не получится избавиться от биения заготовки и совместить точно все необходимые оси. Если патрон не будет зажат, а будет находиться в свободном состоянии на станке – дефекты сохранятся. После демонтажа необходимо снять кулачки и почистить их. Затем нужно проверить биение.
Обработка наждачной бумагой
При наличии небольшой степени износа и задира достаточно обработать деталь сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка.
Как проточить?
Для проточки кулачков следует соблюдать определенный порядок:
- Установить их, сопоставив с отверстием токарного патрона.
- Осуществить зажим кольца так, чтобы оно могло двигаться свободно.
- Понадобятся два резца: один для расточки канавок, а второй – для разработки плоскостей.
- Начиная с низких оборотов следует найти оптимальный режим вращения.
- Резец для разборки плоскостей необходимо установить так, чтобы по всей плоскости кулаков происходило соприкосновение.
Так осуществляется конусная расточка и заготовка сможет крепиться надежно и безопасно.
Шлифовка
Это финишный этап растачивания, который проводится только в случае, если есть реальная необходимость. На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.
Распространенные ошибки при проточке
Если не соблюдать в точности технологию проточки, то в результате можно сильно повредить патрон и кулачки. Наиболее распространенные ошибки:
- не проверить планшайбу на биение;
- не проверить параллельность патрона суппорту;
- не проведена предварительная шлифовка.
Если соблюдать технологический процесс полностью, то кулачки будут служить долго.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов. Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать.

Тема: устранить биение шпинделя Джет 1220 (Прочитано 16724 раз)
0 Пользователей и 1 Гость просматривают эту тему.
самоуч
Уважаемые мастера, подскажите новичку, как устранить биения шпинделя токарного станка 1220. При точении в центрах, косяк прыгает по заготовке и оставляет волны, а при точении чаши, толщина стенки получается разная, отклонения при диаметре 200 мм около 2 мм, большую трудность создает выборка внутренней части. Резцы острые, стружка длинная и тонкая. Возможно, я придираюсь к станку и это для станков по дереву норма, на сайте нашел только одно сообщение, про биение сверла в зажатый патрон 0,1 мм, не уже ли одна десятка, это допуск?

Записан
можно осторожно ломом попробовать выправить шпиндель (шутка)
а если серьезно, вы точно уверены, что бьет именно он и насколько (т е, промерили биение хотя бы на глаз, щупом, листочком бумаги, индикатором итд)? Кетайцы, конечно, большие затейники, но настолько — вряд ли (тем более недешевые китайцы)
У меня тоже иногда волны от косяка были — начал резать беданом, стало лучше (не так гладенько-блестяще как после косяка, но прямолинейнее)
Где-то читал совет, что это от пережатия задним центром.
Записан
Уважаемые мастера, подскажите новичку, как устранить биения шпинделя токарного станка 1220. При точении в центрах, косяк прыгает по заготовке и оставляет волны, а при точении чаши, толщина стенки получается разная, отклонения при диаметре 200 мм около 2 мм, большую трудность создает выборка внутренней части. Резцы острые, стружка длинная и тонкая. Возможно, я придираюсь к станку и это для станков по дереву норма, на сайте нашел только одно сообщение, про биение сверла в зажатый патрон 0,1 мм, не уже ли одна десятка, это допуск?
это все лирика….» косяк прыгает…резцы острые…»
для начала сведите поближе центра между собой и включите станок…и будет видно есть биение и какое….
проверьте несоосность…
проверьте насколько можно подвигать переднюю бабку…она должна зажиматься 4 болтами…вроде так?
и хорошо ли она зафиксирована?
у ведущего центра, который с КМ2, может быть нарушена геометрия..
наверните планшайбу, проверьте с ней…подведите сбоку к ней карандаш….
« Последнее редактирование: Июля 16, 2012, 09:53:07 pm от *FIL* »
Записан
самоуч
Спасибо за советы. В шпиндель ПБ установил не вращающиеся центр от метал. токарного станка., и индикаторной головкой проверил, биение составляет 0,1 мм, затем накрутил планшайбу, биение составило 0,03 мм. Обточил на планшайбе фанерку биение 0,015 мм. У «соседей» (chipmaker.ru), скачал паспорт токарного станка ТВ-16, там есть контрольная карта точности станка, так осевое биение шпинделя 0,02 мм считается в допуске.
для начала сведите поближе центра между собой и включите станок…и будет видно есть биение и какое….проверьте несоосность…
Спасибо за совет есть и видно не вооруженным глазом. Еще если смотреть со стороны маховичка в отверстие шпинделя то видно, что отверстие не соосно.
Подскажите еще можно ли как-нибудь исправить внутреннее биение, Как мне кажется, есть два пути решения. Первое расточить внутренний конус Морзе, не сильно, в результате центр будет сидеть чуть глубже. Второй вариант выточить новый шпиндель. Ну, или еще как вариант не пользоваться центром, а только патроном и планшайбой
За совет поменять бедан на косяк спасибо, но лучше уж буду учится пользоваться косяком. Хочу еще показать свою стружку из под косяка, и услышать Ваше мнение. Стружка ясеня диаметр заготовки 40 мм


Записан
скачал паспорт токарного станка ТВ-16, там есть контрольная карта точности станка
К деревяшечным станкам — это не относится, конечно, никак (контрольные карты).
затем накрутил планшайбу, биение составило 0,03 мм.
Думаю, наиболее разумное измерение.
Такой точности — хватит для любой токарной работы по дереву.
Записан
первый раз вижу в качестве критерия токарного мастерства стружку.
толщина стружки не измерена — незачет ))
чему там особо учиться — смотреть да повторять че-нить такое и подобное
http://www.youtube.com/watch?v=UTXLYRyeuCA#ws
зы не чини, что работает (было такое выражение когда-то)
Записан
тут надо четко понять, в чем штука….
пока несосность отставим в сторону
————————————
значит, такая картина вырисовывается…нарушена геометрия отверстия, куда вставляем КМ2
Новый ли станок? такой бы правильнее заменить…
Есть ещё вариант: сделать переходник на внеш. резьбу шпинделя и на переходнике ведущий центр. Или он составляет одно целое с переходником или сменный.
есть и готовый вариант переходника с набором ведущих центров…но это уже больше для творческих изысков…
—————
симпатичная стружка 
« Последнее редактирование: Июля 17, 2012, 01:44:26 am от *FIL* »
Записан
ZYurii
Доброго времени суток. Подскажите пожалуйста. Есть проблема — биение на станке Jet 1014i. Станок стоит на ровном бетонном полу, центра совпадают идеально, заготовка отцентрована. При запуске на 400 оборотах есть биение заготовки (размер длина 105 мм, диаметр 55 мм и заготовка №2 длина 220 мм, диаметр 170 мм) , при увеличении скорости биение усиливается. Включаю двигатель без заготовки на разных скоростях и с помощью простой деревянной линейки которую приложил на ручку вращения вала (слева) и понял, что есть биение. Подскажите как это исправить??? HELP!!!!
Заранее спасибо!
Записан
Доброго дня
работаете зажав заготовку между центрами? или в патроне?
если первый вариант — смотрите четырехзубцовый патрон и вращающийся центр
второй, смотрите на адаптер, если через него посадили патрон на станок
так же проверяйте крепление передней бабки к станине, если это не помогает, шкивы на которых ремни.
последние варианты у нас на 1014 не встречались ни разу, но вдруг..
Доброго времени суток. Подскажите пожалуйста. Есть проблема — биение на станке Jet 1014i. Станок стоит на ровном бетонном полу, центра совпадают идеально, заготовка отцентрована. При запуске на 400 оборотах есть биение заготовки (размер длина 105 мм, диаметр 55 мм и заготовка №2 длина 220 мм, диаметр 170 мм) , при увеличении скорости биение усиливается. Включаю двигатель без заготовки на разных скоростях и с помощью простой деревянной линейки которую приложил на ручку вращения вала (слева) и понял, что есть биение. Подскажите как это исправить??? HELP!!!!
Заранее спасибо!
- Мастеровой »
- Инструмент, приспособления и мастерская »
- Станки »
- Токарные станки (Модераторы: Klausss, Рамза) »
- устранить биение шпинделя Джет 1220