Дефекты в сварочном соединении приводят к ухудшению его рабочих и визуальных характеристик. Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Это может быть простой осмотр сварного соединения. Либо более сложные техники проверки: рентген, аппаратура с применением ультразвуковых волн.
Что можно предпринять в случае обнаружения дефектов шва? Уходит ли деталь в утилизацию? Нет. Если проверка обнаружила у сварочных соединений недоработки, их вполне можно исправить.
В этой статье будут детально рассмотрены варианты сварочных недоработок и как их исправляют.
Содержание статьиПоказать
- Разновидности сварочных ошибок
- Наружные изъяны
- Непровары
- Подрезы
- Наплывы
- Прожоги
- Кратеры
- Внутренние дефекты
- Горячие либо холодные трещины
- Поры
- Варианты исправлений
- Заключение
Разновидности сварочных ошибок
Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Наружные изъяны
Непровары

Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы

Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы

Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
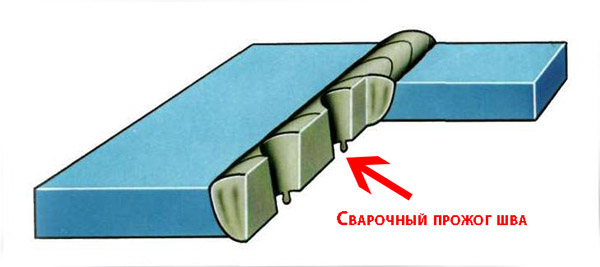
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры

Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
Внутренние дефекты
Горячие либо холодные трещины
Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
К примеру, нельзя варить алюминиевым прутком нержавеющую сталь. У этих металлов совершенно разные характеристики. Алюминий просто не сможет качественно проварить нержавейку, а потому возникнут трещины.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.
Поры

Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Варианты исправлений

Теперь разберем варианты исправления дефектных соединений, которые не получилось предотвратить.
Крупные трещины просто завариваются поверх. Для того, чтобы предотвратить разрастание трещины, нужны отверстия у ее концов. Расстояние от конца трещины до отверстия – 0,5 мм.
После этого трещина разделяется так, чтобы было похоже на буквы V или X. Для этого используется резаки или пневматическое зубило. После разделки трещина зачищается и заваривается.
Иногда есть возможность прогрева дефекта до исправления. Тогда поверхность шва и место обработки будут близки по температурам, а с концов трещины уйдет напряжение. Так можно исправить наружный тип трещин.
Когда шов был забракован внутренними трещинами, непроварами или прожогами, то зона недоработки вырубается (выплавляется), шов накладывается по новой. Наплавы удаляются абразивными материалами (наждачной бумагой, напильником).
Если во время корректировки произошла деформация детали, есть два пути решения: механический и термический.
В первом случае деформация убирается путем механического воздействия на деталь. Применяется прессовая правка, точечные удары молота или домкрат.

Это сложная задача, требующая много труда. Нередко такой метод исправлений приводит к появлению других изъянов, таких как новые трещины или сколы.
Чтобы исправить деформирование термическим путем деталь нагревают до состояния пластичности, и позволяют ей снова остыть. Обратное напряжение, которое при этом возникает, нейтрализует деформацию.
Такой способ исправления используется чаще механического в силу простоты и защиты от дополнительных проблем.
Появление недостатков у сварочного шва в основе имеет нарушение процесса обработки металла. Зная, какие нарушения приводят к изъянам соединения, их можно предотвратить. В первую очередь это уровень квалификации сотрудника.
Он должен соответствовать сложности сварки. Во время работы должна быть соблюдена технология сварочного процесса и РДС. Аппарат должен быть правильно настроен, иметь качественные, соответствующе подобранные детали.
Они должны соответствовать химическим и физическим свойствам обрабатываемого металла. Если подобрать правильные инструменты, ответственно подойти к процессу сварки, шов будет без изъянов и недочетов.
Заключение
Испорченные детали стоит забраковать, отправив в утилизацию. Но при необходимости можно прибегнуть к исправлению.
Исправить допущенные во время работы ошибки можно, однако для этого потребуются время, знания и опыт.
Сварочные изъяны швов бывают разного вида и для их исправления проводятся разные действия. Метод исправления подбирается к конкретному случаю. Но если шов имеет много недостатков, деталь стоит просто утилизировать.
На начале сварочного пути новички часто допускают ошибки. Это нормально, потому что сварка – это дело опыта. При старании со временем швы будут улучшаться.
Главная / Техника сварки
Назад
Время на чтение: 6 мин
0
6792

Дефекты в сварочном соединении приводят к ухудшению его рабочих и визуальных характеристик. Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Это может быть простой осмотр сварного соединения. Либо более сложные техники проверки: рентген, аппаратура с применением ультразвуковых волн.
Что можно предпринять в случае обнаружения дефектов шва? Уходит ли деталь в утилизацию? Нет. Если проверка обнаружила у сварочных соединений недоработки, их вполне можно исправить.
В этой статье будут детально рассмотрены варианты сварочных недоработок и как их исправляют.
- Разновидности сварочных ошибок
- Наружные изъяны Непровары
- Подрезы
- Наплывы
- Прожоги
- Кратеры
- Горячие либо холодные трещины
Наружные изъяны

Непровары

Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы

Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы

Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги

Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Дефекты сварных соединений
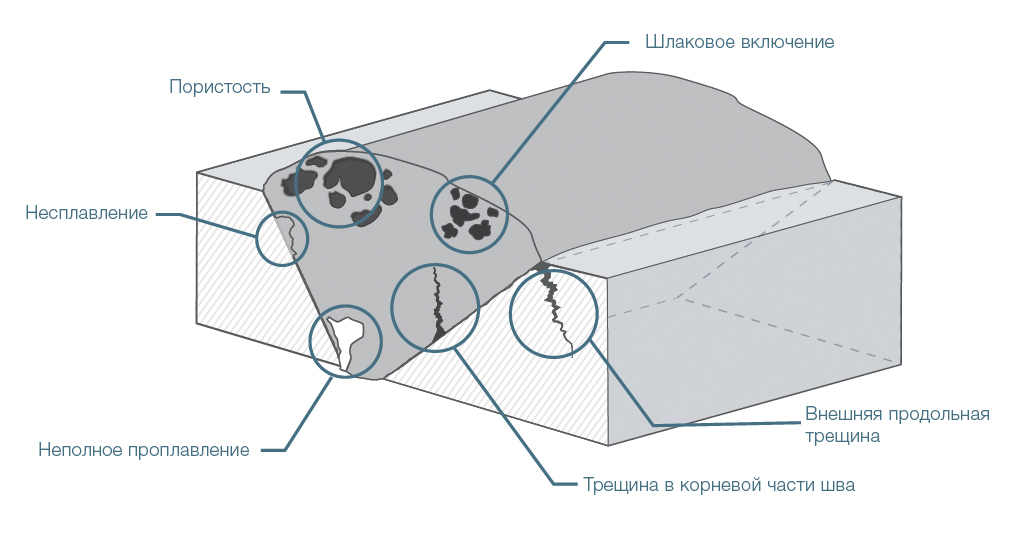
В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность. Все виды дефектов швов подразделяют на три группы:
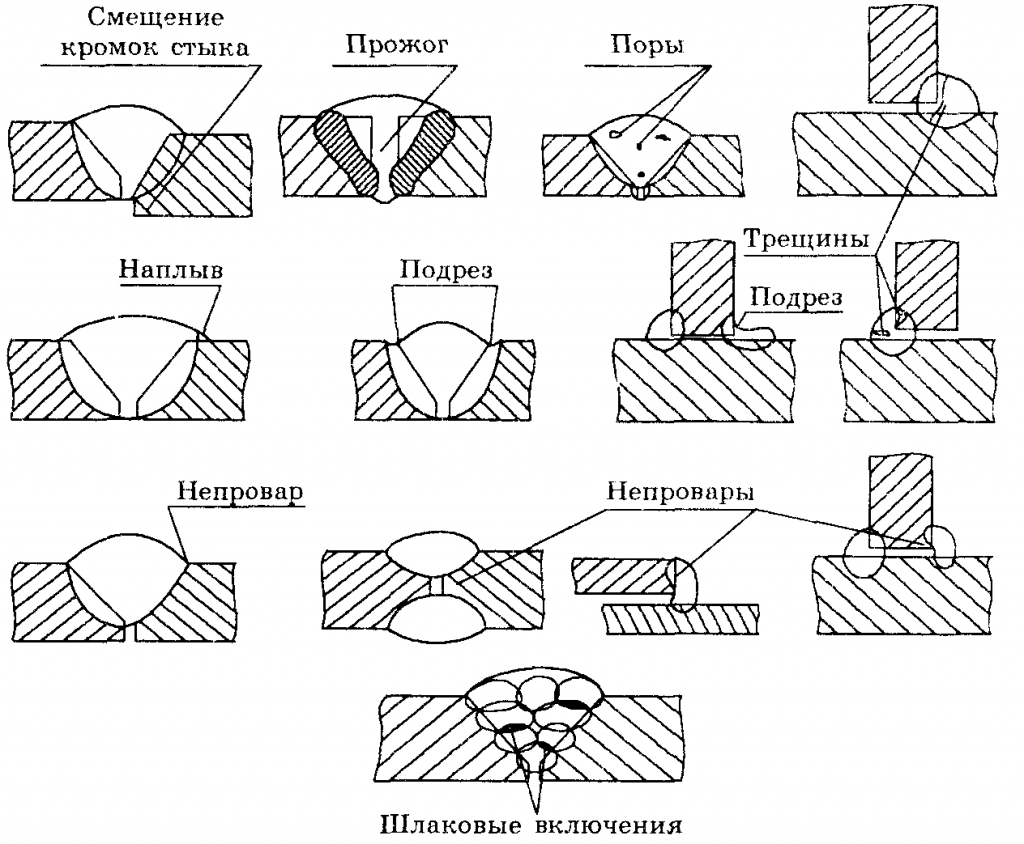
- наружные, к основным из которых относятся: трещины, подрезы, наплывы, кратеры;
- внутренние, среди которых чаще всего встречаются: пористость, непровары и посторонние включения;
- сквозные — трещины, прожоги.
Причинами возникновения дефектов могут быть различные обстоятельства: низкое качество свариваемого металла, неисправное или некачественное оборудование, неверный выбор сварочных материалов, нарушение технологии сварки или неправильный выбор режима, недостаточная квалификация сварщика.
Основные дефекты сварки, их характеристика, причины возникновения и способы исправления
Трещины
. Это наиболее опасные дефекты сварки, способные привести к практически мгновенному разрушению сваренных конструкций с самыми трагическими последствиям. Трещины различаются по размерам (микро- и макротрещины) и времени возникновения (в процессе сварки или после нее).


Чаще всего причиной образования трещин является несоблюдение технологии сварки (например, неправильное расположение швов, приводящее к возникновению концентрации напряжения), неверный выбор сварочных материалов, резкое охлаждение конструкции. Способствует их возникновению также повышенное содержание в шве углерода и различных примесей — кремния, никеля, серы, водорода, фосфора.
Исправление трещины заключается в рассверливании ее начала и конца, с целью исключения дальнейшего распространения, удалении шва (вырубанию или вырезанию) и заваривании.
Подрезы
. Подрезы — это углубления (канавки) в месте перехода «основной металл-сварной шов». Подрезы встречаются довольно часто. Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенной величины сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.
Подрезы сварного шва

Наплывы
. Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Дефект шва возникает по разным причинам — при недостаточном прогреве основного металла вследствие малого тока, из-за наличия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.
Наплыв сварного шва

Прожоги
. Прожогами называют дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. При этом обычно с другой стороны образуется натек. Прожоги возникают из-за чрезмерно высокого сварочного тока, недостаточной скорости перемещения электрода, большого зазора между кромками металла, слишком малой толщины подкладки или ее неплотного прилегания к основному металлу. Исправляют дефект зачисткой и последующей заваркой.
Прожог сварного соединения
Непровар
. Непровары — это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.
Незаполнение и непровар шва
Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зону непровара и заварить её.
Кратеры
. Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Кратеры надлежит вырезать до основного металла и заварить.
Кратер сварочного шва

Свищи
. Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный — вырезка дефектного места и заварка.

Посторонние включения
. Включения могут состоять из различных веществ — шлака, вольфрама, окислов металлов и пр. Шлаковые включения образуются тогда, когда шлак не успевает всплыть на поверхность металла и остается внутри него. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке.
Посторонние включения сварного соединения
Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные — из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.
Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием.
Пористость
. Пористость — это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами.
Пористость в сварном шве

Возникновению пор способствует наличие загрязнений и посторонних веществ на поверхности свариваемого металла, высокое содержание углерода в присадочном материале и основном металле, слишком высокая скорость сварки, из-за которой газы не успевают выйти наружу, повышенная влажность электродов. Как и прочие дефекты, пористость снижет прочность сварного шва. Зону с ней необходимо вырезать до основного металла и заварить.
Перегрев и пережог металла
. Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом — ударная вязкость. Перегрев устраняется термической обработкой изделия.
Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.
Пережог металла шва
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Внутренние дефекты
Горячие либо холодные трещины

Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
К примеру, нельзя варить алюминиевым прутком нержавеющую сталь. У этих металлов совершенно разные характеристики. Алюминий просто не сможет качественно проварить нержавейку, а потому возникнут трещины.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.
Поры

Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Основные виды дефектов

Зачастую в нашей работе или в беседе с представителем заказчика мы сталкиваемся с такой проблемой, как элементарное техническое непонимание терминов, связанных с неразрушающим контролем. Это вызвано тем, что во многих компаниях и на предприятиях переговорами и заключениями договоров с подрядчиками , в нашем случае с лабораторией неразрушающего контроля, занимаются люди далекие от этой сферы деятельности: снабженцы, сметчики, коммерсанты и др.
Ниже размещенная статья, как раз и призвана устранить пробелы в знаниях основных дефектов, которые выявляются при проведении неразрушающего контроля, и причин их возникновения. Так же нижеизложенная информация поможет при выборе метода контроля.
Трещина — дефект в виде разрыва металла сварного соединения или наплавленной детали (изделия)
Основными причинами возникновения трещин при сварке являются сварочные напряжения, резкое охлаждение шва, перегрев шва, высокое содержание углерода и кремния в основном металле, неподходящий и/или влажный присадочный и вспомогательный материал. Трещины в металле шва выявляются ультразвуковым и радиографическим контролем.
Оба метода имеют свои слабые стороны при выявлении трещин. Так как трещина является самым опасным дефектом, то предпочтительно применять эти методы совместно.
Радиографический контроль может пропустить трещину в случае ее малого раскрытия и расположения перпендикулярно излучению рентгеновских лучей. Ультразвуковой контроль может не «увидеть» трещину, если она распространяется параллельно направлению распространения ультразвуковой волны. Поверхностные трещины хорошо выявляются с помощью капиллярного, магнитного, вихретокового, а также визуального и измерительного контроля.
Свищ — дефект в виде воронкообразного или трубчатого углубления в сварном шве
Основными причинами образования пор и свищей являются загрязнения в зоне сварки, повышенная влажность окружающей среды и/или сварочных материалов, высокое содержание углерода в основном металле и/или присадочном материале, большая скорость сварки и/или быстрое охлаждение шва, нарушение защиты сварочной ванны (сквозняки, неравномерная подача защитного газа и т.д.).
Выявляются поры и свищи с помощью радиографического и ультразвукового контроля. При выявлении пор, радиографический контроль имеет ряд преимуществ по отношению к ультразвуковому.
При ультразвуковом контроле имеет значение форма, размер, расположение и ориентация поры, что для радиографического контроля несущественно. Выходящие на поверхность поры и свищи зачастую выявляются с помощью капиллярного, магнитного, визуального и измерительного контроля.
Подповехностные поры могут быть выявлены также с помощью магнитного и вихретокового контроля.
Непровар — несплавление в сварном соединении или наплавленной детали между основным металлом и металлом шва (наплавленным металлом) или между отдельными валиками
Основные причины возникновения непроваров — это неправильная подготовка разделки шва (скос кромок, притупление), отсутствие необходимого зазора при сборке, недостаточная сила сварочного тока, превышение скорости сварки.
Выявляется непровар как с помощью ультразвукового, так и с помощью радиографического контроля. В случае доступа к корню шва визуально-измерительным методом контроля. Ограничение для ультразвука при выявление непроваров является только малая толщина свариваемых изделий.
В случае с рентгеном такого ограничения нет.
Выпуклость корня шва — часть одностороннего сварного шва со стороны его корня, выступающая над уровнем расположения поверхностей сваренных деталей (оценивается по максимальной высоте расположения поверхности корня шва над указанным уровнем)
Причиной возникновения выпуклости в корне шва могут послужить большой зазор между кромками при сборке под сварку, неправильная подготовка кромок, высокая сила тока, неправильная скорость сварки, длинная сварочная дуга.
Вогнутость корня шва — углубление на поверхности сварного соединения с односторонним швом в месте расположения его корня (оценивается по максимальной глубине расположения поверхности корня шва от уровня расположения поверхностей сваренных деталей). Образуется вогнутость корня шва при высокой скорости сварки, неправильной подготовке шва при сборке под сварку, при перегреве первого слоя, а также в местах прихваток
Выявляются выпуклости и вогнутости корня шва радиографическим и ультразвуковым контролем, а в случае доступа к корню шва визуальным и измерительным.
Смещение кромок — несовпадение уровней расположения свариваемых (сваренных) деталей в стыковых сварных соединениях. Смещение кромок в сварном соединении образуется при неправильной сборке под сварку, а также при недостаточном количестве и качестве прихваток
Выявляются как радиографическим так и ультразвуковым контролем, а в случае доступа к корню шва визуальным и измерительным.
Прожог — дефект в виде сквозного отверстия в сварном шве, образовавшегося вследствие вытекания части жидкого металла сварочной ванны в процессе выполнения сварки
Образуется при большом токе и малой скорости сварки, при неправильной сборке изделий под сварку (большой зазор между кромок)
Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Блок: 1/7 | Кол-во символов: 324
Источник: https://ru.wikipedia.org/wiki/%D0%94%D0%B5%D1%84%D0%B5%D0%BA%D1%82%D1%8B_%D1%81%D0%B2%D0%B0%D1%80%D0%BD%D1%8B%D1%85_%D1%81%D0%BE%D0%B5%D0%B4%D0%B8%D0%BD%D0%B5%D0%BD%D0%B8%D0%B9
Содержание
- 1 Разновидности сварочных ошибок
- 2 Причины возникновения дефектов
- 3 Наружные изъяны
- 3.1 Непровары
- 3.2 Подрезы
- 3.3 Наплывы
- 3.4 Прожоги
- 3.5 Кратеры
- 4 Классификация по геометрии
- 4.1 Трещины
- 4.2 Полости и поры
- 4.3 Твёрдые включения
- 4.4 Несплавления и непровары
- 4.5 Нарушение формы шва
- 4.6 Прочие дефекты
- 5 1. Исправление наружных и внутренних дефектов
- 6 Внутренние дефекты
- 6.1 Горячие либо холодные трещины
- 6.2 Поры
- 7 Классификация по механизму образования
- 7.1 Холодные трещины
- 7.2 Горячие трещины
- 8 Способы устранения дефектов сварных швов
- 9 Заключение
- 10 Подведем итоги
Разновидности сварочных ошибок
Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Блок: 2/6 | Кол-во символов: 422
Источник: https://prosvarku.info/tehnika-svarki/sposoby-ispravleniya-svarochnogo-shva
Причины возникновения дефектов
Есть два типа факторов, влияющих на качество сварочных работ:
 Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.- Субъективные — зависящие от исполнителей. Причем к исполнителям следует относить не только рабочих, выполняющих сварку, но и технологов, которые несут ответственность за правильность параметров технологического процесса, верный выбор оборудования и режимов сварки.
 Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.Основными субъективными причинами возникновения дефектов сварочных швов являются:
- ошибки при подготовке свариваемых поверхностей;
- применение инструмента, отличного от указанного технологом;
- неисправность сварочного инструмента;
- малый опыт работы и низкая квалификация сварщика;
- отступление от требуемых режимов сварки.
Блок: 2/5 | Кол-во символов: 1206
Источник: https://tokar.guru/svarka/vidy-defektov-svarnyh-shvov-ih-obnaruzhenie-i-sposoby-ustraneniya.html
Наружные изъяны
Непровары
Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы
Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы
Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры
Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
Блок: 3/6 | Кол-во символов: 2554
Источник: https://prosvarku.info/tehnika-svarki/sposoby-ispravleniya-svarochnogo-shva
Классификация по геометрии
Классификация дефектов изложена в ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения», а также в ГОСТ Р ИСО 6520-1-2012 «Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением», которые соответствуют стандарту ISO 6520.
Дефекты соединений при сварке разделяются на шесть групп:
- Трещины — несплошности, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок.
- Полости и поры — несплошность произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов.
- Твёрдые включения — твёрдые инородные вещества металлического или неметаллического происхождения в металле сварного шва.
- Несплавления и непровары — отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва.
- Нарушение формы шва — отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения.
- Прочие дефекты — все дефекты, которые не могут быть включены в перечисленные выше группы.
Трещины

Зоны сварного соединения:
Основной металл — светло серый
Зона термического влияния — серый
Металл сварного шва — тёмно серый
Трещины возникающие в соединениях при сварке могут располагаться в металле сварного шва, в зоне термического влияния, в основном металле.
В зависимости от ориентации трещины делятся на:
- продольные (ориентированные параллельно оси сварного шва). Преимущественно обуславливаются высокими усадочными напряжениями.
- поперечные (ориентированные поперек оси сварного шва). Как правило, образуются в результате продольной усадки металла с низкой пластичностью и, обычно, неглубоки.
- радиальные (радиально расходящиеся из одной точки)
Кроме того, отдельно выделяют следующие виды трещин:
- размещённые в кратере сварного шва
- групповые и раздельные
- групповые разветвлённые
- микротрещины, обнаруживаемые физическими методами при не менее чем 50-кратном увеличении.
Методами снижения трещинообразования при сварке являются:
- прокаливание флюсов перед сваркой;
- предварительный подогрев заготовок от 250 до 450 °С;
- сваривание в режиме с оптимальными параметрами;
- медленное охлаждение металла после сварки;
- проведение после сварки мягкого отжига для снятия остаточных напряжений.
Полости и поры
Возникновение этих дефектов преимущественно обуславливается газами, задержанными в расплавленном металле. По расположению они подразделяться на:
- равномерно распределённые по сварному шву;
- расположенные скоплением;
- расположенные цепочкой.
К полостям также относятся свищи — продолговатые трубчатые полости, вызванные выделением газа, и усадочные раковины — полости, которые образуются вследствие усадки при затвердевании. Частным случаем усадочной раковины является кратер — не заваренная усадочная раковина в конце валика сварного шва.
Твёрдые включения
Выделяют следующие виды твёрдых включений:
- шлаковые включения — линейные, разобщённые, прочие;
- флюсовые включения — линейные, разобщённые, прочие;
- оксидные включения;
- металлические включения — вольфрамовые, медные, из другого металла.
Несплавления и непровары
Выделяют следующие типы несплавлений или отсутствий соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва:
- по боковой поверхности;
- между валиками;
- в корне сварного шва.
Термином непровар или неполный провар, называют несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения, заполняя зазор между деталями.
Нарушение формы шва
К нарушениям формы шва по ГОСТ 30242-97 относятся:
- подрезы — продольные углубления на наружной поверхности валика шва.
- усадочные канавки — подрезы со стороны корня одностороннего шва из-за усадки вдоль его границы.
- превышения выпуклости стыкового и углового швов.
- превышение проплава — избыток наплавленного металла на обратной стороне стыкового сварного шва.
- неправильный профиль шва — угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
- наплав — избыток наплавленного металла шва, натёкший на поверхность основного металла.
- линейное и угловое смещения свариваемых элементов — смещение между свариваемыми элементами при их параллельном расположении на разном уровне (линейное) или расположение кромок элементов под углом (угловое).
- натёк — металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натёки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
- прожог — вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия.
- не полностью заполненная разделка кромок.
- чрезмерная асимметрия углового шва — значительное превышение размеров одного катета над другим.
- неравномерная ширина шва.
- неровная поверхность.
- вогнутость корня сварного шва — неглубокая канавка со стороны корня шва, возникшая из-за усадки.
-
Поперечная усадка
-
Продольная усадка
-
Угловое смещение
-
Угловое смещение
-
Искажение формы


Прочие дефекты
К прочим, в соответствии с ГОСТ 30242-97, относятся все дефекты, не включенные в вышеперечисленные группы. Например:
- местное повреждение металла из-за случайного зажигания дуги
- брызги металла
- поверхностные задиры — повреждения поверхности из-за удаления временно приваренного приспособления
- утонение металла
Блок: 3/7 | Кол-во символов: 5552
Источник: https://ru.wikipedia.org/wiki/%D0%94%D0%B5%D1%84%D0%B5%D0%BA%D1%82%D1%8B_%D1%81%D0%B2%D0%B0%D1%80%D0%BD%D1%8B%D1%85_%D1%81%D0%BE%D0%B5%D0%B4%D0%B8%D0%BD%D0%B5%D0%BD%D0%B8%D0%B9
1. Исправление наружных и внутренних дефектов
При обнаружении недопустимых наружных или внутренних дефектов сварных соединений их обязательно исправляют. Наружные дефекты вышлифовывают с обеспечением плавных переходов на участке выборки. Выборку можно не заваривать только в том случае, если в зоне максимальной ее глубины сохранилась минимально допустимая толщина детали. Удаление дефектов с обратной стороны шва производится по всей его длине заподлицо с основным металлом.
Если в процессе механической обработки (вышлифовывания) не удалось полностью исправить наружные дефекты, то их следует полностью устранить как недопустимые внутренние дефекты.
Подповерхностные и внутренние дефекты (дефектные участки) в соединениях из алюминия, титана и их сплавов исправляют только механическим способом — вышлифовыванием абразивным инструментом, обработкой резанием или вырубкой с последующим зашлифовыванием. В ряде случаев в конструкциях из стали допускается удаление дефектных участков воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки абразивными инструментами. Детали из углеродистых и кремнемарганцовистых сталей необходимо зашлифовывать до полного удаления следов предыдущей обработки.
Исправлять дефекты подваркой в зоне выборки (рис. 1) в сварных соединениях, подлежащих обязательной термической обработке и выполненных из легированных и хромистых сталей, следует после высокого (при температурах 450 … 650 °С) их отпуска (промежуточного или окончательного) за исключением отдельных случаев, оговоренных в технологической документации.
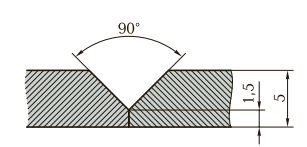
Рис. 1. Форма разделки шва при выборке внутреннего дефекта
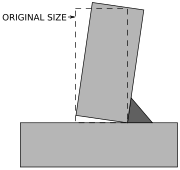
При исправлении дефектных участков целесообразно соблюдать определенные условия. Длина исправляемого участка должна быть на 10 … 20 мм больше длины дефекта с каждой стороны. Ширина выборки должна быть такой, чтобы ширина шва, получаемого после подварки, не превышала его двойную исходную ширину. Форма и размеры подготовленной под подварку выборки должны обеспечивать возможность надежного провара. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При подварке дефектного участка следует перекрывать прилегающие участки основного металла.
В сварных швах со сквозными трещинами перед подваркой требуется зачистить поверхности детали вдоль трещины (рис. 2, а) и просверлить отверстия на расстоянии 10 мм от концов этой трещины (рис. 2, б) в целях предотвращения ее распространения. Затем нужно произвести разделку трещины в соответствии с рис. 2, в, после чего проварить дефектный участок на полную глубину.
Подварку дефектного участка осуществляют одним из способов сварки плавлением (ручной дуговой, дуговой в защитном газе и т. д.).
Исправленные швы сварных соединений следует повторно проконтролировать в соответствии с требованиями, предъявляемыми к качеству конструкции.
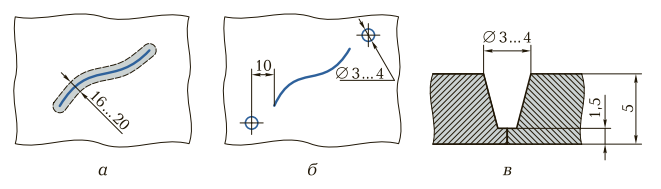
Рис. 2. Схемы подготовки сквозной трещины к подварке: а — зачистка поверхности детали вдоль трещины; б — сверление отверстий на расстоянии от концов трещины; в — разделка сквозной трещины
Если при этом вновь будут обнаружены дефекты, то их необходимо повторно исправить с соблюдением определенных требований. Число исправлений одного и того же дефектного участка, зависящее от категории ответственности конструкции, как правило, не превышает трех.
Блок: 2/3 | Кол-во символов: 3314
Источник: https://extxe.com/1637/osnovnye-metody-ustranenija-defektov-v-svarnyh-soedinenijah/
Внутренние дефекты
Горячие либо холодные трещины
Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
К примеру, нельзя варить алюминиевым прутком нержавеющую сталь. У этих металлов совершенно разные характеристики. Алюминий просто не сможет качественно проварить нержавейку, а потому возникнут трещины.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.
Поры
Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Блок: 4/6 | Кол-во символов: 1541
Источник: https://prosvarku.info/tehnika-svarki/sposoby-ispravleniya-svarochnogo-shva
Классификация по механизму образования
Холодные трещины
Остаточные напряжения могут уменьшить прочность основного металла и привести к его разрыву с образованием холодных трещин. Для снижения появления подобных дефектов используют различные технологические приёмы, например, сварка прерывистым швом, многопроходная сварка.
К основным причинам склонности к холодным трещинам относят следующее:
- естественная склонность структуры металла, например, мартенситной
- присутствие в структуре металла водорода (водородное охрупчивание)
- значительный (−100 до +100 °С) диапазон рабочих температур
- высокая жёсткость конструкции соединений
- ошибки в выборе технологии сварки
Горячие трещины
Горячие трещины представляют собой хрупкие межкристаллические разрушения металла шва и околошовной зоны. Они возникают в твердо-жидком состоянии в процессе кристаллизации и при высоких температурах в твёрдом состоянии. Располагаются по границам зёрен.
Горячие трещины в основном обусловлены действием двух факторов: наличием жидких прослоек между зёрнами металла в процессе кристаллизации и усадочными деформациями. В процессе затвердевания происходит перемещение примесей и шлаков в межзёренные пространства, что снижает деформационную способность шва и околошовной зоны. Неравномерность усадки шва и основного металла при охлаждении вызывает внутренние напряжения и, как следствие, появление микро- и макроскопических трещин.
К снижению образования горячих трещин приводят следующие технологические приёмы:
- снижение объёма провоцирующих примесей (сера, фосфор и др.) в металле свариваемых заготовок.
- снижение в металле шва элементов, образующих химические соединения с низкой температурой затвердевания (хром, молибден, ванадий, вольфрам, титан), нарушающих связь между зёрнами.
- снижение жёсткости закрепления свариваемых заготовок и конструктивной жёсткости сварного узла, препятствующих деформации элементов при остывании.
Блок: 4/7 | Кол-во символов: 1905
Источник: https://ru.wikipedia.org/wiki/%D0%94%D0%B5%D1%84%D0%B5%D0%BA%D1%82%D1%8B_%D1%81%D0%B2%D0%B0%D1%80%D0%BD%D1%8B%D1%85_%D1%81%D0%BE%D0%B5%D0%B4%D0%B8%D0%BD%D0%B5%D0%BD%D0%B8%D0%B9
Способы устранения дефектов сварных швов
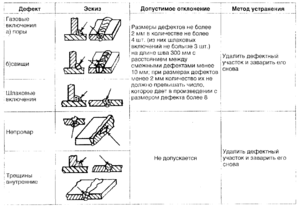
Допускаются только незначительные по размеру изъяны, не влияющие на прочность соединений. Большинство дефектов сварочных швов, выявленных в ходе контроля, необходимо устранить. Они ухудшают эксплуатационные свойства металлоконструкций, могут стать причиной аварии, разгерметизации трубопроводов или сосудов.
Методика исправления недостатков сварки зависит от вида дефектных нарушений:
- Пористость, выявленную визуально или методом неразрушающего контроля, вырубают. Швы проваривают заново с соблюдением технологии, снижающей риск образования газовых полостей на поверхности и внутри металла.
- Свищи по природе схожи с глубокой пористостью, отличаются образованием воронок различной глубины. Неустранимые подваркой нарушения шва вырубают. Делают обрубку и зачистку дефектного участка, если массивный валик позволяет такую корректировку.
- Подрезы по линии диффузного слоя обычно бывают на сверхнормативно направленных валиках. Их убирают зачисткой или дополнительной наплавкой металла.
- Непровары случаются, когда кромки плохо разогреваются при образовании ванны расплава. Дефект, обнаруженный во время приемки изделия, корректируют новой проходкой. Участок шва с дефектом удаляют болгаркой или механически вырубают, после этого заполняют расплавом.
- Наплывы или подтеки снимают шкуркой, как регламентировано в стандарте. Объемные дефекты предварительно срубают, затем проводят зачистку шкуркой допустимого размера или напильником. После подготовки кромок снова наплавляют валик.
- Шлаковые вкрапления, снижающие прочность на разрыв, видимые или выявленные аппаратурой, удаляют механически, образовавшийся зазор тщательно проваривают, после этого доводят валик до нужных параметров.
- Отклонения валика от допустимых геометрических размеров:
в сторону увеличения устраняют зачисткой, срубанием излишков металла;
в меньшую – подваркой шва.
Качество соединения зависит не только от профессионализма сварщика. Скачки напряжения в сети гасят не все сварочники, некоторые начинают хуже работать. Появлению пор способствует окисление ванны расплава, насыщение стали водородом, азотом. Какой бы ни была причина прогаров, наплывов или других дефектов, их необходимо после обнаружения обязательно устранить, переварить металл или хорошо зачистить валик. Дефекты ухудшают не только внешний вид соединения, но и снижают сопротивляемость металла к механическим разрушениям под ударной, динамической крутящей или однонаправленной статической нагрузкой.
Блок: 5/5 | Кол-во символов: 2470
Источник: https://svarkaprosto.ru/tehnologii/defekty-svarnyh-shvov
Заключение
Испорченные детали стоит забраковать, отправив в утилизацию. Но при необходимости можно прибегнуть к исправлению.
Исправить допущенные во время работы ошибки можно, однако для этого потребуются время, знания и опыт.
Сварочные изъяны швов бывают разного вида и для их исправления проводятся разные действия. Метод исправления подбирается к конкретному случаю. Но если шов имеет много недостатков, деталь стоит просто утилизировать.
На начале сварочного пути новички часто допускают ошибки. Это нормально, потому что сварка – это дело опыта. При старании со временем швы будут улучшаться.
Блок: 6/6 | Кол-во символов: 598
Источник: https://prosvarku.info/tehnika-svarki/sposoby-ispravleniya-svarochnogo-shva
Подведем итоги
Дефекты сварочных швов возникают при нарушении технологии сварки и ставят под угрозу стабильность сварочного шва и функциональность всей металлоконструкции.
По этой причине уважающему себя мастеру важно выучить основные дефекты швов ‒ появления пор, наплывов, прогаров и т.п ‒ и причины их образования при сварочном процессе.
Это позволит подобрать максимально эффективное решение для устранения недостатков соединений при точечной сварке, использовании лазера, электрической дуги, аргона и т.п.
Блок: 6/6 | Кол-во символов: 510
Источник: https://tutsvarka.ru/vidy/defekty-svarnyh-shvov
Кол-во блоков: 19 | Общее кол-во символов: 28516
Количество использованных доноров: 6
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/sposoby-ispravleniya-svarochnogo-shva: использовано 4 блоков из 6, кол-во символов 5115 (18%)
- https://extxe.com/1637/osnovnye-metody-ustranenija-defektov-v-svarnyh-soedinenijah/: использовано 2 блоков из 3, кол-во символов 5260 (18%)
- https://tutsvarka.ru/vidy/defekty-svarnyh-shvov: использовано 3 блоков из 6, кол-во символов 3449 (12%)
- https://svarkaprosto.ru/tehnologii/defekty-svarnyh-shvov: использовано 2 блоков из 5, кол-во символов 3923 (14%)
- https://tokar.guru/svarka/vidy-defektov-svarnyh-shvov-ih-obnaruzhenie-i-sposoby-ustraneniya.html: использовано 2 блоков из 5, кол-во символов 2988 (10%)
- https://ru.wikipedia.org/wiki/%D0%94%D0%B5%D1%84%D0%B5%D0%BA%D1%82%D1%8B_%D1%81%D0%B2%D0%B0%D1%80%D0%BD%D1%8B%D1%85_%D1%81%D0%BE%D0%B5%D0%B4%D0%B8%D0%BD%D0%B5%D0%BD%D0%B8%D0%B9: использовано 3 блоков из 7, кол-во символов 7781 (27%)
|
Поделитесь в соц.сетях: |
Оцените статью:
|
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
Купил сварочник Фубаг IN170. Учусь варить.
Шов почти всегда получается плохой — каплями.
Видео по сварке смотрел, книжку с картинками смотрел.
Привожу ниже фото типичного шва, которые у меня получаются.
Электрод АНО-21, в данном случае — 2 мм, ток пробовал от 40 до 60 А. Оптимальный 50 А. Варю сверху, слева направо, электрод пробовал под углом 30….60 градусов.
Толщина металла (стенок и трубы и уголка) — по 3…4 мм.
Такое чувство, как будто нет адгезии расплавленного электрода и металла. Я пробовал вести электрод «линейно», вробовал кругами и восьмерками одновременно со смещением, пробовал справа налево и наоборот, пробовал прямую и обратную полярность — результат всегда один (чуть хуже или чуть лучше) — «припой» накладывается на заготовку каплями, а под ним — шлак. Как шлак затекает под «припой»? Почему шов получается каплями?
Помогите, ребята! :0) Скоро родственникам забор варить, а я еще не научился….


Регистрация: 22.12.2005
Сыктывкар
Сообщений: 4205
не с того начали практиковатся
сначала горизонтальные валики на плоскости , затем пластины в стык в нижнем положении , потом пластины в стык под 90гр в лодочку, далее пластины в стык но шов горизонтальный (одна горизонтально вторая вертикально) , и когда все эти этапы пройдете с укладкой нормальных швов , тогда можно и такие как у Вас соедниения делать.
Регистрация: 18.05.2010
Санкт-Петербург
Сообщений: 29
может сеть совсем плохая и напряжение очень сильно проседает, вследствие чего и ток меньше установленного , судя по фото тока явно маловато .
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
MP42B написал :
Толщина металла (стенок и трубы и уголка) — по 3…4 мм.
Так возьмите электрод хотябы 2,5 и ток увеличивайте.Вы чего прожечь боитесь.2 только для прихватки,да и ток увеличить нужно.А так-же может влиять ржавчина и сама проводка, (проседание)сети,как уже здесь говорилось.
Регистрация: 18.03.2010
Кировск
Сообщений: 965
johnlc написал :
johnlc
Правильно обрисовал этапы тренинга!Это довольно сложненький шов.Рекомендую варить в два прохода.
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
Юра-сварщик написал :
Правильно обрисовал этапы тренинга
Время поджимает.
Регистрация: 18.03.2010
Кировск
Сообщений: 965
Тренинг провести в течении дня
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
…и ночи.
Регистрация: 22.12.2005
Сыктывкар
Сообщений: 4205
ribakow.fthj написал :
Время поджимает.
имхо, тут как с беременностью за 9 месяцев результат более менее хороший (в зависимости от наследственности естественно), а вот если «время поджимает» то обычно выходит конкретный полуфабрикат причем недоделанность пропорциональна сэкономленному времени….
ПС вобщем как дедушка ленин завещал «Учиться, Учиться ….»
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
johnlc написал :
тут как с беременностью за 9 месяцев результат более менее хороший (в зависимости от наследственности естественно), а вот если «время поджимает» то обычно выходит конкретный полуфабрикат причем недоделанность пропорциональна сэкономленному времени….
ПС вобщем как дедушка ленин завещал «Учиться, Учиться ….»
Ну это не у всех,и про наследственность не совсем так.Ничего страшного-в настоящее время все по своему уму живут-а не по Ленински.
Регистрация: 29.10.2005
Казань
Сообщений: 2025
ribakow.fthj написал :
Так возьмите электрод хотябы 2,5 и ток увеличивайте.
Присоединяюсь. 2мм электроды горят как солома. Глазом не успеешь моргнуть, пол электрода нет. Лучше 3мм. ИМХО.
Регистрация: 04.07.2009
Донецк
Сообщений: 6736
Хороший сварной, маска хамелеон, литр водки. Два урока по одному часу. Водку только после!
Я так сделал — куча вопросов сразу отпала. А потом уже сам читал и тренировался. Читать мне больше всего понравилось здесь
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
Можно и полярность поменять-если была обратная.Вот в «савокупе»из всего предложенного может и не плохо выйти(с поллитровкой и со сварным опытным).
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
7351 написал :
литр водки. Два урока по одному часу. Водку только после!
А если «до»-то и наставника никакого не нужно будет.Все как по маслу само покатит.
Регистрация: 07.03.2010
Сыктывкар
Сообщений: 341
MP42B написал :
Привожу ниже фото типичного шва, которые у меня получаются.
ну Вы и «замахнулись»…
одно из противных «изделий», что можно варить…
тут электрод 3-ка или 4-ка, короткая дуга с повышенным током и отрывом через каждый 1 см шва (или чаще), чтоб не прожигать, если качество нужно получше, то и чистить после отрыва от шлака.
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
Спасибо, ребята, за помощь.
Правда, пробовал уже все. Тройкой, ради интереса, от 60 до 150 А пробовал. При 60 варить можно, но лучше поболее. При 150 металл прогорает.
В любом случае шов получается не непрерывный, а как бы капельками.
С напряжением все ок, просадки при варке, думаю, нет. Когда варю — свет не мигает. Да и инвертору должно быть по барабану небольшие просадки, если варишь не максимальным током… ШИМ поможет…
Не понимаю… Вроде батиным самодельным обычным сварочником варил — шов был кривой (сам виноват), но без разрывов. А если разрывы и были — то это уже я виноват — электрод далеко убрал или вообще дуга пропала… А тут вроде все ок, окалина вообще выглядит на 5+, а отбиваешь — под ней кошмар такой…
Регистрация: 06.07.2008
Новосибирск
Сообщений: 2201
Попробуй УОНИ. Если пойдут на твоем аппарате нормально, то легко научишься класть на заглядение шовчики.
Регистрация: 22.12.2005
Сыктывкар
Сообщений: 4205
ribakow.fthj написал :
Ну это не у всех,и про наследственность не совсем так
а в наследственности то что не устраивает.
MP42B написал :
А тут вроде все ок, окалина вообще выглядит на 5+, а отбиваешь — под ней кошмар такой…
выясняйте для себя причнно-следственные связи между ведением процесса сварки и получаемым результатом, тогда поймете что почему и как, увы реальность не «матрица» и программу навыков одномоментно в моск не загрузишь.
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
johnlc написал :
а в наследственности то что не устраивает.
Меня-то как раз все устраивает.
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
А как близко нужно держать электрод к железке? На рисунках-то все понятно, а на практике… С инвертором, как я заметил, электрод можно на разных расстояниях держать — дуга не пропадает…
Говорят — «опирайся на обмазку»… Какая обмазка, там электрод плавится весь очень быстро, особенно двойка….
Нужно электродом давить («шкарябать») по металлу? Или все-таки нужно держать на весу («в воздухе») в 1…2 мм над железкой?
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
MP42B написал :
Опять-же-все в зависимости от ситуаций.
Регистрация: 22.12.2005
Сыктывкар
Сообщений: 4205
MP42B написал :
А как близко нужно держать электрод к железке?
максимально близко не допуская правда КЗ с деталью чем короче дуга тем лучше шов.
Регистрация: 10.01.2006
Миасс
Сообщений: 2838
MP42B написал :
Нужно электродом давить («шкарябать») по металлу?
если ток подобран правильно, то при опоре на козырек можно электрод как бы «намазывать». Т.е. на электрод нажимаете и чувствуется, что он плавится.
Регистрация: 04.07.2009
Донецк
Сообщений: 6736
Gins написал :
Т.е. на электрод нажимаете и чувствуется, что он плавится.
Просто электрод под углом, раслабить руку и он сам опускается под весом держака и при этом вести руку вперед, интуитивно выдерживая скорость, наблюдая за плавлением кромок. Колебательные движения делать только верхом электрода, изменяя направление дуги на конце электрода. В идеале, еще видеть сварочную ванну и поддерживать ее размер постоянной
Регистрация: 10.01.2006
Миасс
Сообщений: 2838
был вопрос про то, что будет если надавить я ответил.
Собственно «вмазывать» электрод не обязательно, сам пару раз этим приемом пользовался всего лишь..
Регистрация: 07.05.2006
Санкт-Петербург
Сообщений: 127
Судя по приведенным швам, вы «Очень» быстро вели электрод. Электроды ано — для переменного тока и шлаку от них гораздо больше чем от уони-постоянка, так вот ваш опыт и не дает понять как под шлаком образуется шов. Ванну метала будет лучше видно если вы будете варить снизу — вверх, или в горизонте направляя дугу(электрод) немного назад от направления наложения шва. И при этом двигать медленнее в два — три раза.
Вам очень правильно сказали опираться на электрод или намазывать его , но тут нужен опыт конечно.
Скажу прямо — все учащиеся варить, в своих начальных опытах очень торопятся
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
Спасибо всем! Сегодня буду учиться, варя забор…. 
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
Всем спасибо! Забор почти сварил. Все получается отлично. Заметил, что с электродами МР-3 получается варить значительно хуже, чем с АНО-21.
Вот только не понял, как нужно было варить цилиндрические петли на трубу. Провести прямую линию, ПАРАЛЛЕЛЬНУЮ оси цилиндра (трубы) оказалось очень сложно, так как труба довольно большого диаметра, а мет. линейка гнется…. Рейки ровной под рукой не было… Теперь вот не уверен, что все петли получились на одной оси….
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
Народ! Расскажите, пожалуйста, как вертикальный шов варить. Говорят, дугу надо прерывать постоянно. Я так и делаю. Правда, у моего инвертора дуга прерывается, только когда электрод более чем на 1.5 см отодвигаешь от детали… А шов получается некрасивый, состоящий из отдельных горизонтально расположенных «хребтов» А как электрод при этом держать желательно?
Регистрация: 04.07.2009
Донецк
Сообщений: 6736
MP42B написал :
А как электрод при этом держать желательно?
На этом ролике неплохо все показано
Регистрация: 08.08.2010
Москва
Сообщений: 11
Всем доброго времени суток.Я здесь впервые на этом форуме,но думаю что много нового узнаю да и посоветовать могу.Насчет раковин в сварочном шве у МР42В вероятнее всего как уже говорилось ранее малая сила тока и нужен электрод не менне 3мм.Вот насчет минимально короткой дуги в данном случае не соглашусь,на нормальном токе будит шлак вперед шва заходить а на большом токе не имея опыта скорее всего прожгется труба.Электрод обязательно нужно больше направлять на толстый металл,потомучто видно что он совершенно не прогрет.В идеале конешно проварить шов в 2 слоя.1 слой корень шва ,а вторым слоем накатать катет шва.Насчет вертикального шва,то могу посоветовать увеличить силу тока процентов на 20 от силы тока на нижнее положение,потомучто электродом постоянно надо будет поддувать расплавленный металл вверх.Самый идеальный вариант если не очень пока получается варить вертикал,а очень надо ,это начиная с низа шва приварить не как обычно показывают в учебниках а точечно проварить корень шва до верха,а уж потом вторым слоем будет намного легче сформировать красивый и прочный шов обычным способом.Вообщем как то так.Надеюсь своей точкой зрения никого не обидил.
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
Дмитрий написал :
Насчет раковин в сварочном шве у МР42В вероятнее всего как уже говорилось ранее малая сила тока
ток 50-60а для 2ки вполне нормальный (хотя можно и до 70-80 поднять) — дело скорее всего в длинной дуге и под каким углом держался электрод и как велся электрод — в данном случае рутиловый электрод которым нада варить исключительно углом назад и вжимать электрод между деталями не допуская затекания шлака вперед электрода( угол в нарвлении сварки между 30-50градусами)
Дмитрий написал :
.Насчет вертикального шва,то могу посоветовать увеличить силу тока процентов на 20 от силы тока на нижнее положение,потомучто электродом постоянно надо будет поддувать расплавленный металл вверх
нинада ничего никуда поддувать — нада удержать ванну в нужном месте и что бы это дело облегчить ток нада понизить на 10-20% ( а вообще если поддувать металл то и шлак тоже туда полезет что приведет к свищу)- швы ве всех пространственных положениях варятся на меньшем тока нежели в нижнем
Регистрация: 08.08.2010
Москва
Сообщений: 11
Уважаемый господин СВАРИК!Я нисколько не сомневаюсь в Вашем безграничном опыте,скорее всего не могу похвастаться своим опытом перед вами(12лет),но при малом токе вы не сможете сформировать надлежащую ванну,а только такую в которой будет куча пор ,так как у вас будет недостаточный прогрев стенок металла соответственно они не сойтутся в однородную ванну,да и шлак не успеет выйти из ванны.с уважением Дима.
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
2Дмитрий дло не в опыте — то что нада снижать ток при сварке в отличных от нижнего положениях это азы сварного дела и это должен знать даже птушник или начинающий сварщик .
почитайте книжку по сварке или накрайняк посмотрите рекомендуемые производителем электродов режимы сварки в различных пространственных положениях .
что до шлака — то он обычно плавает на поверхности ванны
а вот получить не металлические включения в тч и шлаковые , так же как и поры больше шансов при сварке на повышеных токах — тк металл хоть и расплавляется в месте сварки но не успевает прогрется вокруг что приводит к повышенному теплоотводу , что всвою очередь ведет к тому что металл быстрее остывает чем успевают перейти в шлак подукты хим процессов при сварке ………………………….
в общем еще раз рекомендую прочесть книгу и желательно более серьёзную чем «сварка для чайников»
Регистрация: 23.02.2010
Новосибирск
Сообщений: 300
Дмитрий написал :
Насчет вертикального шва,то могу посоветовать увеличить силу тока
Я тоже часто прибавляю ток на вертикал, когда варю ржавые железяки. Это помогает выплавить всю грязь из шва вместе со шлаком, но варить в этом случае только отрывистой дугой. Можно также пройти затем на второй слой, безотрывно, на малом токе.
Регистрация: 23.02.2010
Новосибирск
Сообщений: 300
А вообще выбор силы тока зачастую индивидуальны у разных сварщиков. Главное ведь, чтобы был хороший результат. Правда есть некоторые марки электродов где важно точно подобрать ток иначе будут поры в шве.
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
Helper написал :
Я тоже часто прибавляю ток на вертикал, когда варю ржавые железяки. Это помогает выплавить всю грязь из шва вместе со шлаком
а не задумывались над тем как сей поцесс может повлиять на хим состав шва и мех свойства соответственно? — ту же ржавчину рекомендуется удалять в основном из-за ее пористой структуры , в которой хорошо задерживается/накапливается влага , которая в свою очередь при сварке разложится на кислород и водород со всеми вытекающими?
Helper написал :
Можно также пройти затем на второй слой, безотрывно, на малом токе.
главное в сварке корень — внешний вид зачастую вторичен
Helper написал :
А вообще выбор силы тока зачастую индивидуальны у разных сварщиков. Главное ведь, чтобы был хороший результат.
стабильно хорошего результата можно добится только при соблюдении технологии — а всякая самодеятельность это рулетка с непредсказуемыми последствиями
и вообще профи от непрофи отличается только тем что профи знает где и как можно накосячить — поэтому я бы не стал советовать новичку приемы из арсенала профи вовсе не потому что не сможет их повторить , а потому что он их будет повторять даже тогда когда этого делать нельзя — пущай лучше соблюдает технологию
Регистрация: 23.02.2010
Новосибирск
Сообщений: 300
Это важно на ответственных металлоконструкциях, а для забора совсем неважно, главное положить хороший сварочный шов.
Если по всем правилам, то конечно сварка по ржавчине недопустима.
Регистрация: 23.02.2010
Новосибирск
Сообщений: 300
Также сила тока зависит и от источника питания (все аппараты разные), и от толщины металла (толстый металл больше тепло поглощает), и от входного напряжения (на первичке аппарата) и от умения сварщика управлять сварочной ванной, поэтому этот диапазон может быть велик и точно нельзя подсказать это все равно будет индивидуально…
Регистрация: 23.02.2010
Новосибирск
Сообщений: 300
К примеру на диаметр 3мм электрода, у меня, сила тока может колебаться от 60 до 120 ампер.
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
кстате вспомнился прикол который случился на заре моей карьеры :
в общем устроился в контору которая лепила всякие металлоконструкции — в основном ворота разных размеров , я туда поступил с опытом месяца 2-3 (несчитая практики в 1,5 года в путяге) и грубо гововоря из теплицы для сварных( предприятие впк — соответственно полное соблюдение всех технологий и нормативов вплоть до запрета сварному поднимать более 5кг) — на что руководству конторы впринципе было пофиг . ибо поставили меня не прихватки делать а приваривать петли к готовым солбам и воротинам . поставили на замену опытного сварного( заболел он или даже запил — непомню точно да и не суть важно)
остальных сварных отправили на установку — так что посмотреть как они это делают было не у кго ( имеется ввиду готовят металл под сварку или нет) , в общем почесал я репу — слесаря то нет , а технология требует зачистки под сварку , взял болгарку ну и зачистил под сварку .
приколы начались месяца через 3 (примерно в феврале-марте) — несколько ворот свалились , и что самое не приятное прихлопнули дорогую тачку — в общем суд , экспертиза и тд
результат повышенное содержание водорода и примесей в металле шва — что привело к пониженной хладостойкости и соответственно разрушению соединения , а так как на объекте было установлено одновременно несколько ворот то образцы на вся взяли со всех — там где я чистил все было более менее нормально
у щерб был не маленький а мне повезло было оказатся самым зеленым из сварных , да и по учету я сварил почти половину петель — в общем хотели на меня повесить , спасло меня только то что что у хозяина крыша сехала на предмет того что его пытаются на…….. по объемам и времени работы и на том что все работяги крадут все что плох лежит — и он еще в те времена (примерно 99-2000 год) обзавелся системой видео наблюдения и записи хранил не меньше полугода (от инвентаризации до инвентаризации)
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
Helper написал :
Это важно на ответственных металлоконструкциях, а для забора совсем неважно, главное положить хороший сварочный шов.
нада делать хорошо — херово само получится
Helper написал :
акже сила тока зависит и от источника питания (все аппараты разные)Helper написал :
и от входного напряжения
зависит тока от рода тока — на переменном нада на 20-30% больше , а в остальном амперы и в африке амперы и не имеет смысла вети разговор о соответствии шкалы реально выдаваемым амперам
Helper написал :
от умения сварщика управлять сварочной ванной, поэтому этот диапазон может быть велик и точно нельзя подсказать это все равно будет индивидуально…
этот диапазон не так уж и велик — по моим наблюдениям гдето 5-10 а у разных сварщиков выполняющих одну и ту же работу на одном и том же оборудовании и с одинаковым качеством
Helper написал :
К примеру на диаметр 3мм электрода, у меня, сила тока может колебаться от 60 до 120 ампер.
впринципе нормальный диапазон для различных положений хотя на мою имху если ф3 варится металл мин 3мм толщино то нижний предел низковат даже для горизонтального положения (мне труднее всего даются горизонтальные швы поэтому они и указаны)
Регистрация: 23.02.2010
Новосибирск
Сообщений: 300
сварик написал :
кстате вспомнился прикол
Не хилые ворота, по массе, наверное были, раз свалились
Я раньше на петлях (наверное, всем сварным иногда, да приходилось варить петли) долго выставлял зазоры, потом добрые люди подсказали, что можно просто обернуть петли проводом (любым алюминиевым или медным с изоляцией или нет — поровну) приставить и прихватить, а затем удалить провод из зазора. Реально удобный способ и очень быстро позволяет сварить навесы по месту.
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
Helper написал :
Не хилые ворота, по массе, наверное были, раз свалились
да нет — меняли в боксах в автосервисе с советских деревянных , размером примерно 2.5 х 4 может 3х4 в общем газель еле проходила по высоте
кстате часто просят в начале сезона калитку подварить или ворота — тоже наводит на размышления о «пользе» самодеятльности не находите
Helper написал :
Я раньше на петлях (наверное, всем сварным иногда, да приходилось варить петли) долго выставлял зазоры, потом добрые люди подсказали, что можно просто обернуть петли проводом (любым алюминиевым или медным с изоляцией или нет — поровну) приставить и прихватить, а затем удалить провод из зазора. Реально удобный способ и очень быстро позволяет сварить навесы по месту.
это известный способ , я сам в основном его применяю — проволока любая подходит даже стальная — она тоже обычно отгарает а не приваривается
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
сварик написал :
кстате вспомнился прикол который случился на заре моей карьеры :
……….
Хорошее кино могло получиться-сценарий что надо.
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
Helper написал :
Это важно на ответственных металлоконструкциях, а для забора совсем неважно, главное положить хороший сварочный шов.
Если по всем правилам, то конечно сварка по ржавчине недопустима.
А вот тут можно и поспорить…
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
ribakow.fthj написал :
Хорошее кино могло получиться-сценарий что надо.
не — фиговый сценарий получился — нет у мя такого таланта — в жизни все страшнее было
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
сварик написал :
нет у мя такого таланта — в жизни все страшнее было
Ну кино- и есть кино.А насчет таланта-то сегодня нет- а завтра проявился.
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
Забор я сварил. И ворота тоже. Всем спасибо! С петлями, правда, поучился. Сложно на круглой трубе расположить 3 петли строго в одну линию (соосно).
А шов у меня плохой получался, потому что я электрод вел в 1 см от заготовки. Дуга ж горит! И еще как горит…. Ну я и не парился особно с расстояние…. Все попробовал, кроме расстояния…
Вертикальный варю с прерыванием. Получается медленнно, не очень красиво, но крепко, а это сейчас главное.
Я вот про историю с упавшими воротами не понял…. Металл зачищать болгаркой можно?
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
MP42B написал :
Металл зачищать болгаркой можно?
нужно
Регистрация: 19.02.2010
Нижний Новгород
Сообщений: 454
петли рвались только из-за того что сделаны из густотертого г…на-енто у меня из личного опыта.То-есть все прелестно и ванна и формировании чешуй и провар( для понимающих)-приходит время проверять малейший перекос и рвет околошовную зону на самой петле, пару раз влетал и самое главное х.й докажешь что петли из гуано изготовленны а не сварщик.
обычно петли готовлю на стационаре с пластинами , тупо пластины и плоскость дают и зазор-пластины обварив.4-х сторонними и площадь больше, а при подготовке контроль лучше и сварка без вертик.-только низ-корень и угол-усиление,обоср….ся сложнее-но енто другая серия!
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
Tantal написал :
петли рвались только из-за того что сделаны из густотертого г…на-енто у меня из личного опыта.
а опытом не поделитесь — как вы определили что петли сделаны из ентой неаппетитной субстанции ? очень интересно
Tantal написал :
приходит время проверять малейший перекос и рвет околошовную зону на самой петле, пару раз влетал и самое главное х.й докажешь что петли из гуано изготовленны а не сварщик.
в омоем случае было доказано что гуано именно сварщик , а в вашем случае есть какие либо доводы окромя — раз отвалилось значит металл гуано , а сварщик невинно обвиненый ?
петли как только кто не варит — я лично предпочитаю без пластин , через проволоку , проваривая с о всех сторон — рвало только от основания (створки или столба) с куском основания когда это основание было тонким
кстате лучше прихватить . проверить и только потом обварить
Регистрация: 19.02.2010
Нижний Новгород
Сообщений: 454
сварик написал :
кстате лучше прихватить . проверить и только потом обварить
ну уж не настолко мы неведующие!
просто иногда ,,земле,, проще через петлю пройти и задир обеспечен-дальше если неуследил вовремя небольшой перекос и алес но гут!
самое прикольное что петлю на наличие гуано -подобия в хим. составе металла на глаз не отличишь-я взял за правило после подготовки с пластинами проверять на срыв(осевой)-ударно или проковка холодной петли(в районе сварки) 1кг молоток может выявить начало отрыва-пока не подводило-
сварик написал :
раз отвалилось значит металл гуано , а сварщик невинно обвиненый ?
околошовная зона оказывается разорванной и видна глубина провара как на полу-петле так и на привариваемом металле(собственно там остается сварка).для чистоты эксперемента оставил енту пластину и на базе не грея и не проваривая вновь на шов приварил такую же пластину-провар 100% и на ручной пресс-толко гнется(в разумных нагрузках) а вот на полу-петле мяса нет на глубину 3,5 мм(спина) и 4мм усиление-толщина стенки петли 5мм-я думаю дальше нет смысла что-то обьяснять.
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
Tantal написал :
просто иногда ,,земле,, проще через петлю пройти и задир обеспечен-дальше если неуследил вовремя небольшой перекос и алес но гут!
н это совсем косяк — смазыват нада — перед сварки слегка , так что бы в место сварки ненатело, и после сварки , когда слегка остынет ну и землю желательно крепить на ту деталь , на которой зажигаеш
Tantal написал :
для чистоты эксперемента оставил енту пластину и на базе не грея и не проваривая вновь на шов приварил такую же пластину-провар 100% и на ручной пресс-толко гнется(в разумных нагрузках) а вот на полу-петле мяса нет на глубину 3,5 мм(спина) и 4мм усиление-толщина стенки петли 5мм-я думаю дальше нет смысла что-то обьяснять.
угу . не нада — сварка походу велась по принцыпу ток побольше и гнать побыстрее — сталь 3 это простит , а вот более углеродистая может и не простить
Регистрация: 19.02.2010
Нижний Новгород
Сообщений: 454
сварик написал :
а вот более углеродистая может и не простить
подскажи адрес магазина где продают петли( гаражные ) из высокоуглеродистой стали

обычно смотрю на свариваемость кромок и присадочного материала(сплавление) а подбор тока происходит грубо исходя из толщины металла ,а дальше тонко уже из личных симпатий и навыков.
и поверь на слово при сварке науглероженного металла я сразу после разогрева и формирования сварочной ванны в жидкой фазе-могу определить что он с повышенным содержанием углерода
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
Во время сварки металл разбрызгивается. Я почитал, вроде пишут, что это из-за длинной дуги. Но у меня, наверное, другая причина, так как я варю с короткой дугой — опираюсь на обмазку электрода или вообще давлю на электрод. Часть капель сдираются щеткой, а часть прилипает намертво. Может быть, можно чем-то металл намазать, чтобы капли не липли???
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
Одна из последних проблем — как сделать, чтобы ворота не сперли. Думал сделать короткие штыри на столбах, а в вертикальных стойках ворот — отверстия. Так, чтобы когда закрываешь ворота, штыри входили в отверстия. Но от этой идеи пришлось отказаться… Есть еще варианты?
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
Tantal написал :
подскажи адрес магазина где продают петли( гаражные ) из высокоуглеродистой стали
смешно — петли могут сделать из любой стали лиш бы она хорошо поддавалась обработке резцом , и не давла длинной стружки если петли делаются на автомате
и реально хорошие петли несколько тверже чем таже ст3 , конечно можете меня просветить насчет материала для петель
Tantal написал :
и поверь на слово при сварке науглероженного металла я сразу после разогрева и формирования сварочной ванны в жидкой фазе-могу определить что он с повышенным содержанием углерода
прям спектрограф — интересно по каким признакам это определяеш?
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
MP42B написал :
Но у меня, наверное, другая причина, так как я варю с короткой дугой — опираюсь на обмазку электрода или вообще давлю на электрод.
причин для повышенного разбрызгивания много — это и влага в обмазке, и плохая подготовка места сварки . и степень раскисления стали, и т.д. даже пульсации тока могут влиять
MP42B написал :
Может быть, можно чем-то металл намазать, чтобы капли не липли???
есть специальные составы в т.ч. и в виде спрея (продаются в сварочных магазинах) , можно намазать мелом разведенным в воде …………………….
MP42B написал :
Одна из последних проблем — как сделать, чтобы ворота не сперли. Думал сделать короткие штыри на столбах, а в вертикальных стойках ворот — отверстия. Так, чтобы когда закрываешь ворота, штыри входили в отверстия. Но от этой идеи пришлось отказаться… Есть еще варианты?
вариантов много — от несъемных створок до приварки ограничителей над петлей
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
сварик написал :
можно намазать мелом разведенным в воде …………………….
Спасибо!
Я в маленьком городишке сейчас, тут электроды еле нашел, а спрей тут не найдешь…. Вот с мелом попробую. А можно мелом мазать всю поверхность железок или нельзя ни в коем случае, чтобы мел попадал на место будущего шва??? Я просто туго представляю, как мел растворить в воде… Вроде он не растворится… Взвесь просто должна получиться…. И кисточкой мазать? А побелкой для деревьев можно? (Вряд ли я тут мел найду)….
сварик написал :
это и влага в обмазке, и плохая подготовка места сварки . и степень раскисления стали, и т.д. даже пульсации тока могут влиять
Плохая подготовка — это ржавчина? У меня ее нет. А вот влага в электродах — наверняка есть. Тут душно и вечером все покрывается инеем. А как прокаливать электроды? Написано выдержать при тем-ре 150-180 град в течение 2 часов…. Это где их держать???
сварик написал :
от несъемных створок до приварки ограничителей над петлей
Несъемные створки — это типа петли в разные стороны? Ограничители я думал сделать, но хочу, чтобы когда ворота открыты, можно было их снять. Тут под рукой у людей ни сварочника, ни УШМ. Так что все должно быть максимально продуманно, чтобы работало без инстрмуентов, если что….
Регистрация: 04.07.2009
Донецк
Сообщений: 6736
MP42B написал :
Вряд ли я тут мел найду
В ближайшей школе, у технички, всегда валом…
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
MP42B написал :
Плохая подготовка — это ржавчина? У меня ее нет
не только ражавчино , но и окалина , масло, краска и т.д. — по технологии положено зачищать до металлического блеска зону сварки на 20 мм от шва
MP42B написал :
А как прокаливать электроды? Написано выдержать при тем-ре 150-180 град в течение 2 часов…. Это где их держать???
обычно держат в печи для прокалки — можно использовать духовку
MP42B написал :
звесь просто должна получиться…. И кисточкой мазать?
ага
MP42B написал :
А побелкой для деревьев можно?
если ее мыть потом не проблема — то можно ( побелка вроде тоже мел)
MP42B написал :
Ограничители я думал сделать, но хочу, чтобы когда ворота открыты, можно было их снять. Тут под рукой у людей ни сварочника, ни УШМ. Так что все должно быть максимально продуманно, чтобы работало без инстрмуентов, если что….
так привари ограничители на столбы . над створками или перекладину — принцип такой же как и у межкомнатных дверей или окон
Регистрация: 19.02.2010
Нижний Новгород
Сообщений: 454
сварик написал :
прям спектрограф — интересно по каким признакам это определяеш?
ты меня проверяешь или обучаешся сам?
если первое-то на каждую ж.пу с резьбой найдеться и х.й с винтом !!!
если второе-то попробуй чугунчик аргончиком погрей и все станет понятно( если дружишь со сваркой )а далее
присадочки дай ст3 потом медяшечки потом попробуй нержавейкой, достаточно одного сантиметра что-бы понять что к чему и как углерод зларадствует над тобой., спектрограф-слово-то умное !!!
Регистрация: 04.07.2009
Донецк
Сообщений: 6736
MP42B написал :
А побелкой для деревьев можно?
Обычно это известь. От нее сталь усиленно ржавеет.
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
Tantal написал :
присадочки дай ст3 потом медяшечки потом попробуй нержавейкой,
медяшечка , нержавеечка — а нихромчиком не пробовал ?
Tantal написал :
если второе-то попробуй чугунчик аргончиком погрей и все станет понятно( если дружишь со сваркой )
ст3кп аргончиком попробуй — и попробуй угадать что над тобой будет злорадствовать
Регистрация: 19.02.2010
Нижний Новгород
Сообщений: 454
сварик написал :
ст3кп аргончиком
проблем 0 -свариваемость хорошая-металл науглероженный, повыш.содерж. лигирующих элементов
сварик написал :
что над тобой будет злорадствовать
всеголишь что применение на неответственных и второстепенных элементах конструкций
сварик написал :
нихромчиком не пробовал ?
раз ты такую бредятину прописал-чугун Х нихром-я лучше пойду покурю !!!
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
Tantal написал :
проблем 0 -свариваемость хорошая-металл науглероженный, повыш.содерж. лигирующих элементовTantal написал :
всеголишь что применение на неответственных и второстепенных элементах конструкцийTantal написал :
раз ты такую бредятину прописал-чугун Х нихром-я лучше пойду покурю !!!
да действительно тебе стоить пойти покурить и прочесть что либо кроме пособия дляяачинающего сварщика и советов с форумов сварочной тематики
и прочесть что либо кроме пособия дляяачинающего сварщика и советов с форумов сварочной тематики
как минимум этому есть 2 причины :
итак первая : сам предложил нержавейку не уточнив какую — есть нержавейки высокохромистые , есть с никелем . есть и стем и с другимхотя насколько я помню хром во всех нержавейках присутствует ) — так что нихром ничем не хуже нержи не известного состава — думаю стоит почитать что то вумное что бы знать какой компанент нержи улучшает свариваемость и уменьшает трещинообразование
и второе — прежде чем нести бред про науглероженность и повышенное содержание лигирующих компонентов(слова то какие знаеш) простой стали3 почитай про класификацию сталей и про степень раскисления в частности
Регистрация: 19.02.2010
Нижний Новгород
Сообщений: 454
что то ты заблудился в своей правоте- то вроде ст3кп вспомнил-то теперь простая ст3 и ее классификация,степень раскисления, про лигирующие элементы первый раз слышишь? и это я относил к конструкционной ст3кп.?
теперь про нихром: нихром-нержавейкой можно назвать токо из-за никеля и хрома?-тогды бы и слова ни-хром не предстовлялось нужным-обзывали бы INOх ! хром один из худших элементов для сварки-и можешь в конце-концов
собрать в одну нить что—ты мне хочешь доказать исходя из выше сказанного: петли-гуаноподобие-углегод-сварка чугуна нихромом( как нихром)-абракадабра между ст3 и ст3кп-класиф.сталей и степень раскисления—дальше перейдешь к кристал.решетки?
а про пособие про сварку -это ты зря !!! я , прикинул среднее время пребывания на форуме ежедневно(твое ), ты работаешь наверное сварным-металлознайкой-в электронно-ремонтном цехе интернета——смешно представить тебя с держаком в одной руке и ,,клавой,, в другой—-необижайся !? от тебя одни теоретические плевки, а в реалии что—————и судя по назойливости ты ревнуешь всех к разделу сварки,ты здесь можешь считать себя ,,божком,,-но это всего-лишь элекртон.царство !!!!!
Регистрация: 23.08.2009
Санкт-Петербург
Сообщений: 2292
2Tantal стобой все ясно — иди читай литературу
П.С. работаю сварным — простым сварным , но это мне совсем не мешает знать что , как и почему я делаю
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
Столкнулся с очередной проблемой. Пока работал, искры от УШМ летели на стекла дома, (и на любимую кружку даже умудрился попасть). Теперь все в черных точках, ножом не отскабливаются  Кто-нибудь сталкивался? Чем их можно убрать?
Кто-нибудь сталкивался? Чем их можно убрать?
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
Tantal написал :
подскажи адрес магазина где продают петли( гаражные ) из высокоуглеродистой сталиTantal написал :
петли рвались только из-за того что сделаны из густотертого г…на-енто у меня из личного опыта.То-есть все прелестно и ванна и формировании чешуй и провар( для понимающих)-приходит время проверять малейший перекос и рвет околошовную зону на самой петле, пару раз влетал и самое главное х.й докажешь что петли из гуано изготовленны а не сварщик.
Стержни из высокоглеродистой (или даже самокальной) стали я предпочитаю приваривать в охват (ценой лишнего расхода электродов и проволоки), наплавляю и навариваю вокруг стержня ушки, и эти пластичные хомутики (с плавными очертаниями оптимальной формы) держат калёный стержень за счёт охвата детали без опасных концентраций механических напряжений). При наплавке ушек даже незачищенная ржавчина на стержне существенно не ухудшает качество наплавки ушек, а лишний привар к с тержню и его лишний провар не желателен, достаточно точечной прихватки в тыльном конце стержня.
MP42B написал :
Теперь все в черных точках, ножом не отскабливаются
Теперь их разве только замуровать, или потрудиться сошлифовать кажную капельку индивидуально алмазным буром и заполировать.
Регистрация: 22.12.2005
Сыктывкар
Сообщений: 4205
MP42B написал :
Теперь все в черных точках, ножом не отскабливаются
ну вот и Вы на эти грабли наступили, практически лечится заменой стекла, можно соляной кислотой частично стравить но все равно будет видно.
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
johnlc написал :
практически лечится заменой стекла
Кошмар, я 4 стекла загубил…. 
Регистрация: 22.12.2009
Екатеринбург
Сообщений: 3107
Helper написал :
что можно просто обернуть петли проводом
А я просто спички подкладываю, в процессе обварки они выгорают.
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
MP42B написал :
Кошмар, я 4 стекла загубил….
У меня тоже случаи по молодости были.Сначала все не мог понять почему то штаны,то рубашка в мелкую дырочку(как сито)а потом и вообще все расползалось-что уже и не соединить,как будто после кислоты.Зато теперь умнее стал каждый раз следишь куда искры полетят.
Регистрация: 19.02.2010
Нижний Новгород
Сообщений: 454
будте осторожны при резке и зачистки(шлифовки) со всеми финишными покрытиями: керамика,краска,дек.штукатурка,парпкет и т.д и т.п.-искры от ушм убивают все труды и практически не реально
востановить первозданное!!!
Регистрация: 04.07.2009
Донецк
Сообщений: 6736
Tantal написал :
будте осторожны при резке и зачистки
Белую чугунную ванну неделю, каждый день по 2 часа, оттирал абразивными моющими после резки чугунного стояка.
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
Многие ныне распространённые строительные отделочные материалы легко повреждаются, а потом отправляются подалше из города на полигоны захоронения ТБО со специфичными для них экологическими проблемами. Но у людей щас кое-где там и сям в моду начинают входить постройки в стиле органической архитектуры, для которых характерны технологии перманентного строительства с послойным наращиванием материалов и их эрозии, и им в частности нестрашно дополнительное искромётное напыление частиц металла окалины и абразивных материалов.
Регистрация: 04.07.2009
Донецк
Сообщений: 6736
steppe написал :
постройки в стиле органической архитектуры, для которых характерны технологии перманентного строительства с послойным наращиванием материалов и их эрозии, и им в частности нестрашно дополнительное искромётное напыление частиц металла окалины и абразивных материалов.
Попросту говоря, землянка на свалке с постоянным (перманентным) наращиванием слоев мусора сверху, а строительство состоит в постоянном откапывании входа (выхода).
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
7351 написал :
Попросту говоря, землянка на свалке с постоянным (перманентным) наращиванием слоев мусора сверху, а строительство состоит в постоянном откапывании входа (выхода).
С точностью до формы процесса — примерно так, примерно также обновяются, например, живые костные ткани на клеточном уровне. Но технологии обработки метериалов не так просты, как обращение с мусором, привычное для современных типовых горожан в городе и при выездах загород на отдых.
Регистрация: 19.02.2010
Нижний Новгород
Сообщений: 454
недалее чем сегодня лицезрел прикольный интерьей-суть метров 50-70 кв- принципиально воздвигнута на холоде железа. а там чего только нет и сварка и клепка и переход из побежалости стыка в полированное покрытие и швы сварные на ладоне= выклыч. света а0-ля совок-что-то можно прнять-останое наверное для гурманов
Регистрация: 19.02.2010
Нижний Новгород
Сообщений: 454
да ксати-steppe-вы не сестра сварика
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
Tantal написал :
да ксати-steppe-вы не сестра сварика
Ага-«по разуму» ? (щутка юмора)
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
Tantal написал :
steppe-вы не сестра сварика
Наверно нет, форумчанина сварика я даже не знаю. Такое слово, как прикол — мне непонятно (можете растолковать?), а перманентное строительство в стиле органической архитектуры — это моё хобби, по настоящему, что я не скрываю. И сварка здесь удобна и хороша, органично сочетается с др. технологиями органической архитектуры.
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
А прямо на газу электроды прокаливать нельзя?
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
В продуктах горения газа (метана), много паров воды, пламя греет неравномерно и температуру электродов при прямом нагреве над конфоркой неудоно контролировать. Я прокаливаю электроды на газу в чехлах, согтутых-скрученных из толстого листового алюминия (для равномерного распределения температуры), при этом газ с парами воды огибает горизонтално расположенный чехол, а вентиляция внутренности чехла производится сухим воздухом с торцов, температуру чехла контролирую при помощи термопары.
Регистрация: 04.05.2010
Санкт-Петербург
Сообщений: 331
2steppe Понял, спасибо! А как определить, что электроды нуждаются в прокаливании?
И насчет термопары тоже вопрос — вы используете стандартное приспособление какое-нибудь, например, щуп для измерения тем-ры от тестера?
Я заметил, что у меня новый электрод (длиный) горит сильнее, чем короткий, и громче. Чем короче становится электрод, тем тише и, кажется, слабее (как при меньшем токе). Почему это происходит? Электрод успевает нагреться и просушиться?
Регистрация: 29.10.2005
Томск
Сообщений: 9117
MP42B написал :
Электрод успевает нагреться и просушиться
именно так
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
MP42B написал :
А как определить, что электроды нуждаются в прокаливании?
По опыту, как горит дуга и как наплав куётся. Для себя неответственные соединения я могу зварить и сырыми по ржавчине , и швы спецформы накладывать с поправками на водородную хрупкость и распределения механических напряжений в конкретной конструкции. Купленные электроды держу в сухости и этим летом не прокаливала.
MP42B написал :
И насчет термопары тоже вопрос — вы используете стандартное приспособление какое-нибудь, например, щуп для измерения тем-ры от тестера?
Взяла Хромель-Капелевую термопару от какого-то лабораторного прибора вместе с миливольметром, его шкала уже в градусах Цельсия проградуирована. Вот вариант небольшого чехла, сделанного из трубчатой нулевой жилы трёхфазного кабеля. Это тонкостенная трубка, но неравномерность распределения температуры по длине менее 30°C при нагреве от двух конфорок на самом малом огне больше двухсот градусов, регулируется подвигаием чехла:

Регистрация: 29.10.2005
Томск
Сообщений: 9117
2steppe Издеваетесь, да? Котлетки хоть прикрыли бы, клаву всю слюной залил
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
Викторыч написал :
Котлетки хоть прикрыли бы
Так от них тёплые влажные пары идут не на электроды, а естественно конвективно поднимаются вверх и вентилятором на улицу.
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
Викторыч написал :
Издеваетесь, да? Котлетки хоть прикрыли бы, клаву всю слюной залил
Что-то явно не достает к этому натюрморту.
Регистрация: 27.08.2007
Ростов-на-Дону
Сообщений: 2585
2steppe конец рабочего дня, народ голодный, слюной захлебнется (все внимание на котлеты, электроды уже не интересны)
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
ribakow.fthj написал :
Что-то явно не достает к этому натюрморту.
А Вам надо за что-то зацепиться (обёртку с рулона фольги для домохозяек я сняла, там была изображена жареная рыбка на фольге)
avaks написал :
(все внимание на котлеты, электроды уже не интересны)
Ну вот, пищеварительные системы заранее готовятся ужину, и по приходу по домам должны быть в готовности. Но котлетки случано в кадр попали, (я не стала эту часть снимка отрезать) и видно, что технология прокаливания маленьких партий электродов довольно простая и чистая, экономичная и не хлопотная, и температуру удобно контролировать.
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
steppe написал :
А Вам надо за что-то зацепиться
Да нет-вечерком расслабится хочется,пошутить-посмеяться. Пивасика холдненького……
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
ribakow.fthj написал :
Да нет-вечерком расслабится хочется,пошутить-посмеяться.
Но что по части шуток в этой теме сделает админ?
Смеяться — я тоже часто смеюсь, по внешнему виду, наверно, как и люди (нередко мне задавали вопросы — Чё ты ржёшь?), но я так смеюсь (или кайфую) обычно в время работ и занатий, какими увлекаюсь, такие состояния вроде бы называются динамическими медитациями с концентрациями внимания на занитиях. А вечером после работ мне свойственны (тоже трансовые) созерцательные медитативные состояния и тоже в основном с обращением внимания на свои занятия и планы, реальные и воображаемые.
Спиртных напитков я сама пить не люблю, и курить тоже. Сочные фрукты и ягоды люблю и лопаю.
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
steppe написал :
Но что по части шуток в этой теме сделает админ?
Ну а админ-не человек что ли.Небольшое отступление от темы(иронии/шутки и т.д.)напротив многих привлекут да и темка более насыщеная станет(попестрее)-скучно ведь когда одни технические термины-суховато как-то.Но я и не против -если кто-то не доволен из присутствующих тут.
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
steppe написал :
Спиртных напитков я сама пить не люблю, и курить тоже. Сочные фрукты и ягоды люблю и лопаю.
Не любить-не означает не принимать вовсе.А фрукты ,ягоды и пр. сам обожаю.
Регистрация: 31.10.2009
Пушкино
Сообщений: 1059
ribakow.fthj написал :
Небольшое отступление от темы(иронии/шутки и т.д.)напротив многих привлекут да и темка более насыщеная станет(попестрее)-скучно ведь когда одни технические термины-суховато как-то.Но я и не против -если кто-то не доволен из присутствующих тут.
Я не против и админу жаловаться не стану, но и компанию юмористов на вряд ли войду (моя психоэнергетика и интересы — другой системы).
ribakow.fthj написал :
Не любить-не означает не принимать вовсе.
При этой жизни разок водки выпила Бр~Р~Р~Фу бяка не моё, и в прокуренных помещениях не любила находиться, кода на работе кто-то рядом курил.
Регистрация: 03.02.2010
Владимир
Сообщений: 10583
steppe написал :
моя психоэнергетика и интересы — другой системы).
.
Это заметно.
steppe написал :
прокуренных помещениях не любила находиться, кода на работе кто-то рядом курил.
Прекрасно вас понимаю-и полностью согласен
Дефекты в сварном шве могут не просто ухудшить внешний вид соединения, но и снизить его эксплуатационные характеристики. Чтобы обнаружить дефекты можно использовать различные методы контроля качества: от простейшего визуального осмотра шва, до применения рентгена или ультразвукового оборудования.

Но что делать, если швы оказались дефектными после проведения контроля качества? Обязательно ли утилизировать детали с дефектными швами? Вовсе нет. В этой ситуации поможет исправление дефектов сварки. Далее мы подробно расскажем, какие существуют дефекты сварных швов и способы их исправления.
Виды дефектов
Существуют наружные и внутренние дефекты сварных соединений. Исходя из названий несложно понять, что наружные дефекты располагаются на поверхности шва и их можно легко обнаружить невооруженным глазом. А внутренние дефекты не видны, поскольку располагаются внутри соединений и их можно обнаружить только с помощью специальных приборов.

Наружные дефекты
Непровары
Непровары появляются из-за того, что сварщик установил слишком маленькое значение силы сварочного тока на своем сварочном аппарате. Проще говоря, силы сварочного тока не хватило для полноценной проварки металла. Иногда непровары образуются из-за большой скорости сварки или из-за неправильной разделки кромок.
Чтобы предотвратить появление непроваров нужно устанавливать оптимальную силу тока и уменьшить длину сварочной дуги.
Подрезы
Подрез — наиболее часто встречающийся дефект при сварке тавровых соединений и соединений внахлест. Реже встречается при сварке стыкового шва. Зачастую подрез образовывается в том случае, когда установлено неправильное напряжение дуги или вы варите слишком быстро.
Устранение дефектов сварки такого вида требует уменьшения напряжения дуги и равномерной скорости сварки. Также рекомендуем уменьшить длину дуги. Ведь при большой длине дуги шов становится широким, тепловложения просто не хватает на все соединение и образовываются подрезы.
Наплывы
Главная причина наплыва — неправильно настроенный режим сварки. Чтобы предотвратить образование наплывов нужно тщательно очистить кромки и правильно настроить сварочный ток, скорость подачи присадочного материала (если вы варите полуавтоматом), и повысить напряжение в сварочной дуге.
Читайте также: Режимы сварки полуавтоматом в среде защитных газов
Прожоги
Прожог — это, по сути, просто образование сквозного отверстия в сварном соединении. Прожоги — частая ошибка начинающих сварщиков, поскольку такой дефект возникает либо при медленной скорости сварки, когда в одном месте концентрируется слишком большое количество тепла, либо когда установлено большое значение сварочного тока. Такой дефект существенно снижает прочностные характеристики сварного соединения, так что не допускайте его появления.
Чтобы избежать появления прожогов нужно понизить силу сварочного тока, варить немного быстрее и правильно разделывать кромки. Если вы новичок, то поможет только постоянная практика. Особенно, если нужно сварить алюминий, у которого маленькая температура плавления и при этом высокая теплопроводность.
Кратеры
Кратеры образуются на конце сварного соединения в том случае, если вы резко оборвете дугу. Типичный кратер — это небольшая неглубокая воронка, которая тем не менее существенно влияет на качество шва. Чтобы избежать образования кратера не обрывайте дугу и используйте специальные режимы, которые есть у многих современных сварочных аппаратов. Эти режимы автоматически устанавливают пониженное значение тока при окончании сварки.
Внутренние дефекты
Трещины (горячие и холодные)
Горячие трещины образуются при использовании неправильного присадочного материала. Например, присадочная проволока может быть изготовлена из алюминия и содержать в своем составе мало углерода, а свариваемый металл — это высокоуглеродистая нержавеющая сталь. Как вы понимаете, налицо полная несовместимость свариваемого материала и присадочной проволоки.
Также горячие трещины могут появиться, если вы неправильно заварите образовавшийся кратер. Здесь самое главное — не прекращать сварку резко, иначе образование трещины гарантировано.
Есть еще холодные трещины. Они образуются уже после сварки, когда соединение остыло и затвердело. Также холодные трещины образовываются, когда шов банально не выдерживает механической нагрузки. Мы отнесли трещины к внутренним дефектам, но на самом деле они могут образовываться и на поверхности металла.
Поры
Поры — это, пожалуй, самый распространенный дефект. Любой сварщик хотя бы раз в жизни сталкивался с пористостью шва. Основные причины образования пор — недостаточная защита сварочной зоны от кислорода, неправильная или недостаточная очистка металла перед сваркой, присутствие следов коррозии или загрязнений на поверхности металла. Мы отнесли поры к внутренним дефектам, но они могут быть и наружными.
Чтобы избежать образования пор нужно проверить исправность горелки, из которой поступает защитный газ, а также избегать сквозняков в цеху и не работать на улице, если дует сильный ветер.
Способы исправления дефектов
Мы вскользь уже упоминали, какие бывают способы устранения дефектов сварных швов. Но давайте разберемся подробнее.

Начнем с исправления трещин. Если трещины крупные, то их нужно банально заварить. А чтобы во время сварки трещина не увеличилась в размерах нужно сделать сквозные отверстия на расстоянии пол сантиметра от концов трещины. Далее трещину нужно разделать V или X-образно. Разделка проводится с помощью пневматического зубила или газового резака. Можно также использовать воздушно-дуговой резак. Далее разделанную трещину нужно зачистить и заварить.
Читайте также: Разделка кромок под сварку
В некоторых случаях концы трещины можно прогреть газовой горелкой перед заваркой. Так шов и нагретые участки будут иметь примерно одинаковую температуру и на концах бывшей трещины не будет остаточного напряжения. Все эти рекомендации подходят только для сварки наружных трещин.
Если у шва есть внутренние небольшие трещины, непровары или шлаковые включения, пережженные места, то эти участки нужно просто вырубить или выплавить и после заново заварить. Чтобы убрать наплавы или натеки нужно их удалить абразивом.
Иногда во время исправления дефектов сварщик по неопытности может деформировать металл. Для решения этой проблемы существуют механические и термические методы устранения дефектов сварных швов. Для механической правки используют домкрат, пресс, молоты и прочие подобные инструменты. Механическая правка используется редко, поскольку она очень трудоемкая и часто приводит к образованию новых дефектов, вроде трещин и сколов.
А вот термический метод правки используется куда чаще. Технология крайне проста: деформируемую часть металла нагревают с помощью газовых горелок до той температуры, пока металл не станет пластичным. Затем металлу дают остыть. В ходе остывания в нагретых участках возникает обратное напряжение, которое выпрямляет металл.
Также есть ряд очевидных способов предотвратить образование дефектов еще перед сваркой. Чтобы дефекты не образовывались нужно четко соблюдать технологию сварки, иметь достаточную квалификацию для выполнения тех или иных работ, выбирать качественные комплектующие, учитывать физико-химические свойства свариваемого металла и правильно настраивать режим сварки. Если вы выполните эти пункты, то вероятность образования дефектов сводится к нулю.
Вместо заключения
Вот и все, то мы хотели рассказать вам о дефектах и способах их устранения. Исправление дефектов сварки — дело несложное, но требующее знаний и опыта. Мы, конечно, рекомендуем отправлять дефектные детали в брак, но если партия небольшая и важно каждое изделие, то можно прибегнуть и к устранению дефектов.
Существуют различные дефекты и способы их устранения, у каждого способа есть свои достоинства и недостатки. В некоторых случаях дефектов настолько много, что нет смысла исправлять деталь. Если вы новичок, то будьте готовы, что сначала у вас будет много дефектов, поскольку сварка требует опыта и навыков. А вы когда-нибудь исправляли дефекты у сварных швов? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Исправление дефектов сварных соединений
Содержание:
- Какие дефекты возникают при сварочных работах
- Методы обнаружения дефектов
- Устранение дефектов сварки
- Особенности исправления дефектов
- Интересное видео
Сварка — один из самых востребованных процессов металлообработки, позволяющий в самых разных конструкциях соединять стальные детали. В связи с химической неоднородностью металлических поверхностей, кристаллизацией металлов при создании сварного шва, взаимодействии образующего в сварочной ванне жидкого металла с твердыми частицами детали и по ряду других причин нередко в процессе сварки возникают дефекты. Наличие их не только понижает качество готовой конструкции, но также делает ее дальнейшую эксплуатацию опасной для жизни.
Если при проведении контроля качества обнаружены изъяны, влияющие на прочность и надежность изделия, то исправление дефектов сварки в таких случаях является обязательным мероприятием.

Какие дефекты возникают при сварочных работах
В зависимости от причин возникновения, размеров, форм и места размещения на шве различают разные виды дефектов. Чтобы понять какие способы устранения дефектов сварных соединений будут наилучшими, вначале нужно определить их вид и почему они возникли.
Согласно классификации по ГОСТу 30242-97 выделяют следующие группы дефектов:
- трещины в сварочных швах, которые могут быть поперечными, продольными, радиальными и другими;
- нарушение формы шва за счет образования натеков, подрезов, прожогов, выпуклостей, смещений и других изъянов;
- наличие в месте сварки пор, полостей, свищей, кратеров. Они могут скопляться на одном участке или же распределяться по всему шву равномерно;
- непроваренные участки и несплавленные кромки;
- наличие твердых (оксидных, металлических, шлаковых) вкраплений и включений в сварном шве.
По месту расположения дефекты разделяются на внутренние, наружные и сквозные. Конкретное цифровое обозначение классификатором установлено на все образующиеся дефекты сварных соединений и способы их устранения выбираются в соответствии проставленных в местах их присутствия номеров.
Методы обнаружения дефектов
После проведения сварочных работ полученный шов должен проверяться на наличие или отсутствие брака. Только так можно понять требуется или нет устранение дефектов сварки.
Способы для выявления бракованных участков применяют разные:
- визуальный осмотр. Результат будет более точным, если осмотр проводить с применением приборов с увеличительным эффектом;
- магнитный метод, при котором брак определяется степенью искажения волн;
- дефектоскопия. На наличие недостатков указывает изменение цвета сварного соединения после контакта поверхностей со специальным идентифицирующим составом, например, керосином;
- исследование ультразвуком. Проводится с помощью дефектоскопа, брак определятся по звуковым волнам посредством измерения их отражения;
- радиационный способ. Сварные соединения просвечиваются рентгеном, в результате все детали дефекта видны на полученном снимке.

Качество полученных в процессе сварки соединений обозначается маркировкой. У каждого профессионального сварщика есть собственное клеймо, которое он ставит на участке выполнения сварки.
Устранение дефектов сварки
Если в ходе контрольных испытаний обнаружен недопустимый для безопасной эксплуатации конструкций брак, то неизбежным процессом является устранение дефектов сварных соединений.
Для ликвидации выявленных недостатков используются следующие методы устранения дефектов сварных швов:
- непровары, сторонние включения, небольшие внутренние трещины подлежат механической вырубке или полной зачистке, после чего проводится повторное сваривание;
- ликвидация крупных и глубоких трещин осуществляется посредством заварки после предварительной их механической зачистки или сверления;
- заварка тонкими слоями или наплавка используется для устранения подрезов и неполных швов;
- наплывы уничтожаются механическим путем с применением абразивного инструмента;
- термической обработкой устраняется перегрев металла.

Это основные способы исправления дефектов сварных соединений, которые используются для ликвидации брака. После исправления конструкции повторно проходят контрольные испытания и только при полном отсутствии изъянов разрешается их дальнейшая эксплуатация.
Особенности исправления дефектов
Если выполненные с применением сварки конструкции не соответствуют техническим условиям по причине наличия брака, то здесь важно не только правильно выбрать способы устранения дефектов сварных швов, но также безошибочно выполнить все необходимые действия.
В стальных изделиях бракованные сварные швы исправлять следует плазменно-дуговой резкой или строжкой, после чего эти участки обрабатываются абразивными кругами. Наплавкой ниточного шва ликвидируются подрезы, при этом выполняется наплавка по всей длине дефекта. При исправлении неровностей и наплывов механическим способом нужно следить за общим сечением и не допускать его занижения.
Перед тем как исправляются свищи в сварном шве необходимо сперва провести вырубку, тщательно зачистить образовавшуюся полость и после этого повторно заварить изделие.
Чтобы качественно ликвидировать дефекты сварных швов и способы их устранения провести эффективно, то следует соблюдать несколько простых правил:
- длина исправляемого участка должна превышать длину дефекта;
- ширина вырубки должна быть такой, чтобы максимальный размер нового шва не превышал более чем в два раза его ширину до ликвидации дефекта;
- на поверхностях выборок не должно присутствовать никаких заусенцев и острых углублений, очертания должны быть плавными и без резких выступов;
- при выполнении заварки на прилегающих к дефекту участках нужно обеспечить перекрытие основного металла.
В конструкциях из титана, алюминия и сплавов этих металлов ликвидацию дефектов разрешается выполнять только механическими методами: резкой или абразивной шлифовкой. В некоторых случаях допускается вырубка.
Если при повторном контроле снова будут обнаружены бракованные участки, то такие конструкции опять подлежат исправлению. На одном и том же участке сварного шва количество исправлений не должно превышать трех, в противном случае металлоконструкция выполняется с нуля.
Интересное видео
Главная / Техника сварки
Назад
Время на чтение: 6 мин
0
6527

Дефекты в сварочном соединении приводят к ухудшению его рабочих и визуальных характеристик. Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Это может быть простой осмотр сварного соединения. Либо более сложные техники проверки: рентген, аппаратура с применением ультразвуковых волн.
Что можно предпринять в случае обнаружения дефектов шва? Уходит ли деталь в утилизацию? Нет. Если проверка обнаружила у сварочных соединений недоработки, их вполне можно исправить.
В этой статье будут детально рассмотрены варианты сварочных недоработок и как их исправляют.
- Разновидности сварочных ошибок
- Наружные изъяны Непровары
- Подрезы
- Наплывы
- Прожоги
- Кратеры
- Горячие либо холодные трещины
Виды дефектов сварных швов
Все допуски по размерам шва регламентированы требованиями ГОСТа для каждого из видов сварки. Любые отклонения показаний от утвержденных нормативов принято считать дефектами. Они могут быть последствием ошибок в процессе как подготовки, так и выполнения сварочных работ.
Большинство изъянов сварочного соединения отрицательно сказываются на его прочностных характеристиках. Все дефекты делятся на три группы:
- наружные. Основными показателями являются неправильная форма стыка, трещины, наплывы, кратеры, подрезы шва, прожоги и прочие визуальные признаки, которые можно обнаружить на поверхности. Они видны при тщательном визуальном осмотре и только некоторые можно заметить с первого взгляда;
- внутренние. Дефекты представляют собой неполное или неравномерное сплавление металлов, трещины или пористость в структуре, наличие посторонних включений – шлак, оксид, неметаллические примеси; другие, находящиеся внутри шва, изъяны;
- сквозные. Трещины, подрезы, прожоги и прочие повреждения, которые носят сквозной характер и видные с обеих сторон.
Любые дефекты являются основанием для выбраковки работы и должны быть устранены. Это правило особенно актуально для металлоконструкций несущего плана – каркасов, рам, обрешеток и т.п. Они должны быть сварены безупречно, чтобы выдерживать предполагаемые нагрузки. В противном случае конструкции могут служить источником опасности для окружающих.
Подрез сварного шва и 7 способов его предотвращения
Дефекты сварочных соединений часто усложняют нам жизнь. Подрез сварного шва или усадочная канавка является изъяном, характеризующимся образованием канавки возле корня одностороннего сварного шва из-за перегрева основного металла или металла шва (усадка на кромках при сплавлении). Это происходит, когда сварщик пытается варить с высоким сварочным напряжением или при быстрой скорости сварки. Кроме того, неправильный угол наклона направляет дугу в сторону более тонких краев, где перегрев может сжечь металл. Способствовать такому дефекту сварочных соединений может неправильное использование защитной газовой атмосферы, нарушение техники сварки, положение свариваемого предмета и т.д.
Усадочные канавки всегда были серьезной проблемой в отраслях промышленности связанных со сваркой и обработкой сталей. Были предприняты усилия чтобы решить эту проблему в последние годы. Ниже приведены советы, которые эффективно помогают упреждать или снижать частоту этого явления.
Соответствующее нагревание
Подрез сварного шва чаще всего вызывают высокие тепловые очаги, возникающие впоследствии прохода вблизи кромок. Это может привести к перегреву и плавлению вблизи корня шва. Для предотвращения дефектов необходимо проявлять большую осторожность при сварке металлов за счет уменьшения силы тока при приближении к более тонким и свободным краям.
Положение электрода при сварке. Правильный угол
Ошибочный угол при сварочных работах часто играет особо важную роль для появления дефектов такого рода. Даже один проход с неправильным углом, который направляет больше тепла свободным краям, способствует склонности сварного шва к появлению усадочных канавок. Во избежание проблем понадобится просто использовать правильные углы, дабы направить больше тепла в сторону более толстых компонентов по сравнению со свободными краями.
Умеренная скорость сварки
Изготовление сварного шва с высокой скоростью плавления, является еще одной большой причиной усадки на кромках. При этом некоторая часть исходного базового металла вдавливается в нижнюю центральную часть сварочной ванны и из-за быстрого отвердевания оставляет углубление по краям. Рекомендуется проводить сварочные работы умеренным темпом. Не стоит забывать: медленная скорость также негативно скажется на результате работ и не даст удовлетворительных результатов.
Корректный выбор защитного газа
В случае MAG-сварки (Metal Active Gas), неправильный выбор экранирующего газа может стать одной из основных причин появления подреза сварного шва. Правильный состав газа в соответствии с требованиями по типу материала и его толщине обеспечат хороший результат. При сварке углеродистых сталей лучше всего применять двуокись углерода в сочетании с инертными газами.
Правильная технология сварки
Подрез сварного шва или усадочные канавки часто возникают при попытке сварщика сделать сварной шов с чрезмерным поперечным перемещением электрода при сварке. Кодексы и нормы по стандартам требуют рекомендуемой ширины шовной зоны в зависимости от размера электрода. Размер шва при сварке не должен быть более приемлемого предела, иначе в противном случае шов может быть склонен к подрезам. Для того, чтобы не допустить этого, нужно стремиться либо уменьшить размер шовной зоны или делать многопроходные швы.
Правильное положение предмета в пространстве
Некоторые сварщики пытаются делать угловые швы не в горизонтальном положении, а в вертикальном, что способствует усадке на кромках. В этом случае депрессивные формы образуются из-за недостаточного заполнения металлом кромок стыка. Для предотвращения, по возможности, попытайтесь варить в горизонтальном положении, чтобы обеспечить адекватное потребление электрода.
Использование многофункциональных систем сварки
Применение многофункциональных аппаратов для MIG/MAG сварки предусматривает упомянутые выше предупреждения и позволяет выполнять тонкие сварные швы с улучшенными механическими свойствами. Таким образом, подрез сварного шва лучше всего предотвращает данный метод. Соблюдая все указанные правила, сварщик минимизирует вероятность негативных последствий и дефекты сварных швов такого рода в крайнем случае будут минимальными.
blog.svarcom.net
Классификация дефектов сварных соединений
Далеко не в каждом случае получается добиться идеального качества сварного соединения. При желании можно найти отклонения от установленных требований. Полностью классификация сварных соединений изложена в пунктах ГОСТа 30242-97. Документ содержит информацию обо всех возможных изъянах. Из них можно выделить часть, которые чаще других встречаются при контрольном осмотре соединительных стыков.
Трещины
Наибольшее негативное влияние на качество сварного шва оказывают трещины. Потенциально они наиболее опасны, поскольку могут стать причиной быстрого разрушения всей конструкции, что в свою очередь может привести к трагедии.
Появляются трещины по разным причинам:
- стыки расположены неправильно;
- место сварки было резко охлаждено;
- неправильно подобраны расходные материалы;
- металл кристаллизировался вследствие избыточно высокой температуры.
По способу образования трещины могут быть продольными, поперечными или радиальными, а по размеру принято различать макро- и микротрещины. Вне зависимости от вида, причин и способа образования трещина является недопустимым дефектом.
Подрезы
Визуально изъян представляет собой продольное углубление с наружной части шва. Из-за подреза уменьшается сечение шва и образуется внутреннее напряжение соединения. Прочность такого шва вызывает большие сомнения. Основная причина образования дефекта – завышенный показатель сварочного тока. Чаще всего подрезы характерны для горизонтальных швов.
Наплывы
Избыточный расплав натекает на поверхность заготовки, остывает и образует ложный валик. Это наплыв, не имеющий прочного сплавления с рабочей поверхностью. Чаще всего дефект образуется при горизонтальной сварке стыковых или угловых швов. Причиной их образования является недостаточный прогрев основного металла, из-за избытка присадочного материала или окалин на кромках стыкуемых поверхностей.
Прожоги
Изъян представляет собой сквозное отверстие, которое образуется из-за вытекания металла из сварочной ванны. Как правило, из обратной стороны образуется наплыв. Провоцирует прожог слишком медленное перемещение электрода по линии стыка, слишком большой ток, недостаточная толщина прокладки или же неплотное ее прилегание, большой зазор между деталями.
Непровары
Если между швов и основным металлом есть участки, где видно несплавление между ними, то это непровар. То есть, основной металл не прогрелся как следует, чтобы образовать с расплавом единое целое. Такой дефект сильно понижает прочностные характеристики соединения и все конструкции в целом. Причиной непровара может быть слишком высокая скорость перемещения электрода, плохая предварительная подготовка кромок, присутствие окалины, ржавчины и прочих загрязнений на поверхности соединяемых заготовок.
Кратеры
Небольшие углубления в сварном валике образуются в результате разрыва сварочной дуги. Изъяны приводят к уменьшению поперечного сечения стыка, что снижает степень его прочности. вторичная опасность кратера заключается в том, что его дно может иметь дополнительные рыхлые включения, приводящие к появлению трещин.
Свищи
Изъяны представляют собой поверхностные дефекты в виде полостей. Они снижает прочность стыка и дополнительно опасны тем, что могут провоцировать образование трещин. Свищи характеризуются произвольной формой, могут образовываться как на внешней стороне, так и на внутренней.
Поры в сварном шве
В процессе сварки могут образовываться наполненные газами поры. Причиной их возникновения являются разные загрязнения на поверхности заготовки, высокая скорость перемещения электрода, слишком высокое содержание углерода в присадочном материале.
Посторонние включения
Качество шва значительно снижается из-за посторонних включений – шлаковых, флюсовых, оксидных, вольфрамовых и прочих. Основной причиной, которая их вызывает, является неправильно выбранный режим сварки.
Как образуются дефекты?
Попробуем разобраться, что такое подрез сварочного шва и как он влияет на физическую природу строения металла. Сам подрез является конструкционным углублением внутри основного металла, имеющий расположение по краям готового сварного шва. Чаще всего такой дефект возникает по причине появления излишнего показателя силы сварочного тока в рабочем процессе варки или пайки металла. Также причины подреза сварного шва вызваны неконтролируемой длиной электрической дуги. В данном случае длина сварного шва неестественным образом увеличиться, а края готовых кромок сильно оплавятся.

Внешний вид подреза сварного шва
На представленных фото подрез сварного шва можно заметить, если видны смещения электрода к самой видимой и близкой части горизонтальной стенки. При этом сама вертикальная стенка оплавляется максимально быстро, чем горизонтальная. Расплавленный в данном случае металл мгновенно стекается по горизонтальной части. В этом случае возникает допуск подреза сварного шва на вертикальной части, а в горизонтальной плоскости образуются наплывы.
Причины возникновения дефектов сварных швов
Любой дефект образуется вследствие определенного фактора. Существуют разные причины образования дефектов сварного шва:
- во время работ применялись некачественные расходные материалы;
- не соблюдалась технология выполнения сварочных работ;
- низкого качества металл, используемый для создания сварной конструкции;
- неисправность оборудования или некачественная его работа;
- неправильно выбранный режим сварки;
- допущены технологические ошибки из-за низкой квалификации специалиста.
Чтобы получить металлоконструкцию высокого качества, требуется строгое соблюдения технологических параметров и норм сваривания, привлекать к работе специалистов с достаточным уровнем квалификации.
Методы выявления дефектов
Для выявления дефектов сварного шва применяются разные методы:
- замеры стыков и визуальный осмотр;
- проверка соединений на герметичность;
- поиск дефекта с использованием специальных приборов;
- лабораторные испытания образцов на прочность.
Визуальное определение качества сварного шва выполняется только после тщательной очистки его поверхности от шлака, устранения разных загрязнений и застывших брызг металла. Проверяются размеры, форма, наличие дефектов – прожогов, свищей, трещин, кратеров и прочих изъянов.
Благодаря испытаниям на герметичность удается определить наличие или отсутствие дефектов трубопроводов – пор, трещин, непроваров. На герметичность конструкции проверяются такими способами:
- обдувание воздухом;
- наполнение водой под давлением;
- обработка керосином.
При обнаружении дефекта требуется дополнительная обработка с целью его устранения.
Исправление дефектов сварки
Дефекты в сварном шве могут не просто ухудшить внешний вид соединения, но и снизить его эксплуатационные характеристики. Чтобы обнаружить дефекты можно использовать различные методы контроля качества: от простейшего визуального осмотра шва, до применения рентгена или ультразвукового оборудования.

Но что делать, если швы оказались дефектными после проведения контроля качества? Обязательно ли утилизировать детали с дефектными швами? Вовсе нет. В этой ситуации поможет исправление дефектов сварки. Далее мы подробно расскажем, какие существуют дефекты сварных швов и способы их исправления.
Способы устранения дефектов сварных соединений
Вне зависимости от задействованного оборудования – инвертор, классический аппарат, трансформатор и прочее – образование дефектов не исключено. Принято различать так называемые допустимые и недопустимые дефекты сварки. В зависимости от типа и сложности изъянов определяется пригодность готового изделия к эксплуатации.
Не допущенные к использованию конструкции направляются на доработку. Каким способом будет устраняться дефект, зависит от типа изъяна:
- прожог заваривается после тщательной зачистки сварного соединения;
- подрезу устраняются путем наложения тонкого наплава по всей длине их образования;
- участок с трещиной рассверливается, тело шва вырубается, поверхность зачищается и обезжиривается. После этого углубление заваривается;
- непровары вырезаются и повторно завариваются;
- свищи и кратеры устраняются по одной схеме. Прежде всего все вырезается до основного металла. После этого стык варится по-новому;
- наплывы следует аккуратно срезать, проверив при этом есть ли непровары;
- деформированные участки выравниваются прогревом или же механическим путем;
- любой из дефектов, подразумевающий наличие посторонних включений, устраняется путем вырезания шва (участка) и наложением нового.
В случае, когда в процессе контроля обнаруживаются дефекты технологического характера соединений труб, то исправление выполняется одним из методов:
- механическим путем без сваривания;
- механическим путем в сочетании с завариванием дефектного участка;
- вырезание участка трубопровода, содержащего технологический дефект;
- шов полностью удаляется и стык проваривается по-новому.
Прочность и герметичность сетей газоснабжения восстанавливается дуговой сваркой. Применение газосварочных установок не допускается.
Допуски на подрезы в сварных швах
Конечно же лучше изготавливать конструкции без дефектов, но чаще всего это является необоснованно дорого или невозможно, поэтому всегда имеются допуски с указанием какие дефекты, их количество и размеры являются допустимыми в той или иной конструкции и не влияют на её эксплуатационные свойства. В первую очередь от назначения конструкции и требований нормативных документов зависит какого размера подрезы допускаются в сварных швах:
- в изделиях для атомных станций согласно ПНАЭГ 7-010-89 подрезы не допускаются.
- для трубопроводов пара и горячей воды тепловых станций и труб в пределах котла согласно РД 2730.940.103 подрезы глубиной 0,2 мм и менее допускается не учитывать.
- для трубопроводов по СНиП 3.05.05 и газопроводов по СНиП 3.05.02 допускаются подрезы глубиной не более 0,5 мм
- согласно СНиП III-18-75 при изготовлении, монтаже стальных конструкций зданий и производственных сооружений допустимая глубина подрезов в швах составляет не более 0,5 мм при толщине стали от 4 до 10 мм и не более 1 мм при толщине стали свыше 10 мм
Чтобы узнать допуски на подрезы в сварных швах, прежде всего необходимо найти данную информацию в нормативных документ с требованиями к сварным швам.
Методы контроля сварных соединений
Само собой разумеется, что любые дефекты сварного соединения увеличивают риск разрушения конструкции. Чтобы такую вероятность свести к минимуму, следует внимательно проверять качество сварных соединений. Весь процесс выполняется поэтапно:
- предварительный. Проверяется качество металла и расходных материалов;
- контроль в процессе выполнения сварочных работ. Постоянно проверяется режим сварки, работа оборудования, осматриваются и измеряются швы. В случаях, когда обнаруживаются отклонения от стандартов, дефекты сразу исправляются;
- прием готовой конструкции. Визуальным осмотром определяется наличие внешних изъянов. При необходимости проводятся лабораторные и испытательные проверки.
Применяемые сегодня методы контроля делятся на две группы – неразрушающие и разрушающие. Для выявления дефектов готовых конструкций применяются, как правило, неразрушающие методы контроля:
- визуальный осмотр;
- проверка ультразвуком (дефектоскопия);
- контроль при помощи магнитного поля;
- дефектоскопия цветная;
- дефектоскопия радиационная;
- дефектоскопия капиллярная;
- контроль на проницаемость;
- другие методы.
Разрушающий контроль используется в отношении отобранных для этого образцов. Он позволяет установить параметры прочности сварного шва и зоны термического влияния. В контроле задействованы химические, механические и металлографические методы проверки.
Сварные металлоконструкции активно используются в разных сферах жизнедеятельности. Но в процессе сваривания отдельных элементов в цельные конструкции могут возникать дефекты сварных швов и соединений, которые негативно сказываются на прочности и безопасности эксплуатации готовых металлоизделий.
Что такое дефекты сварных соединений
Размерные параметры сварного соединения четко определены государственными стандартами, при этом свой ГОСТ есть у каждого вида сварки. Любые отклонения от установленных нормативно-техническими документами показателей считаются дефектами. Возникают они как при проведении сварочных работ, так и при нарушении требований в процессе подготовки соединяемых элементов и сборке конструкций в единое целое.
Виды дефектов сварочных швов

В силу разных обстоятельств сварочные стыки могут иметь повреждения, влияющие на их прочностные характеристики. Все виды дефектов сварных соединений разделяются на три основные группы:
- наружные дефекты. К данной группе относят неравномерность формы стыкового соединения, наплывы, трещины, прожоги металла, подрезы шва, кратеры и другие изъяны, возникающие на поверхности. Обнаружить их можно при визуальном осмотре;
- внутренние дефекты. Это может быть некачественное сплавление металла, пористость и трещины, сторонние включения (оксидные, шлаковые и неметаллические) и другие, находящиеся внутри шовного соединения;
- сквозные дефекты. Сюда относят трещины, подрезы, прожоги и другие повреждения, которые изнутри проходят на внешнюю поверхность сквозь шовное соединение.
Дефекты любого вида не допускаются в сварных соединениях и подлежат устранению, особенно касается это случаев, когда металлоконструкции выступают составляющими элементами несущих конструкций и должны выдерживать интенсивные нагрузки.
Характеристики и причины основных дефектов сварки
Не в каждом случае качество сварки соответствует установленным требованиям. Классификация дефектов сварных соединений в полном составе изложена в ГОСТ 30242-97. Но среди всех обозначенных в документе изъянов выделяют основные, которые чаще обычного выявляются при контроле и обследовании соединительных стыков.

Трещины

Для сварочных швов наибольшую опасность представляют трещины. Они способны спровоцировать мгновенное разрушение металлических конструкций и привести к трагическим последствиям.
Причинами появления трещин могут быть:
- неправильное расположение стыков;
- резкое охлаждение места сварки;
- неправильный выбор материалов;
- кристаллизация металла вследствие чрезмерно высоких температур.
По размеру различают микро- и макротрещины, по типу образования – поперечные, продольные и радиальные.
Вне зависимости от видов и причин возникновения трещины – это недопустимые дефекты сварных соединений металла.
Подрезы

Это образующиеся на наружной поверхности шовного валика продольные углубления. Если на шве есть подрез, то в месте его появления уменьшается сечение шва, а также образуется очаг концентрации напряжения.
Превышенная величина сварочного тока – основная причина появления таких дефектов. Довольно часто наблюдаются подрезы в горизонтальных швах.
Наплывы

Это натекший на поверхность избыток металла, который не имеет должного сплавления с соединяемой поверхностью. Часто наплыв возникает при сварке стыковых или угловых швов в горизонтальном положении. Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
Прожоги

Такие дефекты являют собой сквозное отверстие, возникшее вследствие вытекания из сварочной ванны расплавленного металла. В данном случае с другой стороны отверстия как правило образуется натек.
Прожог может быть вызван слишком медленным передвижением электрода по линии сваривания, повышенным сварочным током, неплотным прилеганием к основному металлу прокладки или же недостаточной ее толщиной, большим зазором между соединяемыми кромками.
Непровары

Если на сварочном шве обнаружены локальные несплавления между основным и наплавленным металлом, то дефект такого типа называют непровар. Он существенно понижает прочностные свойства шва и соответственно всей конструкции.
Причины непроваров состоят в следующем: чрезмерно высокая скорость сваривания, некачественная подготовка кромок к сварному процессу, наличие ржавчины, окалин и других загрязнений на соединяемых поверхностях.
Кратеры

Образующиеся вследствие обрыва сварочной дуги углубления в соединительном валике называют кратерами. Такие изъяны существенно уменьшают сечение стыка, что негативно сказывается на прочности. Кратер опасен тем, что внутри него могут находиться усадочные рыхлости, приводящие к появлению трещин.
Свищи

Поверхностные дефекты в виде полости. Понижают прочность соединительного стыка и провоцируют образование трещин. Свищи имеют произвольную форму, могут возникать как на внешней поверхности, так и внутри шва.
Пористость

Поры – это заполненные газами полости, образующиеся при повышенном газообразовании внутри металла. Возникают при наличии разнообразных загрязнений на свариваемых поверхностях, при повышенной скорости сварки, а также повышенной вместительности углерода в используемом присадочном материале.
Посторонние включения
Качество шва существенно ухудшают сторонние включения – оксидные, шлаковые, вольфрамовые, флюсовые и другие включения. Главная ошибка, приводящая к их наличию – неправильный режим сварки. Любое из присутствующих включений понижает прочность и надежность соединения и подлежит устранению.
Причины появления дефектов
Каждый из всех встречающихся дефектов возникает вследствие конкретных факторов. При этом выделяют причины образования дефектов сварных соединений общего характера:
- использование некачественных расходных материалов для сваривания элементов;
- несоблюдение сварочных технологий;
- низкое качество металла, из которого создаются конструкции;
- некачественное или неисправное оборудование;
- неправильный режим сварки;
- технологические ошибки, вызванные низкой квалификацией сварщика.
Чтобы металлоконструкции получались качественными и выносливыми, следует строго соблюдать нормы сваривания и доверять работы профессиональным сварщикам.
Методы выявления дефектов
Выявление дефектов сварных соединений осуществляется следующими способами:
- визуальный осмотр и обмер стыковочных швов;
- испытания стыков на непроницаемость;
- определение дефекта сварного соединения специальными приборами;
- испытания образцов на прочность в лабораторных условиях.
Осмотр сварочного шва осуществляется только после очистки его от шлака, устранения застывших брызг металла и других типов загрязнений. Проверке подлежат размеры и правильность формы соединений, наличие или отсутствие прожогов, кратеров, трещин, свищей и других погрешностей.
Испытание непроницаемости позволяет выявить дефекты сварных соединений трубопроводов, например, поры, трещины, сквозные непровары. Проверяются конструкции несколькими способами:
- обдуванием или заполнением швов воздухом;
- поливом струей воды или наполнение отсеков водой под давлением;
- смазыванием швов керосином.
Если в ходе проверки обнаружен дефект, то деталь возвращается на дополнительную обработку.
Способы устранения дефектов
Любой сварочный процесс сопровождается образованием дефектов, вне зависимости выполняется он инвертором, полуавтоматом, трансформатором или другим оборудованием. При этом выделяют недопустимые и допустимые дефекты сварных соединений, по сложности которых определяется пригодность или непригодность конструкции к дальнейшей эксплуатации.
Способы устранения дефектов сварных соединений выбираются с учетом типа обнаруженного повреждения:
- прожоги исправляют тщательной зачисткой стыка с последующей его заваркой;
- для устранения подрезов выполняется наплавка тонкого соединения по всей линии дефекта;
- исправление трещины осуществляется методом ее полного рассверливания, вырубкой шва на проблемном участке, очисткой поверхностей и повторным завариванием с соблюдением сварочной технологии и действующих нормативов;
- непровары удаляются путем их вырезания и повторного сваривания;
- свищи и кратеры вырезаются до достижения основного металла, после чего по-новому завариваются;
- наплывы аккуратно срезаются, но при этом обязательно следует проверить срез на предмет наличия непровара;
- деформация при сварке устраняется термическим или термомеханическим способом;
- все типы дефектов с посторонними включениями устраняют вырезкой и завариванием.
Если в ходе обследования обнаружены технологические дефекты сварных соединений труб, то устранять их следует строго в соответствии нормативных требований одним из методов:
- механическим без последующей заварки;
- механическим с завариванием места выборки;
- вырезкой участка трубы, на котором присутствует дефект;
- полным удалением шовного соединения и выполнением нового.
При проверке на прочность и герметичность газораспределительных сетей разрешается исправлять дефекты сварных соединений газопроводов в случае, когда сварочный процесс выполнялся дуговой сваркой и не допускается при сваривании газовой сваркой.
Методы контроля сварных соединений
Тот факт, что влияние дефектов на качество сварной металлоконструкции максимизирует риски разрушения изделий доказывать не нужно. Чтобы в процессе сваривания получать действительно надежные, прочные и выносливые конструкции, после завершения работ должен проводиться контроль качества сварных соединений.
Осуществляется контроль сварочных швов поэтапно:
- предварительный. Включает проверку марки металла, качества заготовок, кислорода, присадочной проволоки и других расходных материалов;
- контроль в ходе сварочных работ. Подразумевает постоянные проверки режима сварки, исправности оборудования, осмотр швов и измерение их специальными шаблонами. При выявлении отклонений от установленных стандартов сразу же можно провести удаление дефектов сварных соединений;
- контроль готовой конструкции. Внешние дефекты можно увидеть при обычном осмотре. При необходимости стыки проверяются на плотность, а также подвергаются другим испытаниям.
Все методы контроля сварных соединений разделяются на две группы – разрушающие и неразрушающие. Как правило для выявления дефектов применяются неразрушающие методы, к которым принадлежат:
- внешний осмотр:
- ультразвуковая дефектоскопия;
- магнитный контроль;
- цветная дефектоскопия;
- радиационная дефектоскопия;
- капиллярная дефектоскопия;
- контроль стыков на проницаемость и другие методы обнаружения дефектов сварных соединений.
Методы разрушающего контроля подразумевают испытания отобранных образцов и применяются в основном при необходимости получить параметры сварного шва и зоны термического влияния. Контроль осуществляется химическим анализом, механическими и металлографическими испытаниями.
Заключение
Чтобы сварочный шов по всем параметрам соответствовал стандартам качества и заданным требованиям, то начиная с подготовки подлежащих соединению элементов и до окончания сварочного процесса необходимо осуществлять контроль. Это позволит предотвратить основные дефекты сварных соединений или же оперативно их устранить.
Трещины при сварке – это один из видов дефектов, приводящий к разрушению сварного соединения. Возникают такие элементы сразу после окончания накладки шва или впоследствии, по мере остывания металла. Каждый сварщик должен знать виды сварных трещин, причины их появления и методы устранения, а также предупреждения, чтобы создавать надежные соединения.
- Виды трещин по форме и локации
- Виды трещин по времени появления
- Причины появления горячих трещин
- Причины появления холодных трещин
- Методы контроля сварного шва
- Как устранить трещины
- Как не допустить появления трещин
- Как сварить ГБЦ или блок ДВС без трещин
Виды трещин по форме и локации
Трещины при сварке могут иметь различную форму, ориентацию в материале и локацию. Различают следующие виды трещин:
-
продольные в шве (обычно длинные, иногда через весь стык);
-
поперечные в шве (зачастую короткие и зигзагообразные);
-
продольные в околошовной зоне (длинные и тонкие, как нитка, едва заметные);
-
поперечные в околошовной зоне (расходятся от краев шва по материалу заготовки);
-
поперечные внутри основного материала под швом (короткие);
-
продольные внутри толщи присадочного металла.
Порой наружные трещины могут образовываться в кратере, при завершении шва, если резко разорвать электрическую дугу. Тогда они расходятся «паутинкой» от центра и ослабляют «замок» сварного соединения. Если стык выполнялся «под воду», высокая вероятность протекания в этом месте. В конструкциях, где герметичность не важна, трещины ослабляют надежность соединения, влекут разрушение стыка, ускоряют разрыв шва.
Виды трещин по времени появления

Трещины в сварочном шве и околошовной зоне условно делятся по времени появления на горячие и холодные. Горячие возникают при температуре металла около 1000-1300 С, когда одни части начинают застывать, а другие еще остаются жидкими. Визуально их можно увидеть на красном металле шва и в темной околошовной зоне.
Холодные трещины образуются позже. Сразу после отрыва электрода, дуга гаснет и соединение выглядит целостным. Но потом слышится треск и появляются дефекты. Обычно это происходит при температуре детали 200-300 С.
Причины появления горячих трещин
Различают несколько причин возникновения горячих трещин при сварке:
-
Жесткая фиксация заготовок. Если детали плотно зафиксированы, то при нагреве от сварки и последующем остывании возникает напряжение, влекущее разрыв материала. Поскольку участки, где велась сварка, наиболее разогреты и мягче других, трещины возникают именно в них.
-
Включения посторонних веществ. В сварочную ванну попадают окислы (пленка с поверхности заготовки), краска, шлак, сера, фосфор, что делает сплав неоднородным. При кристаллизации вещества застывают с разной скоростью. В результате одни элементы уже твердые, а другие – жидкие. Последние рвутся от стягивания и усадки металла, приводя к трещинам. Особенно дефекты возникают из-за наличие кислорода и водорода.
-
Неправильные пропорции дополнительных легирующих элементов. Когда в присадочный металл добавляют хром, молибден, ниобий, бор и другие элементы для компенсации выгоревших, завышенные пропорции делают кристаллическую решетку отличной от основного материала, что вызывает разницу по твердости и температуре остывания, приводя к трещинам.
-
Разная температура плавления соединяемых деталей. При соединении углеродистой и малоуглеродистой стали, у которых температура плавления 1535 и 1300 С, один металл уже твердый, а второй – еще жидкий, поэтому появляются горячие трещины. Еще больше дефект проявляются при соединении чугуна со сталью (температура плавления чугуна 1147-1200 С). Этот же эффект будет, если сваривать две половинки чугуна обычными электродами для углеродистой стали.
Причины появления холодных трещин
Холодные трещины менее заметны, поскольку раскрываются не так сильно, как горячие. У них не широкая «паутина», а тонкие «ниточки». Зачастую образуется дефект из-за включения водорода, накапливающегося в определенных зонах. Он делает металл более хрупким, вызывая разрывы при остывании, когда заготовка достигает температуры 200 С. Среди других причин образования холодных трещин:
-
Малый диаметр электрода. Приводит к недостаточному количеству наплавленного металла. В результате шов получается тонкий и легко рвется от внутренних термических деформаций.
-
Низкая сила тока. Не позволяет достаточно глубоко проплавить место соединения. Шов получается поверхностным и трескается от напряжения.
-
Слишком узкий сварочный шов. Слабо захватывает стороны заготовки, поэтому когда они расходятся при остывании, нередко возникает трещина рядом со швом.
-
Быстрое охлаждение детали после сварки. Если после отрыва дуги сразу полить деталь водой, кристаллическая решетка не успевает полноценно сформироваться и возникает разрушение связей в структуре металла.
-
Внутренние напряжения. Когда деталь многократно нагревалась в одном и том же месте, внутри возникает напряжение. Оно возрастает, если остальные части конструкции были соединены перед сваркой с применением силы, а не сведены без усилий. Тогда, по мере остывания, возможны трещины как самого шва, так и прилегающей зоны.
Методы контроля сварного шва
После окончания сварки и остывания металла сварщик самостоятельно осматривает швы на наличие трещин. Для этого необходимо очистить соединение от шлака и пыли щеткой. Порой применяется обдув сжатым воздухом. Чтобы отличить риску наплыва металла от трещины, используют увеличительное стекло.
Остальные методы проверки применяются по необходимости, если того требуют условия выпуска продукции. Это может быть просвечивание швов рентгеновским излучением, которое покажет внутренние трещины, а не только наружные. Для трубопроводов, сосудов и других конструкций, по которым будет протекать жидкость или газ, применяется опрессовывание сжатым воздухом, проверка керосином или аммиаком. Все это помогает выявить скрытые трещины, поры и свищи.

Как устранить трещины
-
Если после сварки выявлена трещина в шве или околошовной зоне, необходимо выполнить подготовительные действия для ее устранения. Распространенная ошибка – просто наложить шов сверху. Это устраняет дефект лишь поверхностно и косметически. Внутри разрыв материала остается. В таком случае высокая вероятность, что соединение снова треснет при остывании или под нагрузкой.
-
Для начала нужно понять, что привело к дефекту. Если это разная температура плавления металлов, то используют другие электроды, обеспечивающие лучшую свариваемость и кристаллизацию веществ в месте стыковки. Когда причина в напряжениях, изделие предварительно прогревают при помощи резака, газовой горелки или паяльной лампы.
-
Стоит уделить внимание и самой трещине. Если дефект 10 см и более в длину, то, чтобы он не разошелся дальше, пока будет накладываться новый шов, необходимо зафиксировать края трещины. Для этого их засверливают на всю глубину стыка сверлом по металлу и дрелью. Далее нужна разделка трещины, выполняемая болгаркой и отрезным диском. Углубитесь кругом на 5 мм. Это создаст достаточно места для проплавления и заполнения новым присадочным металлом.
-
Концу шва уделяют дополнительное внимание. Важно настроить спад силы тока, чтобы сварочная ванна постепенно застыла, а кристаллическая решетка правильно сформировалась. Если возможности сварочного аппарата не поддерживают такие настройки, просто постепенно увеличивайте воздушный зазор. Электрическая дуга станет выше, а температура воздействия ниже.
-
Заканчивайте шов всегда на другом шве, создавая своего рода «замок». Здесь меньше вероятности образоваться кратерным трещинам. Некоторые опытные сварщики выводят конец шва на цельный металл (в бок, где не велась сварка), поскольку там сплошное сечение стали и гарантированно не появится сквозная трещина или свищ.
Как не допустить появления трещин
Важно изначально соблюдать режимы сварки и правильно готовить детали. Ведь устранение трещин ведет к потере времени, перерасходу материалов, удорожанию конечного изделия или снижению получаемой за его изготовление прибыли. Для предупреждения проблемы соблюдайте следующие рекомендации:
-
Подбирайте правильно сварочный ток и диаметр электрода. Сила тока и диаметр проволоки или электрода должны соответствовать сечению металла. Ориентировочная таблица по настройке аппарата в зависимости от пространственного положения шва и диаметра электрода присутствует на каждой упаковке расходных материалов.
-
Используйте присадочные материалы, соответствующие основному металлу заготовки. Для этого вникайте в состав проволоки и стержня электрода, обмазки. Для сварки нержавейки выбирайте электроды и проволоку для легированной стали. Чугун варится отдельными электродами со специальным покрытием. Для медных сплавов выпускают проволоку и прутки из меди. Если хотите сваривать алюминий, задействуйте электроды и проволоку для полуавтомата, рассчитанные для такого применения.
-
Подавайте в зону сварки флюсы с минимальным количеством серы и фосфора. Лучше использовать флюсы на кремниевой основе.
-
Выполняйте предварительный прогрев заготовок. Это уменьшит перепад температур между зонами, где будет вестись сварка и другими участками, предупредит деформацию и напряжение металла.
-
Разделывайте кромки толстых деталей. При сечении от 5 мм и выше снимайте фаску под 45⁰, чтобы стороны имели V или Y-образное соединение. Это увеличит глубину шва и площадь соприкосновения наплавленного и основного металла, повысив прочность стыка.
-
Варите многопроходными швами. Выполните несколько проходов на средней скорости. Это лучше, чем один высокий шов на медленной скорости. Допускается чередование ведения горелки или электрода в разные стороны при многопроходных швах, что только усиливает структуру наплавленного металла.
-
Не охлаждайте детали сразу после сварки водой, не бросайте их в снег или на лед.

К охлаждению водой прибегают, когда нет времени дожидаться естественного остывания и нужна дальнейшая сборка конструкции. Используйте для удержания горячих деталей сварочные рукавицы повышенной толщины или специальные приспособления для сварки. Есть много зажимов, позволяющих захватить круглую или профильную заготовку разных диаметров и присоединить ее к другой конструкции для сборки и прихватки. Магнитные фиксаторы помогут обойтись без посторонней помощи, ведь некоторые модели выдерживают до 34 кг.
Как сварить ГБЦ или блок ДВС без трещин
Трещины в головке блока цилиндров возникают, как правило, между седлами клапанов, и приводят к перепусканию картерных газов. Герметичность нарушается при резком перегреве и охлаждении ГБЦ, например в момент долива антифриза в работающий мотор. Блок двигателя может лопнуть в любом месте, если использовалась охлаждающая жидкость с небольшой температурой замерзания. Встречаются характерные повреждения при ДТП.
Чтобы заварить трещины ГБЦ или блока ДВС, необходим инвертор TIG, способный переключаться с постоянного тока на переменный. Обозначаются такие аргонодуговые аппараты как AC/DC и могут быть на 220 и 380 В. Именно переменное напряжение в аргоновой сварке вольфрамовым электродом обеспечивает разрушение высокотемпературной оксидной пленки снаружи алюминия и аккуратную сварку основного металла. При работе постоянным током качественно выполнить стык не получится.

Используйте присадочную проволоку для алюминия. Необходима разделка трещины отрезным кругом болгарки, чтобы увеличить глубину проплавления. Если повреждение имеет длину 1-2 см, можно сразу вести сварку после расшивки и обезжиривания. При более крупных трещинах ГБЦ необходим предварительный подогрев металла, чтобы снизить напряжение и температурные деформации. Тогда шов не лопнет по мере остывания.
Дождитесь охлаждения металла до 50-60 ⁰С, после чего приступайте к шлифовке, удаляя лишний металл. Обязательно опрессуйте блок, чтобы убедиться в герметичности. В случае ГБЦ некоторые перестраховываются и выполняют гильзовку каналов.
Правильно подготавливая металл под сварку и выбирая соответствующий режим, получится избежать трещин в шве. Используйте присадочные расходные материалы близкие по составу к основному металлу. Если трещина все же возникла, воспользуйтесь советами из этой статьи по ее удалению, а главное проанализируйте, почему образовался дефект, чтобы предупредить его появление в будущем.
Ответы на вопросы: борьба с трещинами в сварочном шве
Чем расшить трещину, если нет болгарки?
Когда нет электроинструмента, трещину можно расшить при помощи зубила и молотка. Устанавливайте зубило не строго вертикально, а под наклоном 60-70⁰. Меняйте сторону наклона. Так получится вырубить канавку, куда будет затекать присадочный металл.
При каком виде сварки чаще всего возникают трещины в шве?
Трещина может появиться как при сварке покрытым электродом, горелкой полуавтомата, так и вольфрамовым электродом. Здесь больше сказывается состав основного и присадочного металлов, режим сварки, наличие внутренних напряжений, включения посторонних веществ с поверхности заготовки и пр.
Проварил стык уже 3 раза, и он продолжает трескаться, что делать?
Такое нередко бывает при сварке чугуна или нержавейки с неправильно подобранными электродами/проволокой. Замените расходные элементы, счистите болгаркой предыдущий наплавленный металл до основного. В случае чугуна прогрейте деталь паяльной лампой или газовой горелкой.
Трескается основной металл, а шов остаётся целый, в чем причина?
Металл шва более прочный и быстрее застывает, чем основной материал. Выберите менее тугоплавкий электрод или проволоку, хорошо очистите поверхность от краски, масла, ослабьте фиксацию детали.
Шов треснул, но воду не пропускает, нужно ли что-то делать?
Если при опрессовке через шов с трещиной не проходит жидкость, значит дефект не глубокий, а поверхностный. Но от вибрации, ударов, перепадов температур трещина может расти как в длину, так и в глубину, поэтому соединение лучше переделать.

Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Как исправить
неправильный шов?
Во время
сварочного процесса, образуется сварочный шов между двумя деталями, которые
подвергаются соединению. Так вот, часто, во время сварки может образоваться
сварочный шов неправильной формы. Такой шов называют «неправильным», и проблему
эту необходимо устранять, потому, как в противном случае это может повлиять на
дальнейшее качество сварного соединения.
Дефекты
сварных швов могут заключаться в выпуклой или вогнутой форме, что в свою
очередь, указывает на то, что уровень тепловложения во время сварки, или сам
тип сварки подобраны неверно. Итак, давайте рассмотрим причины возникновения
неправильных сварных швов, а также способы решения этой проблемы.
Что же, первой
возможной причиной образования неправильных сварных швов, может быть
недостаточное тепловложение. Что это значит? – Выпуклость или волнистость швов
указывает на то, что параметры сварки были выбраны не достаточными для
имеющейся толщины металла. Иными словами, тепла, которое аппарат выделяет при
установленном сварочном токе, оказывается вовсе недостаточно. Решение проблемы
на данном этапе очень простое – необходимо всего лишь увеличить значение
сварочного тока. Если же сварщик совершенно точно уверен, что сварочный ток
установлен нормально, возможно, необходимо проверить напряжение сети, которое
питает сварочный аппарат.
Может
оказаться, что этот параметр может быть достаточно низким. При этом, будет
наблюдаться не только образование неправильных швов, но и сварочный процесс
будет сопровождаться увеличенным уровнем разбрызгивания жидкого металла. Однако
в случае, если напряжение будет несколько завышенным, сварщику будет сложнее
контролировать весь процесс, а наплавление швов будет уязвимым для
«подрезания».
К слову,
напряжение можно проконтролировать даже «на слух». То есть, если все правильно
настроено и все параметры верны, то сварочная дуга, образующаяся в процессе
сварки, будет издавать ровный, монотонный звук. Если же будет, например, низкое
значение тока, то дуга будет звучать ровно и глухо. А если ток будет установлен
слишком высоким, дуга будет производить обильный треск. Вот такие вот
особенности могут возникать и со звучанием сварочной дуги.
Итак, дефекты
сварных швов могут также зависеть от другого фактора – от техники сварки. Так,
в ходе сварочного процесса может быть неправильно определен метод сварки. К
примеру, если использовать сварку углом вперед или правый метод сваривания, это
позволит создать более ровные и правильные швы, нежели если использовать сварку
углом назад, или же сварку левым методом. Поэтому, в случае, когда вы заметили
неправильные швы, попробуйте воспользоваться подходящим методом – ведите сварку
углом вперед, установив наклон, примерно в 5-10°.
И, еще одной
причиной возникновения дефекта сварного шва может стать некачественный рабочий
кабель. Это может повлечь за собой неприемлемое напряжение, возникающее в
сварочной дуге. Поэтому, во время работы может наблюдаться как обильная
нагреваемость кабеля, так и возникновение неправильной формы шва. Возможным
способом решения данной проблемы является замена слишком тонких или слишком
изношенных кабелей. Поэтому, чтобы правильно заменить рабочий кабель,
необходимо воспользоваться специальной таблицей соответствия. В ней будет четко
указываться, кабель какого диаметра лучше использовать для тех или иных
параметров сварочного процесса. Тенденция в этом случае следующая – чем большей
будет длина кабеля, тем большей должна быть и его толщина. Вот таким вот
образом вы сможете избавиться и от неправильных швов.