#1
![]()
OFFLINE
Отправлено 30 Апрель 2011 — 13:58
-
0
- Наверх
#2
![]()
OFFLINE
SONVLAD
SONVLAD
- Пол:Мужчина
- Город:Южная Корея ,Ансан
- Из:CCCP
Отправлено 30 Апрель 2011 — 14:24
В другую сторону — это сам шпиндель крутится против часовой стрелки ,
Я правильно вас понял ?
Сообщение отредактировал SONVLAD: 30 Апрель 2011 — 14:25
-
0
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
- Наверх
#3
![]()
OFFLINE
eremei777
Отправлено 30 Апрель 2011 — 15:03
да крутится против часовой стрелки не знаю что делать сейчас электрик менят фазы может от этого
Сообщение отредактировал eremei777: 30 Апрель 2011 — 15:04
-
0
- Наверх
#4
![]()
OFFLINE
MiG
MiG
- Пол:Мужчина
- Из:Россия , Ковров
Отправлено 30 Апрель 2011 — 15:15
на выходе инвертера провода идущие к шпинделю -два из них просто поменять местами,менять фазы на входе-не поможет…надо на выходе
Сообщение отредактировал MiG: 30 Апрель 2011 — 15:17
-
0
- Наверх
#5
![]()
OFFLINE
eremei777
Отправлено 01 Май 2011 — 10:36
вроде начал понимать тяжело человеку когда не имеет технического или компьютерного образование…..
Сообщение отредактировал eremei777: 01 Май 2011 — 12:06
-
0
- Наверх
#6
![]()
OFFLINE
eremei777
Отправлено 01 Май 2011 — 12:04
спасибо народ за помощь разобрался благодаря вам
-
0
- Наверх
#7
![]()
OFFLINE
eremei777
Отправлено 02 Май 2011 — 09:59
уважаемые люди тут у меня опять проблема тепер утром пришел включил станок а она пишет cutting off the power to restart и много точек и не реагирует на кнопок что делать ?
кое как настроил но теперь все три датчика не работают нажимаю go to home она едет и не останавливается и ударяется датчики не срабатывают что делать ?
-
0
- Наверх
#8
![]()
OFFLINE
Serega1985
Отправлено 05 Июнь 2011 — 21:15
Шпиндель на фрезере вращается против часовой стрелки
Перекинуть провода на инверторе или можно через NCStudio
Если перекинуть клемы U V W разницы нет или методом тыка
-
0
- Наверх
#9
![]()
OFFLINE
zubarev22
zubarev22
-

- Пользователи
-
- 7 сообщений
Абитуриент


- Пол:Мужчина
- Из:питер
Отправлено 10 Апрель 2012 — 10:36
на китайце 3D, шпиндель крутит в обратную сторону. не подскажите в чём загвоздка 
Сообщение отредактировал zubarev22: 10 Апрель 2012 — 10:37
-
0
СПАСИБО! ЕВГЕНИЙ.+7(911)1861070evgeni-zubarev@yandex.ru
- Наверх
#10
![]()
OFFLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 10 Апрель 2012 — 11:01
Уже обсуждали. Если все правильно настроено в частотнике, поменяйте местами любую пару проводов, идущих к шпинделю.
-
0
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#11
![]()
OFFLINE
Evgeniy90
Отправлено 06 Июль 2012 — 16:28
Вчера заметил что шпиндель крутится против часовой стрелки и я как то смог до этого вырезать 3д изображения на липе это возможно вообще?рисунок получился на отлично.а вчера стал вырезать на мдф и он стал ломать фрезы,думал почему ведь глубина всего 7мм и заметил что крутится он в другую сторону)что делать станок не 3-х фазник,работает от 220в?
-
0
- Наверх
#12
![]()
OFFLINE
MiG
MiG
- Пол:Мужчина
- Из:Россия , Ковров
Отправлено 06 Июль 2012 — 16:32
На выходе инвертора три провода идущие к шпинделю — два из них поменять местами
-
0
- Наверх
#13
![]()
OFFLINE
Evgeniy90
Отправлено 06 Июль 2012 — 16:38
А может быть такое что он сначало крутился правильно а на следующий день в другую сторону,а то он же мне всетаки вырезал,что тогда делать?А менять нужно местами на самом шпинделе и на угад правильно я понимаю?
-
0
- Наверх
#14
![]()
OFFLINE
MiG
MiG
- Пол:Мужчина
- Из:Россия , Ковров
Отправлено 06 Июль 2012 — 16:41
менять удобнее на инверторе,там провода зажаты винтами,
любые два из трех местами поменять.
(ну тоже самое как на обычном трехфазном электродвигателе).
Сообщение отредактировал MiG: 06 Июль 2012 — 16:43
-
0
- Наверх
#15
![]()
OFFLINE
Evgeniy90
Отправлено 06 Июль 2012 — 16:51
Спасибо попробую)Но как он мне вырезал?????это возможно?
-
0
- Наверх
#16
![]()
OFFLINE
Roma
Roma
- Пол:Мужчина
- Из:Воронеж
Отправлено 06 Июль 2012 — 16:52
А может быть такое что он сначало крутился правильно а на следующий день в другую сторону,а то он же мне всетаки вырезал,что тогда делать?
Если обрыв одного из трёх проводов, шпиндель может закрутиться в любую сторону, куда сами толчок дадите. А может и самостоятельно стартануть, куда ему захочется… тут 50/50, зависит от того, как ротор станет перед запуском…
-
0
- Наверх
#17
![]()
OFFLINE
pointgraver
pointgraver
- Пол:Мужчина
- Из:Санкт-Петербург
Отправлено 06 Июль 2012 — 16:56
может реверсивное вращение на инверторе включили? тут бы знать какой инвертор… при включении диод горит на for или на rev ?
-
0
- Наверх
#18
![]()
OFFLINE
Evgeniy90
Отправлено 06 Июль 2012 — 17:05
Но как он мне вырезал если он всетаки крутился против часовой ?????мне интересно это возможно?
горит на for (только наверное не for а fwd)
инвертор называется VFD-M
-
0
- Наверх
#19
![]()
OFFLINE
MiG
MiG
- Пол:Мужчина
- Из:Россия , Ковров
Отправлено 06 Июль 2012 — 17:08
Рукой крутните его по часовой и сразу же запустите пока вращается (убрав руку  ),если разгонится по часовой-значит как Poma написал -обрыв,
),если разгонится по часовой-значит как Poma написал -обрыв,
а если изменит направление -переставляйте провода.
-
0
- Наверх
#20
![]()
OFFLINE
Evgeniy90
Отправлено 06 Июль 2012 — 17:18
А может и правда на инверторе реверсивное вращение включил?Я просто хочу сразу все варианты рассмотреть что бы не бегать к компу потом)
Вот мой инвертер
Вот мой инвертер
Прикрепленные изображения

-
0
- Наверх
5.1 Подача
Программирование
G93 или
G94 или
G95
F…
FGROUP
(X, Y, Z, A, B, …)
FL [Axis]=…
Объяснение
команд
G94 Подача в мм/мин или
дюйм/мин или в градусах
G95 Подача в мм/об или
дюйм/об
F… Значение подачи в
единицах, определенных с G93, G94, G95
FGROUP Значение подачи
F действует для всех осей, определенных
в FGROUP
FL Ограничение скорости
синхронными осями в единицах, определенных
с G93, G94, G95 (максим.быстрый ход)
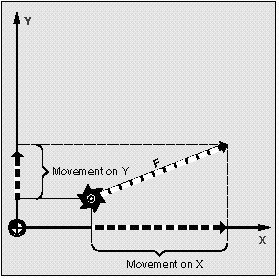
Движение
по Y
Движение
по X
Функция
Вы можете использовать
выше названные команды для установки
скоростей подачи в NC программе всех
осей, участвующих в последовательной
обработке.
Подача траектории
вообще состоит из отдельных составных
скорости всех
геометрических осей,
участвующих в движении, и соотносится
к
центральной точке
резца или верху токарного инструмента.
Последовательность
Единицы измерения
подачи F
Вы можете использовать
следующие G команды для определения
единиц измерения ввода подачи. Все
команды являются модальными. Вводы в
мм или дюймах, согласно установке по
умолчанию в данных станка. На параметры
подачи G70/G71 не влияют.
Подача G94
мм/мин или дюйм/мин и
градусы/мин
Подача G95
мм/об или дюйм/об со
ссылкой на скорость главного шпинделя
на токарном станке.
Если команда скорости
подачи G переключается между G94 и G95,
скорость подачи траектории должна быть
снова запрограммирована.
Подача может быть также
определена в градусах/оборот при
обработке с поворотными осями.
Подача F осей траектории
Скорость подачи
определяется с адресами F. Одно значение
F может быть запрограммировано на NC
блок. Вы определяете единицу скорости
подачи в одной из приведенных выше
команд G.
Подача F действует
только на осях траектории и остается
действующей,
пока не будет
запрограммирована новая скорость
подачи.
Сепараторы разрешены
после адресов F.
Пример:
F100 или
F 100 или
F.5 или
F=2*FEED (подача)
Подача синхронных
осей
Подача F, запрограммированная
на адресах F, применяется ко всем осям
траектории в блоке, но не к синхронным
осям.
Синхронные оси
управляются столько, сколько требуют
для своей траектории оси траектории и
все оси достигают своей конечной точки
в одно и то же время.
Пример
программирования
Винтовая интерполяция.
Оси траектории X и Y перемещаются с
запрограммированной скоростью подачи,
ось подачи на врезание Z является
синхронной осью.
N10 G17 G94 G1 Z0 F500 FL[Z]=200
Подача инструмента на врезание
N10 X10 Y20 Подвод
исходной позиции
N10 FGROUP (X, Y) Оси
X/Y являются осями траектории, Z — синхронная
ось
N10 G2 X10 Y20 Z-15 I15 J0 F1000
На круговой
траектории скорость подачи составляет
1000 мм/мин. В направлении Z перемещение
синхронное.
5.2 Скорость шпинделя s, направление вращения шпинделя м3, м4, м5
Программирование
M3 or M4 or M5
M1=3
or M1=4 or M1=5
S…
S1=…
or S2=… or S3=…
SETMS(1)
or SETMS(2) or SETMS(3) or SETMS
Объяснение
команд
М3
Направление вращения шпинделя по
часовой стрелке для ведущего шпинделя
М4
Направление вращения шпинделя против
часовой стрелки для ведущего шпинделя
М5
Останов ведущего шпинделя
М1=3
М1=4 … Левое/правое направление вращения
шпинделя, останов шпинделя для других
шпинделей, в данном случае шпиндель 1.
Другие шпиндели определяются в
соответствии с М2=… М3…
S…
Скорость шпинделя в об/мин ведущего
шпинделя
S1=…
S2=… Скорость шпинделя в об/мин для
других шпинделей
SETMS(n)
Установка определенного шпинделя в n
как ведущего
SETMS
Сброс на ведущий шпиндель, определенный
в данных станка
Функция
Выше названные функции
используются для:
-
Активирования шпинделя
-
Определения необходимого
направления вращения шпинделя и -
Определения
противоположного шпинделя или
действующего инструмента как ведущего
шпинделя, т.е. На токарных станках.
Последовательность
Предварительная
установка М команд, М3, М4, М5
В блоке с осевыми
командами функции срабатывают до того,
как оси начинают перемещаться (исходная
установка на управлении).
Пример:
N10
G1 F500 X70 Y20 S270 M3
N100
G0 Z150 M5
N10: шпиндель ускоряется
до 270 об/мин, затем осуществляются
перемещения на Х и Y.
N100: шпиндель останавливается
до отвода перемещения на Z.
Возможно определить
в данных станка, осуществились ли
перемещения после того, как шпиндель
закончил ускорение или остановился
или перемещение было сразу после
запрограммированных операций.
Скорость шпинделя S
Скорость, определенная
с S… или S0=… применяется для ведущего
шпинделя. Вы определяете соответствующее
число дополнительных шпинделей: S1=…,
S2=…
Три S значения могут
программироваться на NC блок.
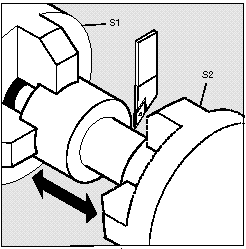
Пример
программирования
S1 является ведущим
шпинделем,
S2 — другой рабочий
шпиндель.
Деталь, которая должны
быть обработана с двух сторон. Для этого
необходимо разделить операции на два
этапа. После разделения синхронное
устройство (S2) поднимает инструмент для
обработки с внешней стороны. Для этого
этот шпиндель S2 определяется как ведущий
шпиндель, к которому потом применяется
G95.
N10 S300
M3 Скорость и направление вращения
привода шпинделя = предварительная
настройка ведущего шпинделя.
N20…
N90 Обработка правой стороны детали
N100 SETMS(2) S2
теперь ведущий шпиндель
N110 S400 G95 F… Скорость
нового ведущего шпинделя
N120.. N150
Обработка левой стороны детали
N160 SETMS
Обратное включение ведущего шпинделя
S1
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- Печать
Страницы: [1] Вниз

Тема: Смена направления вращения шпинделя на Woodpecker (Прочитано 4179 раз)
Подскажите пожалуйста, у меня фрезер Вудпекер 1212 можно ли направить направление шпинделя против часовой стрелки? Т. к. деталь получается не очень чистой.
« Последнее редактирование: Апрель 13, 2009, 08:24:55 pm от admin »

Записан
Вы писали в службу нашей технической поддержки,мы вам задали стандартные вопросы (когда,кем и где покуался станок), ответ почему-то не получен. Это не военная тайна и наши инженеры попозже напишут как это делается.
Записан
Да не военная тайна. Просто я еще не разобрался в сайте. И еще мне сложно сказать где он был куплен. т. к. я пришел в фирму, а он уже был. Я спросил было где он куплен, но мне ничего внятно не ответили. Конечно я подазреваю, что у китайцев т. к. к нему ничего нет.
Записан
Самое простое это сменить фазу на шпинделе . Уточните какой тип стойки у вашего станка, чтобы подсказать как менять направление программно.
Записан
Forum admin — спасибо за помощь.Однако, прежде чем помогать, я бы все таки попробовал выяснить цель действий просящего о помощи. CEPGIY просит помочь ему направить вращение шпинделя ПРОТИВ часовой стрелки. И поясняет «т.к. деталь получается не очень чистой». Значит проблема именно в качестве обработки. И уж поверьте, при изменении направления вращения ситуация только усугубиться. Если конечно уважаемый CEPGIY не использует экзотического инструмента, специально заточенного под правое вращение (против часовой стрелке). Ведь подавляющие большинство концевого инструмента имеет геометрию режущей части как раз под левое вращение ( по часовой стрелки).
А теперь внимание вопрос — в чем задача — улучшить качество обработки или просто поупражняться в настройке инвертера? В первом случае, проблема кроется, как мне кажется, в режимах обработки, во втором …  . А теперь вопрос специально для CEPGIY: откуда взялась идея изменить вращение шпинделя? Может быть речь идет о изменени направления фрезерования???
. А теперь вопрос специально для CEPGIY: откуда взялась идея изменить вращение шпинделя? Может быть речь идет о изменени направления фрезерования???
« Последнее редактирование: Апрель 14, 2009, 09:39:36 am от Vadim »
Записан
Технический специалист
Техно-графика. (495)225-5043
Извините. Я неправельно выразился. Да мне надо поменять направление движения резки.
Записан
Ура!!! Да здравствует истина… Направление фрезерования задается при рассчете УП в САМ системе. CEPGIY, Вы какую САМ используете?
Записан
Технический специалист
Техно-графика. (495)225-5043
Записан
Кстате HS1212 №104562 2006.07
Записан
УП — управляющая программа. Упрощенно говоря программа, которую ВЫ получаете на выходе из CAM системы (в Вашем случае- это как раз Type3)  . Теперь дальше, уже очень давно я не имел дела с Type… Попробую опять же навести на направление поиска. При задании стратегии обработки (там где Вы задаете инструмент и подачи резания) должен быть «флажок» устанавливающийся напротив одного из значений «climb/conventonal» (встречное/попутное). Так вот в зависимости от используемого инструмента и вида обработки необходимо менять это значение. В большинстве случаев большую чистоту поверхности дает попутное фрезерование (conventional). К сожалению, по Type3 подробнее подсказать наверное не смогу, потому как в разгаре выставка «Дизайн и реклама», участие в которой требует к себе повышенного внимания
. Теперь дальше, уже очень давно я не имел дела с Type… Попробую опять же навести на направление поиска. При задании стратегии обработки (там где Вы задаете инструмент и подачи резания) должен быть «флажок» устанавливающийся напротив одного из значений «climb/conventonal» (встречное/попутное). Так вот в зависимости от используемого инструмента и вида обработки необходимо менять это значение. В большинстве случаев большую чистоту поверхности дает попутное фрезерование (conventional). К сожалению, по Type3 подробнее подсказать наверное не смогу, потому как в разгаре выставка «Дизайн и реклама», участие в которой требует к себе повышенного внимания 
Записан
Технический специалист
Техно-графика. (495)225-5043
Большое спасибо. Сейчас попробую.
Записан
ТАКОЙ флажок не обнаружил. А в какой программе лутьше работать? Я сам работаю в «кореле» потом импартрую в «туре3» и посылаю на фрезер.
Записан
Если поставите арткам и будете в нем работать то там наверняка найдете «галочку», да и рисовать можно в немже, без корела
Записан
Записан
- Печать
Страницы: [1] Вверх
Эта статья посвящена правилам и технике управления токарным станком. От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ. Если ваша цель узнать больше о токарном деле, следуйте руководству.
Шаг 1. Проверка токарного станка перед пуском
Прежде, чем запустить токарный станок, должен быть произведен допусковой контроль, а именно:
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
Перед включением токарного станка в электропитание убедитесь:
- Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать);
- Кожухи, дверки, люки, которые закрывают основные детали, и механизмы токарного станка должны быть закрыты.
- Рукоятки управления шпинделем, подачами, маточной гайкой должны находятся в нейтральном положении.
- Подача охлаждения выключена, сопла подачи жидкости направлены вниз.
- Частоты оборотов и шаги подач установлены такие, какими вы их хотите увидеть, после запуска шпинделя.
- Установленная вами деталь, которую следует обработать должна быть надежна закреплена.
- Пол возле токарного станка должен быть чистым, а под ногами не должно быть лишних предметов.
- Одежда токаря должна быть аккуратно (без свисающих лоскутов).
- Не забыть ключ в патроне (всегда следить за выемкой ключа из патрона).






Выполнив допусковой контроль: включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.

Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.

Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.

Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.

Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станка

Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.

Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.

Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками, которые применяются в зависимости от выполняемой работы на токарном станке.

Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.


Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Шаг №5. Ускоренная подача токарного станка
На станках имеющих ускоренную подачу необходимо соблюдать такие требования:
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачу для коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.

Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.

Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке:

- Проверка конусов пиноли и инструмента на отсутствие загрязнений;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Возможные ситуации при работе на токарном станке:
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности;
- Сталкивания вращающихся элементов с элементами суппорта;
- Проворот детали в патроне;
- Вырыв детали из зажимных приспособлений токарного станка;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.