
Как нарезать ствол
В чем причина повышенного разброса попаданий из нарезного ствола? Причин достаточно. Это и излишне затянутые ложевые винты, ослабление монтажных колец прицела, нестандартный график давления в стволе, неправильная комбинация порохового заряда и пули. Но есть факторы, которые кардинально влияют на величину разброса.
ПАТРОННИК
Для оптимальной кучности патронник должен быть изготовлен очень тщательно. Выполненный с минимальными допусками патронник обеспечивает лучшую кучность, так как гильзу при этом меньше раздувает. Недопустимы радиальные и угловые отклонения патронника от оси ствола. Причина таких отклонений — технологичность (дешевизна) производства.
Если оружейный мастер изготавливает патронник из заготовки ствола вручную разверткой от полутора до двух часов, то в поточном производстве данная операция длится всего 40 секунд. Однако повлиять на разброс попаданий может только сильное отклонение оси патронника от оси ствола. Обнаружить такой дефект несложно. Следует взять калиберный патрон, закоптить пулю и ввести в патронник. Если следы нарезов отпечатаются несколько односторонне, а вам необходим высокоточный ствол, то такой ствол можете смело забраковать.
ИЗНОС СТВОЛА
После определенного настрела любой ствол начинает снижать показатели по кучности. Одинаковых стволов нет, поэтому и живучесть может различаться. В стандартных охотничьих калибрах, таких как .308 или .30-06, где используются прогрессивно горящие пороха, не вызывающие большого разгара канала ствола, его живучесть может достигать 8000 выстрелов без заметного увеличения рассеивания. А стволы под такие калибры, как .30-378 или 7.82 Warbid, едва справляются с настрелом в 800 выстрелов.
Износ заметен в оружии по растущему статистическому показателю рассеивания. Износу подвержены преимущественно переходной конус — та часть канала ствола, где пуля входит в нарезы, и дульный срез — там, где пуля покидает канал ствола. Медленно, но переходной конус выгорает под действием пламени и пороховых газов. Характерная сетка разгара хорошо заметна в переходном конусе изношенного ствола с хромированным каналом. Как следствие разгара, растет так называемая глубина посадки. Патрон, введенный в патронник, уже не упирается пулей в нарезы, и при выстреле пуля приобретает свободный ход до врезания в нарезы. Дульный же срез легко изнашивается даже в процессе чистки. Его легко повредить металлическим «ершиком» или шомполом, если не соблюдать аккуратность.
Грамотная чистка и соблюдение температурного режима ствола во время стрельбы также продлевают его срок эксплуатации и характеристики. Однако если ствол чистить веществами на основе аммония или хлоратами, то они выходят из стали слишком долго, что может иметь нежелательные последствия. Многие винтовки из нержавеющей стали страдают более от небрежной чистки, чем от чего-либо другого.
Больше всего на износ ствола влияют температура и трение пули. Максимальных значений температура и трение достигают в районе перехода из патронника в нарезную часть ствола. Патроны «магнум» за счет большой скорости пули, большего трения и более высокой температуры пороховых газов ускоряют износ ствола.
Следствием всех вышеописанных дефектов — несоосность канала ствола и патронника, разгар переходного конуса, растертость дульной части ствола, а также дефекты затвора — является возникновение при выстреле высокочастотных колебаний ствола, негативно влияющих на рассеивание.
СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И ЕГО КАЧЕСТВО
Этот фактор наиболее сильно влияет на кучность по сравнению с другими. Качество ствола определяют жесткие стандарты производителя и качество металла, а не вид нарезки.
Известно, что нарезные стволы изготавливают, как правило, тремя способами: «нарезка», «дорнирование» и холодная ковка. Правда, не каждый высококлассный стрелок сможет разъяснить, в чем же заключается превосходство одного способа над другим. Из любой заготовки с хорошо снятыми внутренними напряжениями, изготовленной из качественной ствольной стали — нержавеющей или хромомолибденовой, — имеющей ровную поверхность, прошедшую хонингование, может выйти качественный ствол.
В зависимости от калибра и давления, развиваемого в патроннике, для изготовления ствола используют одну из трех распространенных ствольных сталей. Для стволов под патроны кольцевого воспламенения калибра .22 используется сталь марки 1137 (отечеств. аналог — сталь 35Г2). Для стволов под патрон калибров от .243 до .30-06 стандартной является CrMo сталь марки 4140 (отечеств. аналоги — стали 42ХМ и 38ХМА). Матчевые стволы сегодня принято изготавливать из патентованного сплава марки 416R (отечеств. аналог — сталь 20Х13).
«Нарезка» — наиболее старый способ изготовления нарезных стволов, который заключается в многократном проходе резца по каналу ствола, при этом за один проход обрабатывается только один нарез. Нарезы изготавливаются при помощи специального инструмента, режущая кромка которого двигается по одному нарезу и проходит его за один оборот заготовки. За один проход нарезы углубляются на 5 микрон. Когда процесс завершен, резец отжимается, возвращается в патронник, и затем операция повторяется. Так как для достижения нужной глубины одного нареза требуется примерно 25−30 проходов, этот процесс продолжается довольно долго. Хотя изготовление нарезов резанием трудоемкий и, кроме того, дорогой метод, на его применение идут, чтобы обеспечить точный выстрел.
«Дорнирование» наиболее простой и дешевый способ создания нарезного ствола. После порезки и нормализации заготовки сверлят, затем развертывают и хонингуют. Хонингование (англ. honing от to hone — точить) — отделочная обработка внутренних поверхностей мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговального станка. Хон вращается и одновременно совершает возвратно-поступательные движения. И только после этого приступают непосредственно к «дорнированию».
Дорн представляет собой очень твердый стержень, сделанный из карбида вольфрама, с выемками для полей и выступами для нарезов. Его продавливают сквозь канал ствола с силой около 80 000 ньютонов. В результате образуются нарезы с необходимыми параметрами (число, глубина, шаг). Так как обработке подвергается лишь внутренняя поверхность заготовки, то возникающие в процессе дорнирования напряжения относительно невелики. Для их устранения заготовки еще раз нормализуют в вакуумной печи в азотной среде.
Методика дорнирования совершила революцию в послевоенной оружейной промышленности, изменив традицию изготовления стрелкового оружия.
Используя качественную сталь, опытный мастер может изготовить за день сотни стволов с почти идентичным внутренним диаметром. Наиболее важным моментом этого способа получения нарезного ствола является значительное снижение стоимости качественного ствола.
«Холодная ковка» — метод ковки на оправке — был разработан в 1930-х годах в Германии. Процесс довольно дорогостоящий, его, как правило, используют крупные производители оружия. Как следует из названия этого метода, в процессе ротационной ковки молот обжимает ствол. По мере того как проковывается ствол, продвигается и поворачивается оправка. Процесс занимает три минуты, причем получившийся ствол требует минимум машинной обработки и доводки до нужных размеров.
При ковке на оправке молекулярная структура уплотняется, в результате чего канал ствола имеет тенденцию к сужению у дула. Считается, что это сужение уменьшает деформацию пули, дает более высокие начальную скорость и точность, но уменьшает срок жизни ствола. Преимущество, которое дает метод изготовления с помощью пуансона и холодной ротационной ковки на оправке, это то, что канал ствола более ровный и гладкий, чем при нарезании. Последующая термобработка имеет целью снять внутренние напряжения в стволе, негативно влияющие на отклонение СТП (средняя точка попадания) при его нагреве. В отсутствии напряжений в стволе и состоит фактическая основа рекламы о преимуществах тех или иных технологий.
Теоретически считается, что «нарезка» позволяет изготовить наиболее точные стволы, а «дорнирование» наименее точные. На практике все обстоит не так просто. Поэтому правильнее будет считать, что любым из способов можно получить как хороший по характеристикам, так и плохой ствол. Необходимо помнить, что абсолютно прямых и идеальных стволов не существует. Главное, понять, какой степени кучности вы пытаетесь добиться.
ПОДБОР БОЕПРИПАСА
Подбор патрона сводится к поиску наиболее прогнозируемой вибрации ствола, чтобы пуля покидала ствол при одном и том же пространственном положении дульного среза. Повреждение донца пули ведет к резкому ухудшению кучности.
ДУЛЬНЫЙ СРЕЗ СТВОЛА
Пуля должна покидать ствол правильно, и отвечает за это дульный срез. Если дульный срез выполнен с наклоном по отношению к оси ствола, то пороховые газы, истекающие за пулей, создают реактивный эффект, который отклоняет пулю и приводит к ухудшению кучности. Такой же эффект наблюдается, если дульный срез имеет выщерблены или повреждена околодульная нарезная часть ствола. Дульный срез должен быть ровным по всей окружности, любые отклонения от нормы серьезно ухудшают кучность.
ПОДГОНКА ЗАТВОРНОЙ ГРУППЫ И ЗАТЯЖКА ЛОЖЕВЫХ ВИНТОВ
Подобные манипуляции могут улучшить показатели хорошо изготовленного ствола, но заставить точно стрелять дефектный ствол они не в состоянии. Затяжка винтов не должна быть излишней, но проверять ее необходимо постоянно.
Затворная группа, расположенная со смещением относительно оси ствола, может частично ухудшить кучность винтовки, все же качество изготовления ствола в гораздо большей степени влияет на кучность. Вообще покупка даже высокоточного ствола в специализированной фирме — это всегда лотерея. Для осмотра канала ствола требуется эндоскоп, а такой дефект, как дегрессивный шаг нарезки — переход к более длинному шагу, особенно в ближней к дульному срезу части ствола, — вообще не различим.
В целом можно сказать, что изготовление высококачественной винтовки процесс весьма трудоемкий, который в большей степени основывается на опытном подборе всех комплектующих и патрона.
Но в то же время этот вопрос мало изучен, так как существует масса серийных моделей винтовок, которые отличаются отменным кучным боем, несмотря на невысокое качество
деталей, из которых они собраны.

Часть ствола возле патронника испытывает воздействие максимальных температур и давлений. Ствол в этом месте более всего подвержена термической эрозии. Особенно это заметно при большом настреле.
Со временем и в дульной части канала ствола образуется раструб, иногда такой, что вставленный в него патрон проваливается по самые скаты гильзы.

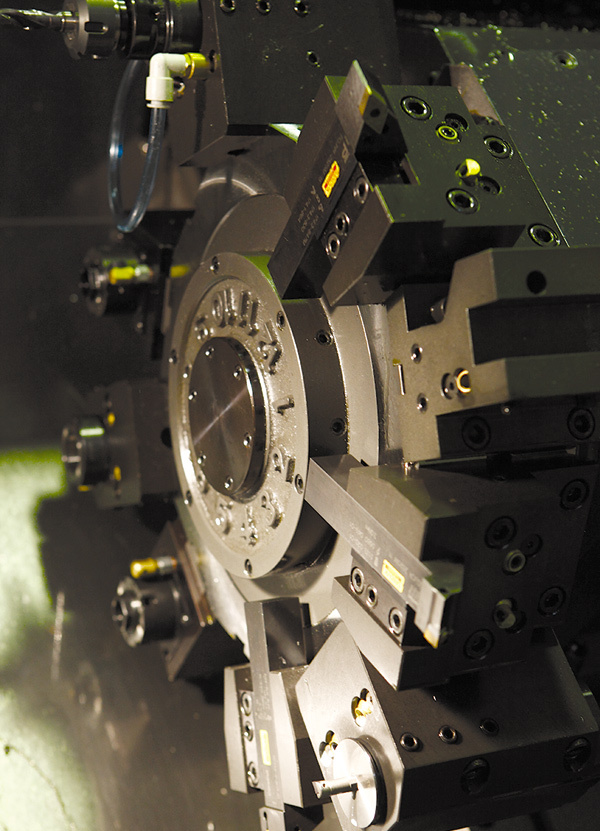
Сегодняшние реалии создания высокоточного оружия требуют наличия высокотехнологичного оборудования.

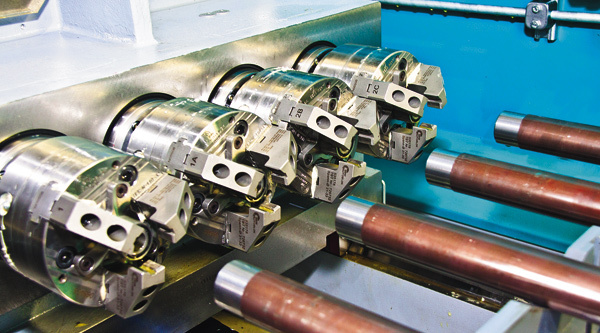
Современное оборудование позволяет одновременно обробатывать четыре ствольных заготовки.

Вибрации при обработке резанием недопустимы, индикатор их отсутствия — надежно стоящая на ребре монета.

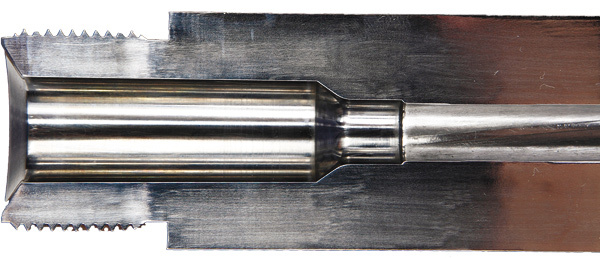
Пример работы современного станка с ЧПУ —
такая заготовка получается за одну операцию.

Оружейный ламинат — новое слово в дизайне оружия.


ПОЛИМЕРЫ ДЛЯ ПРИКЛАДА
Современные реалии диктуют новые требования, появляются новые материалы и технологии. Полимерные ложи намного крепче и надежнее классических деревянных. И даже с точки зрения эстетики они уже почти не уступают классике. Исторически лучшим материалом для оружейных лож считался орех. Выполненный из ореха приклад обладал хорошей прочностью и живучестью, был достаточно легок. Для увеличения срока службы он обычно пропитывался специальными маслами, покрывался парафинами, лаками, иногда красился. Но и такая защита не являлась панацеей. Даже при самом бережном обращении с оружием его деревянные части со временем утрачивают свои свойства, в отличие от полимеров.
Что еще почитать




За три года работы нам приходилось слышать множество умных и не очень вопросов, относительно оружейного дела. И вот наконец мы сделали для вас конспект из наиболее наболевших тем и популярных ошибок. Надеемся, вам будет полезно. Ждем ваши отзывы и пожелания в комментариях.
Прорезание нарезов — последний и самый важный этап работы с внутренней поверхностью ствола. В настоящее время применяют четыре основных способа для нарезания канала ствола:
Однопроходное нарезание
(строжка крючковым шпалером)
Самый долгий и дорогой способ, может занимать от 6 до 10 часов. Кроме того, требует очень высокого мастерства от ствольщика, ведь почти вся работа ручная.
Инструмент с резцом последовательно прорезает один нарез за другим. Используется в люксовом оружии и единичном производстве. Получается почти идеальная геометрия
___________________________________________________________________________________
Потягивание многолезвийной протяжки
Схож с предыдущим способом, однако все нарезы прорезаются одновременно, при помощи специального станка-пресса. Применяется только для пистолетных стволов, так как инструмент должен обладать высокой жесткостью, что невозможно при прорезании длинной заготовки. Занимает всего несколько минут.
____________________________________________________________________________________
Ротационная ковка
Самый быстрый способ — на изготовление ствола уходит около 3-5 минут, однако оборудование крайне дорогое и доступно только для работы в промышленных объемах, например при выполнении оборонного заказа.
Диаметр ствола прорезается по нарезам (большего диаметра), внутрь ствола вставляется оправка-дорн по диаметру ствола с полыми участками в местах будущих нарезов. Затем ствол отправляется под пресс, который снаружи деформирует металл и продавливает его в полые участки. Таким образом нарез штампуется.

Огромным плюсом технологии является тот факт, что металл в процессе ковки уплотняется, что положительно влияет на ресурс
____________________________________________________________________________________
Протягивание дорна (дорнение):
Диаметр ствола прорезается по полям (меньшего диаметра), затем в ствол вставляется дорн, который продавливает металл образуя нарезы. Дорнированные стволы вследствие уплотнения структуры металла прочнее и более живучи в эксплуатации, чем обработанные нарезанием. Но нарезанные стволы более чисты после обработки и дают лучшую кучность боя.
Сам процесс протягивания занимает около пяти минут, однако высокие температуры при работе (около 200 градусов) вынуждают снимать напряжение с металла — нормализовать и отпустить его, на что уходит еще около 50 часов.
Данный способ был выбран нашими мастерами, так как для короткоствольного оружия показатели выносливости приоритетнее, чем кучность боя, кроме того, после продавливания канал ствола проходит дополнительную полировку.
Способы нанесения профиля нарезов в канале ствола при его изготовлении
Есть несколько способов получения профиля нарезов в канале ствола.
Все они имеют свои достоинства и недостатки.
При изготовлении любого ствола есть несколько стандартных операций, сверление, оконтуривание, развертка канала, подготовка канала (полировка, лаппинг, хонингование), далее идет профилирование (это уже специализированная операция определяющая метод получения нарезов и свойства ствола) и финишные операции (как правило определяются технологией получения нарезов и традициями сложившимися у конкретного производителя) тут могут быть различные финишные полировки, термическая и термохимическая обработка и тд.
Попробуем рассмотреть основные:
1. Ротационная ковка.
Достоинство: очень быстрый способ (около 3 минут на изготовление ствола), позволяющий получать стволы с внешней и внутренней геометрией (иногда даже куют вместе с патронником), с хорошей внутренней поверхностью и достаточной для большинства задач точностью. Суть метода: в канал ствола вводится оправка (есть разные названия, в России говорят «дорн», хотя «дорном» называют и другой инструмент о котором пойдет речь ниже) с обратным профилем нарезов, удары молотков станка сжимают металл, и внутреняя поверхность отпечатывается повторяя форму «оправки-дорна».
Способ характерен еще тем, что металл в процессе ковки уплотняется, что теоретически, а по утверждению некоторых уважаемых производителей и практически положительно влияет на ресурс. Например по заявлению FN herstal их стволы полученные ковкой дают ресурс в 20 тыс. выстрелов в М16 (кал.223Рем) против 6-8 тыс. выстрелов ресурса стволов фирмы Colt (полученных дорнированием).
К недостаткам можно отнести очень дорогое оборудование, станок GFM австрийского производства стоит несколько миллионов евро, высокие требования к хонингованию (и высокой стоимости хонинговальных станков) и общей подготовке ствола.
С точки зрения качества есть проблемы внутренних напряжений (так как идет ударное уплотнение материала), что негативно сказывается на стрельбе. Точность канала ствола при данном методе получается с допусками в сотые доли мм, что недостаточно для прецизионной стрельбы.
Для снятия напряжений и упрочнения поверхностного слоя некоторые фирмы (например Блейзер) прибегают к нитроцементации.
Среди фирм производящих стволы методом ротационной ковки можно выделить уже упомянутые FN herstal и входящие в группу FN herstal Браунинг и Винчестер, Блейзер, Зауэр и Маузер, ЧЗ, Сако, Ремингтон, Штеер Манлихер.
2. Дорнирование
Протягивание (или проталкивание) через канал ствола твердосплавной головки button- дорн.
Головка имеет определенный профиль соответствующий калибру, количеству и шагу нарезов.
Это тоже, как и ротационная ковка, стрессовый метод профилирования канала ствола, только нарезы формируются не из большего диаметра в меньший как при ковке, а из меньшего в больший. Button двигаясь по стволу, и одновременно вращаясь, соответственно шагу нарезов, формирует геометрию канала ствола. Сама операция протяжки дорна очень быстрая, минута и все, однако метод требует очень качественной подготовки и прежде всего по финишному размеру канала, его чистоте, а так же по смазкам. Трение очень значительное, дорн выходит из ствола с температурой в двести градусов, и для преодоления таких сил к смазкам масса требований. Раньше ствол «меднили», тонкий слой меди нанесенный на канал и являлся смазкой, сейчас применяют различные промышленные смазки и их комбинации, рецептура смазок как правило, ноу хау каждой компании кто получает стволы таким способом.
После протяжки дорна отверстие получается больше калибра, и для получения точного размера и снятия напряжений ствол идет в специальную печь где медленно нагревается и остывает в течении почти 50 часов. После термической обработки следует финишная полировка и ствол готов к нарезанию патронника и установке в винтовку.
Метод позволяет получать стволы очень высокого качества, пару десятков лет назад именно дорнированные стволы доминировали во всех крупных соревнованиях по бенчресту, с ними были установлены десятки рекордов.
Недостатком метода можно назвать сложность подбора термических режимов для попадания в «размер», а так же большое количество «ручных» операций.
Метод применяют многие фирмы, из изместных Лотар Вальтер, Шилен, Харт. В заводских винтовках дорнированные стволы стоят у Везерби.
Ролики о производстве винтовок Бергара Баррелс, ствольное производство организовано при участие Эда Шилена. На 17 секунде видно, как дорн формирует нарезы.
3. Резание
Получение профиля нарезов резанием, т.е. с изъятием металла из канала ствола наиболее древний способ, самые первые нарезные стволы получали именно так, в 20 веке в период гонки за производительностью этот метод в массовом производстве был заменен куда более высоко производительными способами таким как ротационная ковка и дорнирование.
Однако сам метод получения стволов резанием наиболее точный, позволяющий получать внутреннюю геометрию канала практически идеальной по размерам полей и нарезов.
Точность стрельбы во многом и определяется точностью геометрии канала ствола, правильностью формы нарезов, и точности глубины. В процессе обработки данным методом через канал двигается инструментальная головка, в которой установлен резец, резец последовательно обрабатывает нарезы, и возвращаясь к первому нарезу механика станка чуть выдвигает резец и цикл повторяется.
Основным недостатком метода является его скорость, это самый медленный способ обработки ствола, при средней глубине нареза в 0.1 мм нужно от 60 до 100 проходов инструмента для получения нареза необходимой глубины. Обычно ствол обрабатывается от 2 до 3 часов, крупный калибр может находится на станке до 8 часов и более.
До недавнего времени станки для нарезания канала использовались Pratt Whithney выпуска до второй мировой войны с ручными индексами и частичной автоматизацией, с 2005 года появились станки с ЧПУ позволившие улучшить точность обработки канала ствола и получить стволы непревзойденной точности. На сегодняшний день стволы полученные данным способом являются безусловными лидерами в соревнованиях по высокоточной стрельбе.
Ствол получаемый данным способом не нуждается в термической обработке и сразу готов к применению. Из известных фирм устанавливающих резанные стволы на свои винтовки можно упомянуть Accuracy International, Barrett, McMillan.
Самые известные производители стволов методом резания: Шайлен, Кригер, Бартлейн, Бордер.
Редкие способы изготовления стволов.
1. Протяжка (Broashing).
Длинный режущий инструмент с полным профилем нарезов протягивают на специальном прессе через канал получая одновременно все нарезы. Обычно применяют для получения стволов для пистолетов, для длинноствольного оружия применяют только для крупного калибра, но тоже ограничено, я знаю только одну фирму производящую стволы .50 калибра для ружей на черном порохе.
Фирма Беретта получает для своих пистолетов стволы именно протяжкой.
Метод непременим для большинства винтовочных калибров, так как получить необходимую жесткость инструмента при малых диаметрах невозможно.
2. Электрохимическое травление.
Метод весьма распространен в России, таким способом получают стволы даже для малокалиберной артиллерии. Название метода по сути описывает и его технологию, через канал протягивают электрод с профилем нарезов и подают электрический ток, в месте «контакта» металл ствола вытравливается и получаются нарезы. Способ довольно точный, и быстрый. Применим не на всех сталях.
3. В Турции применяют способ сходный с ротационной ковкой, только вместо ударов молотков, применяют валки которые сдавливают металл на оправку.
4. Я знаю примеры когда стволы получали электроэрозионным способом и даже литьем. Данные методы развития пока не получили.
Стволы в основном делают из стали, это либо нержавеющая сталь, либо «черная» хром молибденовая.
Разные стали по разному обрабатываются разными методами. Например нержавеющие стали хуже куются, но хорошо обрабатываются дорнированием или резанием. Нержавейку практически невозможно обработать электрохимическим травлением и тд.
Некоторые нержавеющие стали очень плохо обрабатываются резанием, но прекрасно дорнируются. Поэтому выбор стали для конкретной технологии это очень важный и принципиальный момент.
К ствольной стали предъявляются высокие требования, это прежде всего плотность структуры, отсутствие неметаллических включений, полостей и микротрещин, напряжений. В США и Европе ствольные стали поставляются с заводов изготовителей с паспортами ультразвукового контроля и со снятыми в заводских условиях напряжениями. В США поставщики прилагают сертификат подтверждающий возможность использования данной стали в оружейной промышленности.
Твердость стали для разных способов обработки тоже различная, для дорнирования это 26-28 HRC, для резания 30-34HRC, для пистолетов и автоматов до 40-41.
Распространенные марки: нержавеющая сталь 416R (особенность данной стали повышенное содержание серы и отсутствие никеля), хроммолибденовая 4140, 32CrNiMo6 и др.
Покрытия стволов и упрочнение.
В СССР и РФ традиционно наносят хром, упрочняя поверхность и снижая трение, хромирование ухудшает точность геометрии канала ствола, но значительно повышает прочность.
Применяются так же различные способы термохимического упрочнения, уже упомянутая нитроцементация, а так же карбонитрация и тд. Позволяющие получить очень твердый поверхностный слой как снаружи так и внутри ствола.
Теперь немного про русское (читай, советское) производство.
У нас два способа получения нарезов: в основном резание и вторично — дорнирование.
Резание у нас происходит на специализированных станках с ЧПУ, наличие ЧПУ позволяет очень точно контролировать параметры работы инструмента, а именно углы поворота, точность спирального угла шага нарезов, точность подъема инструмента при обработке. Все это делает возможным получение внутренней геометрии ствола очень высокой точности, с допусками в 1 микрон и в тысячные градуса по углам обработки.
Точность изготовления стволов напрямую транслируется в точность стрельбы.
Мы выбирали данный способ как основной по причине того, что более точного способа получения ствола не существует.
Цикл производства выглядит следующим образом: отрезание прутка нужной длины с припуском на обработку, торцевание на токарном станке, глубокое сверление, оконтуривание на токарном станке с ЧПУ , развертка канала ствола, полировка канала, нарезание нарезов, финишная полировка.
На этом бланк считается готовым, далее идут специализированные операции по разворачиванию патронника, нарезанию соединительных резьб, дол, финишной полировки с внешней стороны и различные декоративные виды обработки (покраска, матирование, полировка) в соответствии с заказом.
В случае дорнирования цикл операций немного другой, и применяется другой инструмент даже на сходных операциях, например развертка канала ствола для дорнирования производится разверткой большего размера чем для резания, по другому проводится финишная полировка-лаппинг.
Существенным отличием способов пр-ва является наличие в цепочке дорнирования продолжительного цикла термической обработки.
В качестве дополнения:
-Производство стволов по технологии холодного радиального обжатия;
-Производство стволов по технологии горячего радиального обжатия;
-Производство скрепленных стволов;
Материалами для производства стволов являются:
-углеродистые стали 50РА (перлитный класс) ОСТ 3-98-88 (стволы до 9мм с низкой скорострельностью до 600 выстрелов);
-хромоникельмолибденовованадиевые стали 30ХН2МФА ОСТ 3-98-88 (стволы до 23мм, скорострельность до 1500 выстрелов);
-хромоникельмолибденовованадиевые стали ОХН3МФА ГОСТ В 5192-88 (стволы 30мм и более, скорострельность свыше 1500 выстрелов).
Лейнеры:
-сталь ЭП131;
-сталь ЭП720.

Как самостоятельно изготовить нарезы в стволе огнестрельного оружия? Знания и применения этих знаний не одно и то же. Опять же, как без хорошего знания технологий по изготовлению нарезов в стволе ответить на еще один вопрос: А есть ли практический смысл тратить своё время, деньги и конфликтовать с законом ради непредсказуемого конечного результата? Не проще ли решать проблемы дальних и метких выстрелов другим, менее опасным и более законным способом?
Начнем с того, что даже на оружейных заводах с большим опытом производства стволов для огнестрельного оружия брака много больше, чем хотелось бы производственникам. Качество будущего ствола прогнозируют на уровне проектирования, но что получится выясняют пробным отстрелом из уже готового ствола. Именно поэтому исключительные, в хорошую сторону по качеству стволы стоят очень дорого. Например, во время ВОВ в СССР для экономии средств изготовляли винтовочные стволы калибра 7,62 мм. После пробного отстрела стволы распределяли по качеству и партиям. Самые лучшие стволы шли на изготовление снайперских винтовок, уложившиеся в стандарты по требованиям шли на изготовление обычных винтовок. Не уложившиеся в стандарты стволы шли на переделку в более короткие стволы для карабинов и пистолетов-пулеметов. Естественно стволы в новом качестве опять отстреливались и самые неудачные в итоге шли на изготовление пистолетных стволов. Вот так сводили к минимуму общий процент брака при изготовлении винтовочных стволов миллионными партиями. Но по сути весь выпуск пистолетов-пулеметов и пистолетов во время войны держался на бракованных стволах для винтовок. Не надо иметь семь пядей во лбу чтоб подсчитать примерный процент брака, это не менее 50-70 %. И это у высококлассных специалистов, по хорошо отработанной технологии и на специальном оборудовании. Немаловажен и тот факт, что эти высококлассные специалисты знали, что делать и как делать.
Но сделать хорошие нарезы в стволе это полдела, надо также сделать-проточить качественный пульный вход. Это чтоб пуля правильно и равномерно могла врезаться в нарезы, а патронник не был бы относительно ствола перекошен. Во время выстрела давление пороховых газов и силы давящие на пулю столь велики, что пуля может быть разорвана вдоль и поперек или однобоко смята, и тогда никакие нарезы в стволе не смогут спасти пулю от беспорядочного вращения в любой плоскости после вылета из дула. О дульном (пульном) выходе вообще можно написать отдельную статью. Крохотный скол на конце нарезов, малейшая несимметричность или не перпендикулярность дульной проточки или среза будут уводить после выстрела пулю куда угодно, только не туда, куда надо. Важны также шаг нарезов, глубина, форма, длина и количество нарезов. Термическую закалку нарезов тоже надо упомянуть. А как же? Если материал пули будет тверже материала нарезов в стволе, то надолго ли нарезов хватит? С закалкой ствола появляются новые проблемы. Например, как не согнуть ствол при неравномерном нагреве, во время закалки в охлаждающей жидкости и во время дополнительного нагрева для отпуска-нормализации? Любая последующая операция уже после изготовления нарезов может запросто испортить качество ствола.
У иных охотников появляется мысль нарезать чоки в стволах охотничьих ружей. Не учтенных тулок и ижевок по России гуляет много, стоят они не дорого, вот на этих стволах и пробуют из обычной чоковой сверловки сделать сверловку «Парадокс». То есть чоки с нарезами для дальней стрельбы пулями. Обычно у таких передельщиков две ошибки. Первая, это то, что для чоков «Парадокс» нужна длина не менее 120-140 мм, а у обычных ружей длина чоков 20-40 мм. Самая качественная нарезка на столь малой длине не даст нужного эффекта, пуля проскочит нарезы по прямой. Вторая ошибка связана с изготовлением нарезов. Под девизом: «А чО тут думать?» берут спиральное сверло подходящего диаметра и в ручную, на наждаке из сверла вытачивают подобие прошивки.
Маленькое пояснение для несведущих: Есть такой режущий инструмент, который называется «Протяжка». Например, для нарезания шпоночного паза в отверстии протяжка выглядит примерно как толстая пила с постепенным увеличением высоты зубьев. 
Каждый зуб срезает крохотный слой металла, но все зубья вместе срезают металл на нужную глубину. Если вышеописанную протяжку просунуть тонким концом в отверстие и потянув за тонкий конец протяжки (конечно же не вручную), вытянуть протяжку из отверстия, то можно получить на отверстии боковой паз, нужной глубины и ширины. Изменяя форму протяжки и число режущих зубьев можно за один проход получать отверстия любой формы и при желании с поворотом по оси отверстия.

Протяжка для изготовления нарезов в пистолетном стволе. Ниже лежит ствол пистолета ,,Кольт».
«Прошивка» тоже режущий инструмент, это протяжка наоборот. Прошивку не вытаскивают, а наоборот толкают в отверстие. 
Принцип работы протяжки и прошивки.
Прошивки обычно по длине короче протяжек и с меньшим количеством режущих зубьев. Если глубины среза одной прошивкой недостаточно, то применяют поочередно несколько прошивок разного размера. Для продавливания неглубоких канавок в отверстиях иногда используют прошивки без режущих зубьев, но с профильными выступами. Например: для изготовления головки накидного ключа вытачивают цилиндрическую заготовку с глухим, цилиндрическим отверстием внутри и ручным, винтовым прессом вдавливают шестигранную прошивку в отверстие. Глухое отверстие в заготовке специально делают чуть большей глубины и весь срезанный-продавленный лишний металл, остается на дне головки. Если необходимо, то отверстие в заготовке делают сквозным и лишний, срезанный металл выносится наружу.
Но вернемся опять к изготовлению нарезов в стволе охотничьего ружья. На спиральных сверлах, диаметром более 20 мм шаг закрутки может достигать 100-120 мм, что многие мастера-передельщики считают вполне достаточным по длине для продавливания в чоках. Как они сами говорят: «Пуля получит боковой толчок, а потом сама закрутится!» Само собой самодельную прошивку из сверла, вручную и на наждаке, делают люди не просто с руками, а с золотыми руками. Откровенно безрукие изобретатели-передельщики прошивки для нарезания ружейных чоков заказывают специалистам, которые смогут её изготовить на заводском оборудовании. По стоимости получившаяся прошивка часто бывает дороже такого же, нового ружья. Но вот ведь неувязка какая, для свинцовых пуль шаг нарезов должен быть от 400 мм (для мелкашки) до 600-800 мм (для ружейных пуль большего калибра), иначе пулю будет срывать с нарезов. И глубина нарезов, для свинцовой, ружейной пули может доходить до 0,5-1,0 мм. Глубину нарезов на стандартном оружии узнать не сложно. Как известно калибр обозначает или диаметр ствола по полям, или диаметр по нарезам. Так вот диаметр пули обычно равен диаметру по нарезам, а глубина нарезов значит равна половине разницы между диаметрами по полям и по нарезам.
Пример: Калибр патрона 7,62х39 или 7,62х54 равен по полям 7,62 мм, а диаметр пули (или диаметр по нарезам) равен 7,92 мм. 7,92-7,62=0,3 (мм) То есть глубина нарезов 0,3:2=0,15 (мм). Когда указан калибр по нарезам (например: 5,6х16 или 22), то вычислить глубину нарезов сложнее, но тоже можно. Так же не сложно узнать и шаг нарезов, он описывается частенько в ТТХ оружия.
Проще говоря, работы по самостоятельному изготовлению нарезов «парадокс» много, а самый вероятный результат будет равен нулю, точнее минусу. Ружьё то будет испорчено. Особо хитрые владельцы таких ружей с самодельной сверловкой «Парадокс» продают их начинающим охотникам. А те набравшись со временем ума и опыта, и не желая терять потраченные деньги, продают свой самодельный и подпольный «парадокс» следующим лохам.
Встречается и другая крайность. С кончившейся (убитой) винтовки или карабина трехлинейки (7,62 мм) подпольные оружейники снимают ствол, рассверливают его до 32 охотничьего калибра и на этом же токарном станке заодно в стволе делают нарезы. А так как на стандартных, промышленных токарных станках максимально возможный шаг нарезки 240-280 мм, то такой шаг нарезов и получается в новом стволе. Затворный узел тоже могут переделать и после сборки, получается огнестрельная конструкция с нарезным стволом, с магазином, под охотничий патрон 32 калибра, очень похожая на заводское изделие.
Для заказчика или нового владельца, в новом стволе все вроде бы как надо. Вот только свинцовыми пулями стрелять из ствола со столь крутыми нарезами нельзя. И поэтому либо льют свинцовые пули с медными поясками, либо вместо свинца для литья пуль используют более твердый цинк. Медь и цинк прочнее свинца и пули из этих металлов не срываются с нарезов.
Понятно, что с переделкой старых, винтовочных стволов мороки много. Такую подпольную работу на производственных площадях утаить от начальства и внутренней охраны трудно. Мастерам-оружейникам приходится взваливать дополнительные расходы за «откаты», на могучие плечи и бездонные кошельки заказчиков. Поэтому конечная стоимость самодельного ствола оказывается на уровне средне мировых цен, хотя качество «немного» отстает и в основном одна видимость. Но подпольных мастеров-оружейников это не смущает. Покупатель получает то, что хочет. Чуть ли не свою мечту. А то, что через пятьсот-шестьсот выстрелов от нарезов и воспоминания не останется, ведь закалка ствола даже теоретическая не предусмотрена, вообще мелочи. Значит через полгода, год заказчик снова придет и расстанется с очередной суммой денег.
Любимым занятием таких оружейников еще может быть изготовление стволиков под мелкашку. Это могут быть как вкладные стволики в ружейные стволы, так и стволы для самодельных пистолетов. У безусой молодежи такие «нарезные» стволики в особом почете, никаких денег (выпрошенных у родителей) не жалко. Стволик под мелкашку изготавливается быстро, только все с тем же шагом 240-280 мм. Стволы нарезают примитивной протяжкой, за один проход. Следовательно и самодельный стволик под мелкашку, и новый, передельный ствол под пулю 32 калибра одинаковое дерьмо, и вдобавок напрасно выброшенные деньги с возможными, уголовными последствиями. Но если по каким-то причинам стволики нельзя купить в магазине на законных основаниях, то все довольны, заказчики покупкой своей мечты, а продавцы-изготовители вырученными серебренниками.
На большей части зарубежного короткоствольного нарезного оружия и особенно на «дамских» мини пистолетах и револьверах нарезы делают прошивками. Нарезы в стволах дешевого, короткоствольного оружия нужны в основном для видимости и кажущейся ценности. Револьверы «Бульдоги» и «Велодоги» как классический пример. Прошивка для изготовления нарезов в стволах (обычно) имеет два калибрующих пояска, спереди и сзади от выступов создающих нарезы. Нарезы могут как продавливаться, так и нарезаться. Английские мастера оружейники придумали прогонять прошивки через дуло ствола с помощью набора каленых цилиндриков, с диаметром близким к внутреннему диаметру ствола. По мере углубления прошивки в ствол подкладывали под ручной пресс новый цилиндрик. И так пока прошивка не выскочит из ствола, например, со стороны рамки револьвера. Проворот по оси прошивка получает от своих рабочих выступов под углом.
Российские оружейники-самоучки вместо набора специальных цилиндриков применяли подходящие по диаметру цилиндрические ролики от подшипников. А чтобы избежать многочисленных операций по закалке и отпуску, саму прошивку изготавливали тоже из ролика от подшипника проточкой алмазными резцами. Государственные, алмазные резцы на государственных заводах стоят для токарей этого завода «недорого». Заготовку прошивки далее доводят до рабочих размеров на шлифовальных станках. После прохода прошивок через ствол, нарезы получаются с чуть большим шагом и с немного большей шириной нарезов, чем на прошивке. Самое удивительное, что самодельные стволы после прошивки иногда получались неплохие. Примерно на уровне стволов стандартных винтовок.
Не малую роль играет и длина нарезного ствола. От стволов коротышей как на «Бульдогах», да с подобием нарезки в стволе особой меткости ждать не стоит. Хотя бывают исключения, качественные «Бульдожьи» стволы могут стрелять достаточно метко. С соответствующими поправками в прицеливании из современных короткоствольных револьверов можно уложить все выпущенные пули в круг диаметром 25 см на дистанции в 200 метров. А это неплохая кучность.
В Интернете можно найти многочисленные советы по самодельному нарезанию стволов, в частности советчики (с умной мордой лица) не советуют особо углубляться с нарезами: «Видны нарезы и ладно». Шаг нарезов (оказывается) зависит только от длины ствола и чем короче ствол, тем короче должны быть и нарезы…
Господа! Есть такая наука «Сопромат» и для изготовления нарезов в стволах надо решить единственную задачку по этой науке: Какой глубины и с каким шагом должны быть нарезы в стволе, чтоб пулю из того или иного материала на этих нарезах не сорвало. Для свинцовых пуль нарезы в стволе должны быть глубокими, а шаг нарезов подлиннее. Для более прочных материалов на пуле (меди и медных сплавов, мельхиора, мягкой стали…) нарезы могут быть менее глубокими, а шаг нарезов покороче. Нарезы в стволе для более длинной пули также могут быть немного меньшей длины, чем для коротких пуль. Естественно, для настоящего специалиста по нарезанию стволов теоретическое решение подобных задачек по «Сопромату» не кажется особо простым делом. Ведь практический ответ выяснится только после немалых затрат на изготовление оборудования и реального изготовления стволов. Малейшая ошибка в теории приведет к большим и напрасным тратам на практике.
Вряд ли у большей части самодельщиков появится желание и возможность самостоятельно рассчитывать необходимую длину шага и глубину нарезов. Поэтому проще воспользоваться опытом предшественников-профессионалов и не придумывать отсебятину.
Вспоминается реальный случай, но так сказать из другой оперы. В одной деревне Кировской области появилось повальное увлечение у местных мужчин в постройке самодельных самолетов. Когда треть мужиков деревни погибла или покалечилась в результате испытаний своих самодельных, летательных аппаратов, власти забеспокоились и с милицией стали изымать у самодельщиков их недостроенные творения. Но местные мужики все равно продолжали творить, калечиться и гибнуть. Тогда власти придумали организовать в той деревне курсы по реальному проектированию летательных аппаратов и в частности так называемым СЛА (Самодельным Летательным Аппаратам). Нескольких занятий хватило, чтобы выбить дурь у местных самодельщиков. Самодельщики в итоге сами отказались от своих затей.
Как же любят иные неучи лезть в неизвестные науки, да еще и поучать других. Например, теоретики из Интернета предлагают травить нарезы в стволах кислотой или электрохимическим способом. Теоретически это возможно, но прежде чем лезть в труднодоступное отверстие ствола можно попробовать эти способы травления на открытой пластинке и посмотреть, что получится. А окажется, что даже на открытой пластинке процесс травления ой как не просто проходит и совсем не так как хочется. В стволе же эти простенькие процессы пойдут еще хуже. Но даже если все пойдет как надо, то как контролировать глубину травления по всей длине нарезов? Рассчитывая теоретически, вставляя в формулу расчетов три, четыре «плавающих» коэффициента?
Представляет интерес способ изготовления стволов из тонкостенных, стальных трубочек, предварительно продавливая через трубочку прошивку, то есть созданием нарезов и с последующим упрочнением ствола намоткой стеклонити на полимерных смолах. Одно время были планы вооружить всю Советскую армию автоматами с такими стволами, но вовремя одумались. Солдатики и матросики во время караульной службы или просто от нечего делать размотали бы стволы на своих автоматах.
Есть еще способ изготовления стволов из толстостенной трубки обстукиванием её сразу несколькими молотами по окружности на специальной оправке. Судя по печати, получаются необыкновенно качественные и сравнительно дешевые стволы. Но все это экзотика, вполне возможная на крупном производстве, но маловероятная в условиях кустарной мастерской.
Самые лучшие стволы изготавливаются старинным методом протягивания особой оправки с резцом через ствол.
Оправку тянут через ствол вручную, за штангу сделанную заодно с оправкой. За один проход резец углубляется в стенку ствола на сотую долю миллиметра. Постепенно поворачивая винтик на оправке, можно увеличить рабочий вылет резца и во время следующего протаскивания углубиться еще на сотую долю миллиметра и так пока не получится нарез в полную глубину. Повернув оправку на определенный угол, делают следующий нарез в стволе и так постепенно в стволе появляются нарезы. 
Схема резца в оправке.
Оправки с резцами.
Шаг нареза соответствует винтовому нарезу-шлицу на штанге. В простейшем случае штанга плоская и изогнута винтом с нужным шагом. Изогнуть винтом плоскую штангу или проточить напильником шлиц с определенным шагом по поверхности (круглой) штанги не сложно, но зато есть возможность сделать даже нарезы с прогрессирующим шагом. Подобная технология по изготовлению нарезов в стволах была изобретена чуть ли не на заре появления огнестрельного оружия и отработана до совершенства в начале 19 века, когда нарезные стволы из разряда необязательной причуды стали жизненно необходимым инструментом. Сам процесс «немного» долог, зато оборудование самое простейшее и сделанное на «коленке». А качество нарезов на высоте. Именно таким способом нарезали стволы на древних винтовых пищалях и мушкетах, а позже на знаменитых «Кольтах», «Винчестерах» и на прочем серьезном, дорогом, но надежном оружии времен «Дикого Запада». Этот метод изготовления нарезов в стволах применяется до сих пор. В основном на мелких предприятиях или при изготовлении штучных изделий.
Тот кто видел как работает строгальный станок представляет, сколько металла можно срезать резцом за один проход. Изготовление нарезов в стволе примерно такое же. Но тут проблема не в усилии и глубине резания, а в удалении стружки. Если не лень можете подсчитать, сколько лишнего металла надо удалить во время изготовления нарезов. И сколько металла можно или надо снять за один проход оправки с резцом. Стружка занимает места немного больше по объему и если снять металла больше, чем его поместится в «кармане» перед резцом, то оправку с резцом просто заклинит в стволе и ствол окажется испорченным.

А сколько должно быть нарезов в стволе? По идее, для того чтоб придать пуле вращение и одного достаточно. Но это не совсем так. Для большей устойчивости пуля должна вращаться вдоль своей оси. При недостаточной симметричности нарезов ось вращения не совпадет с продольной осью самой пули. Чем больше нарезов, тем меньше возможное несовпадение оси вращения с осью пули. Если рассматривать все, что связано с устойчивостью полета пули: и вращение пули, и нарезание нарезов в стволе… то есть еще одна выгода в увеличении количества нарезов, меньше стружки придется удалять за один проход оправки-резца. Видимо поэтому на стволах оружия 19 века было до двадцати и более нарезов в стволе. В револьверах «Кольт» времен Дикого Запада от одиннадцати и более. Револьверы были дорогими, но меткими. Если есть возможность соблюсти достаточную симметрию при изготовлении нарезов, то можно допустить и меньшее количество нарезов: 2, 3, 4, 5, 6, 7, 8… А если есть возможность соблюсти симметрию вылета резцов, то можно использовать многорезцовые оправки для изготовления нарезов. Это в 19 веке резцы вытачивали и подправляли вручную, сегодня многорезцовые оправки точат на специализированных станках, с любой, необходимой точностью и допустимой симметричностью.
Еще одна проблема связана с формой нарезов. Понятно, что у нарезов есть рабочие кромки и второстепенные. Есть места, где в нарезах скапливается грязь и нагар, а чистка этих мест затруднена. И помимо естественного износа стволов от стрельбы может добавиться износ от недостаточно качественной чистки ствола. Поэтому кроме прямоугольных (в плане) нарезов придумали множество других видов нарезов. Для лучшей чистки нарезы делали округлыми. Для большего КПД нарезы могли быть треугольными, трапециевидными и т.д.
Сколько всевозможных проблем надо решить, чтобы в итоге получить изделие, которое не обязательно будет метко стрелять, но за которое можно будет получить солидный срок отсидки. Ведь для судьи из Нарсуда одно только выражение «Нарезной ствол» лишний повод чтоб засадить владельца (продавца, покупателя, хранителя и особенно изготовителя) на более долгий срок. И не надо потом говорить, что судья был неграмотный, судья был грамотный, но в своих науках.
См. также: Как обойтись без нарезов или ,,Пуля от Шишкина» https://www.chitalnya.ru/work/904650/
Как нарезать ствол?
Модераторы: shapanur, lomaster, BTKO
-
Dee
- Сообщения: 70
- Зарегистрирован: 01 сен 2001, 22:55
-
Bubnov
- Сообщения: 4
- Зарегистрирован: 25 мар 2002, 06:03
Сообщение
Bubnov » 25 мар 2002, 06:03
В домашних условиях нормальную нарезку сделать невозможно. Привожу рецепт «нарезки» которую я делал для мелкашкового ствола 5.5 мм калибром. Берется стальной прут диаметром 5 мм(я брал оббитый электрод для сварки) и длиной немного больше трубки , в которой предполагается нарезка. С одного конца ножовочным полотном прорезаем примерно на 12 мм строго посредине. В прорез вставляем обломок ножовочного полотна заточенный в форме трапеции, малое основание которой 5 мм, а большое — 5.7 мм. Стороны трапеции затачиваются наискосок с таким расчетом, чтобы при движении прута в трубке он бы ввинчивался в нее. Потом ставим трубку вертикально и лекгими ударами молоточка вбиваем наш прут в трубку. С третьей попытки он начал у меня ввинчиваться и на стенках трубки получились две спиралеобразных глубоких царапины. Нарезами, конечно, это уродство назвать нельзя, но с 20 метров пуля попадала строго носиком, а не боком, или дном, как до того ![]() Короче, дерзайте!
Короче, дерзайте!
-
Bubnov
- Сообщения: 4
- Зарегистрирован: 25 мар 2002, 06:03
Сообщение
Bubnov » 25 мар 2002, 06:18
В домашних условиях нормальную нарезку сделать невозможно. Привожу рецепт «нарезки» которую я делал для мелкашкового ствола 5.5 мм калибром. Берется стальной прут диаметром 5 мм(я брал оббитый электрод для сварки) и длиной немного больше трубки , в которой предполагается нарезка. С одного конца ножовочным полотном прорезаем примерно на 12 мм строго посредине. В прорез вставляем обломок ножовочного полотна заточенный в форме трапеции, малое основание которой 5 мм, а большое — 5.7 мм. Стороны трапеции затачиваются наискосок с таким расчетом, чтобы при движении прута в трубке он бы ввинчивался в нее. Потом ставим трубку вертикально и лекгими ударами молоточка вбиваем наш прут в трубку. С третьей попытки он начал у меня ввинчиваться и на стенках трубки получились две спиралеобразных глубоких царапины. Нарезами, конечно, это уродство назвать нельзя, но с 20 метров пуля попадала строго носиком, а не боком, или дном, как до того ![]() Короче, дерзайте!
Короче, дерзайте!
-
Dee
- Сообщения: 70
- Зарегистрирован: 01 сен 2001, 22:55
Сообщение
Dee » 25 мар 2002, 08:29
Рано или поздно, но обязательно дерзнем!!! ![]()
спасибо!

-
Duremar
- Сообщения: 1
- Зарегистрирован: 28 мар 2002, 11:40
Сообщение
Duremar » 28 мар 2002, 11:40
метчик, чуть больше по диаметру, 3 или4 продольных пера — на наждаке делал скосы(для вращения). опора — свободная по вращению — и плавное движение вперёд!нарезал ствол дл 10 см, НО! требуется доводка — полировка и т.д.
поэкспериментируй.
-
Dee
- Сообщения: 70
- Зарегистрирован: 01 сен 2001, 22:55
Сообщение
Dee » 29 мар 2002, 02:49
Ладно, встречный вопрос — как в целиндре высверлить отверстие длинной в 30см?
проэкт прост — самопал. ствол, похоже, самое сложное. могу конечно гладкостволку сворганить, но это как то не серьезно…
-
SLAYER
- Фельдфебель

- Сообщения: 890
- Зарегистрирован: 16 апр 2002, 06:26

Сообщение
SLAYER » 16 апр 2002, 06:26
Если нарезы делать механически то лучше брать не метчик а развертку, только сточить почти всю длину режущих кромок оставив несколько мм.А кромки на развертке как раз спирально закручены и их 6 или 8, ну а крутизна спирали на них тоже довольно пологая встречается.Только ствол еще и докрасна надо нагреть.
Ну а еще можно химическим способом сделать
нарезы. Когдато я на ножах из углеродистой стали травил надписи.Получалось очень четко
и довольно губоко.При глубине до 0.5-0.7 мм.
края букв ровные. Но только не кислотой, а то
пузыри любой защитный лак сорвут. Я пользовался хлоридом меди. Так что покрыть
ствол изнутри лаком,процарапать канавки путем протягивания приспособы(я думаю лак процарапывать легче, чем буравить эти же канавки в металле) и на 20 минут в раствор.
Скорость реакции быстрая, количество раствора
маленькое(я надпись на ноже окружал буртиком
из пластилина и внутрь заливал р-р)
-
Вячеслав350
- Сообщения: 8
- Зарегистрирован: 14 ноя 2012, 19:54
- Страна: Российская Федерация
Сообщение
Вячеслав350 » 02 июн 2013, 16:48
Bubnov писал(а):В домашних условиях нормальную нарезку сделать невозможно.
да ну нах
Вернуться в «Общий»
Перейти
- Пневматическое оружие
- ↳ Всё о пневматическом оружии
- ↳ Общий
- ↳ ППП
- ↳ PCP
- ↳ PCP online
- ↳ EDgun
- ↳ Компрессионное
- ↳ Углекислый уголок (CO2)
- ↳ Пневматическое оружие глазами владельца
- ↳ Апгрейд и ремонт пневматического оружия
- ↳ Охота с пневматическим оружием
- ↳ Пульки
- ↳ Пострелушки
- ↳ Для начинающих
- ↳ Мастерская
- ↳ Помощь в ремонте и эксплуатации изделий Umarex, Walther, Hammerli Rohm
- ↳ Практическое использование пневматического оружия
- ↳ Общий
- ↳ AirSoft
- ↳ Обзоры
- ↳ Пейнтбол
- ↳ Хардбол
- ↳ Варминт
- ↳ Снайпинг
- ↳ Советы по пулевой стрельбе
- ↳ Продажи
- ↳ Пневматическая барахолка
- ↳ AirSoft
- ↳ Пейнтбол
- ↳ Магазины по пневматическому оружию
- ↳ в России
- ↳ на Украине
- ↳ в Белоруси
- ↳ Другие магазины
- ↳ Запчасти, принадлежности
- Холодное и метательное оружие
- ↳ Холодное оружие
- ↳ Общий
- ↳ Нож глазами владельца
- ↳ Ножи с фиксированым клинком
- ↳ Финки и другие скандинавы
- ↳ Кухонные ножи
- ↳ Специальные ножи и инструмент
- ↳ Складные ножи
- ↳ Неклинковое холодное оружие
- ↳ Клуб любителей Spyderco
- ↳ Для ценителей Спайдерко
- ↳ Samura Knives
- ↳ Китайские ножики
- ↳ Авторские и кастомные ножи
- ↳ Ножевой бой
- ↳ Кают-компания Пятой
- ↳ Метательное оружие
- ↳ Луки и арбалеты
- ↳ Рогатки и пращи
- ↳ Мастерская
- ↳ Инструментальный парк
- ↳ Кузнечное дело
- ↳ Технологии
- ↳ Заточка режущего инструмента
- ↳ Продажи
- ↳ Ножевая барахолка
- ↳ Арбалетно-лучная ярмарка
- ↳ Ножевые магазины
- ↳ Барахолка мастерской
- ↳ Продажа холодного оружия за пределами РФ
- ↳ Частные лица
- ↳ Складные ножи из мастерской
- ↳ Ножи с фиксированным клинком
- ↳ Разовые продажи и обмен складных ножей
- ↳ Разовые продажи и обмен ножей с фиксированным клинком
- ↳ Материалы и оборудование для ножеделов
- Огнестрельное оружие
- ↳ Гладкоствольное оружие
- ↳ Общий
- ↳ Ружье глазами владельца
- ↳ Гладкоствольная мастерская
- ↳ Сайга
- ↳ Клуб любителей МЦ
- ↳ Продукция ИМЗ
- ↳ Снаряжение патронов гладкоствольного оружия
- ↳ Боеприпасы для гладкоствольного оружия
- ↳ Клуб любителей MP-153
- ↳ Benelli Club
- ↳ Комбинированные ружья
- ↳ Куплю-продам ружье
- ↳ Запчасти, принадлежности
- ↳ Купля-продажа Сайга
- ↳ Нарезное оружие
- ↳ Общий
- ↳ Винтовка глазами владельца
- ↳ Боеприпасы для нарезного оружия
- ↳ Продукция КСПЗ
- ↳ Пристрелка оружия
- ↳ Высокоточная стрельба
- ↳ Всё для высокоточной стрельбы
- ↳ Релоадинг
- ↳ Страничка Neckа
- ↳ Специализированные соревнования
- ↳ Легендарные винтовки мировых войн
- ↳ Ремингтон 700 серии
- ↳ Купля-продажа винтовки
- ↳ Оружейная фирма «Орсис»
- ↳ Нарезная барахолка
- ↳ Запчасти, принадлежности
- ↳ Короткоствольное оружие
- ↳ Короткоствольное оружие
- ↳ Пистолет глазами владельца
- ↳ Короткоствол без границ
- ↳ Методика подготовки стрелка
- ↳ Стрелковые туры
- ↳ Стрелковый клуб
- ↳ Продукция Grand Power
- ↳ Продукция ИМЗ
- ↳ Продукция ЗМЗ
- ↳ IDPA
- ↳ По правилам IPSC
- ↳ Легализация короткоствольного оружия
- ↳ Травматическое оружие
- ↳ Общий форум
- ↳ Тюнинг травматического оружия
- ↳ Резинострельное оружие
- ↳ Резинострел глазами владельца
- ↳ Бесствольное оружие
- ↳ Оружие под патрон Флобера
- ↳ «Удар» и все о нем
- ↳ Продукция завода Молот
- ↳ Сигнальное оружие
- ↳ Купля-продажа газового/травмат. оружия
- ↳ Продукция ООО ПКП АКБС
- ↳ РоссИмпортОружие
- ↳ Продукция ЗАО ТЕХНОАРМС
- ↳ Продукция компании «A+A»
- ↳ Клуб любителей турецкого оружия
- ↳ Запчасти
- ↳ Тюнинг и ремонт огнестрельного оружия
- Оптика
- ↳ Оптический форум
- ↳ Общий
- ↳ Оптика глазами владельца
- ↳ Оптика для пневматики
- ↳ Прицелы
- ↳ Оптические прицелы
- ↳ Диоптрические прицелы
- ↳ Коллиматорные прицелы
- ↳ Ночные прицелы
- ↳ Открытые прицелы
- ↳ Другая оптика
- ↳ Дальномеры
- ↳ Подзорные трубы
- ↳ Фонари
- ↳ ЛЦУ
- ↳ Бинокли
- ↳ Ночная оптика
- ↳ Продажи
- ↳ Купля-продажа оптики
- ↳ Купля-продажа ночной оптики
- ↳ Магазины по оптике
- Охота и рыбалка
- ↳ Охота
- ↳ Охота глазами участника
- ↳ Охотничьи товары
- ↳ Охрана природы
- ↳ Подводная охота
- ↳ Трофейная охота
- ↳ Всё об охоте
- ↳ Выживание
- ↳ Изготовление трофеев
- ↳ Охотничьи собаки
- ↳ На охоту
- ↳ О животных
- ↳ Организация охот, клубы, охотничьи хозяйства
- ↳ Оружие на охоте
- ↳ Таксидермия
- ↳ СТИЧ ПРОФИ
- ↳ Горная охота
- ↳ Купля-продажа щенков
- ↳ Снаряжение патронов
- ↳ Птицы
- ↳ Прочие
- ↳ Товары для охотничьих собак
- ↳ На привале
- ↳ Рыбалка
- ↳ Общий
- ↳ Снасти
- ↳ Экипировка
- ↳ Лодки
- ↳ Наживка-приманка-прикормка
- ↳ Кухня
- ↳ Нахлыст
- ↳ Отчёты
- ↳ Соревнования-слёты-турниры
- ↳ Уловы
- ↳ Полезные приблуды
- ↳ Рыбацкие хитрости
- ↳ Куда поехать на рыбалку
- ↳ Спининг
- ↳ Троллинг
- ↳ Зимняя рыбалка
- ↳ Подводная охота
- ↳ Курьёзы
- ↳ Рыболовная барахолка
- Спортивная стрельба
- ↳ Спортивная стрельба из нарезного оружия
- ↳ Специализированные соревнования
- ↳ ISSF — Пулевая стрельба
- ↳ IPSC
- ↳ IDPA
- ↳ Стрелковый клуб «Объект»
- ↳ Стрелковый клуб «Мишень»
- ↳ Товары для спортивной стрельбы
- ↳ Спортивная стрельба из пневматического оружия
- ↳ БР
- ↳ ФТ/ХФТ
- ↳ Оборудование для Бенчреста
- ↳ Спортивная стрельба из пневматики
- ↳ Стрельба из гладкоствольного оружия
- ↳ Стендовая стрельба
- ↳ Пулевая стрельба из гладкоствольного оружия
- Безопасность
- ↳ Безопасное обращение с оружием
- ↳ Безопасность с пневматическим оружием
- ↳ Безопасность с огнестрельным оружием
- ↳ Безопасность с травматическим оружием
- ↳ Безопасность с холодным оружием
- ↳ Безопасность для рыболова
- ↳ Безопасность для мастеровых
- ↳ Пожарная безопасность
- ↳ Общая безопасность
- Военное дело и гражданская оборона
- ↳ Военное дело
- ↳ Авиация
- ↳ Армейский раздел
- ↳ Тактическое оружие
- ↳ Артиллерия
- ↳ Баллистика
- ↳ История оружия
- ↳ ПВО
- ↳ Поиск однополчан
- ↳ Давай закурим!
- ↳ Гражданская оборона
- ↳ Гражданская оборона
- ↳ Самооборона в России
- ↳ Самооборона без оружия
- ↳ Охранная деятельность
- ↳ Технические средства охраны
- ↳ Обмундирование, экипировка, амуниция
- ↳ Выживание в кризисных ситуациях
- ↳ Экипировка своими руками
- ↳ Организация владельцев гражданского оружия
- ↳ Продукция компании «СПЛАВ»
- ↳ Магазины амуниции и экипировки
- ↳ Купля-продажа экипировки
- ↳ Газовое оружие
- ↳ Газовые баллончики
- ↳ Газовые пистолеты и револьверы
- ↳ Тюнинг газового оружия
- ↳ Электрошоковые устройства
- ↳ Гражданское оружие
- ↳ Разовые продажи и обмен экипировки
- История оружия
- ↳ Коллекционное оружие
- ↳ Антиквариат
- ↳ Историческое холодное оружие
- ↳ Макеты и реплики оружия
- ↳ Обладателям коллекционных лицензий
- ↳ Японское холодное историческое оружие
- ↳ Дульнозарядное оружие
- ↳ Реплики холодного оружия
- ↳ Мастерская коллекционного оружия
- ↳ Документация по оружию
- ↳ Оружейные идеи
- ↳ Военно-исторические миниатюры
- ↳ Компьютерное моделирование оружия
- ↳ Популярная механика
- ↳ Книжная барахолка
- ↳ Купля-продажа
- ↳ Купля-продажа антиквариата
- ↳ Купля-продажа макетов, реплик
- Обо всем
- ↳ Радиосвязь
- ↳ Новости
- ↳ Правила раздела
- ↳ Пожелания покупателей
- ↳ Портативные рации
- ↳ Производители радиостанций
- ↳ Anytone
- ↳ Baofeng
- ↳ Kydera
- ↳ Boxchip
- ↳ Puxing
- ↳ Quansheng
- ↳ Tytera
- ↳ VOYAGER
- ↳ WLN
- ↳ WOUXUN
- ↳ Yiyan
- ↳ Автомобильные рации
- ↳ Baofeng
- ↳ Cobra
- ↳ Resent
- ↳ TYT
- ↳ Tytera
- ↳ VOYAGER
- ↳ Yiyan
- ↳ LPD, PMR, FRS
- ↳ CB Radio 27МГц
- ↳ Цифровые рации
- ↳ Антенны для раций
- ↳ Производители антенн
- ↳ Baofeng
- ↳ Comet
- ↳ Cte
- ↳ Diamond
- ↳ Kenwood
- ↳ Lemm
- ↳ Nagoya
- ↳ Opek
- ↳ Storm
- ↳ Аксессуары к рациям
- ↳ Батареи для раций
- ↳ Зарядные устройства
- ↳ Программаторы
- ↳ Блоки питания
- ↳ Измерительные приборы
- ↳ Гаджеты
- ↳ Разъемы и переходники
- ↳ Ретрансляторы
- ↳ Гарнитуры, наушники, тангенты
- ↳ Защитные чехлы
- ↳ Некондиция и б.у.
- ↳ Купля-продажа электронных устройств
- ↳ Разное
- ↳ Спутниковые телефоны
- ↳ Приёмники
- ↳ Сотовые телефоны
- ↳ GPS-навигаторы
- ↳ Коммуникаторы
- ↳ Карманные компьютеры
- ↳ Купля-продажа средств навигации
- ↳ Отдел заказов
- ↳ Заказы оружия
- ↳ Заказы ножей
- ↳ Заказы оптики
- ↳ Заказы по охоте и рыбалке
- ↳ Заказы антиквариата
- ↳ Заказы других товаров
- ↳ Книга отзывов
- ↳ Транспортный раздел
- ↳ Полноприводные автомобили
- ↳ Мотоциклы
- ↳ Купля продажа транспорта и запчастей
- ↳ Дорожно-транспортные происшествия
- ↳ Купля-продажа автомобилей
- ↳ Купля-продажа мотоциклов и т.п.
- ↳ Купля-продажа водного транспорта
- ↳ Разное
- ↳ Частные объявления
- ↳ Домашнее хозяйство
- ↳ Поиск работы
- ↳ Спорт
- ↳ Компьютерные игры
- ↳ Компьютеры и программы
- ↳ Мобильные измерительные приборы
- ↳ Фонари
- ↳ Фонарная барахолка
- ↳ Сельхозпродукция и продукция охоты
- ↳ Медицина
- ↳ Бизнес-Клуб
- ↳ Литература и языкознание
- ↳ Мемориал
- ↳ Криминальные сводки
- ↳ Подарю
- ↳ Юмор
- ↳ Законодательство
- ↳ Законодательство
- ↳ Правовая поддержка
- ↳ Законодательство об охоте
- ↳ Оружие в СМИ
- ↳ Клуб работников правоохранительных органов
- ↳ Общение
- ↳ Организация встреч
- ↳ Знакомства
- ↳ Мужской разговор
- ↳ Отчеты, истории, куда пойти
- ↳ Отдых, путешествия
- ↳ Фотография
- ↳ Отзывы о продавцах и покупателях
- ↳ Курилка
- Регионы
- ↳ Российская Федерация
- ↳ Центральный округ
- ↳ Москва
- ↳ Белгород
- ↳ Брянск
- ↳ Владимир
- ↳ Воронеж
- ↳ Вологда
- ↳ Калуга
- ↳ Коломна
- ↳ Курск
- ↳ Липецк
- ↳ Рязань
- ↳ Тамбов
- ↳ Тверь
- ↳ Тула
- ↳ Ярославль
- ↳ Северо-Западный округ
- ↳ Санкт-Петербург
- ↳ Купля-продажа. Санкт-Петербург
- ↳ Архангельск
- ↳ Карелия
- ↳ Калининград
- ↳ Мурманск
- ↳ Псков
- ↳ Южный округ
- ↳ Волгоград
- ↳ Краснодар
- ↳ Ростов
- ↳ Ставрополь
- ↳ Приволжский округ
- ↳ Башкортостан
- ↳ Ижевск
- ↳ Йошкар-Ола
- ↳ Киров
- ↳ Нижний Новгород
- ↳ Оренбург
- ↳ Пенза
- ↳ Пермь
- ↳ Самара
- ↳ Саратов
- ↳ Татарстан
- ↳ Ульяновск
- ↳ Уральский округ
- ↳ Екатеринбург
- ↳ Стрелковый клуб Южного Урала
- ↳ Тюмень
- ↳ Челябинск
- ↳ Сибирский округ
- ↳ Барнаул
- ↳ Иркутск
- ↳ Кемерово
- ↳ Красноярск
- ↳ Новокузнецк
- ↳ Новосибирск
- ↳ Омск
- ↳ Дальний Восток
- ↳ Владивосток
- ↳ Томск
- ↳ Хабаровск
- ↳ Чита
- ↳ Другие страны
- ↳ Украина
- ↳ Купля-продажа. Украина
- ↳ Киев
- ↳ Беларусь
- ↳ Минск
- ↳ Казахстан
- ↳ Алма-Ата
- ↳ Молдова
- ↳ Германия
- ↳ Армения
- ↳ Латвия
- ↳ Литва
- ↳ Эстония
- ↳ Другие страны
- О нашем сайте
- ↳ Информация о нашем сайте
- ↳ О сайте
- ↳ ТОП-новости
- ↳ Новости и объявление
- ↳ Референдумы
- ↳ Книга жалоб
- ↳ Ссылки

Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и 0 гостей
Для чего нарезают орудийные стволы и какие виды нарезки существуют
Винтовые нарезы в стволе значительно расширяют возможности огнестрельного оружия. Их изобретение является одной из важнейших вех в истории военного дела. Ведь даже древнейшие из сохранившихся, произведённые ещё германскими мастерами начала XVI века нарезные штуцеры укладывали девять пуль из десяти в 45 сантиметровый круг с дистанции 140 метров.

Самые лучшие из гладкоствольных ружей показывали такую же точность на расстоянии от силы 50−60 м, а рядовые — и вовсе порядка 30. Тем не менее в течение примерно трех веков с момента своего появления нарезные винтовки практически не находили применения. Причиной такого исторического казуса сегодня считается низкая скорострельность нарезного оружия фитильно-кремневой эры — не более одного выстрела в минуту против четырех-шести у гладкоствольных ружей.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
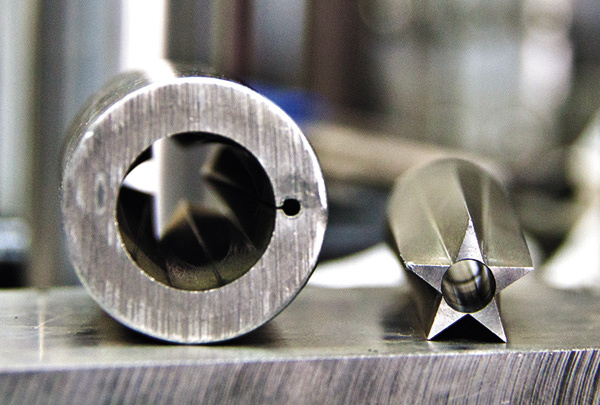
Казачья винтовка-тройца тульского мастера Цыглея (1788 год) с треугольным каналом ствола.
Первые винтовые нарезы
На самом деле заметной разницы в скорострельности не было. Корни ошибки кроются в неверном сравнении. В качестве результатов для гладкоствольного оружия обычно берется нормальная скорострельность винтовки с рекордными показателями для гладкоствольных ружей, да и еще и полученная в идеальных условиях (патроны и рожок с затравкой лежат на столе, шомпол между выстрелами не убирается в ложе, целиться не нужно). В полевых условиях обычное ружье делало не пять-шесть, а всего один-полтора выстрела в минуту. Статистика эпохи наполеоновских войн показала, что солдаты с обычными ружьями ведут лишь на 15−20% более частый огонь, чем штуцерные стрелки.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Ствол ружья с пулей квадратного сечения (Германия, 1791 год).
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Заряжать нарезную винтовку со ствола было весьма непросто. Для этого на дульный срез укладывался пластырь (промасленная тряпица), а на пластырь — пуля, которая затем вгонялась в ствол ударами деревянного молотка по шомполу. Чтобы края снаряда впечатались в нарезы, приходилось прилагать немалые усилия. Пластырь же облегчал скольжение, протирал ствол и препятствовал забиванию нарезов свинцом. Нельзя было и переусердствовать. Войдя слишком глубоко, пуля давила пороховые зерна, что снижало мощность выстрела. Для предотвращения таких случаев шомпол штуцера часто снабжался поперечиной-ограничителем.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Небольшим был и срок службы штуцера. Обычно он выдерживал всего 100−200 выстрелов. Нарезы повреждались шомполом. Кроме того, несмотря на применение пластыря, они быстро засвинцовывались и заполнялись окалиной, а затем стирались при чистке ствола. Для сохранности наиболее ценных образцов шомпол делали из латуни, а в дуло при прочистке вставляли защищающую нарезы трубку.
Традиционные винтообразные нарезы на сегодняшний день являются доминирующими в нарезном оружии. Полигональная нарезка распространена гораздо меньше, не говоря уже о различных экзотических разновидностях.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Но главным дефектом таких ружей было несовершенство самих нарезов. Пуля держалась в них слишком прочно и пороховым газам не сразу удавалось стронуть ее, поскольку горение заряда происходило в минимальном объеме. При этом температура и давление в казенной части ствола у винтовок оказывались заметно выше, чем у гладкоствольных ружей. А значит, и сам ствол во избежание разрыва приходилось делать более массивным. Отношение дульной энергии к массе у нарезного оружия оказывалось в два-три раза хуже.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Порой возникала обратная ситуация: пуля держалась в нарезах слишком слабо и, набирая скорость, часто срывалась с них. Продолговатую же цилиндроконическую пулю (эксперименты с таким видом боеприпасов проводились с 1720 года), контактирующую с нарезами всей боковой поверхностью, было слишком трудно забить в ствол со стороны дула.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Нарезка системы Натхолла, патент 1859 года. Существовала в варианте с пятью и четырьмя нарезами. Использовалась преимущественно фирмой Томаса Тёрнера (Бирмингем) и компанией Reilly & Co для короткоствольных ружей.
Еще одна причина, по которой нарезные винтовки столь долгое время не получали распространения в Европе, — их относительно низкая мощность. «Тугой» ход пули в первый момент движения в стволе и опасность срыва с нарезов ближе к дульному срезу не позволяли использовать большой заряд пороха, что негативно сказывалось на настильности траектории и убойной силе снаряда. В результате дальность эффективной стрельбы из гладкоствольного ружья была выше (200−240 против 80−150 м).
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Преимущества гладкого ствола проявлялись только в случае залпового огня по групповым целям — сомкнутому строю пехоты или лавине атакующей конницы. Но именно так в Европе и воевали.
Остроугольная нарезка
Первые попытки радикально усовершенствовать нарезы были предприняты в XVI веке. Для того чтобы улучшить «сцепление», внутреннюю поверхность стволов первых штуцеров покрывали нарезами полностью. Число борозд достигало 32, а ход нарезки был очень пологим — только треть или половина оборота от казны до дульного среза.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
В 1604 году оружейник Балтазар Дрехслер рискнул заменить ставшую уже традиционной округлую, волнистую нарезку новой, остроугольной. Предполагалось, что вонзающиеся в свинец мелкие треугольные зубья будут крепче держать пулю и сорваться с них она не сможет. Отчасти это было так, но острые ребра прорезали пластырь, предохраняющий нарезы от засвинцовывания, и быстрее стирались.
Тем не менее в 1666 году идея получила развитие. В Германии, а чуть позже в Курляндии получили распространение винтовки с очень глубокой и острой нарезкой в форме шести-, восьми- или двенадцатилучевой звезды. Скользя по острым граням, пуля легко входила в ствол и крепко держалась в нарезах при самой большой их крутизне. Но глубокие «лучи» плохо поддавались чистке и, случалось, рассекали свинцовый снаряд в стволе. Заложить под пулю мощный заряд пороха по-прежнему было нельзя. Чаще всего «звездчатую» нарезку получали «чинки» — известные с XVI века мелкокалиберные винтовки для охоты на птиц. От прочего длинноствольного оружия их отличал приклад, предназначенный для упора не в плечо, а в щеку.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Начиная с 1498 года мастер Гаспар Цольнер изготовлял стволы с нарезами, не сообщавшими пуле вращательного движения. Целью их введения являлось увеличение точности стрельбы за счёт устранения «шатания» пули, диаметр которой обычно был значительно меньше калибра оружия. Забить пулю плотно мешал нагар — настоящий бич старинных ружей. Если же нагар вытеснялся в нарезы, зарядить ружьё точно соответствующей по калибру пулей было проще.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Нарезы под пулю с пояском
В 1832 году генералом брауншвейгской армии Бернером была сконструирована винтовка, имевшая ствол обычного для того времени калибра 17,7 мм всего с двумя нарезами шириной 7,6 и глубиной 0,6 мм каждый. Штуцер был признан шедевром, массово производился в бельгийском городе Люттихе и состоял на вооружении многих армий, включая русскую.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Нарезка, подобная бернеровской, известна с 1725 года. Секрет же успеха штуцера заключался в пуле, отливавшейся с готовым пояском. Ее не требовалось вколачивать в нарезы молотом. Густо намазанный жиром шарик просто вкладывался в борозды и под собственным весом скользил к казне. Ружье заряжалось почти так же легко, как и гладкоствольное. Разница заключалась в необходимости вместо пластыря или скомканного бумажного патрона забивать два пыжа. Первый — для того чтобы масло не промочило заряд, второй — чтобы не выпала пуля.
Полигональная нарезка – основная альтернатива традиционной. В разное время количество граней-полигонов варьировалось от трёх до нескольких десятков, но оптимальной схемой всё-таки считается шестигранник. Сегодня полигональная нарезка используется в конструкции американо-израильского пистолета Desert Eagle. На фото — обычная полигональная нарезка (6 граней).
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Нарекания вызывала лишь точность стрельбы. Как правило, «люттихи» били наравне с лучшими карабинами обычной нарезки. Но часты были «дикие» отклонения: пуля приобретала слишком сложное вращение, одновременно закручиваясь нарезами вдоль оси ствола и катясь по ним, как по желобам. Позже этот изъян был устранен введением еще двух нарезов (и пули с двумя перекрещивающимися поясками) и заменой круглой пули на цилиндроконическую.
Полигональные нарезы
Канал ствола, сечение которого представляет собой круг с соответствующими нарезам выступами, кажется не только привычным, но и наиболее практичным: проделать сверлом круглое отверстие проще всего. Тем более странной кажется казачья винтовка-тройца тульского мастера Цыглея (1788 год), канал ствола которой имел треугольное сечение. Впрочем, опыты с треугольными пулями проводились и раньше, с 1760-х годов. Известно также, что в 1791 году в Берлине испытывалось ружье, пуля к которому должна была иметь форму куба.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Гексагональная нарезка Бучера со скруглённым углами.
Несмотря на смелость и экстравагантность замысла, он не был лишен логики. Полигональные нарезы радикально устраняли все присущие винтовкам недостатки. Пулю треугольного или квадратного сечения не требовалось плющить шомполом. Удельная мощность оружия также оказывалась выше, чем у обычного штуцера, так как и от казны к дульному срезу пуля шла столь же легко. Сорваться с нарезов она никак не могла. Кроме того, ствол практически не засвинцовывался, легко чистился и долго служил.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Препятствовали распространению оружия с полигональными нарезами в основном экономические соображения. Ковка ствола с граненым каналом стоила слишком дорого. Кроме того, снаряд в форме куба по сравнению со сферическим обладал худшими баллистическими показателями и более сложной аэродинамикой. В полете пуля быстро теряла скорость и сильно отклонялась от траектории. Несмотря на явные преимущества полигональной нарезки, добиться лучшей кучности, чем при стрельбе круглой пулей, не удавалось.
Система под пулю с пояском придумана в 1832 году генералом брауншвейгской армии Бернером. Штуцер его конструкции снискал немалую популярность и стоял на вооружении многих армий, в том числе и русской.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Проблема была решена в 1857 году английским оружейником Витвортом, причем весьма оригинальным путем: он увеличил число граней до шести. Пуля с «готовыми нарезами» (то есть шестигранного сечения) получила острый наконечник. Винтовки Витворта остались слишком дорогими для массового производства, но довольно широко использовались снайперами во время войны между северными и южными штатами, став одними из первых ружей, комплектовавшихся оптическим прицелом.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Полигональные нарезы зарекомендовали себя наилучшим образом, и уже в XIX веке для стрельбы из них начали применяться обычные пули круглого сечения. Перегрузки заставляли свинец заполнить канал ствола.
Распространению новшества воспрепятствовала высокая стоимость производства винтовок с полигональными нарезами, а также бурный прогресс оружейного дела в конце позапрошлого столетия. В этот период получило широкое распространение заряжение с казенной части, появился бездымный порох, радикально улучшилось качество ствольной стали. Эти меры позволили винтовкам с традиционными нарезами полностью вытеснить из армии гладкоствольные ружья.
Тем не менее к идее полигональных нарезов возвращаются до сих пор. Американский пистолет Desert Eagle и перспективные автоматические винтовки имеют канал ствола в форме шестигранной скрученной призмы, то есть классическую полигональную нарезку.