При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
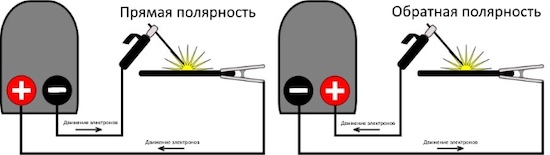
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.

Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.

Отличия режимов сварки
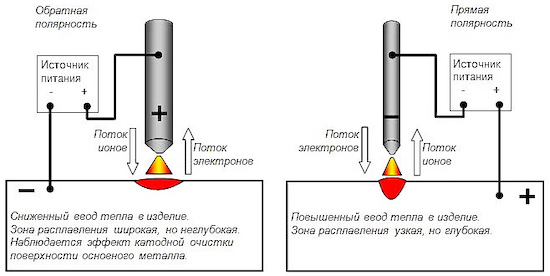
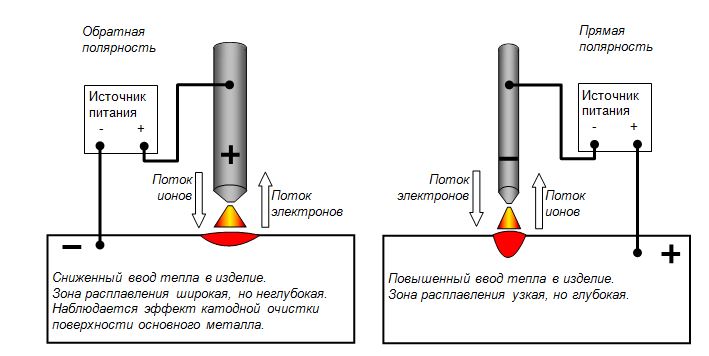
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с «минусом» на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности «классическим» способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.

Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
СОДЕРЖАНИЕ
- Как влияет полярность при сварке
- Что такое прямая и обратная полярность: техусловия выбора
- Сварка прямой полярностью
- Сварка обратной полярностью
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Существует только два варианта полярности, которые настраиваются перед работой:
- Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике. Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Читайте также: Сварка тонкого металла инвертором
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.
- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.
- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки. Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: Зависимость силы тока от диаметра электрода
Прямая и обратная полярность при сварке инвертором
Оцените, пожалуйста, статью
Всего оценок: 61, Средняя: 3
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.

Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.

Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.

Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.

Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.

Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.

Ставим точку в вопросах прямой и обратной полярности в сварке
Чтобы варить качественно, нужно знать многие тонкости сварки постоянным током. Одна из них, это обратная полярность, когда к электроду подсоединён плюс инвертора, а не минус.
Многие почему-то забывают о том, что ток течёт от плюса к минусу. Да, здесь есть множество противоречий, но следует знать, что ток может перетекать сразу в двух направлениях.
При отрицательном заряде ток течёт от минуса к плюсу, а при положительном заряде, наоборот, от плюса к минусу. Что касается ручной дуговой сварки инвертором, то при подключении электрододержателя к плюсу аппарата, мы получим обратную полярность.
Ставим точку в вопросе прямой и обратной полярности в сварке
Поэтому если вы постоянно путаете, где обратная, а где прямая полярность при сварке инвертором, просто запомните, что ток течёт от плюса к минусу. Таким образом, подсоединив к держаку плюс, сварка будет сильнее разогревать электрод, а не свариваемый металл.

Ну и наоборот, если к электроду подвести минус, а к металлу плюс от инвертора, то мы получим прямую полярность. В таком случае метал, будет нагреваться сильнее, и мы сможем больше углубить корневой шов. На самом деле все очень просто, от плюса к минусу.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.

Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.

Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.

Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Прямая и обратная полярность при сварке
Содержание:
- Дуговая сварка — режимы полярности
- Отличия режимов при сварке
- Что влияет на выбор
- Влияние полярности на сварку
- Достоинства и недостатки двух методик
- Сварка полуавтоматом
- Сварка инвертором
- Обучение специалистов сварных работ
- Интересное видео
При осуществлении соединения элементов конструкций сваркой, их монтаже и ремонте одним из вариантов является использование постоянного тока. Немаловажным фактором служит правильная настройка применяемой аппаратуры. Чтобы это осуществить, следует четко понимать, что такое прямая и обратная полярность при сварке.
Выбор зависит от поставленной задачи, которую необходимо решить. Полярность применительно к оборудованию означает один из вариантов его использования. Полярность при сварке влияет на протекание физических процессов во время производственного процесса. При переключении на другой вариант ток начинает течь в ином направлении, и сварка будет осуществляться по-другому. Это понятие во многом имеет отношение к сварке, осуществляемой с инвертором.

Дуговая сварка — режимы полярности
Для соединительных операций сваркой обычно находит применение ток неизменного значения. Имеется возможность выбирать, как будет осуществлена сварка постоянным током — обратной или прямой полярности.
Установка, предполагающая полярность прямую, позволяет качественно сваривать детали, обладающие немалой толщиной. Сварка током обратной полярности помогает избежать такого трудно исправляемого дефекта, как прожег, часто появляющегося, когда сварке подлежат тонкие металлические листы. Режим, предполагающий применение переменного тока, применяют исключительно редко, поскольку производительность прохождения процесса резко снижается.
При сварке ручным методом выбор режима, в частности, заключен в том, что имеется возможность устанавливать разную полярность, подключая соединение и электрод к разным клеммам, находящимся на лицевой стороне аппарата. Обратная полярность при сварке — это следующий способ подключения — электрод к клемме положительной, а детали — к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.

Прямой вариант означает противоположное включение. Тогда интенсивнее электрода начинают плавиться детали соединения, что является преимуществом при сварке толстых элементов конструкции. Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
Три составные части дуги: столб, область анодная и область катодная. При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде — катодным.
Столб — это плазма, разогретая до сверхвысокой температуры. Энергия тепла в дуге выделяется неравномерным образом. Электроны, достигшие анода, отдают ему собственную энергию. На этом месте появляется анодное пятно, разогретое в значительной степени. Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
Полярность при сварке постоянным током имеет два варианта. Это находится в зависимости от способов подключения. Они являются противоположными. Для получения прямого вида к изделию подсоединят «плюс», а к стержню с обмазкой — «минус». Для получения обратной делают все противоположным способом.
Если процесс происходит с неизменным током при установке прямого варианта, электрод начинает нагреваться медленнее, чем свариваемый металл. Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым. Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев — высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы.
При распространенном виде процесса — дуговой сварке, существенную роль играют различные параметры, такие как выбранный диаметр электрода, его тип и марка, напряжение на сварной дуге, скорость сварного процесса, положение шва. Одним из самых важных параметров является полярность сварки.

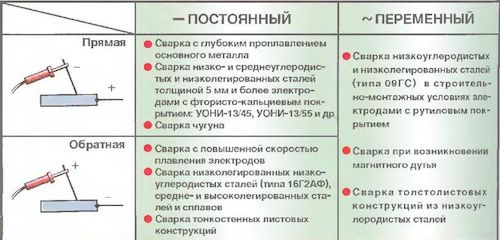
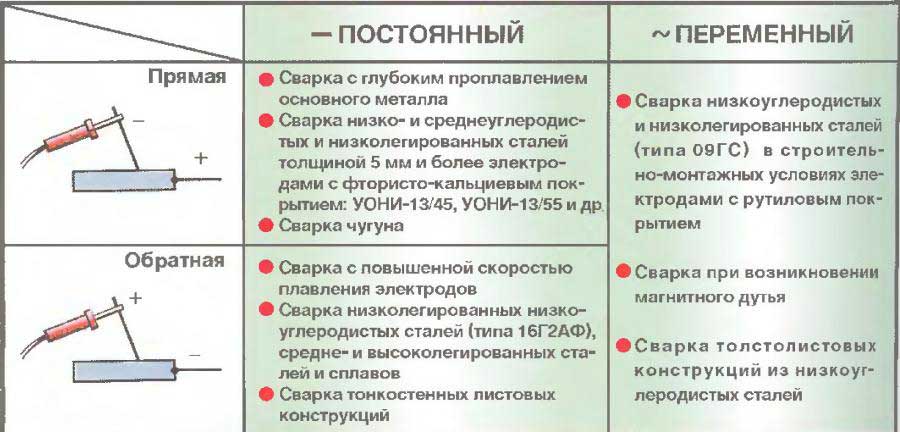
Род тока, который применяется в дуговой сварке, делится на два вида. Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.
Прямой вариант используют, когда предстоит сварка чугунных изделий или требуется глубокий проплав металла. Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Полярность влияет на внешний вид шва — его габариты и конфигурацию. При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
Отличия режимов при сварке
Сварка прямой и обратной полярности обладает существенными различиями. Прямая полярность при сварке обладает нюансами, которые рекомендуется принимать к сведению:
- значительную глубину;
- небольшую ширину шва;
- такие подключения осуществляются для сварки металлических изделий из металла, имеющих толщину не менее трех миллиметров;
- вольфрамовые стержни используют для деталей, изготовленных из цветных металлов;
- стабильность горения дуги;
- быстрая расплавка электродов;
- разбрызгивание увеличивает расход электродов.
Обратный вариант применяют тогда, когда предполагается уменьшить риск появления серьезных дефектов, приводящих к отбраковке. Такой вид также имеет смысл применять, когда сварке подлежат детали, предназначенные для ответственных конструкций. Чтобы предотвратить коробление при значительном нагревании обратный вариант применяют для сварки тонких листов.
Также имеет смысл ее использовать, когда сварке подлежат две стальные детали, обладающие разной степенью легированности. Подобные соединения обладают повышенной чувствительностью к лишнему перегреванию. Обратный способ используют, когда сварка происходит под защитой инертными газами.

Обратная полярность при сварке обладает в свою очередь такими особенностями:
- обратная полярность при сварке постоянным током создает соединение не чересчур глубоким, но зато широким;
- качество будет не таким высоким, если использовать обратный способ при сварке не тонких деталей;
- при обратном варианте нельзя применять виды стержней, обладающих повышенной чувствительностью к перегреванию;
- при снижении силы тока могут возникнуть скачки дуги и, соответственно, снижение прочности соединения.
При подключении аппарата к обычной сети, обеспечивающей ток переменного значения, надо использовать стержни с рутиловой оболочкой вследствие отсутствия у них зависимость от полярности. В этом случае допустимо применение любого варианта.
Что влияет на выбор
Прямая или обратная полярность при сварке выбирается сварщиком в первую очередь в зависимости от поперечных габаритов металла, подлежащего сварке. Когда она является значительной, массу на приборе следует подключать к плюсовой клемме, а электрод — к минусовой. Значительная температура на толстых элементах основательно прогреет металл в рабочей зоне. Это будет способствовать более глубокой величины провара. Сварной шов получится прочным и качественным.
Оправдывать себя будет обратная полярность при сварке тонкостенных металлических изделий. Это объясняется тем, что анодное пятно образуется на электроде, что устраняет угрозу пережога тонких деталей конструкции.
Прямая или обратная полярность в сварке выбираются также в зависимости от вида и типа металла, из которого изготовлены детали будущей конструкции. К примеру, полярность при сварке нержавейки или чугуна для получения надежного соединения должна быть обратной. Такой выбор обусловлен тем, что при этом не происходит перегрева деталей и не происходит образования тугоплавкого шва, которое потребует в дальнейшем особую обработку.
Прямая полярность при сварке применяется, когда предстоит соединять детали из алюминия. При этом пленка, которая покрывает цветной металл, от сильного нагревания расплавляется, и не является больше препятствием для образования правильного шва.
Один из критериев выбора режима — металл, применяемый в качестве покрытия стержня. Электроды, имеющие угольное покрытие, при использовании обратного варианта нагреваются быстро и разрушаются также быстро. Проволока, в которой покрытие отсутствует, хорошо себя проявляет при прямом способе.
Методика сварки должна быть описана в сопроводительной документации на соединение. Также имеются справочники, в которых содержатся необходимые сведения. Опытные сварщики могут руководствоваться своей практикой, чтобы сделать грамотный выбор полярности.
Влияние полярности на сварку
Полярность тока оказывает влияние на такие важные факторы, как глубина проплавления, качество сварного соединения и химический состав получившегося шва. Что сделать правильную установку надо четко понимать, что такое сварка током обратной полярности и что такое сварка током прямой полярности.
Термическими нюансами варианта с обратной установкой являются то, что после того, как произошло зажигание дуги, начинается появление анодного и катодного пятен. Разница температур у них является вполне впечатляющей — до 800°С. Выше температура у анодного пятна. Такое значительное количества тепла является положительным моментом для процесса, основанного на расплавления материалов с целью их дальнейшего соединения. Таким образом, обратная сварка по определению обеспечивает получение лучшего сварного шва.
При сварке с помощью постоянного тока в режиме прямой полярности металл электрода имеет скорость сгорания на 20-40% выше, чем в режиме обратной, что является недостатком метода. При работе с переменным током установка полярности никакой роли не играет. От подключения полюсов зависит форма и размеры сварного шва, что является немаловажным обстоятельством.
Достоинства и недостатки двух методик
Разные виды подключения оказывают различное влияние на процесс сварки. Нюансами сварки обратным током являются:
- тепловая энергия поступает в большем количестве на изделие, чем на стержень с обмазкой;
- существенный разогрев гарантирует глубокую проплавку, что является важным для получения качественного шва;
- плавление электрода происходит в медленном темпе, что не требует его частой замены;
- значительно снижается степень разбрызгивания металла и возникновения дефектов вследствие этого.
Прямая полярность тока при сварке имеет следующие нюансы:
- заготовленные для сваривания детали нагреваются минимально;
- электрод быстро плавится, что приводит к необходимости его частой замены;
- происходит значительное разбрызгивание раскаленного металла.
Из сравнения видно, что обратная сварка обладает большим количеством преимуществ. Однако большинство производителей электродов дают свои рекомендации по применению конкретных видов этих изделий и указывают их на этикетке или в сопроводительной документации на товар.
Сварка полуавтоматом
Такой вид осуществления сварочного процесса является очень популярным и имеет много достоинств. Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
При полуавтоматической сварке происходят некоторые изменения. Держак с электродом подключают на плюс, и массу на минус. Так делают для того, чтобы применяемый для этого способа флюс полностью выгорел. Тогда сварочный процесс происходит внутри газообразного облака. Металл меньше разогревается, а разбрызгивание раскаленного металла станет минимальным.
Сварка инвертором
Инвертор — это устройство, пришедшее на смену широко применяемым ранее трансформаторам. Он обладает меньшим весом и компактностью. Еще одно преимущество перед трансформаторами — меньшее разбрызгивание раскаленного металла. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Инвертор представляет собой прибор, обладающий определенными характеристиками, которые позволяют осуществлять с его помощью работы по сварке с применением различных технологий. Помимо всех основных характеристик, присущим обычным трансформаторам, инверторы обладают дополнительными, которые делают использование этого прибора более удобным и значительно расширяет их технические возможности. Инверторы могут применяться в промышленности и при сварочных работах в домашних условиях.

В комплект инвертора входят два кабеля. Первый их них заканчивается держателем, предназначенным для электрода. Второй — зажимом в форме прищепки для закрепления на детали. Одно из основных преимуществ — возможность установки при сварке инвертором прямой и обратной полярности.
Инвертор, по сути, представляет собой прибор, преобразующий переменный ток из розетки в ток постоянный. Конструкция устройства предполагает наличие металлического корпуса, на котором для осуществления охлаждения установлены вентиляционные решетки. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
На лицевой стороне находится защита от перегрева — специальный индикатор, который срабатывает при превышении установленной температуры. С помощью маховика осуществляется плавная регулировка сварочного тока в диапазоне 10-180 В.
Как происходит сварка инвертором
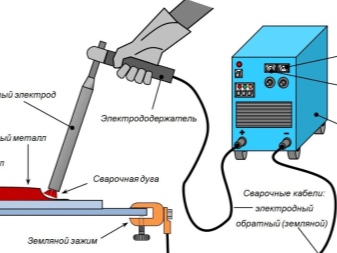
Основой инверторной сварки является классический принцип, заключающийся в том, что сваривание может осуществиться при наличии высокой температуры от появившейся сварной дуги.
От контакта электрода с поверхностью изделия образуется сварная дуга. Под влиянием высокой разогретости стержень с обмазкой и часть детали, находящаяся в процессе, плавятся, следствием чего является образование сварочной ванны. Часть обмазки электрода переходит в газообразное состояние, защищающего ванну от вредоносного действия кислорода. Жидкая составляющая расплавленной обмазки располагается поверх металла, находящегося в жидком состоянии, защищая его.

Остывая, жидкая обмазка образует шлак, который находится снаружи шва. Его удаляют постукиванием молотка. Важным обстоятельством для получения хорошего шва является непрерывность горения дуги. Для этого необходимо следить за постоянством длины дуги, то есть расстоянием между деталью и электродом. Это обеспечивается одинаковой скоростью, с которой электрод подается в зону сваривания. Следует стараться электрод вдоль наплавленного валика вести ровно, не отклоняясь.
Для того, чтобы при сваривании при помощи инвертора появилась дуга между электродом и деталью их металла, их необходимо подключить к разным полюсам. Разница в режимах состоит в том, куда будет подключен электрод на минус или на плюс. Правильный выбор зависит, в частности, от толщины свариваемых деталей и других факторов.
Прямую и обратную полярность при сварке постоянным током иначе называют «электрод-отрицательной» и «электрод-положительной». Такие названия более понятны и отражают варианты подключения электрода к плюсу или к минусу. Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
Каждый сварочный аппарат имеет гнезда, в которые подключают кабель от держателей, функцией которых является зажим электродов. Их также иначе называют массой.
Сварка масса плюс или минус означает, что куда цеплять массу при сварке, то есть, — к какому полюсу будет подключен кабель от держателя с закрепленным в нем электродом, такая и будет получена полярность. Для получения прямой полярности кабель держателя следует подключать к положительной клемме, а для получения обратной полярности кабель держака с электродом подключают к отрицательной клемме.
Держак инвертора
При установке плюса или минуса при сварке держак следует подобрать правильно и держать его удобным способом. Чтобы имелась возможность свободно манипулировать рукой для управления инвертором при сварке, рекомендуется правильно размещать держак, в котором закрепляется электрод.
Существует несколько видов держаков:
- Прищепка. Это самый распространенный, удобный и дешевый вариант. В зависимости от конструкции она бывает пружинной и рычажной.
- Вилка-трезубец. В ней можно удерживать электрод любого диаметра. Такое устройство можно изготовить самостоятельно.
- Цанга. Зажимает крепко, имеет большой срок службы. Находит применение при сварке конструкций, имеющих повышенную значимость.
- Держатель безогарковый. Металлический штырь 1 вмонтирован в цилиндрическую рукоятку 2. Фиксация электрода обеспечивается его привариванием к штырю.
- Винтовой. Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.

При сварке с помощью инвертора рекомендуется кабель держака обернуть вокруг части руки, расположенной между локтем и кистью. После этого взять держак в руку. Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Выбор инвертора и его эксплуатация
Прямое и обратное подключение сварочного инвертора является функцией любого агрегата этого типа. Кроме этого аппарат должен обладать дополнительными свойствами:
- антиприлипание;
- горячий старт;
- возможность работы с постоянным и переменным током;
- работа в помещении с повышенной влажностью;
- защита от перегрева;
- индикация в цифровом виде.
Помимо этого следует тщательно подойти к грамотному выбору электродов для конкретного вида сварочного соединения. При покупке нет смысла интересоваться у продавца или искать в сопроводительной документации ответ на вопрос «Можно ли менять полярность на сварочном инверторе?». Такой функцией обладают все имеющиеся модели инверторов.
Для нормального функционирования прибора надо перед началом сварочных манипуляций производить его осмотр. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
Необходимо также провести внутреннюю чистку аппарата. Для этого придется снять кожух, чтобы получить доступ к внутренним узлам. Чтобы не навредить содержимому, чистку от пыли и грязи следует проводить струей сжатого воздуха. Отдельно проводится контроль состояния клемм, подключение к которым определяет полярность при сварке инвертором. При обнаружении на них окисления его удаляют наждачной бумагой мелкой зернистости.
Перед началом процесса сварки необходимо произвести подготовительные работы. В их число входит очистка и обезжиривание деталей, подлежащих соединению. Затем необходимо выставить на аппарате необходимые режимы. В частности, необходимо проанализировать, какая полярность подключения сварочного инвертора подойдет для осуществления конкретного вида сварки. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Работа с применением инвертора на постоянном токе возможна только при двух вариантах настройки, которые регулируют направление, в котором будет двигаться электроны.
Прямая полярность при сварке инвертором предполагает, что подключение «минуса» произошло к электроду, а «плюса» — к металлической детали. Такой режим необходим для увеличения глубины сварного шва при соединении заготовок, обладающих большой шириной.
Обратная полярность при сварке инвертором означает, что электрод при выставлении необходимого режима был подключен к «плюсу», а металлическая деталь, соответственно, к «минусу».
Если во время рабочей смены ставится задача сваривания разных соединений, то для того, чтобы изменить режим достаточно поменять подключение к необходимым клеммам, что является не просто простым действием, а очень простым, осуществляемым вручную. Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Грамотно выбранная полярность на сварочном инверторе зависит от следующих обстоятельств:
- Толщина деталей. При подсоединении, обеспечивающем прямую полярность, деталям достается основной нагрев. Ширина шва получается довольно глубокой. Для тонких деталей это не годится, поскольку может образоваться дефект в виде прожига, который не всегда можно ликвидировать. Поэтому для сварки тонких листов целесообразно применять обратный вариант.
- Вид материала свариваемых деталей. При сварочных работах приходится иметь дело с различными металлами и сплавами, которые обладают разными свойствами. К примеру, к среднеплавким металлам относится часто применяемый в конструкциях алюминий. Ему подойдет прямое включение. Перегревать нержавеющую сталь не стоит, поэтому для нее выбирают обратное подключение. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
- Тип электрода. Все электроды имеют покрытие, которое при сгорании вытесняет воздух, препятствуя возникновению такого дефекта, как поры. При выборе режима необходимо учитывать совместимость режима с видом покрытия. Например, если применяют при сварке электроды с угольным покрытием, то обратная сварка не является подходящим вариантом.
Сложным случаем является, когда электрод и заготовки обладают характеристиками, которые требуют противоположных настроек. Тогда выбор полярности сварки — обратной или прямой потребует компромиссного решения. В качестве дополнительных мер принимается регулировка тока и скорости сварочного процесса. Такое решение под силу сварщикам, обладающим большими навыками, а начинающим работникам следует с ними посоветоваться. Выбор режима должен быть указан в технологической карте на производственный процесс.
Выбор электродов
При выборе электродов, предназначенных для сварки с помощью инвертора, необходимо иметь в виду, что на него будет оказывать влияние марка и вид материала, из которого изготовлены детали изделия. Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
К критериям выбора электродов относится то, какой должен быть вид стержня — плавящийся или неплавящийся. Плавящиеся представляют собой стержни со специальной обмазкой, назначением которой является создание зоны защиты и повышения стабильности горения дуги. Такой вид находит применение при дуговой сварке. Неплавящиеся электроды используются при сварках под защитным газом, в частности аргоном.

На выбор электродов также оказывает влияние режим полярности. Полярность электродов подразумевает, к какой клемме следует подключить стержень с обмазкой, чтобы был осуществлен выбранный режим. Электроды при обратной полярности подсоединяют к клемме, имеющей обозначение «плюс».
Современные популярные марки электродов из существующего их рейтинга обладают при применении совместно с инвертором такими преимуществами:
- простота выполнения производственного процесса сварки;
- получение хорошего шва соединения различных форм и размеров;
- отделяемость образовавшегося шлака, не составляющая большого труда;
- возможность сваривать даже детали с коррозией;
- безопасность для сварщика.
Выбор диаметра зависит от толщины элементов изделия, подлежащих сварке. При этом существует прямая зависимость. Чем более толстые детали, тем больший диаметр электродов следует выбирать для сварки деталей конструкции. Электроды совсем маленького диаметра используют для закрепления прихваток — небольших поперечных швов для фиксации соединяемых деталей.
Покрытия стержня электрода могут носить разный характер. Они условно разделены на 4 категории. Первая из них так и называется — основной и является наиболее распространенной. Такой вариант выбирают при желании получить соединение, обладающее высоким качеством, механической прочностью, пластичностью, устойчивостью к образованию трещин. Вариант вполне годится для ответственных конструкций и в дальнейшем использовании соединения в суровых климатических условиях.
Наиболее популярной маркой электродов с рутиновым покрытием является МР-3. Они обладают многими преимуществами:
- успешно используются для соединения деталей из низкоуглеродистой стали;
- обеспечивают качественное соединение, как при переменном, так и при постоянном токе;
- при выполнении сварки инвертором происходит небольшое разбрызгивание раскаленного металла;
- применимы для выполнения швов любого пространственного положения;
- хороший внешний вид получаемого шва.
Две другие категории находят применение реже при определенных условиях сварочного процесса.
Обучение специалистов сварных работ
Работа сварщика является престижной и обладающей постоянной востребованностью. Но, для того, чтобы стать официально оформленным специалистом, необходимо получить образование в этой области. Это будет служить гарантией для работодателя, что сварные работы будут проведены грамотно, с соблюдением современных технологий и наименьшим процентом отхода в брак.
Поскольку развитие технологий сварки и выпуск нового оборудования происходят стремительно, то даже людям, имеющим большие практические навыки в этой области необходимо периодически проходить обучение, чтобы быть в курсе происходящих перемен и усовершенствований.
Обучению подлежат не только простые исполнители-сварщики, но и руководители работ — инженеры и технологи. Высший состав может закрепить свой статус при окончании профильных факультетов колледжей и институтов, а сварщикам достаточно окончить специализированные курсы.
После окончания курсов и успешного прохождения экзаменов учащемуся выдается удостоверение об окончании и присвоении ему соответствующего разряда. Такой документ является пропуском для получения денежной и интересной работы.
Программа занятий на курсах делится на две части — теоретическую и практическую. Первую из них ведут в специально отведенных для этого аудиториях лекторы, имеющие профильное образование и педагогический стаж.
Программа курса включает различные вопросы, в том числе соответствующие теме нашей статьи:
- полярность электродов при сварке;
- что такое обратная полярность при сварке;
- что такое обратная полярность при сварке инвертором;
- что это — обратная полярность при сварке постоянным током;
- обратная полярность при сварке постоянным током — что это такое;
- ток обратной полярности при сварке.
Разумеется, этим не исчерпывается полный список изучаемых предметов.
Практические занятия позволяют применить полученные знания в деле. На них обязательно должен присутствовать мастер, следящий за правильным ходом выполнения работ и отвечающий на возникшие вопросы.
За дополнительные деньги можно приобрести курс индивидуального обучения, но групповые занятия имеет свои преимущества. Рекомендуется прислушиваться к разбору совершенных ошибок других участников занятий. Это позволит приобрести дополнительную информацию о правильном выполнении различных методов сварки.
После окончания прохождения программы наступает очередь доказать свои знания и показать умение приемной комиссии на выпускном экзамене. При положительной оценке, выставленной комиссией, учащемуся выдают удостоверение узаконенного образца.
В удостоверении указывается наименование учебного центра, который его выдал. Указываются практические действия по сварке, проведенные экзаменуемым. Проставляется оценка за демонстрацию теоретических основ по сварке. Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.
При окончании курсов можно получить конкретную специализацию, например, «Сварщик электродуговой сварки», «Газосварщик», «Сварщик-вышкомонтажник». В последнее время особо престижной является профессия «Сварщик-аргонщик». Она дает право работать на сварке под защитой газа-аргона, что дает большие преимущества перед другими способами.
Сварщикам, мастерам, инженерам, технологам и руководителям работ, желающим иметь доступ к контролю соединений на особо ответственных конструкциях, имеется возможность получить дополнительное образование, закончив курсы НАКС. Это значительно повысит их конкурентоспособность.
Интересное видео
Все, что нужно знать о полярности при сварке инвертором

Содержание
- Что это такое?
- Обзор видов
- Нюансы выбора
Для электрической сварки различных видов металлических заготовок применяются специальные виды сварочных электродов, но для успешного процесса еще необходимо и правильно выбрать настройки на инверторном сварочном аппарате, чтобы технологический цикл соответствовал параметрам электрического тока. Принцип полярности, который применим к электросварочным устройствам, позволяет работать с металлическими заготовками любой толщины, выполняя качественный соединительный шов.
Используя полуавтоматическое сварочное устройство, сварщику нужно знать не только какой силы электроток ему потребуется, но и какая полярность катода и анода будет необходима. Любой инверторный сварочный аппарат можно настроить для работы с обычными металлами, цветными сплавами, а также с высокоуглеродистой или легированной сталью.

Что это такое?
При работе сварочного инверторного аппарата должна быть выбрана его полярность – другими словами, нужно определить, к какому гнезду с «+» или с «-» будет подключен сварочный электрод, а к какому – заготовка для сварки. От выбора порядка подключения электрического тока напрямую зависит полярность, которая бывает прямой и обратной.
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.
Переменный или постоянный электрический ток, так же как и его полярность, определяется местоположением катодного и анодного пятна. Во время выполнения сварочных работ посредством прямой полярности заготовка будет сильно разогреваться, так как на ней сформировано анодное пятно, генерирующее огромный объем тепловой энергии такой интенсивности, что может расплавиться даже сама заготовка.

Особенности обратной полярности сварочного инвертора состоят в том, что присоединение клемм электрода и массы будет поменяно местами. К разъему со знаком «+» подключают сварочный электрод, а к разъему со знаком «-» – металлическую рабочую заготовку. В этом случае генерирование тепловой энергии, или как его еще называют «анодное пятно», будет обнаруживаться на конце сварочного электрода.
Подключение прямой или обратной полярности осуществить вручную возможно только при работе инвертора в режиме постоянного электротока, тогда как в режиме переменного тока смена полярностей на сварочном аппарате происходит в автоматическом режиме по несколько раз за 1 секунду.
Перемена места положения анодного пятна дает возможность выбора наиболее благоприятного режима работы для различного типа заготовок. Например, если нужно сварить чугунные или нержавеющие стальные заготовки, то выбирается режим обратной полярности. А для сварки алюминия нужен деликатный режим прямой полярности, необходимый для быстрого удаления окислительной пленки.

Для выполнения электросварки конкретных сплавов металла существуют определенные режимы настройки инверторного сварочного аппарата. Их выбор зависит от показаний температуры плавления металла и применяемого флюса. В случае, когда электросварочные работы выполняются с применением угольных электродов, применяется режим прямой полярности, так как нельзя допускать, чтобы флюс перегревался и приводил сварочный электрод в непригодность.
Бывает и так, что для металла и сварочного электрода подходят противоположные по полярности настройки сварочного аппарата. В этом случае приходится подбирать оптимальное сочетание рабочих параметров инвертора, совмещая их с показателями силы электрического тока. В такой сложной ситуации следует учитывать рекомендации по использованию инверторного сварочного аппарата, которые имеются в его технической документации.

Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Для изменения полярности подключения достаточно правильно поменять местами клеммы подсоединения к сварочному аппарату. Полярность подключения электрического тока может быть 2-х видов. Каждый тип электросварки имеет свои преимущества и недостатки.

Прямая
Прямая полярность подключения обладает следующими характеристиками:
- в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
- процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
- электрическая дуга устойчива и постоянна, не склонна к срывам;
- сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
- с помощью электродуги можно выполнять резку металлических заготовок;
- сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
- методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
- нагрев присадочной проволоки или электропроводника происходит медленно;
- с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
- при образовании шва снижен процент введения карбона в массу расплавленного металла.

Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.


Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.

Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Если требуется большая глубина проплавки металла, то ее сможет обеспечить только режим обратного подключения электротока.


Нюансы выбора
Чтобы выполнить сварочные работы инверторным аппаратом, недостаточно подключить его к сети 220 вольт. Потребуется выбрать необходимые расходные материалы, а также определить полярность, по которой его следует подключать. Полярности меняют в зависимости от толщины и марки стали, а также от типа электрода.
При подборе полярности важно помнить, что в области анода (где разъем «+») будет всегда сгенерирована мощная тепловая энергия, способная разогревать металл до 4000°C, а на катоде (где разъем «-») температура плавления будет достигать не более 3000°C. Поэтому для выполнения сварки тонкого металла, важно правильно использовать клеммы полярности, чтобы не прожечь стенки металлической заготовки.

Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной технологии.
- При выполнении электросварки металлических заготовок с толстыми стенками потребуется прожечь большую толщу материала, что даст возможность увеличения площади контакта металла с рабочей поверхностью и будет способствовать заполнению любых пустот. Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.
- При выполнении электросварки деталей с тонкими стенками для защиты от сквозного прожига металлической заготовки на поверхность металла нужно посылать отрицательный заряд электротока, а на стержень сварочного электрода – положительный заряд. Если пренебречь этим правилом, готовый сварочный шов может получиться неровным или с отверстиями.
- Степень прогрева поверхности металлической заготовки и сварочного электрода выбирают путем настройки силы электрического тока на инверторном сварочном аппарате. Чем выше сила электрического тока, тем сильнее будет нагреваться электродуга и та область, к которой она прикасается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, то сила электрического тока при его подаче будет снижена примерно на 15%.

Работая с инверторным сварочным инверторным аппаратом, следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хороших и надежных результатов. Например, толстостенная металлическая заготовка при работе с обратной направленностью электротока плохо прогреется, и готовый сварочный шов будет очень поверхностным, не захватывающим глубокие слои материала. Для устранения этого недостатка и укрепления сварки придется делать шов и с другой стороны изделия, что в значительной мере увеличит затраты средств и времени.
Если начать сваривать тонкостенные заготовки металла в режиме положительной полярности, то металл быстро расплавится и начнет стекать, сварочный электрод его будет прожигать, а множественные брызги загрязнят рабочую поверхность деталей, и после сварки придется потратить много сил и времени, чтобы их удалить.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет прочным и порадует своим внешний видом.

В следующем видео рассказывается о полярности при сварке.

Содержание
- Чем различаются прямая и обратная полярности
- В чем отличия сварки на прямой и обратной полярности
- Как выбирать полярность
- Когда используют прямую и обратную полярность при сварке инвертором и полуавтоматом
- Особенности сварки на разной полярности
Качество соединения и скорость работы зависят от режимов сварки. Больше всего на глубину проплавления и производительность влияет сварочный ток: его величина и полярность. Для настройки инверторов для ММА, MIG/MAG сварки и смены полярности используют переключатель или меняют кабельные разъемы.
Неправильный выбор полярности приводит к плохому проплавлению, большому количеству брызг, перегревание и ускоренное сгорание электрода. Объясняем, в чем разница при сварке на прямой и обратной полярности, как её выбирать и менять.
Чем различаются прямая и обратная полярности
Электрическая дуга — устойчивый длительный разряд между электродом и заготовкой. Она состоит из трех частей:
- Столб. Центральная зона, где находятся отрицательно заряженные электроны и положительно заряженные аноды.
- Анодная зона — «плюс». К ней перемещаются электроны, образуя объемный отрицательный заряд.
- Катодная зона — «минус». К ней двигаются аноды, формируя концентрированный положительный заряд.
При прямой полярности электрод подключают к «минусу», а массу к «плюсу». Анодная зона образуется на стороне свариваемой детали.
При обратной полярности массу подсоединяют «минусу», а электрод к «плюсу». Анодная зона формируется на стороне электрода.
Сменить полярность можно только на постоянном токе. Здесь действуют базовые правила физики.
Постоянный ток стабилен — заряженные частицы двигаются в одном направлении: поток электронов перемещается от «минуса» к «плюсу». Это позволяет менять полярность.
Переменный ток меняет направление через равные промежутки времени: поток электронов постоянно колеблется и образует синусоиду. Соблюдать полярность не получается.
В чем отличия сварки на прямой и обратной полярности
Главное отличие при сварке на прямой и обратной полярности — зона концентрации тепла. Объясняется это температурными особенностями электрической дуги.
Температура в анодной зоне выше, чем в катодной. Разница может достигать 10000. В зависимости от режима сварки больше тепла выделяется на заготовке — при прямой полярности или электроде — при обратной полярности.
Как выбирать полярность
Чтобы верно выбрать полярность, надо учитывать несколько факторов.
Толщина заготовки
Толстая заготовка требует более сильного нагрева для глубокого проплавления. Для сварки таких деталей используют прямую полярность, при которой тепло концентрируется на металле. Это обеспечивает активное плавление и качественный шов.
Тонкие заготовки чувствительны в перегреву. Их сваривают на обратной полярности, при которой тепло сконцентрировано на электроде. Глубина проплавления уменьшается, как и риск прожечь деталь, а шов формируется равномерно.
Металл
Чугуны и стали, которые не любят перегрева: высоколегированные, нержавеющие, сваривают электродами на обратной полярности. Это помогает избежать таких дефектов, как изменение структуры металла, появление трещин и ухудшение эксплуатационных свойств соединения. Для углеродистых и низколегированных сталей можно выбирать прямую полярность, они не чувствительны к перегревам.
Электроды и проволока
Электроды и их обмазка разных типов отличаются друг от друга. Состав определяет характер расплавления. Это учитывают нужно учитывать при выборе полярности. Рекомендации к использованию всегда указаны на упаковке.
Полярность для часто используемых электродов можно посмотреть в таблице
|
Марка электрода |
Полярность |
|
АНО-21, АНО-4, АНО-25 |
обратная |
|
МР-3 |
обратная |
|
УОНИ 13/45, УОНИ 13/55 |
обратная |
|
ОЗС-12 |
прямая |
|
ОК 46.00, ОК 48.00 |
обратная/прямая |
|
ЦУ-5 |
обратная |
|
LB-52U |
обратная/прямая |
|
ОЗЛ-8 |
обратная |
|
ЦЧ-4 |
обратная |
|
ТМУ-12У |
обратная |
|
ЦЛ-11 |
обратная |
|
ОК 63.30, ОК 63.20 |
обратная |
Когда используют прямую и обратную полярность при сварке инвертором и полуавтоматом
Сварку током прямой и обратной полярности выполняют в разных режимах.
Инверторы для ММА используют для работы с заготовками от 4 мм. В зависимости от толщины детали и металла выбирают электроды и полярность.
Нижняя граница работы с полуавтоматом 0,7-1 мм. Для тонколистового металла и MIG/MAG основной режим — обратная полярность. Её применяют при сварке алюминиевой, нержавеющей, углеродистой сплошной проволокой. Для FCAW и порошковых проволок, например для чугуна, выбирают прямую полярность.
Особенности сварки на разной полярности
У сварки на прямой и обратной полярности полуавтоматом и инвертором для ММА есть свои особенности.
Прямая полярность:
- обеспечивает глубокий провар, так как больше тепла выделяется на заготовке;
- подходит для резки, сварки деталей толщиной от 3-4 мм и черного металла;
- выбирается для сварки электродами с основным, рутилово-основным покрытием, порошковой проволокой;
- позволяет формировать ровный, качественный шов, благодаря стабильной дуге.
Обратная полярность:
- подходит для сварки тонколистового металла и чувствительных к перегреву сталей;
- используется при работе с электродами с тугоплавкой обмазкой, рутиловым покрытием, сплошными проволоками;
- помогает исключить прожигание заготовки, равномерно формировать шов и поддерживать стабильное горение дуги на низких сварочных токах.
Вести сварку можно на любой полярности. Нужно только запомнить, в каком случае сильнее нагрев на заготовке, а в каком — на электроде. При выборе расходных материалов руководствуйтесь тем, что указывает на упаковке производитель.
«Что такое смена полярности?» — это один из самых частых вопросов, задаваемых начинающими сварщиками. Разобраться с этим нюансом просто необходимо, иначе в процессе работы могут возникнуть вполне ощутимые проблемы. В нашей статье мы попробуем максимально четко и подробно разобрать эту тему. Ознакомившись с рекомендациями ниже, вы раз и навсегда сможете усвоить, что значит полярность инвертора и в каких ситуациях ее нужно менять.
Сварка инвертором: прямая и обратная полярность
По сути пресловутой сменой полярности принято называть тип подключения держака и клеммы заземления. В этом и кроется весь большой секрет. При прямой полярности электрододержатель подключают к минусу, а массу к плюсу. При обратной все делают с точностью наоборот.
При этом важно понимать, что сильнее будет нагреваться тот элемент, который подключен к положительной клемме. Если плюс идет на заземление, то и температура на свариваемых заготовках будет куда выше, чем на электроде. Руководствуясь этой информацией, опытные сварщики и выбирают полярность при сварке инвертором. Мы же приведем наиболее распространенные ситуации для того или иного варианта.
Какой полярностью варить инвертором?
 Общего правила не существует. Есть только несколько рекомендаций и инструкции, прописанные на упаковках с электродами. Как правило, этих знаний вполне достаточно для того, чтобы успешно справляться с любыми поставленными задачами.
Общего правила не существует. Есть только несколько рекомендаций и инструкции, прописанные на упаковках с электродами. Как правило, этих знаний вполне достаточно для того, чтобы успешно справляться с любыми поставленными задачами.
Прямая полярность инвертора: когда используется такое подключение
Мы уже знаем, что при прямой полярности основной нагрев приходится на заготовку. Из этого можно сделать вывод, что этот способ идеален для:
- Для сварки толстых заготовок.
- Для сварки чугуна.
- Для работы с низко- и среднеуглеродистыми сталями, а также низколегированными марками.
Важно просто запомнить, что если вам необходимо глубокое проплавление, выбирайте прямую полярность. Но помните, что в данном случае металл с электрода будет поступать большими каплями. При этом количество брызг увеличится. А еще прямая полярность славится плохой стабильностью дуги.
Когда нужно выбирать обратную полярность инвертора?
Из всего сказанного выше можно понять, что обратная полярность — идеальный вариант для работы с тонкими заготовками. Она также подойдет для нержавейки и тех материалов, которые категорически нельзя перегревать.
Если вам необходимо предотвратить прожоги, то смело подключайте держак к плюсу и точно не ошибетесь. При этом помните, что очень тонкий металл варят прерывистым швом. Электрод на мгновение извлекают из сварочной ванны, а затем быстро поджигают снова.
Усвоив эти простые правила работы на прямой и обратной полярности инвертором, вы в разы улучшите свое мастерство. А подобрать все необходимое для сварки: электроды, электрододержатели, клеммы и даже сварочные аппараты вы всегда можете в нашем каталоге. Заходите и выбирайте прямо сейчас, не упустите свой шанс купить все по супер низким ценам!