Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
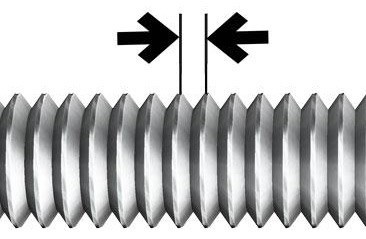
Шаг резьбы — расстояние между витками
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
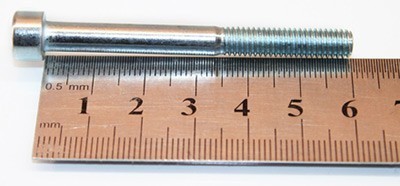
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
Например:
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:

Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Экранный резьбомер для Android
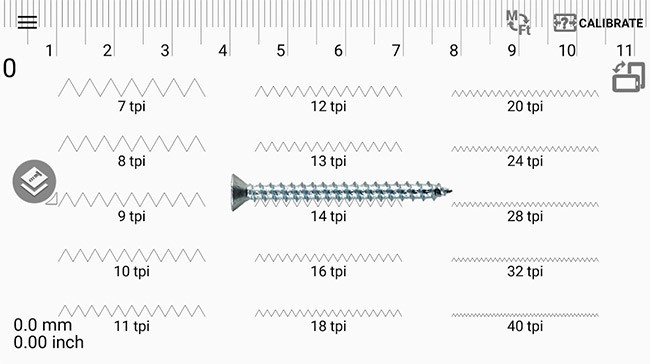
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Обновлено: 14.07.2022 15:36:14

Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Нажмите, чтобы поставить
оценку
-
15.02.2009, 17:19
#1

Lupo
0 ошибся с шагом резьбы, можно ли исправить?
ошибся с шагом резьбы, можно ли исправить? сделали 1,25 , а надо 1,5мм. можно ли леркой прогнать на 1,5 или будет ли это гуд? витков сейчас 8. или вообще попробовать закрутить так, боюсь испортить резьбу в «блоке с охлаждающей жидкостью» (не знаю как это называется, рядом с нижней частью радиатора)
-
15.02.2009, 17:26
#2
Всем Перцам — Перец Клуба!
0
Skoda octavia 2.0TDI 6DSG
ИмелSKODA SUPERB COMBI 2.0 TDI 6DSG Elegans+ passat B3 и B5
-
15.02.2009, 17:31
#3
Golf
0
lifter
+1 ,
если конечно ишешь приключений то можно и эту резбу вкрутить приложа чуть больше усилие
-
15.02.2009, 17:42
#4
Phaeton
0
kkk
Новую деталь делай. Все остальное — порча ответной части будет.
-
15.02.2009, 22:59
#5
Lupo
0
жаль, думал можно прогнать на 1,5 , ведь 2-3 витка почти целиком совпадут
-
15.02.2009, 23:03
#6
Phaeton
0
kkk
Ключевое слово: Сообщение от kkkпочти
-
15.02.2009, 23:14
#7
Passat
0
ребяты, не пудрите моск…новая деталь, конечно, хорошо, но если возможности нет, то можно и прогнать с другим шагом, ща мотивирую))
надо бы уточнить, как я понял что это пробка под жидкость…по этому еще раз стОит проверить метрическая там резьба или трубная…идем дальше.
надурО закрутить можно, но это, как раз будет порча резьбы, а вот прогнать, да, можно, потому что шаг 1.5 врезается в деталь глубже чем 1.25…(я уверен что речь идет о метрической резьбе, раз шаг дан в миллиметрах..) дело в том, что у метрической резьбы угол =60 градусов, соответственно, глубина нитки будет на четверть миллиметра глубже, а значить будет держать..
только затягивать надо аккуратнее
Б5 сарай запродал, Камри запродал, Теперь Хонда, но я с Вами
О! А существует медаль за верность Клубу?
-
15.02.2009, 23:17
#8
Golf
0
SherKhan©
не стоит оно того
-
15.02.2009, 23:24
#9
Golf
0
Прогоняй должно получиться витка 4 точно совподут. Можно еще после прогона холодной сваркой резьбу промазать только не переборщи.
-
15.02.2009, 23:25
#10
Всем Перцам — Перец Клуба!
0
Если есть возможность, то как вариант поставить футорку. А, ты наружнюю просадил?
-
16.02.2009, 01:01
#11
Lupo
0
Сообщение от pavelЕсли есть возможность, то как вариант поставить футорку. А, ты наружнюю просадил?
наружнаяДобавлено спустя 1 минуту 44 секунды:
всем спасибо. куплю лерку и попробую прогнать!









Похожие темы
-
Ответов: 17
Последнее сообщение: 11.06.2009, 13:36
-
Ответов: 3
Последнее сообщение: 04.06.2008, 21:53
-
Ответов: 42
Последнее сообщение: 02.02.2005, 19:49
-
Ответов: 45
Последнее сообщение: 11.01.2005, 02:39
-
Ответов: 66
Последнее сообщение: 25.12.2004, 16:56
Ваши права

- Вы не можете создавать новые темы
- Вы не можете отвечать в темах
- Вы не можете прикреплять вложения
- Вы не можете редактировать свои сообщения
- BB коды Вкл.
- Смайлы Вкл.
- [IMG] код Вкл.
- [VIDEO] код Вкл.
- HTML код Выкл.
Правила форума
Регистрация: 27.10.2012
Нальчик
Сообщений: 24
Имеется деталь в ходовой авто, на ней вварена гайка с резьбой 18х1… можно ли нарезать резьбу 18х1,5 или в таком случае резьба силь прослабиться? Будет ли держать или лучше рассверливать на больший деаметр и делать переходную втулку с соответствующей кучей гемороя связанной с поиском токаря, намазывания фиксатора резьбы и т.д.
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28144
Kazya написал :
Будет ли держать если нарезать резьбу с 18х1 на 18х1,5 ?
Нет не будет. Половина витков в гайке будет срезана.
Чем вызвана необходимость перенарезать резьбу?
Регистрация: 28.01.2012
Санкт-Петербург
Сообщений: 4144
Kazya написал :
на ней вварена гайка с резьбой 18х1
Вварить другую гайку сильно сложно?
Заменить деталь на новую даже не предлагаю…
А вообще то я занимаюсь строительством сайтов и интернет-магазинов
Регистрация: 14.08.2010
Жигулевск
Сообщений: 363
Kazya написал :
деталь в ходовой авто
Чтобы улететь в кювет или к праотцам любые способы ремонта пригодны, кроме нормальных, когда устанавливается новая качественная деталь. Неужели ваша жизнь или жизнь водителя авто стоит дешевле этой детальки?
Регистрация: 27.10.2012
Нальчик
Сообщений: 24
Ну коллеги не стоит сразу табуретами кидаться  естественно если бы можно было поменять/вварить/поколдовать — так и сделал бы, но увы авто редкое в наших краях-запчасть в лучшем случае из Америки будет, да и та б/у ибо раритет уже — почти 40 лет. В общем машинка на реставрации, деталь не такая уж и ответственная-к сожалению не силен в тех. названиях, не могу ее правильно обозвать… Короче предложили перенарезать резьбу-я засомневался вот и спросил, второй вариант-рассверлить, заказать у токаря переходную втулку, посадить ее на фиксатор резьбы и вперед… Но с таким я еще не сталкивался-какие тут подводные течения-будет ли крепче чем перенарезаная резьба… Или искать новую деталь…
естественно если бы можно было поменять/вварить/поколдовать — так и сделал бы, но увы авто редкое в наших краях-запчасть в лучшем случае из Америки будет, да и та б/у ибо раритет уже — почти 40 лет. В общем машинка на реставрации, деталь не такая уж и ответственная-к сожалению не силен в тех. названиях, не могу ее правильно обозвать… Короче предложили перенарезать резьбу-я засомневался вот и спросил, второй вариант-рассверлить, заказать у токаря переходную втулку, посадить ее на фиксатор резьбы и вперед… Но с таким я еще не сталкивался-какие тут подводные течения-будет ли крепче чем перенарезаная резьба… Или искать новую деталь…
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Kazya написал :
второй вариант-рассверлить, заказать у токаря переходную втулку, посадить ее на фиксатор резьбы и вперед… Но с таким я еще не сталкивался-какие тут подводные течения-будет ли крепче чем перенарезаная резьба…
Материал не чугун хоть В этом можно твердо убедиться только надсверлив сверлом ф3-4 и глянув стружку. Сколько там «тела» у нас получается (ключ на сколько)? Толщина гайки? Сталь не твердая? Напильник спокойно пилит? Рассказывайте, не степесняйтесь
В этом можно твердо убедиться только надсверлив сверлом ф3-4 и глянув стружку. Сколько там «тела» у нас получается (ключ на сколько)? Толщина гайки? Сталь не твердая? Напильник спокойно пилит? Рассказывайте, не степесняйтесь
Так «пальцем в небо», если особых нагрузок нету…26-28мм минимум сама втулка…Что от гайки останется?
Но диаметр М18 наверняка предполагает нешуточные усилия. Вы с этим делом не шутите…
Еще вариант. Заварить отверстие, просверлить, прозенковать зенкером на 17 и нарезать новую резьбу М18х1, все в станке естественно. Если не токарный, то сверлильный. Если гайка не самокал, выясниться после сварки . Бум думать, что нет, раз гайка уже вварена.
. Бум думать, что нет, раз гайка уже вварена.
Еще вариант. Перерезать в гайке на М20х1. Изготовить токарем новый винт, или что там у вас, М20х1. Вот это лучше всего, ИМХО.
Alex___dr написал :
Нет не будет. Половина витков в гайке будет срезана.
Понятное дело
Pekkonen написал :
Вварить другую гайку сильно сложно?
Еще лучше вариант
Регистрация: 27.10.2012
Нальчик
Сообщений: 24
Материал не чугун точно, толщина стенки 5-6мм высота/длина резбовой части 15мм. Напильник берет, но не сказать что так уж легко… Вариант с завариванием-боязно потом вдруг не рассверлиться нормально-дрель не слабую надо и не факт что удержишь…да все вокруг, от сварки похериться(а кузов уже окрашенный, полированый, антикор, антигравий-жалко)…
Вариант с рассверливанием-толщины стенки на мало ли будет после такого(останется наверно 3-4мм)
Ну и еще пара наивных вопросов, перед тем как смириться с необходимостью более глобального вмешательства:
Ну а глубина волны резьбы 18х1,5 не больше чем у18х1 ? Ну а если, как было сказано выше, «половина витков» похериться-это значит другая половина останется? Этого остатка на 15мм длине не хватит?
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28144
Kazya написал :
Ну а глубина волны резьбы 18х1,5 не больше чем у18х1
Больше… Но в другую сторону… Наружный диаметр резьбы одинаковый… И если резьба 18х1 ещё и сорвана, то с учётом срезания половины (разница в шагах резьбы…) витков держать не будет.
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Kazya написал :
Ну а глубина волны резьбы 18х1,5 не больше чем у18х1 ? Ну а если, как было сказано выше, «половина витков» похериться-это значит другая половина останется? Этого остатка на 15мм длине не хватит?
Допустим вы нарезали там 18х1.5, да хоть 18х2, но винт там все равно сорвется.
Kazya написал :
Вариант с завариванием-боязно потом вдруг не рассверлиться нормально-дрель не слабую надо и не факт что удержишь…да все вокруг, от сварки похериться(а кузов уже окрашенный, полированый, антикор, антигравий-жалко)…
Да какая дрель? Вы разобьете отверстие. Это еще можно руками зенковкой пройтись. А сверлить дрелью таким крупным сверлом заведомая порча. Только в станке сверлильном. Или стойку для дрели по месту крепить, только не руками. Все испортите. Можно и на станке все испортить. Сверло заточенное несимметрично и привет…Артель «напрасный труд».
Уж ежели все так плохо, но нитки, вершины еще немного остались, просто налить анаэробный герметик резьбовой экстра стронг, обезжирить только все тчательно. Под вашу ответственность, я ничего не говорил…
Регистрация: 14.08.2010
Жигулевск
Сообщений: 363
Для музейного экспоната (с условием, что ездить не будет) такое еще можно принять, но для машины, которая может оказаться в потоке… Не приведи господи.
Вот все удивляются, почему ракеты падают. Да вот из-за такого же подхода, когда люди свой труд не уважают и гoвнo лепят. Правила безопасности они кровью написаны, зачем нужны жертвы там, где можно без них обойтись, сделав ремонт, как должно!
Хорошо сказано: Люди умные не попадают в глупые ситуации.
Регистрация: 19.06.2008
Лебедянь
Сообщений: 3102
Kazya написал :
из Америки
Кхы-кхы, а резьба то там не дюймовая случаем? типа 11/16″-24 UNEF ??? -тогда оЙ!
Неплохо было бы фотку детали с размерами
ЗЫ: Вот от чего Ваш болт М18х1 не держится !!!! Дюймовая резьба (не трубная) она похожа, да не тоже
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Vidis написал :
Кхы-кхы, а резьба то там не дюймовая случаем? типа 11/16″-24 UNEF ??? -тогда оЙ!
О прикол будет;
А нету шаблона шаг померить? На болту-то лекго шаг определить, покатать грязной резьбой покатать по бумажке и замерять. А как в гайке намерить?
Регистрация: 19.06.2008
Лебедянь
Сообщений: 3102
пяпа написал :
А как в гайке намерить?
в гайке и без того сложно замерить шаг, особенно мелкий, а когда в неё пытались загнать неподходящий болт, то наверное там уже совсем плачевные дела.
Кстати отечественным дюймовым шаблоном вполне можно померить американскую резьбу, шаги совпадают, а вот профили резьбы разные 55град и 60град соответственно.
Регистрация: 17.03.2013
Таганрог
Сообщений: 559
пяпа написал :
О прикол будет;
А нету шаблона шаг померить? На болту-то лекго шаг определить, покатать грязной резьбой покатать по бумажке и замерять. А как в гайке намерить?
Прокатывать по бумажке не нужно, надо просто приложить линейку. Если взять максимальное количество
ниток, точность будет очень даже высокая. Ну а в гайку нужно вкрутить подходящий деревянный брусок
и по отпечатку линейкой мерить шаг. Точность будет предостаточная.
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Так а авто чье? Может европейское?
Регистрация: 27.10.2012
Нальчик
Сообщений: 24
Отвечу/поправлюсь/добавлю :
Шаг измерялся резьбомером, как и положено -вот сфоткать надо было, не додумался (холодно и грязно под машиной — не май месяц еще ) -много вопросов «зачем» и «почему» отпали бы… ну да ладно.
Гайка/втулка -как бы вварена в кузов и является как бы его частью-очень геморно будет ее заменить-но видимо делать придется…
Болт был убит в процессе реставрации-подобрал наш совдеповский аналог ( с цифирками выбитыми 8,8 -усиленный типо, наверно каленный),но резьба с шагом 1,5… В нашем захалустьи и болты дифицит-не поверите, но болты и всякую мелочь приобретаю когда в столице оказываюсь-хожу по магазинам автозачастей со списком небходимого и покупаю…
Коллеги, благодарю за дельные советы, всем спасибо- морально решился-пилим/режем, перевариваем-ставим новую гайку/втулку. Теперь другой вопрос возникает — цифры набитые на наших болтах ( обычно 8,8), насколько помню, обозначают прочность болта/гайки — на этой «гайке» стоит,кажется цифра 10,9 — у нас нашел аналог по размерам но 8,8. По прочности сильно отличается? или можно использовать? или все-таки искать токаря вытачивать- ну в этом случае другой вопрос -какую сталь брать? полагаю придется калить- а это уже в нашем «колхозе» нереально-нет мастеров-термистов…
Да, и еще, я тоже за безопасность на дорогах и …даже за безопасный секс… Вот видите как по-взрослому приходиться с одной то гайкой долбаться
Авто американское — крайслер
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Kazya написал :
( с цифирками выбитыми 8,8 -усиленный типо, наверно каленный)
Вот про обозначения. Насчет каленый -не каленый не скажу, не знаю. Наверное просто сталь более легированная, ХЗ..
Kazya написал :
или все-таки искать токаря вытачивать- ну в этом случае другой вопрос -какую сталь брать? полагаю придется калить- а это уже в нашем «колхозе» нереально-нет мастеров-термистов…
С «колхозной» термообработкой не все так гладко. Это «тонкий» и капризный процесс…После закалки нужен отпуск. Иначе сталь выйдет перекаленной, а значит хрупкой. Не все стали поддаются закалке. Ст3 например. тот же уголок, скажем 50х50х4 не прикалиться, хоть ты тресни…Чем так «колхозить», безопасней (условно) не заморачиваться. Если прикаленную гайку предстоит вваривать, то никакой закалки!
Kazya написал :
Вот видите как по-взрослому приходиться с одной то гайкой долбаться
ну дык творческий процесс..Искусство требует жертв…
Kazya написал :
Гайка/втулка -как бы вварена в кузов и является как бы его частью-очень геморно будет ее заменить-но видимо делать придется…
Вырезает аккуратно саму гайку. Пластина, к которой она была приварена остается. Ее больше не трогаете и не варите, дабы не нарушать краску. Далее, гайку, уже реставрированную, или новую привариваете на новую подходящую пластину, (отдельно, в стороне от покрашенной машины). Далее эту пластину с гайкой болтами (взрывными заклепками) закрепляете к штатной пластине в авто.
Регистрация: 19.06.2008
Лебедянь
Сообщений: 3102
Kazya написал :
с цифирками выбитыми 8,8 -усиленный типо, наверно каленный
Это класс прочности болта. До класса 8,8 еще существует 7 классов и после него еще 3 класса, короче обычный, ничем не примечательный болт
Kazya написал :
полагаю придется калить-
никакой закалки до сварки! один черт потом металл отпустится
Kazya написал :
морально решился-пилим/режем, перевариваем-ставим новую гайку/втулку
А если по-другому сделать?
Сверлим отверстие в гайке и нарезаем резьбу М20. В эту резьбу вкручиваем шпильку с разными резьбами М20 и М16 (или М18, но такая резьба не самая распространенная) далее в вашу деталь прикручиваем гайкой через переходную втулку (чтобы на шпильке деталь не болталась). Этот метод позволит уйти от сварки, но довольно трудоемкий т.к. резать М20 довольно трудновато.
Вариант 2: сверлим отверстие в гайке вставляем в него шпильку гладким цилиндрическим концом с одной стороны и резьбой М18 с другой, далее шпильку обвариваем, деталь крепим гайкой. этот метод проще, но со сваркой. Оба из вариантов предусматривает привлечение токаря, от этого никуда не деться
Регистрация: 14.08.2010
Жигулевск
Сообщений: 363
пяпа написал :
Искусство требует жертв…
Прозучало примерно так: Искусство [слесаря] требует жертв.
Вы бы фотографии приложили в хорошем качестве и количестве, чтобы разговор был более предметным. А так только гадания на кофейной гуще.
Регистрация: 02.03.2011
Киев
Сообщений: 6685
HotSummer написал :
Прозучало примерно так: Искусство [слесаря] требует жертв.
Не всеж бездумно фильтры маслянные менять и масло..Если сложно, наверное должно быть интересно (творческому человеку) ИМХО
HotSummer написал :
Вы бы фотографии приложили в хорошем качестве и количестве, чтобы разговор был более предметным.
Ну в самом деле, Kazya…
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
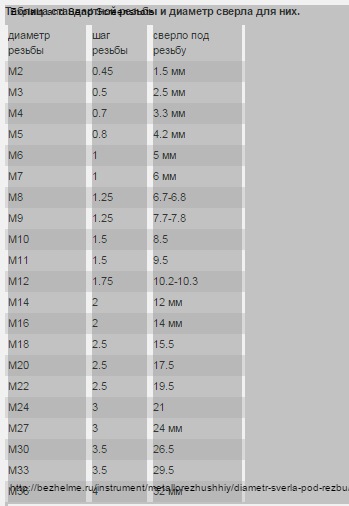
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.