Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
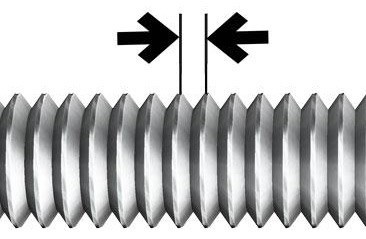
Шаг резьбы — расстояние между витками
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
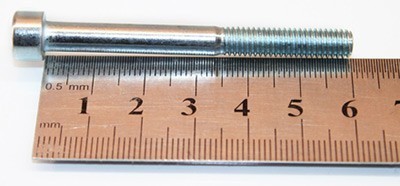
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
Например:
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:

Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
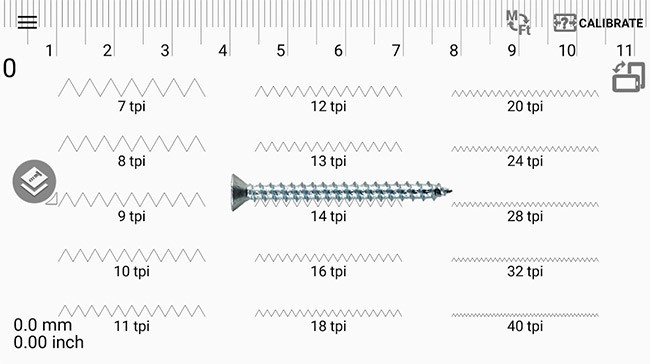
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Обновлено: 14.07.2022 15:36:14

Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Нажмите, чтобы поставить
оценку
Регистрация: 27.10.2012
Нальчик
Сообщений: 24
Имеется деталь в ходовой авто, на ней вварена гайка с резьбой 18х1… можно ли нарезать резьбу 18х1,5 или в таком случае резьба силь прослабиться? Будет ли держать или лучше рассверливать на больший деаметр и делать переходную втулку с соответствующей кучей гемороя связанной с поиском токаря, намазывания фиксатора резьбы и т.д.
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28144
Kazya написал :
Будет ли держать если нарезать резьбу с 18х1 на 18х1,5 ?
Нет не будет. Половина витков в гайке будет срезана.
Чем вызвана необходимость перенарезать резьбу?
Регистрация: 28.01.2012
Санкт-Петербург
Сообщений: 4144
Kazya написал :
на ней вварена гайка с резьбой 18х1
Вварить другую гайку сильно сложно?
Заменить деталь на новую даже не предлагаю…
А вообще то я занимаюсь строительством сайтов и интернет-магазинов
Регистрация: 14.08.2010
Жигулевск
Сообщений: 363
Kazya написал :
деталь в ходовой авто
Чтобы улететь в кювет или к праотцам любые способы ремонта пригодны, кроме нормальных, когда устанавливается новая качественная деталь. Неужели ваша жизнь или жизнь водителя авто стоит дешевле этой детальки?
Регистрация: 27.10.2012
Нальчик
Сообщений: 24
Ну коллеги не стоит сразу табуретами кидаться  естественно если бы можно было поменять/вварить/поколдовать — так и сделал бы, но увы авто редкое в наших краях-запчасть в лучшем случае из Америки будет, да и та б/у ибо раритет уже — почти 40 лет. В общем машинка на реставрации, деталь не такая уж и ответственная-к сожалению не силен в тех. названиях, не могу ее правильно обозвать… Короче предложили перенарезать резьбу-я засомневался вот и спросил, второй вариант-рассверлить, заказать у токаря переходную втулку, посадить ее на фиксатор резьбы и вперед… Но с таким я еще не сталкивался-какие тут подводные течения-будет ли крепче чем перенарезаная резьба… Или искать новую деталь…
естественно если бы можно было поменять/вварить/поколдовать — так и сделал бы, но увы авто редкое в наших краях-запчасть в лучшем случае из Америки будет, да и та б/у ибо раритет уже — почти 40 лет. В общем машинка на реставрации, деталь не такая уж и ответственная-к сожалению не силен в тех. названиях, не могу ее правильно обозвать… Короче предложили перенарезать резьбу-я засомневался вот и спросил, второй вариант-рассверлить, заказать у токаря переходную втулку, посадить ее на фиксатор резьбы и вперед… Но с таким я еще не сталкивался-какие тут подводные течения-будет ли крепче чем перенарезаная резьба… Или искать новую деталь…
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Kazya написал :
второй вариант-рассверлить, заказать у токаря переходную втулку, посадить ее на фиксатор резьбы и вперед… Но с таким я еще не сталкивался-какие тут подводные течения-будет ли крепче чем перенарезаная резьба…
Материал не чугун хоть В этом можно твердо убедиться только надсверлив сверлом ф3-4 и глянув стружку. Сколько там «тела» у нас получается (ключ на сколько)? Толщина гайки? Сталь не твердая? Напильник спокойно пилит? Рассказывайте, не степесняйтесь
В этом можно твердо убедиться только надсверлив сверлом ф3-4 и глянув стружку. Сколько там «тела» у нас получается (ключ на сколько)? Толщина гайки? Сталь не твердая? Напильник спокойно пилит? Рассказывайте, не степесняйтесь
Так «пальцем в небо», если особых нагрузок нету…26-28мм минимум сама втулка…Что от гайки останется?
Но диаметр М18 наверняка предполагает нешуточные усилия. Вы с этим делом не шутите…
Еще вариант. Заварить отверстие, просверлить, прозенковать зенкером на 17 и нарезать новую резьбу М18х1, все в станке естественно. Если не токарный, то сверлильный. Если гайка не самокал, выясниться после сварки . Бум думать, что нет, раз гайка уже вварена.
. Бум думать, что нет, раз гайка уже вварена.
Еще вариант. Перерезать в гайке на М20х1. Изготовить токарем новый винт, или что там у вас, М20х1. Вот это лучше всего, ИМХО.
Alex___dr написал :
Нет не будет. Половина витков в гайке будет срезана.
Понятное дело
Pekkonen написал :
Вварить другую гайку сильно сложно?
Еще лучше вариант
Регистрация: 27.10.2012
Нальчик
Сообщений: 24
Материал не чугун точно, толщина стенки 5-6мм высота/длина резбовой части 15мм. Напильник берет, но не сказать что так уж легко… Вариант с завариванием-боязно потом вдруг не рассверлиться нормально-дрель не слабую надо и не факт что удержишь…да все вокруг, от сварки похериться(а кузов уже окрашенный, полированый, антикор, антигравий-жалко)…
Вариант с рассверливанием-толщины стенки на мало ли будет после такого(останется наверно 3-4мм)
Ну и еще пара наивных вопросов, перед тем как смириться с необходимостью более глобального вмешательства:
Ну а глубина волны резьбы 18х1,5 не больше чем у18х1 ? Ну а если, как было сказано выше, «половина витков» похериться-это значит другая половина останется? Этого остатка на 15мм длине не хватит?
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28144
Kazya написал :
Ну а глубина волны резьбы 18х1,5 не больше чем у18х1
Больше… Но в другую сторону… Наружный диаметр резьбы одинаковый… И если резьба 18х1 ещё и сорвана, то с учётом срезания половины (разница в шагах резьбы…) витков держать не будет.
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Kazya написал :
Ну а глубина волны резьбы 18х1,5 не больше чем у18х1 ? Ну а если, как было сказано выше, «половина витков» похериться-это значит другая половина останется? Этого остатка на 15мм длине не хватит?
Допустим вы нарезали там 18х1.5, да хоть 18х2, но винт там все равно сорвется.
Kazya написал :
Вариант с завариванием-боязно потом вдруг не рассверлиться нормально-дрель не слабую надо и не факт что удержишь…да все вокруг, от сварки похериться(а кузов уже окрашенный, полированый, антикор, антигравий-жалко)…
Да какая дрель? Вы разобьете отверстие. Это еще можно руками зенковкой пройтись. А сверлить дрелью таким крупным сверлом заведомая порча. Только в станке сверлильном. Или стойку для дрели по месту крепить, только не руками. Все испортите. Можно и на станке все испортить. Сверло заточенное несимметрично и привет…Артель «напрасный труд».
Уж ежели все так плохо, но нитки, вершины еще немного остались, просто налить анаэробный герметик резьбовой экстра стронг, обезжирить только все тчательно. Под вашу ответственность, я ничего не говорил…
Регистрация: 14.08.2010
Жигулевск
Сообщений: 363
Для музейного экспоната (с условием, что ездить не будет) такое еще можно принять, но для машины, которая может оказаться в потоке… Не приведи господи.
Вот все удивляются, почему ракеты падают. Да вот из-за такого же подхода, когда люди свой труд не уважают и гoвнo лепят. Правила безопасности они кровью написаны, зачем нужны жертвы там, где можно без них обойтись, сделав ремонт, как должно!
Хорошо сказано: Люди умные не попадают в глупые ситуации.
Регистрация: 19.06.2008
Лебедянь
Сообщений: 3102
Kazya написал :
из Америки
Кхы-кхы, а резьба то там не дюймовая случаем? типа 11/16″-24 UNEF ??? -тогда оЙ!
Неплохо было бы фотку детали с размерами
ЗЫ: Вот от чего Ваш болт М18х1 не держится !!!! Дюймовая резьба (не трубная) она похожа, да не тоже
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Vidis написал :
Кхы-кхы, а резьба то там не дюймовая случаем? типа 11/16″-24 UNEF ??? -тогда оЙ!
О прикол будет;
А нету шаблона шаг померить? На болту-то лекго шаг определить, покатать грязной резьбой покатать по бумажке и замерять. А как в гайке намерить?
Регистрация: 19.06.2008
Лебедянь
Сообщений: 3102
пяпа написал :
А как в гайке намерить?
в гайке и без того сложно замерить шаг, особенно мелкий, а когда в неё пытались загнать неподходящий болт, то наверное там уже совсем плачевные дела.
Кстати отечественным дюймовым шаблоном вполне можно померить американскую резьбу, шаги совпадают, а вот профили резьбы разные 55град и 60град соответственно.
Регистрация: 17.03.2013
Таганрог
Сообщений: 559
пяпа написал :
О прикол будет;
А нету шаблона шаг померить? На болту-то лекго шаг определить, покатать грязной резьбой покатать по бумажке и замерять. А как в гайке намерить?
Прокатывать по бумажке не нужно, надо просто приложить линейку. Если взять максимальное количество
ниток, точность будет очень даже высокая. Ну а в гайку нужно вкрутить подходящий деревянный брусок
и по отпечатку линейкой мерить шаг. Точность будет предостаточная.
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Так а авто чье? Может европейское?
Регистрация: 27.10.2012
Нальчик
Сообщений: 24
Отвечу/поправлюсь/добавлю :
Шаг измерялся резьбомером, как и положено -вот сфоткать надо было, не додумался (холодно и грязно под машиной — не май месяц еще ) -много вопросов «зачем» и «почему» отпали бы… ну да ладно.
Гайка/втулка -как бы вварена в кузов и является как бы его частью-очень геморно будет ее заменить-но видимо делать придется…
Болт был убит в процессе реставрации-подобрал наш совдеповский аналог ( с цифирками выбитыми 8,8 -усиленный типо, наверно каленный),но резьба с шагом 1,5… В нашем захалустьи и болты дифицит-не поверите, но болты и всякую мелочь приобретаю когда в столице оказываюсь-хожу по магазинам автозачастей со списком небходимого и покупаю…
Коллеги, благодарю за дельные советы, всем спасибо- морально решился-пилим/режем, перевариваем-ставим новую гайку/втулку. Теперь другой вопрос возникает — цифры набитые на наших болтах ( обычно 8,8), насколько помню, обозначают прочность болта/гайки — на этой «гайке» стоит,кажется цифра 10,9 — у нас нашел аналог по размерам но 8,8. По прочности сильно отличается? или можно использовать? или все-таки искать токаря вытачивать- ну в этом случае другой вопрос -какую сталь брать? полагаю придется калить- а это уже в нашем «колхозе» нереально-нет мастеров-термистов…
Да, и еще, я тоже за безопасность на дорогах и …даже за безопасный секс… Вот видите как по-взрослому приходиться с одной то гайкой долбаться
Авто американское — крайслер
Регистрация: 02.03.2011
Киев
Сообщений: 6685
Kazya написал :
( с цифирками выбитыми 8,8 -усиленный типо, наверно каленный)
Вот про обозначения. Насчет каленый -не каленый не скажу, не знаю. Наверное просто сталь более легированная, ХЗ..
Kazya написал :
или все-таки искать токаря вытачивать- ну в этом случае другой вопрос -какую сталь брать? полагаю придется калить- а это уже в нашем «колхозе» нереально-нет мастеров-термистов…
С «колхозной» термообработкой не все так гладко. Это «тонкий» и капризный процесс…После закалки нужен отпуск. Иначе сталь выйдет перекаленной, а значит хрупкой. Не все стали поддаются закалке. Ст3 например. тот же уголок, скажем 50х50х4 не прикалиться, хоть ты тресни…Чем так «колхозить», безопасней (условно) не заморачиваться. Если прикаленную гайку предстоит вваривать, то никакой закалки!
Kazya написал :
Вот видите как по-взрослому приходиться с одной то гайкой долбаться
ну дык творческий процесс..Искусство требует жертв…
Kazya написал :
Гайка/втулка -как бы вварена в кузов и является как бы его частью-очень геморно будет ее заменить-но видимо делать придется…
Вырезает аккуратно саму гайку. Пластина, к которой она была приварена остается. Ее больше не трогаете и не варите, дабы не нарушать краску. Далее, гайку, уже реставрированную, или новую привариваете на новую подходящую пластину, (отдельно, в стороне от покрашенной машины). Далее эту пластину с гайкой болтами (взрывными заклепками) закрепляете к штатной пластине в авто.
Регистрация: 19.06.2008
Лебедянь
Сообщений: 3102
Kazya написал :
с цифирками выбитыми 8,8 -усиленный типо, наверно каленный
Это класс прочности болта. До класса 8,8 еще существует 7 классов и после него еще 3 класса, короче обычный, ничем не примечательный болт
Kazya написал :
полагаю придется калить-
никакой закалки до сварки! один черт потом металл отпустится
Kazya написал :
морально решился-пилим/режем, перевариваем-ставим новую гайку/втулку
А если по-другому сделать?
Сверлим отверстие в гайке и нарезаем резьбу М20. В эту резьбу вкручиваем шпильку с разными резьбами М20 и М16 (или М18, но такая резьба не самая распространенная) далее в вашу деталь прикручиваем гайкой через переходную втулку (чтобы на шпильке деталь не болталась). Этот метод позволит уйти от сварки, но довольно трудоемкий т.к. резать М20 довольно трудновато.
Вариант 2: сверлим отверстие в гайке вставляем в него шпильку гладким цилиндрическим концом с одной стороны и резьбой М18 с другой, далее шпильку обвариваем, деталь крепим гайкой. этот метод проще, но со сваркой. Оба из вариантов предусматривает привлечение токаря, от этого никуда не деться
Регистрация: 14.08.2010
Жигулевск
Сообщений: 363
пяпа написал :
Искусство требует жертв…
Прозучало примерно так: Искусство [слесаря] требует жертв.
Вы бы фотографии приложили в хорошем качестве и количестве, чтобы разговор был более предметным. А так только гадания на кофейной гуще.
Регистрация: 02.03.2011
Киев
Сообщений: 6685
HotSummer написал :
Прозучало примерно так: Искусство [слесаря] требует жертв.
Не всеж бездумно фильтры маслянные менять и масло..Если сложно, наверное должно быть интересно (творческому человеку) ИМХО
HotSummer написал :
Вы бы фотографии приложили в хорошем качестве и количестве, чтобы разговор был более предметным.
Ну в самом деле, Kazya…
-
15.02.2009, 17:19
#1

Lupo
0 ошибся с шагом резьбы, можно ли исправить?
ошибся с шагом резьбы, можно ли исправить? сделали 1,25 , а надо 1,5мм. можно ли леркой прогнать на 1,5 или будет ли это гуд? витков сейчас 8. или вообще попробовать закрутить так, боюсь испортить резьбу в «блоке с охлаждающей жидкостью» (не знаю как это называется, рядом с нижней частью радиатора)
-
15.02.2009, 17:26
#2
Всем Перцам — Перец Клуба!
0
Skoda octavia 2.0TDI 6DSG
ИмелSKODA SUPERB COMBI 2.0 TDI 6DSG Elegans+ passat B3 и B5
-
15.02.2009, 17:31
#3
Golf
0
lifter
+1 ,
если конечно ишешь приключений то можно и эту резбу вкрутить приложа чуть больше усилие
-
15.02.2009, 17:42
#4
Phaeton
0
kkk
Новую деталь делай. Все остальное — порча ответной части будет.
-
15.02.2009, 22:59
#5
Lupo
0
жаль, думал можно прогнать на 1,5 , ведь 2-3 витка почти целиком совпадут
-
15.02.2009, 23:03
#6
Phaeton
0
kkk
Ключевое слово: Сообщение от kkkпочти
-
15.02.2009, 23:14
#7
Passat
0
ребяты, не пудрите моск…новая деталь, конечно, хорошо, но если возможности нет, то можно и прогнать с другим шагом, ща мотивирую))
надо бы уточнить, как я понял что это пробка под жидкость…по этому еще раз стОит проверить метрическая там резьба или трубная…идем дальше.
надурО закрутить можно, но это, как раз будет порча резьбы, а вот прогнать, да, можно, потому что шаг 1.5 врезается в деталь глубже чем 1.25…(я уверен что речь идет о метрической резьбе, раз шаг дан в миллиметрах..) дело в том, что у метрической резьбы угол =60 градусов, соответственно, глубина нитки будет на четверть миллиметра глубже, а значить будет держать..
только затягивать надо аккуратнее
Б5 сарай запродал, Камри запродал, Теперь Хонда, но я с Вами
О! А существует медаль за верность Клубу?
-
15.02.2009, 23:17
#8
Golf
0
SherKhan©
не стоит оно того
-
15.02.2009, 23:24
#9
Golf
0
Прогоняй должно получиться витка 4 точно совподут. Можно еще после прогона холодной сваркой резьбу промазать только не переборщи.
-
15.02.2009, 23:25
#10
Всем Перцам — Перец Клуба!
0
Если есть возможность, то как вариант поставить футорку. А, ты наружнюю просадил?
-
16.02.2009, 01:01
#11
Lupo
0
Сообщение от pavelЕсли есть возможность, то как вариант поставить футорку. А, ты наружнюю просадил?
наружнаяДобавлено спустя 1 минуту 44 секунды:
всем спасибо. куплю лерку и попробую прогнать!









Похожие темы
-
Ответов: 17
Последнее сообщение: 11.06.2009, 13:36
-
Ответов: 3
Последнее сообщение: 04.06.2008, 21:53
-
Ответов: 42
Последнее сообщение: 02.02.2005, 19:49
-
Ответов: 45
Последнее сообщение: 11.01.2005, 02:39
-
Ответов: 66
Последнее сообщение: 25.12.2004, 16:56
Ваши права

- Вы не можете создавать новые темы
- Вы не можете отвечать в темах
- Вы не можете прикреплять вложения
- Вы не можете редактировать свои сообщения
- BB коды Вкл.
- Смайлы Вкл.
- [IMG] код Вкл.
- [VIDEO] код Вкл.
- HTML код Выкл.
Правила форума
Среди крепёжных винтовых резьб существует две системы – метрическая и дюймовая, где первая система берёт за основу миллиметровое измерение, вторая – измеряется дюймами. Метрическая — широко используется в индустрии основной части европейских стран и государств бывшего союза. Дюймовые резьбы используют в США, Канаде, основной части американских континентов, Англии и Японии. Также на пост советском пространстве дюймовую винтовую нарезку называют трубной, так как дюймовые резьбы применяются сугубо в монтаже трубных коммуникаций.

Основными параметром любой винтовой резьбы является её шаг, который представляет собой, в наружном виде, расстояние между вершинами нарезанных витков, а внутреннем виде — расстояние между впадинами витков. В зависимости от диаметра поперечного сечения крепёжной детали, её условий работы или выполняемой функции в составе конструкции, а также используемой системы измерения шаг имеет разные параметры.
Шаг метрических резьбы по ГОСТу
Все резьбы метрического измерения характеризуется формированием резьбового витка в поперечном сечении под углом в 60°. Последующая классификация метрических резьб заключается в делении их на группы по величине шага нарезки в отношении к диаметру крепёжной детали или монтажному отверстию.
Говоря о стандартной метрической резьбе к установленным диаметрам то это та величина шага, которая используется на крепежах общего назначения без особых требований по устойчивости к вибрационным и термодинамическим нагрузкам. Такой шаг резьбы называют основным или стандартным. Переход к уменьшению шага нарезанной резьбы к имеющемуся диаметру резьбового крепежа, то есть использование более мелкого шага, определяется требованиями к степени надёжности крепежа и его работы в особых условиях в составе механизмов и конструкций.

Параметры метрической резьбы
Так метрические резьбы по шагу подразделяются на следующие типы:
- основной шаг – используется для всех стандартных крепёжных деталей
- мелкий шаг – применяется на крепежах подверженных вибрационным и ударным нагрузкам
- мелкий шаг 2 – применяется на деталях и крепежах ответственных механизмов работающих в жёстких динамических, вибрационных, термодинамических условиях
- супер мелкий шаг применяется в приборостроении, в конструкциях измерительных и регулирующих устройств
Обозначение метрической резьбы
В маркировке резьбы буква «М» означает принадлежность резьбы к метрическому типу, первая цифра после буквы «М» указывается диаметр поперечного сечения в миллиметрах самого крепежа или резьбового отверстия. Полная маркировка резьбы дополняется цифрой, указывающей её шаг в миллиметрах.
Например, полное обозначение метрической резьбы М1х0.25 означает поперечный диаметр сечения винта 1 мм с шагом между соседними вершинами винтовой нарезки 0.25 мм. Учитывая, что шаг 0.25 мм для сечения в 1 мм является основным шагом в кратком описании такая резьба может маркироваться как — М1.
В дополнение, в случае левого направления витков — резьбы помечают буквами LH. Полная маркировка крепежа с левой винтовой нарезкой в данном случае будет выглядеть следующим образом — М1х0.25LH.
Стандартный, основной метрический шаг таблица
В практике при измерении резьбы, учитывая работу резьбонарезного инструмента, диаметр по вершинам витков наружной резьбы будет откланяется в меньшую сторону, от заявленного маркой, а размер по глубине витков внутренней резьбы размер будет несколько больше, что в общем и обеспечивает допуск для свободного соединения внутренней и внешней нарезки с одноимённым шагом.
Например, наружная резьба М10 болта или шпильки со стандартным расстоянием между витками 1.5 мм, при измерении на практике, может быты в пределах 9.968-9.732 мм, а внутренняя резьба гайки М10 или другой резьбовой полости данной марки, по глубине витков, будет в пределах 10-10.396 мм. Естественно, чем больше диаметр резьбы и её шаг величина данного допуска увеличивается.
| № | Краткое обозначение резьбы | Полная маркировка
резьбы |
Шаг резьбы, мм | Диаметр отверстия под резьбу, мм |
| 1 | М1 | М1х0.25 | 0.25 | 0.75 |
| 2 | М1.2 | М1х0.25 | 0.25 | 0.95 |
| 3 | М1.4 | М1.4х0.3 | 0.3 | 1.1 |
| 4 | М1.6 | М1.6х0.35 | 0.35 | 1.25 |
| 5 | М1.8 | М1.8х0.35 | 0.35 | 1.5 |
| 6 | М2 | М2х0.4 | 0.4 | 1.6 |
| 7 | М2.2 | М2.2х0.45 | 0.45 | 1.75 |
| 8 | М2.5 | М2.5х0.45 | 0.45 | 2.05 |
| 9 | М3 | М3х0.5 | 0.5 | 2.5 |
| 10 | М3.5 | М3.5х0.6 | 0.6 | 2.9 |
| 11 | М4 | М4х0.7 | 0.7 | 3.3 |
| 12 | М4.5 | М4.5х0.7 | 0.7 | 3.8 |
| 13 | М5 | М5х0.8 | 0.8 | 4.2 |
| 14 | М6 | М6х1.0 | 1.0 | 5.0 |
| 15 | М7 | М7х1.0 | 1.0 | 6.0 |
| 16 | М8 | М8х1.25 | 1.25 | 6.7 |
| 17 | М9 | М9х1.25 | 1.25 | 7.7 |
| 18 | М10 | М10х1.5 | 1.5 | 8.5 |
| 19 | М12 | М12х1.75 | 1.75 | 10.2 |
| 20 | М14 | М14х2.0 | 2.0 | 12 |
| 21 | М16 | М16х2.0 | 2.0 | 14 |
| 22 | М18 | М18х2.5 | 2.5 | 15.4 |
| 23 | М20 | М20х2.5 | 2.5 | 17.4 |
| 24 | М22 | М22х2.5 | 2.5 | 19.4 |
| 25 | М24 | М24х3.0 | 3.0 | 20.9 |
| 26 | М27 | М27х3.0 | 3.0 | 23.9 |
| 27 | М30 | М30х3.5 | 3.5 | 26.4 |
| 28 | М33 | М33х3.5 | 3.5 | 29.4 |
| 29 | М36 | М36х4.0 | 4.0 | 31.9 |
| 30 | М39 | М39х4.0 | 4.0 | 34.9 |
| 31 | М42 | М42х4.5 | 4.5 | 37.4 |
| 32 | М45 | М45х4.5 | 4.5 | 40.4 |
| 33 | М48 | М48х5.0 | 5.0 | 42.8 |
| 34 | М52 | М52х5.0 | 5.0 | 46.8 |
| 35 | М56 | М56х5.5 | 5.5 | 50.4 |
| 36 | М60 | М60х5.5 | 5.5 | 54.4 |
| 37 | М64 | М64х6.0 | 6.0 | 57.8 |
| 38 | М68 | М68х6.0 | 6.0 | 61.8 |
| 39 | М70 | М70х6.0 | 6.0 | 64 |
| 40 | М72 | М72х6.0 | 6.0 | 66 |
| 41 | М75 | М75х6.0 | 6.0 | 69 |
| 43 | М76 | М76х6.0 | 6.0 | 70 |
| 44 | М80 | М80х6.0 | 6.0 | 74 |
Естественно данные по таблице не ограничиваются и более крупные диаметры крепежей и резьбы к ним встречаются в стандартных условиях хозяйствования редко, поэтому при необходимости информацию о параметрах более крупных резьбовых соединений можно найти в специальных технических справочниках.
Шаг М0 для супермелких резьбовых крепежей
Также в представленной таблице основных винтовых нарезок отсутствуют ряд метрических микрорезьб марки М0 с диаметром менее одного миллиметра, которые изготовляются только в условиях специальных производств. В ряд таких резьб входят следующие марки: М0.25х0.075 (шаг 0.075 мм), М0.3х0.08, М0.3х0.09, М0.35х0.09, М0.4х0.1, М0.45х0.1, М0.5х0.125, М0.55х0.125, М0.6х0.15, М0.7х0.175, М0.8х0.2, М0.9х0.225 (шаг 0.225мм).
Таблица мелкого, второго мелкого и супермелкого шагов метрической резьбы
| № | Обозначение диаметра резьбы | Мелкий | Мелкий 2 | Супермелкий | |||
| Шаг | Ø под резьбу, мм | Шаг | Ø под резьбу, мм | Шаг | Ø под резьбу, мм | ||
| 1 | М1 | 0.2 | 0.8 | — | — | — | — |
| 2 | М1.2 | 0.2 | 1 | — | — | — | — |
| 3 | М1.4 | 0.2 | 1.2 | — | — | — | — |
| 4 | М1.6 | 0.2 | 1.4 | — | — | — | — |
| 5 | М1.8 | 0.2 | 1.6 | — | — | — | — |
| 6 | М2 | 0.25 | 1.75 | — | — | — | — |
| 7 | М2.2 | 0.25 | 1.95 | — | — | — | — |
| 8 | М2.5 | 0.35 | 2.15 | — | — | — | — |
| 9 | М3 | 0.35 | 2.65 | — | — | — | — |
| 10 | М3.5 | 0.35 | 3.15 | — | — | — | — |
| 11 | М4 | 0.5 | 3.5 | — | — | — | — |
| 12 | М5 | 0.5 | 4.5 | — | — | — | — |
| 13 | М5.5 | 0.5 | 4.5 | — | — | — | — |
| 14 | М6 | 0.75 | 5.2 | 0.5 | 5.5 | — | — |
| 15 | М7 | 0.75 | 6.2 | 0.5 | 6.5 | — | — |
| 16 | М8 | 1.0 | 7.0 | 0.75 | 7.2 | 0.5 | 7.5 |
| 17 | М9 | 1.0 | 7.95 | 0.75 | 8.2 | 0.5 | 8.5 |
| 18 | М10 | 1.25 | 8.7 | 1.0 | 9.0 | 0.75 | 9.2 |
| 19 | М12 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 |
| 20 | М14 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 |
| 21 | М15 | 1.5 | 13.4 | 1.25 | 13.95 | — | — |
| 22 | М16 | 1.5 | 14.5 | — | — | 1 | 15 |
| 23 | М18 | 2 | 16 | 1.25 | 16.6 | 1 | 17 |
| 24 | М20 | 2 | 18 | 1.25 | 18.6 | 1 | 19 |
| 25 | М22 | 2 | 20 | 1.5 | 20.5 | 1 | 21 |
| 26 | М24 | 2 | 22 | 1.5 | 22.5 | 1 | 23 |
| 27 | М27 | 2 | 25 | 1.5 | 25.5 | 1 | 26 |
| 28 | М30 | 2 | 28 | 1.5 | 28.5 | 1 | 29 |
| 29 | М33 | 2 | 31 | 1.5 | 31.5 | — | — |
| 30 | М36 | 3 | 33 | 2 | 34 | 1.5 | 34.5 |
| 31 | М39 | 3(4) | 35.9 | 2 | 37 | 1.5 | 37.5 |
| 32 | М42 | 3(4) | 37.9 | 2 | 40 | 1.5 | 40.5 |
| 33 | М45 | 3(4) | 40.9 | 2 | 43 | 1.5 | 43.5 |
| 34 | М48 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 |
| 35 | М52 | 4(3) | 48.9 | 2 | 50 | 1.5 | 50.5 |
| 36 | М56 | 4 | 51.9 | 3(2) | 53 | 1.5 | 54.5 |
| 37 | М60 | 4 | 55.8 | 3(2) | 57 | 1.5 | 58 |
| 38 | М64 | 4 | 59.8 | 3 | 61 | 2(1.5) | 62 |
| 39 | М68 | 4 | 63.8 | 3 | 65 | 2(1.5) | 66 |
| 40 | М70 | 4 | 66 | 3 | 67 | 2(1.5) | 68(68.5) |
| 41 | М72 | 4 | 68 | 3 | 69 | 2(1.5) | 70(70.5) |
| 42 | М75 | 4 | 71 | 3 | 72 | 2(1.5) | 73(73.5) |
| 43 | М76 | 4 | 72 | 3 | 73 | 2(1.5) | 74(74.5) |
| 44 | М78 | — | — | — | — | 2 | 76 |
| 44 | М80 | 4 | 76 | 3 | 77 | 2(1.5) | 78(78.5) |
Параметры других мелких резьб, к более крупным диаметрам, можно также найти в открытых технических справочниках.
Определение шага резьбы
Удобное определение шага винтовой нарезки производится специальными калиброванными шаблонами — резьбомерами. Устройство выполнено в виде набора пластинок с вырезанными профильными зубцами имитирующих профиль резьбы соответствующих размеров. На каждом шаблоне указана величина межвиткового размера, соответствующего при полном совпадении с измеряемым профилем витков крепёжного элемента.

Резьбовые шаблоны
Прикладыванием зубчатой пластинки в профиль резьбовых витков подбирают пластинку, зубцы которой будут полностью совпадать. Для удобной идентификации полного совпадения зубцов шаблона с витками опытную пару просматривают на против источника света.

Определение шага резьбы шаблоном
При отсутствии шаблонов шаг можно определить имеющимися в наличии измерительными приборами линейками штангенциркулем или изготовленным шаблоном самостоятельно.

Замер нескольких ниток линейкой
Крупные шаг можно измерять обычной миллиметровой линейкой. При определения более мелкого шага, осуществляя визуальный контроль измерения, можно использовать увеличительное стекло. Естественно мелкие виды резьбы на маленьком сечении миллиметровой линейкой измерять шаг будет сложней.

Замер нескольких ниток
При определении шага мелких резьб простым действенным приёмом есть измерение длинны сразу нескольких шагов ниток резьбы. Проще всего измерение сделать штангенциркулем. Определив длину нескольких шагов, величину одного шага определяют делением на число ниток, захваченных штангенциркулем при измерении. Также для облегчения проведения замера можно пользоваться приёмом оттиска профиля резьбы на бумаге при предварительном окрашивании резьбы детали маркером или любым другим способом.
Например, вы при измерении длинны 10 ниток резьбы получили результат 4 мм. Делим 4:10 получаем шаг резьбы 0.4 мм. При соответствии наружного диаметра 2 мм, к данному шагу, согласно таблице основных шагов метрических резьб, измерение показывает, что данный крепёж имеет стандартную метрическую резьбу марки М2.
Шаг дюймовой резьбы
При использовании дюймовой системы измерения в изготовлении резьбовых соединений шаг резьбы рассчитывается из числа витков на один дюйм длины резьбового элемента, естественно любая дюймовая винтовая нарезка имеет конкретные метрические параметры. Причём дюймовая система резьб делится на американскую и британскую, где американская на сегодня имеет доминирующее положение в мире в плане использования в машиностроении, имеет профиль витка 60°, британская же была популярна в производстве до 1970 года и сегодня больше используется в производстве коммуникационных систем и трубных фитингов, с профилем витка 55° .

Параметры и профиль американской дюймовой резьбы
Шаг американской дюймовой резьбы
Беря во внимание американскую систему стандартизации UN, нужно сказать, что классификация дюймовых резьбы подразделяется на следующие типы:
- UNC – основная (крупная)
- UNF — мелкая
- UNEF – супермелкая
Основная часть резьб наименовывается дробными и целыми числами величины в дюймах своего наружного диаметра кроме девяти первых малых резьб отражённых номерами.
Таблица основных дюймовых резьб UNC
| Дюймовый диаметр резьбы | Число ниток на дюйм | Диаметр резьбы, мм | Шаг резьбы, мм | Диаметр сверления под резьбу, мм |
| №1 | 64 | 1.85 | 0.40 | 1.5 |
| №2 | 56 | 2.18 | 0.45 | 1.8 |
| №3 | 48 | 2.51 | 0.53 | 2.1 |
| №4 | 40 | 2.84 | 0.64 | 2.35 |
| №5 | 40 | 3.17 | 0.64 | 2.65 |
| №6 | 32 | 3.51 | 0.79 | 2.85 |
| №8 | 32 | 4.16 | 0.79 | 3.5 |
| №10 | 24 | 4.83 | 1.06 | 4 |
| №12 | 24 | 5.49 | 1.06 | 4.65 |
| 1/4 | 20 | 6.35 | 1.27 | 5.35 |
| 5/16 | 18 | 7.94 | 1.41 | 6.8 |
| 3/8 | 16 | 9.53 | 1.59 | 8.25 |
| 7/16 | 14 | 11.1 | 1.81 | 9.65 |
| 1/2 | 13 | 12.7 | 1.95 | 11.15 |
| 9/16 | 12 | 14.3 | 3.12 | 12.6 |
| 5/8 | 11 | 15.9 | 2.31 | 14.05 |
| 3/4 | 10 | 19.1 | 2.54 | 17.0 |
| 7/8 | 9 | 22.2 | 2.82 | 20.0 |
| 1 | 8 | 25.4 | 3.18 | 22.85 |
| 1 1/8 | 7 | 28.6 | 3.63 | 25.65 |
| 1 1/4 | 7 | 31.8 | 3.63 | 28.85 |
| 1 3/8 | 6 | 34.9 | 4.23 | 31.55 |
| 1 1/2 | 5 | 38.1 | 4.23 | 34.7 |
| 1 3/4 | 5 | 44.4 | 5.08 | 40.4 |
| 2 | 4.5 | 50.8 | 5.64 | 46.3 |
| 2 1/4 | 4.5 | 57.1 | 5.64 | 52.65 |
| 2 1/2 | 4 | 63.5 | 6.35 | 58.5 |
| 2 3/4 | 4 | 69.9 | 6.35 | 64.75 |
| 3 | 4 | 76.2 | 6.35 | 71.1 |
| 3 1/4 | 4 | 82.5 | 6.35 | 77.45 |
| 3 1/2 | 4 | 88.9 | 6.35 | 83.8 |
| 3 ¾ | 4 | 95.2 | 6.35 | 90.15 |
| 4 | 4 | 101.6 | 6.35 | 96.5 |
Дюймовые резьбы с мелким шагом UNF
| Дюймовый диаметр резьбы | Число ниток на дюйм | Диаметр резьбы, мм | Шаг резьбы, мм | Диаметр сверления под резьбу, мм |
| №0 | 80 | 1.52 | 0.32 | 1.25 |
| №1 | 72 | 1.85 | 0.35 | 1.55 |
| №2 | 64 | 2.18 | 0.4 | 1.9 |
| №3 | 56 | 2.51 | 0.45 | 2.15 |
| №4 | 48 | 2.84 | 0.53 | 2.4 |
| №5 | 44 | 3.17 | 0.58 | 2.7 |
| №6 | 40 | 3.51 | 0.63 | 2.95 |
| №8 | 36 | 4.17 | 0.71 | 3.5 |
| №10 | 32 | 4.83 | 0.79 | 4.1 |
| №12 | 28 | 5.49 | 0.91 | 4.7 |
| 1/4 | 28 | 6.35 | 0.91 | 5.5 |
| 5/16 | 24 | 7.94 | 1.06 | 6.9 |
| 3/8 | 24 | 9.53 | 1.06 | 8.5 |
| 7/16 | 20 | 11.1 | 1.27 | 9.9 |
| 1/2 | 20 | 12.7 | 1.27 | 11.5 |
| 9/16 | 18 | 14.3 | 1.41 | 12.9 |
| 5/8 | 18 | 15.9 | 1.41 | 14.5 |
| 3/4 | 16 | 19.1 | 1.59 | 17.5 |
| 7/8 | 14 | 22.2 | 1.81 | 20.4 |
| 1 | 12 | 25.4 | 2.12 | 23.25 |
| 1 1/8 | 12 | 28.6 | 2.12 | 26.5 |
| 1 1/4 | 12 | 31.8 | 2.12 | 29.5 |
| 1 3/8 | 12 | 34.9 | 2.12 | 32.75 |
| 1 1/2 | 12 | 38.1 | 2.12 | 36 |
Особо мелкие дюймовые резьбы UNEF
| Дюймовый диаметр резьбы | Число ниток на дюйм | Диаметр резьбы, мм | Шаг резьбы, мм | Диаметр сверления под резьбу, мм |
| №12 | 32 | 5.45 | 0.79 | 4.78 |
| 1/4 | 32 | 6.35 | 0.79 | 5.56 |
| 5/16 | 32 | 7.94 | 0.79 | 7.14 |
| 3/8 | 32 | 9.53 | 0.79 | 8.77 |
| 7/16 | 28 | 11.1 | 0.91 | 10.3 |
| 1/2 | 28 | 12.7 | 0.91 | 11.9 |
| 9/16 | 24 | 14.3 | 1.06 | 13.1 |
| 5/8 | 24 | 15.9 | 1.06 | 14.7 |
| 11/16 | 24 | 17.5 | 1.06 | — |
| 3/4 | 20 | 19.1 | 1.27 | 17.9 |
| 13/16 | 20 | 20.6 | 1.27 | — |
| 7/8 | 20 | 22.2 | 1.27 | 21.0 |
| 15/16 | 20 | 23.8 | 1.27 | — |
| 1 | 20 | 25.4 | 1.27 | 24.2 |
| 1 1/16 | 18 | 26.9 | 1.41 | — |
| 1 1/8 | 18 | 28.6 | 1.41 | — |
| 1 3/16 | 18 | 30.2 | 1.41 | — |
| 1 1/4 | 18 | 31.8 | 1.41 | — |
| 1 5/16 | 18 | 33.3 | 1.41 | — |
| 1 3/8 | 18 | 34.9 | 1.41 | — |
| 1 7/16 | 18 | 36.5 | 1.41 | — |
| 1 1/2 | 18 | 38.1 | 1.41 | — |
| 1 9/16 | 18 | 39.7 | 1.41 | — |
| 1 5/8 | 18 | 41.3 | 1.41 | — |
| 1 11/16 | 18 | 42.9 | 1.41 | — |
Шаг британской дюймовой резьбы
Разработчиком данной системы дюймовой резьбы стал английский инженер, изобретатель-предприниматель девятнадцатого века Джозеф Уитворт. Система была принята промышленниками и железнодорожниками того времени в качестве британского стандарта резьбы «British Standard Whitworth» в 1841 году (сокращённо BSW). В 1908 г. на основе данного стандарта был разработан стандарт мелкой британской дюймовой резьбы BSF.

Профиль резьбы Уитворта

Виды британской дюймовой резьбы Уитворта
Использование британской резьбы
На сейчас данные виды резьб утратили свою популярность и в практике могут встречаться только в конструкции машин, станков и устройств, произведённых не менее 60 лет назад. В этом смысле американская дюймовая система осталась более живуча. Причем нужно отметить, что ни одна из американских стандартов резьбы не совместима с отжившими британскими стандартами, несмотря на то, что многие шаги и диаметры резьб совпадают. Имея отличающиеся углы профиля витков (британская 55°, а американская 60°), при соединении резьбы разных стандартов образуется натяг в контактируемых витках, что приводит к ослаблению резьбового соединения и взаимному нарушению целостности резьбы взаимодействующих крепёжных элементов.
Виды трубной британской резьбы
Единственный стандарт британской дюймовой нарезки, основанный на системе Уитвота, и получивший популярность — это стандарт BSP – «British Standard Pipe», так называемая трубная резьба. В данном стандарте резьбы разделяют на цилиндрические и конические резьбовые соединения.

- BSPР — цилиндрические,
- BSPТ- конические

Трубный сгон с английской дюймовой цилиндрической и конической резьбой
Резьбы используются в различных трубопроводных, гидравлических, сантехнических системах. Согласно дюймовой системы Уитворта профиль витков резьбы имеет традиционный угол 55° и при всех используемых диаметрах имеет всего четыре шага 11, 14, 19 и 28 витков на дюйм.
Параметры и шаг трубной цилиндрической резьбы BSPР
Данный вид трубной резьбы является не самоуплотняющейся. Для плотного соединения фитинги с подобным типом резьбы оборудуются уплотнительными резиновыми кольцами в соединительных торцах. На российском рынке данный стандарт синхронизирован с помощью отечественного ГОСТа 6357-81. Также данный стандарт синхронизирован с международными стандартами с помощью соответствующих нормативных актов ISO 228 и DIN 259, в которые включены размеры от 1/8 до 4 дюймов. Цилиндрическую трубную резьбу в международной классификации BSPР дополнительно помечается буквой «G». Левая резьба также помечается литерами LH.

Трубный сгон с английской дюймовой цилиндрической резьбой
Например, G 1 3/4 LH-A, где «А» отражает класс точности резьбового соединения.
| Размер G дюймы | Ниток на дюйм | Шаг резьбы, мм | Внешний диаметр | Внутренний диаметр | ||
| Дюймы | мм | Дюймы | Мм | |||
| 1/8 | 28 | 0.907 | 0.3830 | 9.728 | 0.3372 | 8.566 |
| ¼ | 19 | 1.337 | 0.5180 | 13.157 | 0.4506 | 11.445 |
| 3/8 | 19 | 1.337 | 0.6560 | 16.662 | 0.5886 | 14.590 |
| ½ | 14 | 1.814 | 0.8250 | 20.955 | 0.7335 | 18.631 |
| 5/8 | 14 | 1.814 | 0.9020 | 22.911 | 0.8105 | 20.587 |
| ¾ | 14 | 1.814 | 1.0410 | 26.441 | 0.9495 | 24.117 |
| 7/8 | 14 | 1.814 | 1.1890 | 30.201 | 1.0975 | 27.877 |
| 1 | 11 | 2.309 | 1.3090 | 33.249 | 1.1926 | 30.291 |
| 1 1/8 | 11 | 2.309 | 1.4920 | 37.897 | 1.3796 | 34.939 |
| 1 1/4 | 11 | 2.309 | 1.6500 | 41.910 | 1.5335 | 38.952 |
| 1 3/8 | 11 | 2.309 | 1.7450 | 44.323 | 1.6285 | 41.365 |
| 1 1/2 | 11 | 2.309 | 1.8820 | 47.803 | 1.7656 | 44.845 |
| 1 3/4 | 11 | 2.309 | 2.1160 | 53.746 | 1.9995 | 50.788 |
| 1 7/8 | 11 | 2.309 | 2.2440 | 56.998 | 2.1276 | 54.041 |
| 2 | 11 | 2.309 | 2.3470 | 59.614 | 2.2306 | 56.656 |
| 2 1/4 | 11 | 2.309 | 2.5870 | 65.710 | 2.4706 | 62.752 |
| 2 1/2 | 11 | 2.309 | 2.9600 | 75.184 | 2.8435 | 72.226 |
| 2 3/4 | 11 | 2.309 | 3.2100 | 81.534 | 3.0935 | 78.576 |
| 3 | 11 | 2.309 | 3.4600 | 87.884 | 3.3435 | 84.926 |
| 3 1/4 | 11 | 2.309 | 3.7000 | 93.980 | 3.5835 | 91.022 |
| 3 1/2 | 11 | 2.309 | 3.9500 | 100.330 | 3.8335 | 97.372 |
| 3 3/4 | 11 | 2.309 | 4.2000 | 106.680 | 4.0835 | 103.722 |
| 4 | 11 | 2.309 | 4.4500 | 113.030 | 4.3335 | 110.072 |
Параметры и шаг трубной конической резьбы BSPТ
Коническая трубная резьба для плотного соединения не требует применения дополнительных прокладок. Уплотнение осуществляется за счет сужения диаметра по всей резьбовой длине и плотного вхождения наружной во внутреннюю винтовую нарезку. Такие резьбы в своей маркировке помечаются дополнительной литерой «R», где сопрягаемую с ней внутреннюю резьбу, пару к наружной, отмечают — «Rp».

Например, пара в виде трубного конического соединения маркироваться будет так: наружная -R 2 12 и внутренняя- Rp 2 1/2.
| Размер G дюймы | Ниток на дюйм | Шаг резьбы, мм | Внешний диаметр | Внутренний диаметр | ||
| Дюймы | мм | Дюймы | Мм | |||
| 1/16 | 28 | 0.907 | 0.3041 | 7.723 | 0.2583 | 6.561 |
| 1/8 | 28 | 0.907 | 0.3830 | 9.728 | 0.3372 | 8.566 |
| 1/4 | 19 | 1.337 | 0.5180 | 13.157 | 0.4506 | 11.445 |
| 3/8 | 19 | 1.337 | 0.6560 | 16.662 | 0.5886 | 14.950 |
| 1/2 | 14 | 1.814 | 0.8250 | 20.955 | 0.7335 | 18.631 |
| 3/4 | 14 | 1.814 | 1.0410 | 26.441 | 0.9495 | 24.117 |
| 1 | 11 | 2.309 | 1.3090 | 33.249 | 1.1926 | 30.291 |
| 1 1/4 | 11 | 2.309 | 1.6500 | 41.910 | 1.5335 | 38.952 |
| 1 1/2 | 11 | 2.309 | 1.8820 | 47.803 | 1.7656 | 44.845 |
| 2 | 11 | 2.309 | 2.3470 | 59.614 | 2.2306 | 56.656 |
| 2 1/2 | 11 | 2.309 | 2.9600 | 75.184 | 2.8435 | 72.226 |
| 3 | 11 | 2.309 | 3.4600 | 87.884 | 3.3435 | 84.926 |
| 4 | 11 | 2.309 | 4.4500 | 113.030 | 4.3335 | 110.072 |
| 5 | 11 | 2.309 | 5.4500 | 138.430 | 5.3335 | 135.472 |
| 6 | 11 | 2.309 | 6.4500 | 163.830 | 6.3335 | 160.872 |
Для определения неизвестной резьбы необходимы две характеристики: шаг и внешний диаметр резьбы болта или внутренний диаметр резьбы гайки.
Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы. Для дюймовой резьбы размер определяется количеством витков на дюйм. При обозначении параметров болта шаг резьбы не указывается.
Сначала измерьте диаметр резьбы штангенциркулем. Используя приведенную ниже таблицу преобразования, вы можете определить размер в дюймах как размер в метрической системе и преобразовать его. По определению один дюйм равен 25,4 мм. Таким образом, диаметр говорит вам, является ли резьба метрической или дюймовой.
Затем используется шаблон. Пожалуйста, проверяйте отдельные шаблоны резьбы, пока один из шаблонов не будет точно подогнан к резьбе. Затем считайте желаемый шаг, напечатанный на шаблоне резьбы.
Теперь используйте прилагаемый штангенциркуль, который содержит всю информацию об отдельных типах резьбы. Если нет информации для получения достаточно надежного результата, рекомендуем сначала повторить серию измерений, так как может быть погрешность измерения.
Для определения резьбы нужен диаметр и шаг. Определяем диаметр с помощью штангенциркуля. Шаг определяем с помощью шаблона.
Для определения резьбы нужно:
- Заготовка
- Штангенциркуль (аналоговый или цифровой)
- Один шаблон резьбы (метрическая и дюймовая)
- Техническая таблица

Пример №1
1. Шаг: Определяем диаметр резьбы
Диаметр можно определить с помощью цифрового или аналогового штангенциркуля. В нашем практическом примере мы используем цифровой штангенциркуль. Расположите штангенциркуль, как показано на рисунке. Используйте не кончики штангенциркуля, а более широкую часть наконечников штангенциркуля. Цифровой штангенциркуль показывает диаметр на дисплее.

Исходя из нашего опыта, мы измерили диаметр в двух точках. В верхней, а также в нижней части.
Почему в двух местах?
Диаметр должен быть одинаковым на всей резьбе. Если это не так, это коническая резьба. Коническая резьба в основном используется для трубной резьбы.


В нашем примере это именно так. Записываем оба значения. 12,75 мм и 13,34 мм. Подробнее об этом позже.
2. Шаг: Определяем шаг резьбы
Шаг определяем с помощью шаблона. Имеются шаблоны для метрической и дюймовой резьбы. В нашем примере мы используем комбинированный шаблон. Поскольку трубная резьба всегда дюймовая, мы пробуем только ее, пока не получим правильный шаблон.



3. Шаг: Найдите значения в таблице сравнения резьб.
После того, как мы собрали все значения, нам нужно только найти их.
Диаметр был: 12,75 мм и 13,34 мм.
Градиент был: 19 G
В этом случае определение резьбы показало BSPT (британский стандартный конус трубы).
- Номинальный диаметр BSPT (R) ¼”.
- 19 ниток/дюйм
- Диаметр резьбы 13,157 мм
- Номинальный диаметр трубы 8 мм
- Диаметр основного отверстия 11,445 мм

Пример №2
Шаг 1: Определите диаметр резьбы
Как описано в первой части примера №1, измерьте диаметр штангенциркулем. Поместите штангенциркуль на резьбу, как показано на рисунке ниже. Проведите измерение один раз на верхней части и один раз на нижней части заготовки.

Если диаметр одинаков в обеих точках, это параллельная резьба. Если есть большие отклонения, это конусная резьба.
В этом случае у нас есть диаметр резьбы между 11,5 мм и 11,6 мм . Тем не менее, это минимальное отклонение представляет собой параллельную, а не коническую резьбу. Эти небольшие отклонения могут быть вызваны износом или загрязнением. Поэтому мы можем исключить коническую резьбу.
Шаг 2: Определите шаг резьбы
Для определения шага используйте комбинированный шаблон, т. е. шаблон резьбы с метрической и дюймовой резьбой. В данном примере именно это было решающим критерием для правильного определения резьбы.

Отступление:
При опробовании трафаретов был установлен дюймовый трафарет (угол наклона: 55 градусов) с 20 нитками. Но отношение к диаметру не было указано ни в одной технической таблице. Это вызвало у нас подозрения и заставило повторить серию измерений. И действительно, была ошибка измерения.
Правильным шаблоном, который подходит гораздо точнее, является метрический 1,25 мм (угол по бокам: 60 градусов).
Шаг 3: Найдите значения в таблице резьб
На третьем и последнем шаге мы снова собираем все значения и определяем нашу резьбу.
Доступны следующие измеренные значения:
- Диаметр: 11,5 мм – 11,6 мм
- Шаг: 1,25 мм
В первом примере этой серии статей мы ссылались на сравнительную таблицу резьб. В этом случае нам не нужно обращаться к этой таблице, так как это не дюймовая резьба. Вместо этого мы рассмотрим таблицу технических резьб.
Результат определения резбы:
- M12 x 1.25
Это метрическая мелкая резьба ISO с номинальным диаметром 12 и шагом 1,25 мм.
Результат может сначала сбить с толку, но существуют классы допусков с минимальными и максимальными размерами. Эти размеры приведены в некоторых таблицах с точностью до третьего знака после запятой и зависят от классов точности.
Затем мы проверяем наши измеренные значения, навинчивая набор ручных метчиков и плашек MF 12 x 1,25 на заготовку. Кстати: наборы ручных метчиков для метрической мелкой резьбы состоят только из конического метчика и чистового метчика.



Дополнительная информация о тонкой резьбе ISO
Мелкая резьба ISO представляет собой метрическую резьбу с меньшим шагом, чем стандартная резьба ISO. Диаметр шага метрической тонкой резьбы составляет 60 градусов . То же, что и стандартная резьба. Наиболее распространенная аббревиатура — М или ФF . В большинстве случаев тонкую резьбу можно распознать только по ее шагу.
Из-за меньшего шага мелкая резьба имеет более высокую нагрузочную способность. Метрическая мелкая резьба используется, прежде всего, в автомобильной промышленности, где к несущей способности резьбы предъявляются высокие требования. Кроме того, тонкая нить также стала стандартом для резьбы для электронных устройств.
Пошаговая инструкция по определению резьбы:
| Ø | Дюйм Десятичный | BSW | UNC | UNF | UNEF | BSF | сердечник-Ø | конус-Ø | резьба-Ø |
| резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | |||||
| номер 0 | 0,0598 | 80 | 1,2 | 1,49 | 1,52 | ||||
| номер 1 | 0,0728 | 64 | 72 | 1,5 | 1,79 | 1,85 | |||
| номер 2 | 0,0858 | 56 | 64 | 1,8 | 2,1 | 2,18 | |||
| номер 3 | 0,0992 | 48 | 56 | 2,1 | 2,41 | 2,52 | |||
| номер 4 | 0,1122 | 40 | 48 | 2,4 | 2,77 | 2,85 | |||
| номер 5 | 0,1248 | 40 | 44 | 2,6 | 3,09 | 3,17 | |||
| номер 6 | 0,1378 | 32 | 40 | 2,9 | 3,41 | 3,5 | |||
| номер 8 | 0,1638 | 32 | 36 | 3,5 | 4,02 | 4,16 | |||
| номер 10 | 0,1902 | 24 | 32 | 4 | 4,71 | 4,83 | |||
| номер 12 | 0,2161 | 24 | 28 | 32 | 4,6 | 5,37 | 5,49 | ||
| 1/16″ | 0,0625 | 60 | 1,2 | 1,55 | 1587 | ||||
| 3/32″ | 0,0937 | 48 | 1,9 | 2,3 | 2381 | ||||
| 1/8″ | 0,125 | 40 | 2,6 | 3,09 | 3175 | ||||
| 5/32″ | 0,1563 | 32 | 3,2 | 3,88 | 3969 | ||||
| 3/16″ | 0,1875 | 24 | 32 | 3,8 | 4,61 | 4762 | |||
| 7/32″ | 0,2187 | 24 | 28 | 4,6 | 5,43 | 5556 | |||
| 1/4″ | 0,25 | 20 | 20 | 28 | 32 | 26 | 5,1 | 6,17 | 6,35 |
| 5/16″ | 0,3125 | 18 | 18 | 24 | 32 | 22 | 6,5 | 7,76 | 7938 |
| 3/8″ | 0,375 | 16 | 16 | 24 | 32 | 20 | 7,9 | 9,3 | 9 525 |
| 7/16″ | 0,4375 | 14 | 14 | 20 | 28 | 18 | 9,3 | 10,9 | 11 113 |
| 1/2″ | 0,5 | 12 | 13 | 20 | 28 | 16 | 10,5 | 12,44 | 12,7 |
| 9/16″ | 0,5625 | 12 | 18 | 24 | 16 | 12,3 | 13,9 | 14 288 | |
| 5/8″ | 0,625 | 11 | 11 | 18 | 24 | 14 | 13,5 | 14,82 | 15 876 |
| 11/16″ | 0,6875 | 24 | 14 | 16,5 | 17,05 | 17 463 | |||
| 3/4″ | 0,75 | 10 | 10 | 16 | 20 | 12 | 16,5 | 18,76 | 19 051 |
| 13/16″ | 0,8125 | 20 | 12 | 19,5 | 20,33 | 20 638 | |||
| 7/8″ | 0,875 | 9 | 9 | 14 | 20 | 11 | 19,5 | 21,9 | 22 226 |
| 15/16″ | 0,9375 | 20 | 11 | 22,5 | 23,49 | 23 813 | |||
| 1″ | 1 | 8 | 8 | 12 | 20 | 10 | 22 | 25,08 | 25,4 |
| 1 1/16″ | 1,0625 | 18 | 25,5 | 26,63 | 26 988 | ||||
| 1 1/8″ | 1125 | 7 | 7 | 12 | 18 | 9 | 25 | 28,11 | 28 576 |
| 1 3/16″ | 1,1875 | 18 | 28,7 | 29,75 | 30 163 | ||||
| 1 1/4″ | 1,25 | 7 | 7 | 12 | 18 | 9 | 28 | 31,35 | 31 751 |
| 1 5/16″ | 1,3125 | 18 | 32 | 32,9 | 33 338 | ||||
| 1 3/8″ | 1375 | 6 | 6 | 12 | 18 | 8 | 30,5 | 34,49 | 34 926 |
| 1 7/16″ | 1,4375 | 18 | 35 | 36,2 | 36 512 | ||||
| 1 1/2″ | 1,5 | 6 | 6 | 12 | 18 | 8 | 33,5 | 37,67 | 38 101 |
| 1 5/8″ | 1625 | 5 | 5 | 18 | 8 | 35,5 | 41 | 41 277 | |
| 1 3/4″ | 1,75 | 5 | 5 | 18 | 7 | 39 | 44 | 44 452 | |
| 1 7/8″ | 1875 | 4,5 | 4,5 | 18 | 41,5 | 47,22 | 47 627 | ||
| 2 „ | 2 | 4,5 | 4,5 | 18 | 7 | 44,5 | 50,3 | 50,8 | |
| 2 1/4″ | 2,25 | 4 | 4,5 | 50,8 | 56,75 | 57 152 | |||
| 2 1/2″ | 2,5 | 4 | 4 | 57,15 | 63,05 | 63 502 | |||
| 2 3/4″ | 2,75 | 3,5 | 4 | 62 | 69,25 | 69 853 | |||
| 3″ | 3 | 3,5 | 4 | 68,95 | 75,75 | 76 203 |
Метрические крепежные детали задаются с шагом резьбы вместо количества витков нитей. Шаг резьбы — это расстояние между ними. Резьба выражается в миллиметрах (измеряется по длине застежки). Например, шаг резьбы 1.5 означает, что расстояние между одной нитью и следующей составляет 1,5 мм. Более мелкие крепежные детали имеют тонкую резьбу, поэтому у них меньший шаг резьбы.
Измерение шага резьбы осуществляют следующим образом: линейкой или штангенциркулем отмеряют на стержне участок нужной величины. Затем подсчитывают на отмеренном участке количество витков. Рекомендуемая длина участка для получения точного замера – 20 мм.
Измерение резьбомером
Точная идентификация резьбы на крепежной детали имеет решающее значение перед выбором и установкой правильных фитингов.
Как измерить резьбу:
- Использовать комбинированный штангенциркуль для измерения диаметра резьбы. Стоит взять во внимание, что резьба использованного фитинга может изнашиваться и искажаться, поэтому расчеты могут быть неточными.
- Применить резьбомер, чтобы определить количество резьб на дюйм. Для метрических соединений вычисляется расстояние между нитями. Для этого нужно поместить прибор на резьбу, пока он не будет плотно прилегать, а далее сопоставить свои измерения с диаграммой резьбы.
- Если порт расположен под углом, определить угол наклона с помощью угломера на уплотнительной поверхности. Осевая линия фитинга и калибра должна быть параллельной.
Используя комбинацию из трех инструментов, идентифицировать соединители легко. Применение штангенциркуля, резьбомера и угломера позволяет производить точные измерения большинства соединений.
Чтобы рассчитать шаг резьбы – расстояние между витками нитей, необходимо измерить линейкой или штангенциркулем резьбовый элемент, и подсчитать количество витков на данном участке. Деление длины на количество витков даёт значение шага резьбы. Значение показателя выражается в миллиметрах.

Расстояние между витками нитей можно измерить штангенциркулем, резьбомером. Менее точные результаты с помощью замера участка стержня линейкой, подсчёта числа витков, и делением показателя длины на количество нитей. Показатель исчисляется в миллиметрах. Шаг резьбы указан в технической документации и в маркировке детали.
Штангенциркуль используется для измерения диаметра наружной внутренней резьбы. При сопоставлении калибровочных измерений с диаграммами резьбы следует иметь в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и искажена от использования. Это приводит к неточному сравнению с таблицами резьбы.
Это более точный способ замера шага резьбы. Штангенциркулем измеряют участок определённой длины. Затем подсчитывают количество витков на нём. Значение шага резьбы получают путём деления длины участка на количество витков, и вычитания из полученного результата одного витка.
Для английских, британских и других европейских резьб измеритель шага обладает дюймовой шкалой. Однако для метрических деталей прибор будет определять расстояние между резьбами в миллиметрах.
Угломер используется путем его размещения на уплотнительной поверхности. Осевая линия фитингового конца и калибра должна быть параллельной. На английском языке система размеров резьбы и шаг (количество резьб на дюйм) задаются вместе с типом резьбы.
При использовании резьбомера его нужно выровнять по резьбе и убедиться, что он плотно прилегает к ней. Сопоставить измерение с резьбой, затем вычислить диаметр с помощью штангенциркуля.
Внутренние соединения измеряются путем вставки идентификационной части прибора в разъем на уплотнительной поверхности. Необходимо убедиться, что осевые линии соединения и угломера параллельны. Это позволит определить правильный угол.
Необходимо измерить определённую длину участка стержня штангенциркулем, или приложив к поверхности линейку. Подсчитать количество витков на данном участке. Рекомендуется подсчёт проводить на отрезке длиной 20 мм или 10 мм. Шаг резьбы получают путём деления дины на число витков.
С помощью указанных выше способов можно измерить шаг резьбы любого крепежа. Это можеть быть как гайка с фланцем и контрящим пластиковым вкладышем, так и шайба с внутренним конусом.

Измерение шага резьбы без резьбомера
Для метрических крепежных деталей шаг резьбы используется вместо дюймового показателя TPI. Расстояние также измеряется в миллиметрах.
Расстояние между вершинами резьбового профиля гайки называют шагом резьбы. Для получения точных результатов используют штангенциркуль или резьбомер. Грубый расчёт можно произвести с помощью линейки – измерив длину заданного участка, и подсчитав число витков без учёта первого. Длину отрезка разделите на число витков, и получите шаг резьбы гайки.
Чтобы определить шаг резьбы, применяется штангенциркуль, с помощью которого вычисляется расстояние от вершины одной резьбы до следующей. Для этого используется формула М2 х 4 х 5 мм, где М2 относится к диаметру болта (в миллиметрах), т. е. 4 является шагом резьбы в миллиметрах, что означает, что он равняется 4 мм между каждым пиком резьбы, а 5М — это длина болта.
Шаг резьбы используется для измерения резьбы болта или гайки, чтобы убедиться в возможности их соединения. Если резьба болта и гайки отличается, они либо не захватывают, либо стирают резьбу, что приводит к непригодному соединению.
Мелкие резьбовые крепления имеют более плотную спиральную структуру и обычно менее выражены. Грубое резьбовое соединение имеет более крупные и глубокие резьбы. Это означает, что если резьба слегка повреждена, она все еще может работать. Большинство стандартных метрических крепежных деталей имеют тонкую и грубую резьбу. Идентифицировать каждый из них можно с помощью или шага резьбы.
Для точного определения шага резьбы по диаметру используют штангенциркуль. Результат измерения получают в миллиметрах. Точность замеров до десятых долей миллиметра. Сравнивают с показателями стандартизированной таблицы диаметров, где указано соответствие шага резьбы каждому диаметру.
В США и Великобритании крепежные детали обычно имеют резьбу с показателями от ¼ до 20 дюймов и ¼ до 28 дюймов. Чтобы определить, какая из этих нитей грубая, а какая — тонкая, просто нужно взять число TPI (20 и 28) и сравнить их.
Не стоит забывать, что грубая нить означает, что резьба больше, поэтому меньше будет в состоянии поместиться в пределах дюйма. Поэтому 20 означает, что это грубая нить, а 28 — тонкая нить. TPI и шаг резьбы будут меняться в зависимости от диаметра крепежной детали, поэтому не всегда значение будет равно 20 и 28.
Для метрических крепежных деталей аналогичные параметры будут представлены в виде M8 x 1.25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем больше число, тем меньше нитей. Отсюда следует, что M8 x 1.25 — это грубая резьба, а M8 x 1 — тонкая.
Наиболее точный и быстрый способ определения шага резьбы – это с помощью штангенциркуля. Данным инструментом измеряют длину нужного участка, и считают число витков, расположенных на нём. Далее полученный показатель длины делят на количество нитей, и вычитают из результата один виток.

Как определить шаг резьбы по диаметру
Чтобы определить шаг резьбы, можно использовать стандартизированные таблицы. Предварительно требуется вычислить диаметр с помощью штангенциркуля. Полученный результат сравнивается с показателями в таблице, чтобы выявить соответствующий резьбовой шаг.
Таблица шага метрической резьбы:
|
Диаметр в миллиметрах |
Шаг в миллиметрах |
|
|
Крупная резьба |
Мелкая резьба |
|
|
3 |
0.50 |
0.35 |
|
4 |
0.70 |
0.50 |
|
5 |
0.80 |
0.50 |
|
6 |
1.00 |
0.75 |
|
8 |
1.25 |
1.00 |
|
10 |
1.50 |
1.25 |
|
12 |
1.75 |
1.25 |
|
14 |
2.00 |
1.50 |
|
16 |
2.00 |
1.50 |
|
18 |
2.50 |
1.50 |
|
20 |
2.50 |
1.50 |
|
22 |
2.50 |
1.50 |
|
24 |
3.00 |
2.00 |
|
27 |
3.00 |
2.00 |
|
30 |
3.50 |
2.00 |
|
33 |
3.50 |
2.00 |
|
36 |
4.00 |
3.00 |
|
39 |
4.00 |
3.00 |
|
42 |
4.50 |
3.00 |
|
48 |
5.00 |
3.00 |
Измерение резьбы штангенциркулем
Точные измерения шага резьбы можно выполнить с помощью штангенциркуля, резьбомера, угломера. Можно этот показатель определить по диаметру болта, измерив его штангенциркулем, и сопоставив результаты с показателями специальной таблицы шага метрической резьбы.
В первую очередь нужно определить, сужаются ли резьбы. Для этого следует поместить точки штангенциркуля по обе стороны от предмета, который необходимо измерить. Выровнять его снаружи нитей на нижнем конце, вдали от головки. Так определяется ширина.
Шаг резьбы детали крепежа определяют путём деления длины стержня на количество выступающих элементов. Длину измеряют линейкой или штангенциркулем, если хотят получить точный результат. Линейку накладывают к верхним частям резьбовых элементов. Рекомендуемый отрезок для подсчёта витков – 20 мм.
Далее требуется сдвинуть острие так, чтобы оно касалось нитей. Измерение должно появиться на экране, если прибор оснащен дисплеем. В противном случае нужно будет руководствоваться номерами на скользящей части. Затем следует сделать то же самое на резьбовой области рядом с головкой крепежной детали. Если число больше у изголовья, то это коническая нить.
С помощью штангенциркуля также можно измерить диаметр. Если резьба коническая, измеряют на 4-м или 5-м витке вниз от головки, т. е. в середине резьбовой области. Если она не сужается, то можно измерять в любом месте вдоль резьбы. При использовании штангенциркуля можно заметить, что есть несколько мест, где рычаги не сходятся вплотную друг к другу, иногда вдоль края линейки. Не нужно помещать то, что необходимо измерить, в эти промежутки.
Поместить числа следует в стандартное измерение. Как только значение шага получено, можно измерить длину болта или винта из-под головки и поместить все цифры в стандартное измерение. В нем будет диаметр, затем шаг резьбы и длина. Если метрический винт имеет диаметр 4 миллиметра, шаг резьбы 0,4 мм и длину 8 мм, то расчет будет M4 х 0.4 х 8M. Для американского винта это может быть 1/4 дюйма в диаметре, 20 TPI и 1 дюйм длина. Формула будет следующей: 1/4 дюйма х 20 х 1 дюйм.
Шаг резьбы можно определить с помощью линейки. Это не самый достоверный, но доступный способ. Линейкой отмеряют длину нужного участка с резьбой. Затем на этом расстоянии подсчитывают число нитей. Значение шага резьбы вычисляют делением длины участка на количество витков.

Измерение заклепок
Заклепки — это своеобразные крепежные детали, состоящие из двух частей: шляпки и оправки. Шляпка — это короткая сторона, которую нужно измерить для ее длины и диаметра. Оправка — это длинный тонкий конец, который отрывается от заклепки во время процесса установки.
Прежде всего, нужно поместить шляпку в круглые отверстия на специальном калибре заклепки. Отверстия имеют различные диаметры, в которые входят заклепки. Когда они вставлены в отверстие, шляпка должна плотно прилегать.
Если остается зазор, то размер слишком большой для данной заклепки. В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
Далее требуется измерить длину заклепки. Для этого нужно приложить шляпку в открытые верхние области. Следует убедиться, что шайба или фланец заклепки хорошо прижаты.

Измерение шплинтов
Разъемные шплинты — это тип механического крепежа, предназначенного для соединения двух компонентов вместе. Они сформированы из полукруглой проволоки, согнутой, чтобы создать петлевую головку, с двумя зубцами, которые можно раздвинуть, чтобы создать фиксирующий механизм и надежно удерживать штифт на месте.
Шплинты предназначены для легкой вставки в предварительно просверленные компоненты и благодаря своей совместимости с клеверными штифтами часто используются в строительстве, морской и сельскохозяйственной промышленности. Штифты очень просты в установке и снятии и предназначены только для одноразового использования. Они предлагают надежное крепежное решение для легких применений, где постоянные крепежные элементы могут быть неприемлемым выбором.
Номинальный диаметр штифта больше, чем фактический. Например, штифт с номинальным диаметром 5 мм будет иметь фактический диаметр 4,4-4,6 мм. Номинальный диаметр совпадает с рекомендуемым размером отверстия.
Пошаговое руководство по измерению шплинта:
- Измерить диаметр отверстия, в которое будет вставлен штифт.
- Определить диаметр двух зубьев шплинта в закрытом положении.
- Выбрать шплинт с диаметром, который близок к отверстию.
- Замерить длину отверстия.
- Найти шплинт с достаточной длиной, чтобы вставить в отверстие, и позволить зубцам быть растопыренными, чтобы держать штифт в безопасности. Номинальная длина шплинта — это длина более короткой ножки, не считая головки.
Если вам нужно приобрести крепеж оптом или крепеж нержавеющий в Москве, то лучший выбор — это магазин «Первый крепеж». У нас вы найдете огромный выбор продукции: от гаек и болтов до полноценных монтажных систем, так же в наличии есть саморезы с прессшайбой со сверлом оптом, цены вас приятно удивят. Для уточнения деталей звоните по телефону 8-800-201-81-96.