Спуски на ноже являются одним из наиболее важных элементов клинка, от особенностей и качества изготовления которых, зависят эксплуатационные характеристики изделия и его функциональные возможности. Спуски ножа выполняются с учётом предполагаемой сферы применения конкретной модели и могут быть как применимы для широкого спектра задач, так и подходить для некоторых узкоспециализированных задач.
Основные формы и характеристики спусков

Спуски на ноже – это конструктивный элемент клинка, формируемый на стадии слесарной обработки заготовки. О подробном строении клинка мы писали в одной из предыдущих статей. Спусками называются плоскости, направленные от обуха к режущей кромке, которые предназначены для равномерного уменьшения толщины пластины, что необходимо для самой возможности последующей заточки и использования ножа по назначению.
В зависимости от особенностей выполнения, спуски на ножах можно условно разделить на несколько типов. Каждый из них обладает определённым набором функциональных возможностей и ограничений, а потому их лучше рассмотреть отдельно.
Плоские спуски

Плоские или прямые спуски – это один из наиболее распространённых вариантов, который можно встретить как на ножах с фиксированным клинком, так и на складных моделях. В зависимости от задач и концептуального видения мастера, спуски могут быть выполнены на разном расстоянии от режущей кромки. По этому признаку можно выделить несколько обособленных подгрупп:
- Спуски от обуха – наиболее универсальный с точки зрения вариативности использования ножа вариант спусков. Такой нож будет хорошо резать и строгать, а его прочности будет вполне достаточно для сопротивления боковым нагрузкам, возникающим при работе «по суставам» во время разделки туши животного.
- Высокие спуски – здесь речь идёт о вариантах, которые начинаются достаточно высоко, но на некотором расстоянии от обуха. Такие спуски могут быть выполнены от 3/4, 2/3 или половины ширины клинка. Здесь работает правило – чем выше спуски, тем лучше будет рез, чем ниже – тем больше механическая прочность.
- Скандинавские спуски – особая разновидность клинков, которые могут начинаться на разной высоте, но в большинстве случаев это первая треть ширины со стороны кромки. Кроме того, особенность таких спусков заключается в том, что их схождение и формирует режущую кромку. Скандинавские спуски отлично показывают себя при работе с древесиной, но подходят и для других задач.
- Стамесочные спуски – речь идёт о плоском спуске, который формируется только с одной стороны плоскости клинка. Каких-то практических преимуществ такой вариант клинка вряд ли предполагает, однако добавляет изделию оригинальность и самобытный внешний вид.
Вогнутая линза

Спуски, представляющие собой в сечении вогнутую линзу, часто встречаются на охотничьих и разделочных ножах. Такой вариант обычно выполняется примерно от середины ширины клинка. Благодаря характерной форме спусков, ножи с вогнутой линзой отлично вспарывают шкуру и разделяют мягкие ткани, что и требуется при разделке туши. Также такой нож и достаточно устойчив к боковым нагрузкам. А вот при нарезке продуктов и строгании вогнутая линза несколько уступает плоским спускам.
Выпуклая линза

Спуски в форме выпуклой линзы формируются на клинке при помощи специального модуля на шлифовальном станке и часто встречаются на ножах, предназначенных для походов и «бушкрафта». Благодаря особой форме спуска, линза как бы раздвигает разрезаемый материал, что облегчает прохождение клинка, при повышении контроля реза. Такие ножи достаточно универсальны, но больше востребованы именно в качестве походного помощника.
В качестве дополнения следует упомянуть ножи якутского типа, на которых с одной стороны пластины клинка выполняется выпуклая линза, а вторая полностью плоская. Такая форма оригинальна и широко востребована среди охотников, путешественников и просто любителей ножей.
Изготовление спусков вручную
Если возникло желание изготовить нож своими руками, то важно принять во внимание, что изготовление спусков ножа вручную – дело достаточно трудозатратное и требующее времени. Однако при должном терпении задача вполне выполнимая. Первым и наиболее очевидным способом ручного изготовления спуска на пластине под будущий нож является её простая заточка. То есть нужно взять заготовку и характерными затачивающими движениями на грубом абразивном камне снять лишний металл с обеих сторон пластины. В результате работы получится что-то вроде выпуклой линзы, а потому резать такой нож вполне способен.
Второй вариант ручного изготовления спусков – это изготовление увеличенного в габаритах аналога системы для заточки ножей с фиксированным углом. Импровизированно такое приспособление может быть изготовлено из шпильки с приваренным к верхнему торцу кольцом, которая вкручивается в опору. По мере вкручивания высота кольца, относительно основы будет меняться, что требуется для равномерного снятия спуска. В кольцо вставляется продольная направляющая, к которой крепится напильник или грубый заточной камень. Заготовка под клинок также закрепляется на противоположной от шпильки стороне опоры. С помощью возвратно-поступательных движений и постепенного уменьшения высоты кольца шпильки, можно получить достаточно ровные плоские спуски.
Ещё один вариант ручного выполнения спусков – проковка заготовки. В этом случае происходит дополнительное уплотнение металла, что положительно сказывается на прочностных и режущих характеристиках ножа. Но и в данном случае хотя бы минимальная слесарная обработка спусков всё равно потребуется, не говоря о необходимости использования кузнечного оборудования.
Спуски с помощью ленточно-шлифовальной машины

Спуски с помощью ленточно-шлифовальной машины – это наиболее удобный и качественный вариант выполнения спусков на ноже, который используется как крупными производителями ножей, так и частными мастерами. Станок представляет собой систему роликов, которые нужны для удержания и приведения в движение «бесконечной» ленты. Проводящий ролик располагается на валу электродвигателя. Также такой станок предполагает наличие прижимной пластины и опорного столика.
При снятии спусков заготовка попеременно прижимается сторонами к опорной пластине под определённым углом, что позволяет формировать ровные плоские спуски. Если вместо прижимной пластины установлено контактное колесо, то спуски получаются в форме вогнутой линзы, а при наличии специального приспособления можно изготовить и выпуклую линзу.
Во время изготовления спусков на клинке часто используется специальное приспособление, которое позволяет закрепить заготовку и постепенно менять угол наклона по отношению к прижимной пластине. Этот вариант позволяет быстро освоить процесс и выйти на высокий уровень качества спусков, хотя использование приспособления не является обязательным и многие мастера обходятся без него.
Изготовление спусков на точильном станке
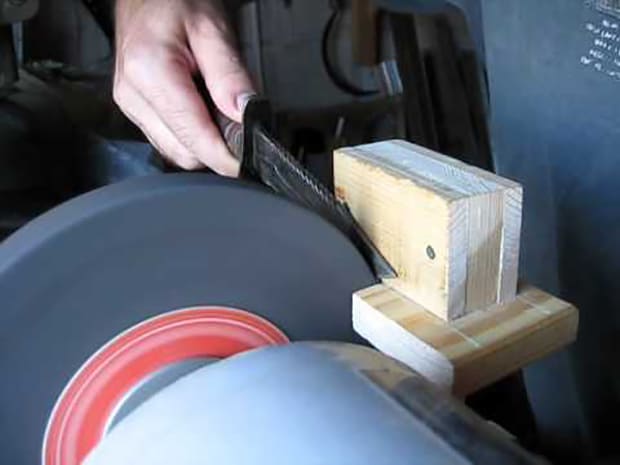
Изготовить спуски на ноже можно также и с помощью обычного точильного станка, который можно приобрести в магазине инструментов или сделать самостоятельно. В данном случае важно обратить внимание на то, что качество спусков будет зависеть от ровности поверхности установленного абразивного круга.
Перед работой круг лучше всего дополнительно выровнять, что снизит возможные биения, сделает съём металла более равномерным, а потому и спуски получатся более качественными. Также важно понимать, что характерная форма точильного круга позволяет изготавливать спуски в форме вогнутой линзы. Чем меньше диаметр камня, тем более выраженной получится и линзовидность. Для самостоятельного выполнения спусков на ноже пластина клинка поочерёдно прижимается сторонами к камню с постепенным смещением в горизонтальной плоскости.
При наличии понимания сути процесса и хороших слесарных навыков на точильном станке можно выполнять и плоские спуски достаточно высокого качества. Для этого клинок прижимается не в торцевой части круга, а к боковой, что и обеспечивает нужную форму спуска. При этом важно учитывать, что поверхность должна быть максимально ровной, а также нельзя прикладывать излишние усилия. Это может стать причиной разрушения круга, что в сочетании с высокой скоростью его вращения может стать причиной получения серьёзных травм.
Спуски на ноже с помощью болгарки

Ещё одним способом самостоятельного изготовления спусков на ноже является применения угло-шлифовальной машинки или болгарки. Для того чтобы снять лишний металл, нужно закрепить заготовку на верстаке с помощью струбцины. После этого на болгарку устанавливается лепестковый зачистной круг с грубой шкуркой и выполняется основной спуск. После этого ставится круг с наждачкой помельче и процедура повторяется. Цикл можно воспроизводить до требуемой чистоты поверхности и толщины сведения.
При снятии спусков ножа важно соблюдать базовые правила техники безопасности и использовать средства защиты органов слуха, зрения и дыхания. Кроме того, важно понимать, что в процессе съёма металла пластина будет нагреваться, а потому важно не допускать доведения клинка до температуры отпуска.
В зависимости от марки стали указанная температура будет отличаться, но в любом случае, при слесарной обработке клинка крайне важно вовремя охлаждать клинок. Особенно это актуально на завершающих этапах работы, когда толщина пластины в районе будущего подвода минимальна, а площадь контакта с лентой получается наибольшей.

Благодарим за внимание! Статья подготовлена экспертами мастерской Семина. Мы делаем качественные ножи ручной работы.
Сразу хотелось бы предупредить читателя, что сделать нужный спуск, если вы новичок в этом деле, то с первого раза может не получиться. Но не нужно расстраиваться. На многих профильных форумах мастера со стажем прямо так и пишут: только работать и работать. Следуя всем советам, разу к десятому — пятнадцатому, что-либо уже должно получаться.

Содержание
- Немного теории
- Основные формы и характеристики спусков на самодельных ножах
- Как сделать спуски на ноже болгаркой
- Подготовительный этап
- Советы специалистов
- Вырезка заготовки
- Снятие фаски
- Работы по спуску
- Как сделать спуски на наждаке
- Изготовление вручную
Немного теории
В этой статье мы попробуем собрать, насколько сможем, некоторую полезную информацию для правильного затачивания спусков. Так что наберитесь терпения, изучите материал и вперед!
На самом деле нет идеального решения для абсолютно всех вариантов, спуск на клинке можно выполнить только для конкретных задач. Золотой середины, можно добиться, но такие противоречивые параметры, как толщина клинка, и толщина лезвия, не дадут ножу идеальных параметров.
Для понимания процедуры резки нужно рассмотреть этот процесс внимательнее. Режущая кромка разрезает материал, а дальше идет в работу спуск, который своими качествами, раздвигает материал, подвергающийся резу.
Соответственно, чем тоньше спуск, тем рез будет быстрее. Но за счет этого страдает прочность клинка, и наоборот.
Если спуск будет более массивным, то и прочность клинка увеличивается, а вот рез по скорости, уже уменьшается. Надеемся, что у нас получилось объяснить принцип действия ножа при резе.
Соответственно, при создании клинка, нужно чем-то жертвовать, но опять же, нужно знать для чего вы его изготавливаете. Сам спуск довольно важный элемент ножа, уже стало понятно, что от его толщины, меняются и его характеристики.
Основные формы и характеристики спусков на самодельных ножах
Новички, как правило, имея заготовку и весь нужный инструмент, не могут определиться, какой спуск наиболее универсален. Хотя бы для кухонного ножа. Но не волнуйтесь, есть несколько самых распространенных видов спусков, которые мы сейчас рассмотрим:
- Самый распространенный, и делается от самого обуха, это – клиновидный. Применение он находит, как правило, на кухне.
- Еще один довольно популярный вид – тоже клиновидный, идет от самого обуха и переходит в режущую кромку. Но если его перетачивать, он автоматически перейдет в вид номер 1, во время заточки будет образовываться режущая кромка отдельно от спуска. Либо затачивать весь спуск, что довольно проблематично.
- Довольно характерная форма для многих ножей. Лезвие плоское, а спуск начинается с середины или чуть выше к обуху. Заточке поддается довольно легко.
- Очень интересный вариант, и довольно часто применяемый клиновидные спуски и режущая кромка, нож достаточно прочен и рез хороший. Очень гармонично расположены спуски и кромка.
- Режущую кромку образует двойной клин. Спуски клиновидные, но материал между ними и режущей кромкой убран. Очень хорошо режет плотные материалы, но сложен в заточке, можно сказать, для профессионалов.
- Линзовидные вогнутые спуски. Режущая кромка, является как бы продолжением грани между лезвием и скосом к острию. Они могут начинаться практически от самого обуха. Второе название заточки – «бритвенная», ее применяют для опасных бритв.
- Односторонняя заточка приобрела название – стамесочная. Затачивается довольно просто. Ножом можно орудовать, только одной рукой. При этом скос должен быть со стороны рабочей руки.
- Формой напоминает спуск номер 3, но их как таковых нет, прямое лезвие и сразу режущая кромка. Больше подходит для рубящих изделий.
- Выпуклые линзовидные спуски, плавно переходящие в режущую кромку. Названия имеет два «пулевидная» заточка и «оживальная». Тяжело клинком резать, вязнет в материале, зато прекрасные рубящие характеристики. Сложен в изготовлении, также вариант для профессионалов.

Для начала можно попробовать на какой ни будь ненужной заготовке, сделать спуски №1 и №3. Они проще остальных и найдут применение у вас дома, как вариант на кухне. А набив руку, можно приступать и к более сложным разновидностям заточки.
Как сделать спуски на ноже болгаркой
Тема довольно щепетильная, и честно скажем, неоднозначная. Вся проблема в том, что если вы новичок в этом вопросе, все «прожженные» мастера рекомендуют начинать делать только вручную и никак иначе.
В интернете полно различных приспособлений для заточки правильного спуска. Их изготавливают своими руками различные умельцы, и демонстрируют, как ими пользоваться. Но реальные мастера все как один, утверждают, что для начала нужно научиться «чувствовать» металл.
Конечно, никто не отрицает, что эти приспособления помогут сэкономить время, но для новичка они будут служить только помехой.
И чтобы добиться наилучшего реза нужно достичь гармонии взаимодействия режущей кромки и спусков. Но в данном случае, мы разберем вариант для более или менее профессиональных мастеров, как сделать спуски на ноже с помощью УШМ или просто «болгаркой».

Подготовительный этап
Один из важнейших моментов для работы, собрать все нужные предметы, поближе, чтобы потом не бегать по мастерской и искать нужный инструмент. Проверить готовность УШМ, и главное не забывать про технику безопасности.
С виду безобидная «болгарка», может натворить столько бед, что мало не покажется.
Кроме нее понадобятся:
- непосредственно сама заготовка будущего клинка;
- «болгарка», про нее уже говорили, желательно с переключателем скоростей, и она не должна быть сильно громоздкой;
- прочно закрепленные к верстаку тиски;
- шаблон будущего ножа из картона;
- струбцина винтовая;
- металлический уголок;
- ведро с водой.
Основным инструментом работы будет УШМ, добавим пару слов про нее. Выбирайте ее небольших размеров, максимум под 125 диск, иначе вы просто будет физически сильно уставать, держа ее на весу.
За мощностью гнаться не стоит, 1000 Вт хватит с лихвой. Все работы проводите в защитных очках и перчатках. Подготовились? Пойдем дальше.
Советы специалистов
Довольно полезные советы, чтобы не наделать ошибок во время работы. Они опять же касаются нашего основного инструмента. Уже давно замечено, что для вырезания заготовки из металла согласно чертежу с шаблона, нужно использовать только кругом абразивом, толщиной не менее 7 см.
Если использовать обрезной диск, то металл часто перегревается, раскалывается и появляются небольшие канавки. Обдирочные круги ведут себя довольно достойно, особенно «раскрученных» брендов, а цена у них невысокая.

Постепенно научившись пользоваться обдирочными кругами, можно будет перейти и к отрезным, но толщина их не должна быть менее 2 мм. К минусам тонкого отрезного диска можно отнести и то, что при боковых нагрузках он начинает вибрировать.
В итоге весь инструмент ходит «ходуном». Что может привести к разрушению диска и нанести различные травмы. И как показывает практика, новички не послушавшие этого совета, рано или поздно все равно возвращаются к обдирочным кругам.
Вырезка заготовки
Ознакомившись с полезными советами, нужно продолжить работу. Вырезание заготовки выглядит довольно несложно, с учетом вышеуказанных советов:
- С картонного шаблона нужно перенести эскиз на металл, из которого будет вырезаться клинок.
- Следующим этапом будет непосредственно само вырезание заготовки, выполнять это нужно четко в соответствии с линией шаблона. И одна очень деликатная особенность: на этом этапе обух не вырезают. Связанно это с тем, что во время шлифовки могут возникнуть проблемы, кончик лезвия может получиться с «заваленными» гранями. Специалисты утверждают, что эта часть клинка – самая проблематичная.
- Непосредственное нанесение линий обуха, делать это нужно не толстой чертой, но хорошо видимой.
- Металлический уголок, который был приготовлен зажимается в тиски, и к нему с помощью струбцины прижимается уже вырезанная заготовка.
Небольшое дополнение к пункту №4, опытные мастера советуют воспользоваться двумя струбцинами, для зажима кончика ножа. Если она одна, то нужно ее постепенно перемещать к месту обработки, и клинок-заготовка должен быть прижат к уголку очень плотно. Место обработки должно быть обращено к мастеру.
Снятие фаски
После всех подготовительных работ можно приступить к вырезанию фаски. Зачем она нужна, станет понятно далее. Абразивный круг, располагаем таким образом, чтобы он был строго перпендикулярен заготовке. Если на заготовке присутствуют неровности, то не отклоняемся от первоначального положения.
Больших усилий прикладывать не нужно, а наоборот пробовать чуть касаясь, снять небольшую фаску вдоль клинка по режущей кромке. Очень важный момент, нужно выдержать дистанцию 0,2 мм от линии к середине ножа.

Делать все нужно не спеша, и аккуратно. Перемещаем УШМ вдоль всей длины режущей кромки. Не забываем при этом, охлаждать деталь, обильно поливая водой. Перегрев грозит испорченной заготовкой. Фаска снимается для удобства будущих манипуляций, это будет явно видимая граница, на которую нельзя будет заходить. Снять ее нужно по всей режущей кромке.
Работы по спуску
После окончания работы с фаской по РК, можно начать работать непосредственно со спуском. Направление движения камня будет в сторону обуха, до очерченной линии. Контролировать процесс несложно, не забываем оформить начало спуска около пяты клинка. Плавно водя УШМ вправо-влево с шагом 15-20 мм понемногу сдираем поверхность.
Главное контролировать, чтобы камень был перпендикулярен режущей кромке.
Не забываем охлаждать заготовку. Если смотреть сверху, камень будет повернут вертикально к плоскости ножа. Не допускайте отклонений от заданных параметров, иначе диск может встать на ребро и это может стать в дальнейшем немалой головной болью для мастера.
Но благодаря тому, что клинок обрабатывается пошагово, испортить его одним неправильным движением не получится. Давить на «болгарку» не нужно, ее веса, как правило, хватает для нормальной обработки спуска.
Как сделать спуски на наждаке
Точильный станок, также довольно часто используют для снятия спусков. Станок состоит из электромотора и точильного камня. Принцип довольно прост. Многие любители изготовления ножей, часто пользуются специальными приспособлениями для точного угла спуска.
Особых секретов при таком особа нет. Нужно держать заготовку строго перпендикулярно к оси вращения точильного камня. И опять же не забывать охлаждать будущий клинок. Для такого удерживания клинка изготавливают различные приспособления.

Для примера, один вариант. Железную пластину используют в качестве площадки, на которой будет лежать заготовка. Чтобы она не соскользнула, ее прижимают к уголку. В
ся эта конструкция удерживается струбциной и располагается строго перпендикулярно камню. И если нужно изменить угол, стоит только подвинуть струбцину и все. А саму заготовку нужно будет потихоньку водить вдоль круга согласно заданному углу.
Некоторые мастера используют «болгарку» как черновой вариант, а затем на таком станке доводят до идеала.
Изготовление вручную
Вот мы и добрались до самого интересного. Про ручную заточку разговор поднимался в самом начале, стоит к нему вернуться, так как он действительно, очень нужен для самых начинающих мастеров.
Как уже писалось выше это волшебное и изнурительное действо нужно для понимания самой стали. Нужно прочувствовать ее. Нужно пролить сто потов, чтобы научиться выполнять это вручную. Процедура эта делается напильниками, и, в конце концов, «догоняется» точильными камнями разной зернистости.
Сколько нужно сточить? На этот вопрос вы сами себе ответите, когда заточите десяток другой заготовок. И если вы не будете лениться и делать это вручную – вас будут называть настоящим мастером своего дела.
Да, иногда следует прибегнуть к специальным механическим «помощникам» в исключительных случаях. Прочувствовать сталь вручную, можно назвать – «высшим пилотажем». Тем более клинок всегда будет ощущать теплоту ваших рук, и, быть может, вы заложите в него частичку своей души.

Универсальный угол заточки ножа равен 30-45 градусам, его можно использовать для восстановления остроты лезвия кухонных ножей. Важно помнить, что чем меньше этот параметр, тем острее будет режущая кромка, но она же и быстро придет в негодность, потеряет свои свойства.
Углы заточки должны строго выдерживаться для филейного мясного ножа (10-15 градусов), для рыбного разделочного (25 градусов), шеф-ножа (20-25 градусов) и других типов специальных режущих инструментов. Эти показатели должны соблюдаться и на карманных точилках, и на брусках, и на шлифовальном станке – на всех приспособлениях для заточки.
Сразу после покупки ножа нужно будет снять его геометрические параметры, записать их и при заточке строго придерживаться полученных значений. Только так удастся повысить износоустойчивость режущего инструмента и снизить частоту правок и заточек.
📌 Содержание статьи
- 1 Основные правила выбора угла заточки ножа
- 1.1 Как измерить
- 1.2 Угол спуска ножа
- 2 Углы заточки ножей: таблица градусов для разных видов
- 3 Угол заточки кухонных и охотничьих ножей: о важности ухода
- 3.1 Причины быстрого износа
- 3.2 Лезвия, которые нельзя точить
- 4 Виды заточек ножей: односторонняя, двусторонняя, клиновидная, асимметричная
- 5 Как заточить охотничий нож, на каком инструменте
- 6 Как выставить угол заточки ножа на точилке для кухонного ножа
- 7 Делаем оптимальный угол на мусате
- 8 Как использовать брусок для идеального угла заточки
- 9 Как сделать угол заточки кухонного ножа на станке для шлифовки
- 10 Как выдержать угол при заточке ножа с карманной точилкой
- 11 Набор приспособлений для работы с инструментом для кухни и охоты
- 12 Электрические точилки
- 13 Другие способы
Основные правила выбора угла заточки ножа
Угол заточки ножа выбирается в зависимости от предназначения инструмента, в бытовых условиях принято брать за основу параметр в 30-45 градусов. Но если постоянно использовать только средние значения, то будет уменьшаться срок эксплуатации ножей. Самое главное правило выбора угла заточки ножа – чем меньше этот параметр, тем острее лезвие. Но в таком случае править и повторно точить клинок придется гораздо чаще.
Как измерить
Измерить нужный параметр можно и в бытовых условиях:
- С помощью ножниц.
 Клинок, требующий заточки, устанавливается между 2 полотнами ножниц, транспортиром измеряется угол.
Клинок, требующий заточки, устанавливается между 2 полотнами ножниц, транспортиром измеряется угол.
 Клинок, требующий заточки, устанавливается между 2 полотнами ножниц, транспортиром измеряется угол.
Клинок, требующий заточки, устанавливается между 2 полотнами ножниц, транспортиром измеряется угол.Перед началом процедуры важно убедиться в том, что болт, соединяющий полотна ножниц, плотно закручен.
- Линейкой-угольником. Протекает в два этапа. Первый – вставить лезвие между полотнами ножниц, последние приложить к листу бумаги и обвести их карандашом. Второй – на бумаге измерить линейкой-угольником расстояние между нарисованными контурами. Полученные результаты будут искомыми параметрами.
- С использованием доски и парафина. На ровную и твердую поверхность положить доску разделочную (новую) и смазать ее поверхность маслом. Ребро доски смазывается толстым слоем теплого/жидкого парафина. Как только покрытие начинает застывать, в него втыкается лезвие ножа, которое следует заточить.
- После полного застывания парафина нож вытаскивается, делается фотография его «отпечатка». На полученном изображении будет четко виден нужный угол заточки, который можно измерить транспортиром при увеличении фото.
 Рекомендуем прочитать статью о вариантах заточки для ножей. Из нее вы узнаете о том, как правильно точить ножи, видах заточки, как затупить нож и сколько стоит заточить нож.
Рекомендуем прочитать статью о вариантах заточки для ножей. Из нее вы узнаете о том, как правильно точить ножи, видах заточки, как затупить нож и сколько стоит заточить нож.
А здесь подробнее о характеристиках точильных камней и рекомендациях по их выбору.
Угол спуска ножа
Выбирать угол спуска ножа чаще всего не требуется, потому что этот параметр задан производителем. Нужен лишь во время процесса по восстановлению остроты лезвия контролировать его. Единственный нюанс, который следует учитывать: чем выше спуск, тем будет острее лезвие, и ножом будет проще резать даже твердые материалы.
Углы заточки ножей: таблица градусов для разных видов
Чтобы не было погрешностей при определении угла заточки ножей, стоит воспользоваться готовой таблицей градусов для разных видов инструмента.
|
Тип ножа |
Угол заточки в градусах |
|
Кухонный бытовой |
30-35 |
|
Кухонный профессиональный |
25-30 |
|
Поварской профессиональный (шеф-нож) |
20-25 |
|
Столовый |
55-60 |
|
Для разделки рыбы, в том числе филейные ножи |
25 |
|
Для разделки мяса |
30 |
|
Для работы с овощами |
35 |
|
Для приготовления филе (отделения мяса от костей) |
25-30 |
|
Для разделки филейной части |
10-15 |
|
Для работы с продуктами животного происхождения |
30-45 |
|
Для нарезки твердых/платных корнеплодов |
22-25 |
|
Перочинный |
20-25 |
|
Туристический, когда в приоритете острота лезвия |
30-35 |
|
Туристический, когда нужна высокая износоустойчивость |
40-45 |
|
Для выполнения столярных работ |
30-45 |
|
Рубящий |
45-60 |
|
Для выполнения сапожного ремонта |
30-40 |
|
Для раскроя кожи |
20-25 |
|
Охотничий для ошкуривания |
15-45 |
|
Для нарезки хлебобулочных изделий |
15-22 |
Отдельно нужно будет определить угол заточки японских ножей, а этот параметр колеблется в пределах 15-40 градусов. Подобное связано с тем, что предлагаются на рынке японскими мастерами ножи различного предназначения, с односторонней или двухсторонней заточкой, разными по высоте спусками. Действительно профессиональные японские ножи имеют специальные обозначения на упаковке, где можно найти и рекомендации по углу заточки клинка.
Угол заточки кухонных и охотничьих ножей: о важности ухода
Угол заточки кухонных ножей колеблется в пределах 30-35 градусов, а вот для охотничьих нужно будет подбирать с учетом следующих нюансов:
- если предстоит ошкуривать добычу и выполнять тонкие надрезы, то угол заточки не должен превышать 15 градусов;
- заточка универсального оружия охотника осуществляется по параметру 25 градусов (максимум);
- грубое разделывание туши добычи выполняется ножом с углом заточки в 45 градусов.

Причины быстрого износа
Кухонные ножи достаточно быстро тупятся, происходит это по следующим причинам:
- в работе используются разделочные доски из камня, стекла, твердого пластика – такие материалы скругляют режущую кромку клинка;
- под лезвие часто попадают кости и сухожилия мяса – высокая плотность этих частей негативно сказывается на режущих способностях инструмента;
- нож используется для очищения чешуи и разрезания костей рыбы;
- с клинком соприкасаются песок, мельчайшие камни, комочки земли – часто подобное происходит при работе с овощами и фруктами, поэтому их перед работой нужно тщательно мыть;
- нарушение правил хранения ножей – они не должны соприкасаться с любыми твердыми предметами.

Лезвия, которые нельзя точить
На рынке имеются ножи с лезвиями, которые нельзя подвергать заточке – керамические. Они обладают высокими качественными характеристиками, не теряют свою остроту даже при длительном использовании.
Керамические лезвия отличаются следующими преимуществами:
- не окисляются при взаимодействии с любой агрессивной средой;
- не меняют цвет;
- не впитывают запахи пищи (даже весьма специфические).
Точатся такие ножи 1 раз в 5-7 лет, но выполнить эту работу в домашних условиях невозможно – требуется специальный профессиональный инструмент и наличие определенных навыков.

Нельзя точить и самозатачивающиеся лезвия, особенность которых заключается в наличие мельчайших зубчиков на режущей кромке.
Виды заточек ножей: односторонняя, двусторонняя, клиновидная, асимметричная
Самостоятельная заточка ножей может осуществляться несколькими способами, а зависит выбор от вида клинка:
- Односторонняя. Для нее характерна заточка только одной стороны лезвия, вторая остается плоской, что дает возможность получить безупречно острой кромки. Чаще всего односторонняя заточка применяется для кухонных бытовых/профессиональных ножей, охотничьих (шкуросъемных). Так как выполнить подобный тип заточки на вогнутом клинке практически невозможно, он используется только для работы с прямыми клинками и спусками.
- Двусторонняя асимметричная. Выполняется таким образом, чтобы ширина одной и второй стороны режущих кромок были разными. Такой способ дает возможность без приложения усилий нарезать даже очень твердые продукты, материалы ровными фрагментами разных размеров.

Двусторонняя заточка чаще всего встречается у японских ножей, поэтому ими работают профессионалы: безопасность человека обеспечивается имеющимися навыками, в противном случае заточка обеих кромок приводит к ранениям при работе с продуктами.
- Клиновидная. Самый популярный вид заточки, для которой характерны ровные пологие спуски. Применяется для кухонных, туристических, складных и охотничьих ножей. Такая обработка клинков позволяет некоторые виды инструмента использовать в походных условиях в качестве рычага – например, для подъема упавших тонких деревьев.

Как заточить охотничий нож, на каком инструменте
Заточить охотничий нож можно с помощью механических карманных точилок. Такой инструмент отличается малым весом и отсутствием требований к хранению. Изготавливаются такие точилки в виде стержня длиной 150 мм и диаметром 20-30 мм.
Механические точилки для охотничьих ножей продаются в специальной упаковке из пластика, на которой предусмотрены крепежные элементы. Это дает возможность охотнику носить инструмент на поясе и править ножи в любой момент.

Как выставить угол заточки ножа на точилке для кухонного ножа
Для кухонного ножа выставлять угол заточки на точилке механического типа не нужно, потому что производители предусмотрели этот момент и заключили вращающиеся колесики между пластинами уже по нужным параметрам. Таким приспособлением не получится вывести остроту режущей кромки до совершенства и одновременно сохранить ее износоустойчивость – механические точилки не используются для профессиональных поварских ножей.
Угол заточки постоянный, что оптимально подходит для частой правки стандартных бытовых ножей из стали средней твердости.

Делаем оптимальный угол на мусате
Если точить нож предстоит на мусате, то оптимальным углом будет параметр 25 градусов.
Работа по заточке проводится следующим образом:
- Взять в одну руку мусат, упереть его концом в твердую и ровную поверхность. Убедиться в том, что приспособление в процессе не соскользнет.
- Во вторую руку взять нож, острота которого снизилась.
- Прислонить режущую кромку кухонного инструмента к стержню под углом 25 градусов.
- Выполнить 4-6 движений ножом по мусату от себя и к себе, одновременно поворачивая лезвие.

Если мусат имеет алмазное покрытие, то для восстановления остроты лезвия ножа достаточно провести им по стержню 1 раз.
Специалисты предупреждают, что это приспособление не способно полноценно заточить клинок, оно применяется только для правки.
Как использовать брусок для идеального угла заточки
Идеальный угол заточки ноже на бруске тоже равен 25 градусам, этот параметр не меняется даже при использовании нескольких оселков с разной степенью зернистости поверхности.
Алгоритм действий будет следующим:
- Взять брусок/оселок с крупноабразивной поверхностью. Если он маленького размера, то его зажимают (фиксируют) в тисках.
- Прислонить лезвие ножа к поверхности точильного приспособления под углом 25 градусов и двигать им вдоль к себе-от себя.
- Выполнить это же движение для другой стороны режущей кромки. Продолжать процесс до тех пор, пока на металле не появятся выраженные заусеницы.
- Сменить брусок на мелкозернистый и провести те же манипуляции до исчезновения даже мелких заусениц.


Считается, что самостоятельная работа на бруске дает возможность привести лезвие ножа в почти идеальное состояние по остроте.
Как сделать угол заточки кухонного ножа на станке для шлифовки
На шлифовальном станке заточка кухонного ножа должна осуществляться только опытным человеком, нужно будет во время всей работы соблюдать угол заточки в 30-35 градусов. И сделать это можно следующим образом:
- Определить, в каком именно положении нож будет соприкасаться со шлифовальным кругом по нужному параметру.
- Приготовить «подпорку», фиксатор – это может быть и металлическая длинная пластина, и пластиковая планка.
- Включить станок, подвести к кругу лезвие под выверенным углом и сверху наложить фиксатор. Плотно клинок не прижимать, потому что это приведет к порче металла.
Сначала на шлифовальном станке точится одна сторона режущей кромки, затем другая. Долго удерживать металл на вращающемся кругу нельзя – от трения на высокой скорости он нагреется и потеряет свои качественные характеристики.
Смотрите на видео о том, как быстро заточить кухонный нож на станке:
Как выдержать угол при заточке ножа с карманной точилкой
Выдержать угол при заточке ножа на карманной точилке не составит труда – он уже предусмотрен производителем и не нуждается в коррекции. Такие заточные приспособления представляют собой небольшое пластиковое устройство, между пластинами которого закреплены маленькие камни овальной, круглой или квадратной формы.
Карманные точилки отличаются компактностью, поэтому часто используются вне дома – на рыбалке, в походе, на пикнике. Ими не получится полноценно наточить клинок, но восстановить уровень его остроты вполне реально.

Набор приспособлений для работы с инструментом для кухни и охоты
Для точного выставления угла заточки можно воспользоваться набором приспособлений, который позволяет обрабатывать ножи для кухни, охоты.
В комплект входят:
- несколько оселков разного цвета, которые обозначают разную зернистость их поверхности;
- масло для облегчения процесса заточки;
- направляющие элементы.

Последние позволяют точно выставить нужный угол заточки и контролировать соблюдение параметра в процессе обработки ножей. Наличие брусков/оселков с разной по зернистости поверхностью позволяет не только точить лезвие, но и шлифовать его, полировать. Специалисты считают, что такой набор инструментов способен довести режущие способности ножей практически до совершенства.
Электрические точилки
Максимально быстро наточить нож можно с помощью электрической точилки. Приспособление представляет собой закрытый корпус с прорезями для вставки лезвий. Внутри находится электромотор, ось которого вращает небольшие абразивные круги с алмазным напылением.
Угол заточки в таком инструменте выставляется автоматически, но есть модели с ручным выставлением нужного параметра – механический переключатель изменяет угол прилежания лезвия ножа к абразивным кругам. Если электрическая точилка качественная и от добросовестного производителя, то в ней будут находиться два вида абразивных кругов – для грубой заточки и для полировки.

Если режущая кромка ножа сильно затупилась, то сначала нужно вставить клинок в паз с крупнозернистыми абразивными кругами и, включив приспособление, начинать протягивать лезвие по направлению к себе. Только после того, как геометрия спусков и уровень остроты лезвия будут восстановлены, можно переставить нож в другой отсек для полировки. Обычно достаточно 5-10 «протягов» в обоих пазах для получения нужного результата.
Другие способы
Существует ряд способов быстрой заточки ножей, когда соблюдение угла не считается важным.
К таковым относятся:
- заточка о камень – можно использовать любой булыжник с не зернистой поверхностью;

- стекло – используется битая часть стакана, бутылки или оконного стекла;
- другой нож – просто трутся друг о друга с высокой скоростью.
Эти методы используются в экстренных ситуациях, вне цивилизации, на рыбалке и охоте, когда отсутствуют специальные заточные инструменты. Острота лезвия ножа станет лучше, но впоследствии все равно придется выполнить нужные мероприятия для восстановления режущих способностей.
 Рекомендуем прочитать статью о мусате. Из нее вы узнаете, какие бывают мусаты для заточки ножей по функциям и материалу, как точить ножи мусатом на весу и как правильно ухаживать за ножеточкой мусат.
Рекомендуем прочитать статью о мусате. Из нее вы узнаете, какие бывают мусаты для заточки ножей по функциям и материалу, как точить ножи мусатом на весу и как правильно ухаживать за ножеточкой мусат.
А здесь подробнее об основных параметрах стали Х12МФ и правилах ее эксплуатации.
Угол заточки ножа – параметр, от соблюдения которого зависит качество работы по восстановлению остроты режущей кромки. Выставить его на любом заточном инструменте легко при наличии таблицы с учетом назначений ножа.
Нож является одним из инструментов, без которого в хозяйстве не обойтись. В специализированных магазинах вниманию потребителей представлен широкий ассортимент самых различных кухонных, столовых, мультифункциональных и охотничьих режущих изделий. Чтобы нож был эффективным и прослужил долго, его нужно правильно выбрать. Однако большинство домашних умельцев предпочитают пользоваться клинками собственного изготовления. Имея нужный инструмент и расходный материал, новички сталкиваются с одной проблемой – они не знают, как правильно сделать спуск ножа. Данный элемент в конструкции изделия очень важен, поскольку от его качественного исполнения будет зависеть внешний вид и режущие свойства самодельного клинка. Информацию о том, как сделать спуски на ноже своими руками, вы найдете в данной статье.

Знакомство с элементом
Несмотря на то что изготовление самодельного ножа является процессом достаточно трудоемким, домашних умельцев это не останавливает. Причин этому может быть несколько. Преимущественно это стремление удовлетворить свой творческий потенциал. Использовав подручные материалы, можно создать нож понравившегося типа. Судя по отзывам, кустарные изделия практически не уступают заводским. Кроме того, удается существенно сэкономить. Однако изготовление ножа дома предполагает четкое соблюдение правил, а именно домашнему умельцу придется соблюдать очередность действий. Как утверждают специалисты, одним из важных этапов производства является оформление спусков. Эти элементы изготавливаются путем фрезерования плоских заготовок и очень важны в конструкции клинка, так как обеспечивают его колюще-режущие свойства. Как сделать спуски на ноже? Какой для этой цели понадобится инструмент? Подробнее о том, как новичкам сделать ровные спуски на ноже, — далее.

Способы
Тем, кто не знает, как сделать спуск на лезвии ножа, можно порекомендовать воспользоваться одним из трех способов. Как утверждают специалисты, самым распространенным инструментом для этой задачи является наждачный станок. К этой технике прибегают преимущественно новички. Второй способ считается посложнее – с использованием угловой шлифовальной машинки (болгарки). Третий практикуют опытные мастера, которые «чувствуют» металл и могут практически обойтись без дополнительных технических приспособлений.
Как сделать спуски на ноже болгаркой? Что понадобится для работы?
Перед тем как сделать спуски на ноже, следует обзавестись следующим инструментом:
- Заготовка для клинка. Судя по многочисленным отзывам, неплохие ножи получаются из полотен от старых механических пил. Ввиду того что этот материал дешевый, в случае его порчи заготовку не жалко будет выбросить, а у новичка имеется возможность потренироваться работать болгаркой прежде, чем сделать спуск на ноже из сырья подороже.
- Шаблон из картона будущего ножа.
- Угловая шлифовальная машинка (она же болгарка). На нее устанавливается толстый абразивный 125-миллиметровый круг. С его помощью обычно выполняют зачистные и обдирочные работы.
- Тиски. На верстаке они должны быть прочно закреплены.
- Винтовая струбцина.
- Уголок или кусок трубы с квадратным сечением.
- Емкость с водой.
С чего начать? Подготовительный этап
Тому, кто не знает, как сделать спуски на ноже, опытные мастера рекомендуют придерживаться следующей поочередности действий:
- Сначала с помощью шаблона нужно перенести на заготовку очертания клинка.
- Вырезать нож болгаркой. Делать это нужно четко по размеченной линии. На данном этапе опытные мастера обух не вырезают, иначе в дальнейшем во время шлифовки спусков могут возникнуть трудности: кончик лезвия получится с заваленными гранями. Как утверждают специалисты, данная часть клинка самая проблемная.
- На заготовку нанести линию спусков. Делать это необходимо с двух сторон. Сама линия должна быть максимально тонкой, но хорошо заметной под любым углом.
- В тисках зажать прямоугольную трубу или уголок. К нему посредством струбцины будет прижата заготовка. Специалисты рекомендуют воспользоваться двумя струбцинами. В таком случае мастеру удастся прижать и кончик ножа. Если же струбцина одна, то ее придется передвигать поближе к месту обработки. Вся плоскость заготовки должна быть прижата к опоре максимально плотно.

На подготовительном этапе нежелательно, чтобы винты струбцин были слишком затянуты. Достаточно лишь предотвратить смещение заготовки. Работать будет удобнее, если зажимающие приспособления расположить с противоположной стороны. Места в заготовке, на которых вытачиваются спуски, должны быть, наоборот, поближе к мастеру.
Что порекомендуют специалисты?
Как сделать спуск на ноже ровно, чтобы не испортить заготовку? Судя по отзывам, нередки случаи, когда металл прижигается, раскалывается или на нем образуются ямки. Как утверждают опытные мастера, это возможно, если манипуляции осуществляются обрезным диском. По этой причине желательно работать толстым обдирочным камнем по металлу. Мастера рекомендуют воспользоваться абразивом, толщина которого — не менее 7 мм. Одним из таких очень качественных и износостойких изделий является абразивный круг от японского производителя Makita. Судя по многочисленным потребительским отзывам, он легко стачивает даже каленую сталь. Овладев техникой изготовления спусков посредством обдирочных кругов, многие домашние умельцы переходят на толстые отрезные. Чтобы снизить вибрацию, которая является следствием значительной осевой нагрузки, работать следует кругами, толщина которых — не менее 0,2 см. Если данный совет проигнорировать и начать с отрезных, то рано или поздно новичок все же вернется к обдирочным. Однако за это время можно перевести немало заготовок. Кроме того, отрезной диск под воздействием боковой нагрузки начинает сильно вибрировать. Нередко он ломается и может быть опасен как для самого мастера, так и окружающих.
О снятии фаски
Вначале на заготовке отмечается середина. Линией очерчивается место для будущей режущей кромки. Затем, затянув обдирочный диск понадежнее, включают болгарку. Обрабатывающая поверхность должна располагаться перпендикулярно к кромке ножа. Сильно налегать на диск не нужно, наоборот, им следует еле касаться заготовки. Сначала аккуратно снимается небольшая фаска вдоль кромки по обозначенной линии. Важно, чтобы от линии к середине ножа была выдержана дистанция 0,2 мм. На данном этапе следует быть максимально точным. Болгарку можно перемещать вдоль всей длины обрабатываемой режущей кромки. Чтобы металл не перегрелся и не утратил свои изначальные свойства, во время работы его следует периодически охлаждать. Для этой цели поверхность заготовки обильно поливают водой. Некоторые новички часто задают вопросы: зачем снимать с заготовки фаску и что это даст? Как утверждают опытные мастера, изготавливать спуск будет гораздо проще с уже имеющейся фаской, поскольку она будет явной видимой нижней границей, на которую нельзя заходить. Важно, чтобы фаска была снята вдоль всей режущей кромки.

Продолжение работ
После того как фаска уже снята, можно приступать к изготовлению на заготовке спусков. Сделать это будет несложно: мастера проводят аккуратно обдирочным диском в сторону обуха. Судя по отзывам, в местах соприкосновения диска на поверхности остается отлично видимый след, благодаря чему мастеру удобно следить за перемещением камня. Так как граница фаски заметна, домашний умелец будет знать, где именно ему стоит остановиться. Далее возле пятки ножа нужно оформить начало спуска. Чтобы это сделать, нужно пересечь торцевую поверхность камня с цилиндрической, аккуратно подведя диск к линии. Обрабатывающая поверхность должна быть расположена перпендикулярно к режущей кромке. Если смотреть сверху, то при правильной работе диск будет повернут вертикально к плоскости ножа. Соблюсти это позволит камень с цилиндрической поверхностью: цилиндрик, катаясь по заготовке, будет указывать вертикаль. Если произошло отклонение, то диск станет на ребро, что сразу почувствует мастер и остановит работу. В противном случае камнем в заготовке можно наделать лишних углублений, что нежелательно.
Как сделать спуски на ноже на наждаке?
Судя по отзывам, многие ножеделы стараются максимально упростить себе работу. Для этой цели создаются различные дополнительные приспособления. В качестве основного механического «помощника» такого специалиста выступает точильный станок. Инструмент оборудован мотором, а работа выполняется посредством камня. Выводить спуск на заготовке можно, удерживая ее просто в руках.

Достаточно водить взад-вперед вдоль точильного круга. Ребро камня должно быть перпендикулярно к поверхности заготовки. Однако в таком случае нет гарантии, что вдоль всей режущей кромки будет выдержан одинаковый угол. Не исключено, что руки устанут держать заготовку и спуск собьется. Предотвратить это можно с помощью специального технического приспособления. Изготавливают его из стальной пластины, куска уголка и струбцины. Пластина будет использоваться в качестве площадки, на которой располагается заготовка. Чтобы она не скользила, ее удерживают прижатой к уголку. С таким приспособлением регулируется ширина спусков. Для этого достаточно провернуть винт струбцины, сменив угол пластины.

Об изготовлении вручную
К данному способу прибегают преимущественно специалисты, которые умеют «чувствовать» сталь и знают, когда следует остановиться. Работают при помощи напильника «на глаз». Заготовка надежно фиксируется на ровной поверхности. Затем напильником под нужным углом начинают оформлять спуски. Судя по отзывам, данный способ утомительный и долгий.

В заключение
Какой бы способ оформления спусков домашний умелец ни выбрал, важно не забывать о технике безопасности. Прежде чем приступить к работе, следует проверить исправность электрооборудования и избавиться от дефектных дисков. Предотвратить травмирование удастся, если пользоваться защитными перчатками и очками.
Как сделать спуски на ножике болгаркой
Как сделать спуски на ножике болгаркой. Как сделать спуски на ножике самостоятельно. Как снять спуски на клинке при помощи болгарки. Как сделать спуски на ножике.
Что же понадобится, давнишняя задумка по написанию статьи на тему действенного метода снятия спусков на клинках состоялась.
Часть 1. Общая теория и способы обработки.
Для удобства осознания процесса шлифовки и определения неких специфичных определений повесим вот эту справочную картину.

Для этой цели нам пригодятся последующие инструменты: заготовка под клинок, вырезанный из плотной бумаги силуэт клинка, УШМ (углошлифовальная машина, она же болгарка) с толстым абразивным диском поперечником 125 мм для зачистных и обдирочных работ, тиски, намертво приверченные к верстаку, винтообразная струбцина, кусочек квадратной трубы либо уголка, банка с водой.
Не будем забывать про средства безопасности, как-то очки либо маска на голову для защиты от искр и абразива, наушники как еще его называют беруши, для защиты ушей, перчатки. Также раздельно напомню о технике безопасности (ТБ) во время работы с УШМ,
НЕЛЬЗЯ Ни в коем случае СНИМАТЬ ЗАЩИТНЫЙ КОЖУХ УШМ. , использовать диски большего поперечника, чем рассчитано в инструменте, использовать покоробленные, влажные(пропитанные влагой) и любые другие дефектные диски также очень небезопасно для жизни и здоровья.
Здесь следует уделить внимание УШМ и поведать некие тонкости, чтоб дальше небыло вопросов, для чего и почему таким образом, а не по другому. Если у вас нет пока УШМ, то позволю для себя дать маленькие советы по вопросу выбора оной. Данные советы не претендуют на правду и основаны только на собственных наблюдениях.
Выбор поперечника диска связан с очевидной возможностью покупки абразива в магазинах и строй рынках. Размер 125мм является самым распространённым в продаже имеются, одновременно болгарка с таким диском полностью может диски в 115 мм, также, конечно ставить переработанные диски от огромных болгарок, обычно, остаются приблизительно подходящего поперечника, кое-где 115-130 мм. Диски поперечником в 150 мм несколько наименее всераспространены, однако особенной выгоды брать такую болгарку нет. Потому что диски дороже, машина сама тяжелее и габаритнее, что нам совсем не следует.
Очень нужной оснасткой УШМ является наличие регулятора оборотов. Обработка разных материалов диктует разные скорости резания, тут именно и выручает регулятор. На стоимость инструмента он оказывает влияние, увы удобство использования по этой причине только растет существенно.
Виброзащита УШМ тоже дело очень особое и наличие фронтальной ручки с вибропоглощающим пояском очень содействуют уменьшению утомляемости и безопасности во время работы.
Также очень неплохим проявлением заботы о работнике будет наличие в УШМ таковой полезной функции как защита от ненамеренного запуска, система защиты от оборотного удара и наличие задней ручки. Задняя ручка очень содействует точности выполнения работ. Мощность машинки для обрисованных ниже работ больше чем достаточна, до 1000 Вт и гнаться, за ней, не нужно. Ели только не планируте использовать болгарку для других работ. Так же лёгкость инструмента является положительным фактором.
Я для себя избрал вот болгарку проф серии, BOSCH GWS 15-125 CITH, изготовлено в Германии, хоть и несколько мощная для обдирки спусков, однако, позволяет создавать любые работы на стройке. Как резка арматуры и железных профилей, глиняной плитки, шлифовка бетона и остальные радости. Только вот для строительства и покупался инструмент. Наличие чемодана и полезной оснастки уже в комплекте, также сыграло роль подобрать и покупке.
Что нужно, с чего начинаем.
Берём полотно механической пилы, из быстрорежущей стали и переносим на плоскость силуэт клинка. Почему конкретно мехполотно, спросите вы, и продать всё до боли просто, эту заготовку очень сложно попортить, неискусно спалив металл, дешевенький и распространённый материал, не жаль попортить, если не получиться загаданое, то и даже не жаль выбросить, также по причине с твердостью металла трудно содрать избыточное, что только положительно отразиться на способностях владениях болгаркой. Выражаясь проще, для тренировки самое оно, недорого и сурово.
При необходимости, когда приноровитесь работать УШМ, содрать металл вам не будет неувязкой на какой угодно заготовке, например быстрорезы, коррозиестойкие стали, углеродистые и т.д.:
Вырезаем клинок болгаркой рядом с линией разметки, однако только там где будет кромка режущая. доводим до эталона на точиле иначе говоря всё той же болгаркой. Обух никогда на данный момент вырезать не нужно. Это изготовлено с целью при следующей обработке было легче шлифовать спуски смело завалить грани поближе к кончику клинка. Кончик клинка самое проблемное место в процессе снятия спусков. Я дополительно безотступно подчеркиваю, обух вырезать не стоит.
Хвостовик клинка обрабатывайте на своё усмотрение, потом это не будет играть значимой роли. Выводим на электроточиле силуэт клинка до загаданного, согласно вырезанному из плотной бумаги или картона шаблону. Наносим линию спусков с обеих сторон заготовки. Эта линия обязана быть по способности самые тоньше и отлично видна под разными углами. Надеюсь, при этих операциях были приняты что остается сделать нашему клиенту меры по соблюдению ТБ. Если нет, очень советую надеть очки и наушники. Это спасёт от многих проблем, в особенности очки.
В тиски намертво зажимаем маленький кусочек прямоугольной трубы либо уголка, к занят и прижимаем струбциной наш клинок. Если есть 2-ая струбцина, то ещё лучше, прижимаем клинок около кончика, на втором фото ниже, там, где лежит колпачок от авторучки, на фронтальном плане. Наличие 2-ой струбцины лучше на длинноватых клинках, увы необязательно, можно просто переставлять при необходимости поближе к обрабатываемому участку. Клинок должен очень прижиматься плоскостью к опоре. Это содействует теплоотводу.
Особо очень затягивать не надо, обычного прижатия от смещения вполне хватает. Струбцины ставим с обратной от себя стороны, для удобства, таким макаром, чтоб не мешали работе болгаркой. Место будущих спусков располагаем поближе к для себя. Когда, совершенно запамятовал, способ буду демонстрировать на примере клинка с формой южноамериканское танто, вырезанного из механического полотна из стали Р6М5. Клинки других форм делаются полностью также. Всё мероприятие происходит на даче, потому некие вольности окружающей реальности будут отвлекать от работы.
Малость прервёмся и поглядим фото.
В болгарку вставляем толстый обдирочный камень по металлу. На 3-ем фото очевидно видно толщину камня, около 7 мм. Для масштаба держу в руке обычную авторучку. Когда, очень рекомендую обдирочный камень от японской конторы Makita, очень высококачественный и износоустойчивый абразив. Я не в курсе, из чего его делают, увы он фактически не стачивается, даже на калёной стали. И неблагопристойно недорого стоит(всего 50 рублей за штуку) и очень отменно работает.
Почему я говорю об обдирочном камне, а не об отрезном. Обязательно это забота что, чтоб обучить вас воспользоваться инвентарем, не дать для вас выкапывать ямы в заготовке и дать полный контроль над съёмом металла, дать ощутить метод руками и чувством осязания. К тому же, от обдирочного камня меньше возможность получить прижоги металла и возможность раскола камня еще ниже, чем у отрезного, при ошибках манипуляций с инвентарем. Когда научитесь стачивать спуски с применением обдирочного круга, вы расслабленно перейдёте к отрезным толстым кругам, и продать конкретно толстым. Около 4 мм шириной, если тоньше то диск начинает вибрировать от осевых нагрузок (что нарушает требования техники безопасности) и работать им становиться небезопасно, поработав отрезными кругами, снова вернётесь к обдирочным, как более осторожным. А дополнительно, у отрезных дисков дурная привычка вибрировать при боковых нагрузках, приводит для того, что болгарка начинает скакать под действием вибрации как одичавший мустанг. Дополительно подчеркиваю, это очень небезопасно, приводит к разрушению диска, покалечите себя, окружающих людей и оборудования. Травмы не совместимые с жизнью более возможны. Не уподобляйтесь призёрам премии Дарвина.
Приспособление для выведения спусков при использовании болгарки
Приспособление для выведения спусков
на
ножике
с помощью
болгарки
.
По клинка, где будет кромка режущая, следует нанести линию, отмечающую середину заготовки. Как вы это сделаете, не имеет принципного значения, это просто удобство при предстоящей работе. Метод разметки середины придумаете сами, это легко. Лично я этого не делаю, приноровился делать примерно.
Дополительно проверяем качество затяжки струбцины, проверяем зятяжку диска на болгарке, надеваем очки, встравляем бируши, включаем болгарку. Камень располагаем так, чтоб плоскость камня была перпендикулярна режущей кромке (при необходимости РК) клинка, при виде сверху. Если РК имеет кривизну, то правило перпендикуляра действует к хоть какой точке кривой.
Подносим работающую болгарку к заготовке, и, чуть касаясь металла клинка, аккуратненько снимаем маленькую фаску по полосы РК, по высоте так, чтоб отступ от полосы середины клинка был равен приблизительно 0,2.0,3 мм, а отступ от края в сторону спусков какой получиться. Фаску снимать нужно с ювелирной точностью, увы это одновременно довольно просто. Камень разрезает металл аккуратненько и плавными, медленными движениями на право, на лево, перемешаем болгарку на всей длине будущей режущей кромки. По способности охлаждайте заготовку, просто поливая её обильно водой. Если, всё делать не спеша, и, незначительно доработать, устранив ошибки, то получиться то, что показано ниже на фото
Когда снимем фаску на всей намеченной длине, начинаем сдирать спуск, в сторону обуха. Плавненько перемещаем камень вперед, к обуху клинка. Потому что по заготовки остаётся полностью ясный след от камня, держать под контролем перемещение объясняется очень просто. На фото выше видно прекрасно и фаску и начало обдирки. Отлично видимая граница спусков даст подсказку, где приостановить камень. Также оформляем начало спусков около пяты клинка. Делается это скрещением торцевой поверхностью диска и цилиндрической, аккуратнейшим образом подводя абразив к намеченной полосы границы спуска.
Что нам даёт фаска? Это очевидно видимая нижняя граница, за какую не следует заезжать. Плавненько водя болгаркой вперед-назад, от границы до границы, вправо-влево с амплитудой в 15-20 мм аккуратненько сдираем поверхность спуска. Не будем забывать, что камень обязан быть перпендикулярен РК (если глядеть сверху на клинок) и плоскость камня желательна строго вертикально относительно плоскости клинка. Здесь очень помогает цилиндрическая поверхность обдирочного камня. Цилиндр катается по поверхности и отличия от вертикали чувствуются, когда камень встаёт на ребро, так делать очень не нужно, накопаете излишних ям. Охлаждаем заготовку, не будем забывать. Тут, вы за короткий срок поймёте, почему я упомянул о весе инструмента, руки начинают стремительно уставать при большой массе УШМ. Когда, давить не следует на болгарку, ничего неплохого из этого не выйдет, собственного веса инструмента и ваших рук вполне хватает. Камню незачем мешать работать. Мы желаем получить доброкачественную вещь.

В месте отмеченной красноватой стрелкой лучше отставить маленькой радиус перехода полосы спуска параллельной РК в линию перпендикулярной РК. В месте, обозначенном голубой стрелкой, это место перехода поверхности спуска в основное тело клинка у пяты клинка также радиус нужен. На фото выше довольно отлично это видно.
Очередное малюсенькое, увы нужное отступление, я увидел, что камень меньше греет заготовку, но эффективность съёма металла остаётся прежней, если выставить положение регулятора скорости на уровень 4-5, в моей болгарке большинство оборотов достигается на цифре 6. Видимо быстрорежущая сталь предпочитает наименьшую скорость резания при шлифовке, чем обеспечивает болгарка, хотя резать металл на заготовки всё же следует на наибольших оборотах. На фото ниже видно как движется камень. Металл шлифуется маленькими порциями, на узком участке, потому попортить сходу и окончательно, не получиться, если только не давить на камень со всей дурачься. Плавненько двигаем болгаркой на право на лево, место обработки отлично видно, никуда не торопимся.
Повсевременно контролируйте форму спуска. С формой спуска следует обусловиться заблаговременно, я на данном клинке желаю снять спуски с лёгкой бритвенной вогнутостью. миф контроль поверхности осуществляется подушками пальцев. Обмакиваем пальчики в банку с водой, воду стремительно переносим касательным движением на заготовку, как остынет, так можно пощупать, что выходит в течении обработки, прямой спуск, линза либо бритва. Пальцы, прекрасно ощущают выпуклости, и содрать излишний металл там где удобно очень просто. Подчеркиваю, форма спусков находится в зависимости от вашего старания выдерживать правильную геометрию, и вогнутость, прямолинейность по другому неровность зависит только от количества прохода абразивом.
Для остывания металла так же полезно заиметь в хозяйстве обыденный распылитель.Такие штуки продают в каждом хозяйственном магазине, в бутылочки с распылителем пакуют пространное наименование бытовой химии, как-то средство для мытья окон, кафеля и посуды, разные виды воска и полироли, и остальные полезные в хозяйстве воды. Отыскать совсем просто.
Капельное остывание очень отлично и струю воды можно навести конкретно к месту перегрева. Выгодно воспользоваться, в правой руке зажимаем болгарку, левой подхватываем распылитель и распыляем воду в нужное место. Несколько удобней, чем банка с водой, но особенной надобности тут нет, увы воспользоваться приятней. Смотрится Такой распылитель вот так:

Точная граница спуска несколько далека от совершенства, однако начало положено и такая обстановка главное. Дорога в тыщу миль начинается с первого шага. Если есть желание и аккуратности линию спуска можно вывести фактически совершенно, однако пока таковой задачки не следует, ибо только обучаемся главным приёмам работы. В дальнейшем, научиться делать безупречную линию для вашего предприятия будет не трудно.
Следует тормознуть и малость передохнуть. Процесс на снятие этого спуска у меня ушло от силы минут 15-20. Спуск в лёгкую бритву вполне готов. Однако всё же, отдых рукам, спине и инструменту следует дать. На наименее жестком материале, скажем, всё том же ножике от электрофуганка, спуски сдираются еще резвее.
В этом вопросе, как по заказу, в фотоаппарате разрядились батарейки. За сим, 1-ая часть завершена, предстоящее мероприятие по изготовлению клинка перенесем с дачи в гараж.
Часть 3.5. Примерно показательная.
Намечаем вторую фаску на клинке на малом лезвии. Вышеперечисленный метод работает как на длинноватых, так на маленьких дистанциях. Сдираем фаску, контролируем корректность выполнения, устраняем недочеты.

Продвигаем вперёд камень, к обуху клинка, начинаем сдирать ненадобный металл. Потихоньку, никуда не торопимся, всё делаем плавненько и аккуратненько.
Так как объём снимаемого металла не велик, данная процедура не займёт лишнее время. Временами поливаем водой, выводим аккуратную линию спуска, наводим красоту, убираем прижоги. Страшиться пережечь быстрорез не рекомендуется, ничего не случиться вместе с ним.
В это время вам необходимо осознать общие механизмы работы обдирочным камнем и поймать взаимодействие абразива с металлом. Что должно получиться лицезреем на фото ниже. Спуски прелестной формы на одной стороне клинка на сто процентов готовы к следующей конечной шлифовке, однако относительно этого позднее.
Шлифовка клинка с бритвенными спусками на камне электроточила (по другому контактном ролике лентошлифовального станка) не является кое-чем сложным. Камень попадает в углубление спуска, и катать клинок, по этой направляющей, очень просто. Если у вас не выходит данная процедура, то не огорчайтесь и потренируйтесь на не подходящей железке. Держать клинок следует спусками ввысь, чтоб абразив наезжал сверху на клинок. Обухом клинка упираемся в подручник станка и мало покачивая клинком в вертикальной плоскости, от себя, к для себя, находим место, когда, спуск попадает на цилиндрическую поверхность камня. При плоских спусках просто прижимаем клинок к плоскому столу станка и клинок сам находит положение по плоскости.
Иначе говоря шлифуем принципами способами, в ручную наждачкой как еще его называют камнями, бормашиной с шлифовальным вулканитовым кругом либо ещё как, это ваше личное дело и находится в зависимости от вашего оснащения. Я это делаю на самодельном лентошлифовальном станке. Здесь очень помогает прямой обух, помните, я сначала писал, что его не нужно трогать?? Вот конкретно только за этим это и было изготовлено. Так же, напомню, что кончик клинка был под защитой от излишнего перегрева и завала поверхностей наличием металла за силуэтом клинка.
Совсем отшлифовав спуски, до подходящей шероховатости поверхности, при всем этом получаем толщину РК от 0,3 мм, до фактически сведённой в ноль толщины и возвращаемся к обуху. Вырезаем обух согласно шаблону, который, был заботливо сохранён. Шлифуем обух до нужной шероховатости поверхности, если есть желание полируем. Если это нужно, затачиваем клинок.
Всё, клинок готов, приступайте к производству гарды и ручки. Простой как валенок, но для моих целей на данный момент таковой и нужен.

Спросите, чем миф метод так неплох, в противоположность снятия спусков на точиле либо лентошлифовальном станке? Тем, что эффективнее, контроль снятия материала болгаркой легче осуществляется, видно, где нужно снять металл и там, где допущены ошибки. В, сделать клинок со спусками не занимает длительный период и сумеет хоть какой.
Выражаю благодарность супруге, за роль и помощь при проведении фотосъёмки. Многим фотографиям мы должны конкретно ей. В основных ролях: моя тушка, болгарка BOSCH GWS 15-125 CITH , абразивы, механическое полотно, тиски и струбцины, лентошлифовальный станок.
Материал клинка сталь
Р6М5, толщины 5,1 мм, на скочбрайте риску навел, длины вышло клинка 109 мм (сиреч для ретивых, на ХО не тянет никогда)
Больстер-перевязочка нержавейка
12Х18Н10Т, на поксипол приклееная, не оторвать ни за что.
Сувель берёзовая
,
мраморная, раскраска уникальная. тесть подогнал. лет 15 в сарае лежала. Брусков с сувели порезал, запасец конечно. Всяко в масле купал льняном, под вакуумом.Темнеет дерево под маслом значительно, однако становиться полупрозрачным на янтарь похоже становиться. Через пару тройку недель полимиризуется, ещё лучше станет.
Источник
Способы
Тем, кто не знает, как сделать спуск на лезвии ножа, можно порекомендовать воспользоваться одним из трех способов. Как утверждают специалисты, самым распространенным инструментом для этой задачи является наждачный станок. К этой технике прибегают преимущественно новички. Второй способ считается посложнее – с использованием угловой шлифовальной машинки (болгарки). Третий практикуют опытные мастера, которые «чувствуют» металл и могут практически обойтись без дополнительных технических приспособлений.
С чего начать? Подготовительный этап
Тому, кто не знает, как сделать спуски на ноже, опытные мастера рекомендуют придерживаться следующей поочередности действий:

На подготовительном этапе нежелательно, чтобы винты струбцин были слишком затянуты. Достаточно лишь предотвратить смещение заготовки. Работать будет удобнее, если зажимающие приспособления расположить с противоположной стороны. Места в заготовке, на которых вытачиваются спуски, должны быть, наоборот, поближе к мастеру.
Материалы для изготовления рукоятки
Как сделать пеллеты для котла в домашних условиях
По способу крепления рукояти ножей делятся на:
- Накладные. Ручка собирается из двух частей, скрепляемых заклепками. Чаще всего такой способ крепления используется для изделий с широким хвостовиком, форма которого нередко и определяет контуры рукоятки. Кроме того, в этом случае легко сбалансировать массивное или длинное лезвие.
- Всадные. Способ используется для ножей с узким хвостовиком. Цельная рукоятка легче и прочнее, чем клепанная, поэтому ножи могут использоваться для трудоемких операций.
- Цельнолитые. В этом случае рукоятка представляет собой единое целое с лезвием.
Для изготовления рукоятей на сегодняшний день чаще всего применяются следующие материалы:
- Древесина твердых лиственных пород с высокой вязкостью (береза, клен, орех) не ниже второго сорта с влажностью не выше 12%.
- Полипропилен, к примеру, марок 04П-01010, 05П-01020.
- Ударопрочный полистирол марок УПМ 0503, УПМ 0508.
Также рукоятки могут изготавливаться и из других материалов, например, различных металлических сплавов, дополняться различными декоративными элементами, обшиваться кожей и т. д.
Для изготовления шайб, заклепок и другой арматуры допускается использование стали марок 12Х17, 12Х18Н9Е, медно-цинковых сплавов Л63., Л68, ЛС59-1, сплавов алюминия АД, АД0 или их аналогов.
На начальном этапе деятельности можно наладить поставки готовых рукояток, однако в перспективе желательно наладить собственное производство.
Быстрорежущая сталь разных марок для ножей
Нож состоит из двух главных частей – клинок и рукоять. Важны обе части. Данная статья нацелена на режущую часть ножа. Марка стали играет важнейшую роль на технические характеристики конечного изделия. Не менее важен процесс изготовления клинка.
Редко люди рассказывают о предварительном отборе заготовки. Со слов профессионалов ножевого ремесла, обязательным и первоначальным этапом является – отсев брака. Проверка проходит простым бросанием заготовок на деревянную поверхность. Сделать это необходимо несколько раз, поддавшиеся трещинам изделия – бракуются.
Найти сталь от быстрорежущей пилы в России достаточно легко. Списанные изделия заводского назначения, завалялось у дедушки в гараже изделие из СССР или приобрести на рынке новый «быстрорез». Вполне подходящие варианты. Быстрорежущие марки стали насчитывают немало пригодных разновидностей для изготовления клинков.
Сталь Р18 и ножи из неё
Рапид из стали Р18 встречается редко. Повезло найти пилу или пластину – «ножеманы» плачут от зависти. Сталь с прочностью до 1000 МПа сохраняет режущие свойства при нагреве до 600 градусов по Цельсию. В производстве применяются для резцовых инструментов: свёрла, резьбовые фрезы, метчики, зенкеры, развёртки и резцы.

Поддаётся ковке и закалке. Изготовить нож из пилы стали Р18, не составит труда. Вырезать шаблон, сделать спуски, РК и рукоять. Закалять не требуется, отпуск не нужен. Пользователи отзываются только положительно, работают ножами по 15-20 лет.
Ножи из стали быстрорез Р12
Непосредственный заменитель стали Р18. Производственное применение имеет в свёрлах, метчиках, развёртках и прочих вариантах. Структура Р12 близка «собрату» Р18. Супротив близкого сходства присутствует небольшое различие в механических свойствах.
Неоднородность карбида сказывается на Р12 в пластичности и вязкости. Режущие свойства клинка из этого материала однозначно высоки. Заточке поддаётся слегка легче. Хрупкость характерна рапидным сталям, не следует изготавливать «мачете» или топор. Аналог Р18 отлично подойдёт для кухонных работ.
Клинки из быстрореза Р6М5
Сталь довольно ходовая, найти её несложно. Используется в режущем и пильном инструменте, хорошо справляется с ударными нагрузками. Существует несколько разновидностей по ГОСТу. Основные рапидные свойства присутствуют во всех марках Р6М5.
Мнения разняться в использовании клинков из этого материала. При затупившемся лезвии трудно заточить, в походе создаст тучу трудностей. Рекомендуется на длительные мероприятия не брать. Кухонный или разделочный – его предназначение. Непременно справится с деревообработкой.
Как изготовить камеру для закаливания металла
Понятно, что изготавливая такую камеру, к процессу лучше подойти серьезно, так как делать вы ее будете не на один день или раз. Попробуем кратко описать процесс изготовления такой камеры, также называют ее – муфельная печь.
- Главное, правильно изготовить «тело» такой камеры, здесь прибегают к простому процессу. Будущая горловина изготавливается из любого бумажного твердого материала (типа картон), обмазывается огнеупорной глиной толстым слоем. Не забываем сделать тонкую прослойку парафина, между формообразующим бумажным материалом и глиной.
- Вторым этапом, минимум сутки высушивается будущая камера, а затем помещается в духовой шкаф и прокаливается на невысокой температуре около 90-110 градусов по Цельсию. После этого этапа бумажную составляющую уже можно извлекать.
- Окончательный обжиг конструкции происходит на открытом огне при температуре около 900 градусов, затем производится остужение при естественных условиях. Нужно дождаться полного охлаждения камеры.
- После того как заготовка будет остужена, она приобретает свойства камня, становится очень жесткой как кирпич. К ней приделывают дверцы, открывающиеся по горизонтали.
- Заключительным этапом можно назвать обматывание будущей печи проволокой из нихрома, диаметром сечения около 0,75 мм. На всю конструкцию потребуется около 18 метров. Для исключения короткого замыкания при обмотке обмазывать сразу лучше сырой глиной. В корпусе проделываем два отверстия, одно для термопары (измерять температуру), а второе для визуального контроля.

Как сделать спуски на ноже на наждаке?
Судя по отзывам, многие ножеделы стараются максимально упростить себе работу. Для этой цели создаются различные дополнительные приспособления. В качестве основного механического «помощника» такого специалиста выступает точильный станок. Инструмент оборудован мотором, а работа выполняется посредством камня. Выводить спуск на заготовке можно, удерживая ее просто в руках.

Достаточно водить взад-вперед вдоль точильного круга. Ребро камня должно быть перпендикулярно к поверхности заготовки. Однако в таком случае нет гарантии, что вдоль всей режущей кромки будет выдержан одинаковый угол. Не исключено, что руки устанут держать заготовку и спуск собьется. Предотвратить это можно с помощью специального технического приспособления. Изготавливают его из стальной пластины, куска уголка и струбцины. Пластина будет использоваться в качестве площадки, на которой располагается заготовка. Чтобы она не скользила, ее удерживают прижатой к уголку. С таким приспособлением регулируется ширина спусков. Для этого достаточно провернуть винт струбцины, сменив угол пластины.

Еще немного истории
Некоторые кузнецы использовали для этих целей мочу барана, собранную в течение трех дней. А другие применяли для такого процесса мочу мальчика, и он должен был быть непременно рыжим. Вот на какие хитрости шли мастера прошлого. Кстати, применение мочи, можно частично оправдать, так как присутствие в ней солей, сопутствовало быстрому забору тепла у раскаленного металла.
Были даже довольно варварские методы закалки, раскаленный клинок вонзали между ребер раба, и считалось, что его сила переходила в металлическую заготовку. Хорошо, что те времена миновали. Но люди постепенно замечали, что если после нагревания металла, его поместить в соленую среду, качество и характеристики его улучшались.
Шло время, и было проделано тысячи способов до достижения положительного результата. Молодой ученый металлург Д. К. Чернов, работавший над этой проблемой в 1866 году, достиг немалых успехов в определении для каждого металла определенных значений.
Завод, на котором проводил испытания господин Дмитрий Константинович Чернов, полностью избавился от брака и этого человека можно назвать прародителем современной металлургии. Сегодня любой студент, имея багаж знаний, накопленный веками, может справиться с закалкой стали.
Закалка ножа в домашних условиях
Очень хорошо, если имеется печь для закаливания стали. Ее можно даже приобрести в специализированном магазине, но стоит удовольствие не дешево. Так как закалить нож в домашних условиях, не имея специальной муфельной печи? Выход есть и честно говоря не один.
Но для начала, нужно провести небольшие эксперименты, и подробно запомнить все ваши действия. Если результат окажется положительным, то эти же манипуляции можно производить с уже настоящей деталью.
Такой хитрый прием, поможет «набить руку» на небольших заготовках и приобрести навыки нагрева и охлаждения клинка. Нельзя забывать, что для разных сплавов, требуется разная температура и способы охлаждения, а иначе не избежать трещин и хрупкости заготовки.
Источник нагрева
В основном можно выделить несколько источников нагревания заготовки. Муфельную печь, лучше исключить, так как по всем экспертным оценкам – она самая лучшая в этом деле. Но мы попробуем оценить другие довольно распространенные приспособления для нагрева.
Кузнечный горн, довольно неплохо, справляется с накаливанием заготовок. Для такой цели может подойти паяльная лампа или пропановая горелка, способом проб и ошибок, можно достигнуть желаемого результата. Кстати, для этих двух вариантов, можно соорудить небольшую печь из огнеупорного кирпича, и процесс будет проще, а результат положительный.

Ну и последний, можно сказать, совсем неприемлемый источник нагрева, это газовая плита. Если хотите, что-то испортить воспользуйтесь этим вариантом.
Температурный режим
Как уже много раз говорилось, что каждая сталь требует определенной температуры. На производстве используют специальные термометры для контроля, но в быту можно использовать магнит (также выше говорилось).
Нельзя допускать темных пятен, это перегрев, что впоследствии испортит всю заготовку. Если у мастера достаточно опыта, то он может на глаз по цвету раскаленного металла определить, достаточно или нет, разогрета заготовка. Существует и такой метод закалки: нагревается трижды затачиваемая часть клинка до температуры в 285 градусов, а режущую часть только один раз, и до предельных 950-1000 градусов.
Режимы нагрева для каждой марки стали разные:
- низкоуглеродистая сталь требует нагрева в пределах 757-950 °С;
- стали с большим содержанием углерода достаточно и 680-850 °С;
- а вот легирующие марки требуют от 850 до 1150 °С.
Существует целая таблица цветов, цветов каления. К примеру: коричнево-красный 580-650 °С, темновато-красный 780-830 °С или оранжевый 950-1000 °С. Так что будьте бдительны и не перекалите заготовку.
Охлаждение и отпуск
Для правильной закалки нужно выдержать правильный температурный режим при охлаждении. Нержавеющие сплавы предпочтительнее охлаждать в минеральном масле с присадками. А низколегированные стали, в водных растворах с солью, и другими добавлениями.

Существует много вариантов охлаждения:
- клинки с двусторонними лезвиями, опускают сперва в масло, а затем в водный раствор;
- трижды в масло опускают заготовки раскаленные докрасна, каждое погружение, по времени чуть дольше предыдущего. И только потом опускают в воду;
- для придания упругости середине клинка прогревают эту часть, затем опускают в кипяток на 2 часа, а затем в ледяную воду.
При этих всех манипуляциях стоит учитывать, что в масле металл остывает в два раза быстрее. Заготовка, прошедшая закалку, для восстановления кристаллической решетки структуры метала, подвергают специальному процессу, который называется– отпуск. В процедуре этой нет ничего сложного: клинок нужно прогреть в течение пары часов. Для легированной стали 270-320 градусов, для простой 150-200 градусов.
Японский узор и русский ответ
Было бы неверным представить дело так, будто Прокопенков, сидя в своей кузнице, в упор не видит современных тенденций в производстве кухонных ножей, а лишь ищет истину в далеком прошлом. Напротив, постоянные технологические изыскания — неотъемлемая часть работы мастера. «Часть моих заказчиков — натуральные гурманы и увлеченные кулинары, — говорит Геннадий.
— Эта публика очень интересуется модными веяниями в производстве ножей. Например, японцы ввели моду на узорчатые стали. Их клинки представляют собой сердцевину из твердой высокоуглеродистой стали в обкладках из нержавеющей стали с характерным дамасским рисунком. Чем можем ответить на вызов мы? Повторять — неинтересно. Пришлось создавать свое».
Продолжение работ
Как сделать нож своими руками в домашних условиях
После того как фаска уже снята, можно приступать к изготовлению на заготовке спусков. Сделать это будет несложно: мастера проводят аккуратно обдирочным диском в сторону обуха. Судя по отзывам, в местах соприкосновения диска на поверхности остается отлично видимый след, благодаря чему мастеру удобно следить за перемещением камня. Так как граница фаски заметна, домашний умелец будет знать, где именно ему стоит остановиться. Далее возле пятки ножа нужно оформить начало спуска. Чтобы это сделать, нужно пересечь торцевую поверхность камня с цилиндрической, аккуратно подведя диск к линии. Обрабатывающая поверхность должна быть расположена перпендикулярно к режущей кромке. Если смотреть сверху, то при правильной работе диск будет повернут вертикально к плоскости ножа. Соблюсти это позволит камень с цилиндрической поверхностью: цилиндрик, катаясь по заготовке, будет указывать вертикаль. Если произошло отклонение, то диск станет на ребро, что сразу почувствует мастер и остановит работу. В противном случае камнем в заготовке можно наделать лишних углублений, что нежелательно.
Изготовление спусков – процесс довольно сложный и трудоёмкий. У новичка это может занять массу времени и нервов. Но не стоит отчаиваться, нужно работать и работать. Только пройдя тернистый путь, у вас сможет что-то получиться. Сделать спуски на ноже своими руками, обязательно получится у трудолюбивого мастера.
Знакомство с элементом
Изготовление самодельного ножа, процесс на самом деле довольно трудоёмок, но домашних умельцев это не пугает. Основной причиной является удовлетворение своего творческого потенциала. С помощью подручных средств, можно изготовить нож любого типа.
И зачастую, кустарное производство ничем не уступает заводскому, а в некоторых случаях может даже превзойти. Помимо всего прочего, это неплохая экономия средств. Изготовление ножа в домашних условиях, потребует от мастера соблюдения строго порядка и правил.
Важнейшим этапом изготовления ножа является формирование спусков на клинке. Эти элементы изготавливаются путём фрезерования плоских заготовок. Они очень сильно будут влиять на колюще-режущие свойства готового изделия.
Немного теории
Не существует единого идеального решения для всех типов ножей. Спуски выполняются для клинков с конкретными задачами.
Можно попробовать найти золотую середину, но толщина клинка и толщина лезвия, не дадут ножу идеальных параметров.
Чтобы понять принцип реза ножа, следует процесс рассмотреть внимательнее. Сперва вступает в дело режущая кромка, а затем идёт в работу спуск. Благодаря своим качествам он раздвигает материал, который режется. Получается, чем тоньше спуск, тем рез будет быстрее.
Но благодаря этому страдает прочность клинка. При более массивном спуске, прочность клинка увеличивается, но рез по скорости уменьшается. При изготовлении клинка приходится чем-то жертвовать. Тут играет роль предназначение ножа.
Основные формы и характеристики спусков
Для новичка, часто стоит задача выбрать правильный спуск для клинка. Вопрос может появиться даже при изготовлении обычного кухонника. Но волноваться не следует, давайте рассмотрим наиболее популярные виды спусков:
- Самый простой в изготовлении и самый популярны спуск – клиновидный. Он зачастую находит применение на кухонных ножах.
- Тоже клиновидный спуск, с переходом в режущую кромку. Но такой клинок при переточке, автоматически перейдёт в тип под номером 1. Во время заточки будет формироваться режущая кромка отдельно от спуска. Можно заточить весь спуск, но это очень проблематично для простого обывателя.
- Форма характерна для многих ножей. Спуск начинается с середины или чуть выше к обуху, лезвие при этом плоское. Легко поддаётся заточке.
- Довольно часто применяемый вариант, клиновидные спуски и режущая кромка. Такие клинки имеют хороший рез и достаточную прочность. Спуски и кромка хорошо гармонируют в работе.
- Двойной клин образует режущую кромку. Материал между режущей кромкой и спусками убран. Клинок имеет прекрасный рез, но сложен в заточке. С ним справятся лишь профессионалы.
- Линзовидные вогнутые спуски. Режущая кромка выступает продолжением грани между лезвием и скосом к острию. Такие спуски могут начинаться практически от обуха. Такую заточку называют бритвенной, и применяют для опасных бритв.
- Стамесочная односторонняя заточка клинка. Затачивать нож не сложно. Скос должен быть со стороны рабочей руки, и орудовать таким ножом можно лишь одной рукой.
- По форме он напоминает номер 3, но спусков практически нет. Прямое лезвие и сразу режущая кромка. Так затачивают изделия для рубки.
- Линзовидные выпуклые спуски, плавно переходят в режущую кромку. Такая заточка имеет второе название – пулевидная. Ножом сложно резать, он вязнет в материале, но имеет прекрасные рубящие характеристики. Вариант сложен в изготовлении и подходит для профессионалов.
Самыми простыми в изготовлении можно назвать варианты № 1 и №3. Их можно изготовить для обычных бытовых ножей. Приступать к изготовлению других вариантов, следует только после опытов с простыми спусками.
Спуски точильным станком
Точильный станок представляет собой довольно простую конструкцию. Это электродвигатель с насаженным на вал абразивным кругом. Наверняка его многие видели в мастерских. Но следует учесть некоторые моменты при изготовлении спусков на таком приспособлении.
Круги существуют различные, не следует брать первый попавшийся. Для выполнения спусков рекомендуется круг с маркировкой 25А, это обозначает его состав из белого электрокорунда. Такой круг стоит недорого и прекрасно справляется с закалённой сталью.
Желательно, чтобы на вашем точильном станке был подручник. Это небольшая площадка перед кругом, она позволит использовать вам различные приспособления для правильной работы.
Использовать станок рекомендуется с хорошими оборотами.
Иначе вам придётся долго мучиться. Если станок маломощный, возможно круг будет останавливаться при сильном прижимании к нему клинка. Процесс таким образом сильно замедлится. Выбирайте станок мощностью от 450 Вт.
Примеры точильных станков.
Ленточно-шлифовальная машина для изготовления спусков
Кроме дорогущего гриндера, на рынке можно найти небольшие шлифовальные машины, в них также используется лента. Для изготовления спусков с помощью такого устройства, потребуется дополнительно самостоятельно соорудить конструкцию.
Она позволит неподвижно закрепить машинку в вертикальном положении, таким образом получится миниатюрный гриндер. Но на таких машинках используется лента для обработки древесины. Следует найти подходящую ленту для стали или немного помучиться с той, что есть в наличии.
Ленточно-шлифовальная машина.
Как сделать спуски на ноже болгаркой
Как сделать спуски на ноже в домашних условиях с помощью УШМ? Вопрос довольно щепетилен и не однозначен. Опытные мастера, как один утверждают, что новичкам следует сперва попробовать сделать спуски вручную.
Можно подобрать для себя любое самодельное устройство, которыми пестрит интернет. Есть полно советов, как пользоваться такими приспособлениями. Но рекомендуется ручной способ, чтобы научиться чувствовать металл.
Специальные устройства помогут сэкономить время. Но для новичка это будет только помеха. Для достижения наилучшего реза, необходимо достичь гармонии между спусками и режущей кромки. Попробуем рассмотреть вариант для более или менее опытных мастеров изготовление спусков с помощью УШМ.
Советы специалистов
Прочтите этот материал, чтобы не наделать непоправимых ошибок при работе. В основном они касаются инструмента. Вырезать заготовку в соответствии с шаблоном из листа металла, следует используя круг с толщиной не более 7 мм.
При использовании отрезного диска, сталь может перегреться или расколоться.
Также возможно появление небольших канавок. Круги обдирочные вполне подходят для выполнения этой работы, особенно хорошо себя показывают от известных производителей.
Стоимость таких кругов не высокая. Научившись пользоваться таким материалом, можно переходить к отрезным, но толщина их должна быть не менее 2 мм. Минусом таких кругов является вибрация при боковых нагрузках.
Весь инструмент начинает ходить ходуном. Это может привести к разрушению диска и нанести всевозможные травмы. Новички не последующие данному совету, всё равно в итоге возвращаются к обдирочным кругам.
Подготовительный этап
Чтобы не бегать по мастерской и искать нужный инструмент, следует собрать необходимые вещи поближе к себе. Не забывайте про технику безопасности при работе с УШМ. Ни в ком случае не рекомендуется снимать защитный кожух. Кроме болгарки понадобятся:
- сама заготовка будущего клинка;
- шаблон из картона будущего ножа;
- металлический уголок;
- не громоздкая болгарка, она же УШМ;
- хорошие и надёжные тиски;
- струбцина винтовая;
- ведро с водой.
Основной инструмент для работы это – болгарка. Выбирайте её не больших размеров, максимум под 125 диск, иначе вы будете физически сильно уставать. Слишком мощный инструмент не понадобится. Достаточно 1000 Вт. Работы необходимо проводить в перчатках и в очках.
Вы уже пробовали сделать спуски самостоятельно?
Уже много раз!Пока ещё нет…
Вырезка заготовки
Чтобы вырезать заготовку следуйте следующим советам:
- Шаблон ножа с помощью маркера следует перенести на металл из которого будет вырезаться клинок.
- Вырезание заготовки следует выполнять чётко, в соответствии с линией шаблона. Будьте очень аккуратны с обухом изделия, эту часть клинка нельзя заваливать.
- Нанесение линий обуха, делать это следует не толстой чертой, но хорошо видимой.
- Металлический уголок следует зажать в тиски и к нему с помощью струбцин прижимается уже вырезанная заготовка.
Для качественного зажима кончика будущего ножа, воспользуйтесь лучше двумя струбцинами. Если она у вас одна, то её следует постепенно перемещать по месту обработки клинка. Клинок должен примыкать к уголку очень плотно. Место обработки должно смотреть на мастера.
Снятие фаски
После подготовительных работ следует вырезать фаску. Для чего этот элемен станет понятно далее. Расположить болгарку следует строго перпендикулярно заготовке. Если на поверхности присутствуют неровности, не отклоняйтесь от первоначального положения.
Сильно прижимать диск к заготовке не рекомендуется, наоборот нужно пробовать, чуть касаясь металла. Так следует снять небольшую фаску по режущей кромке клинка. Следует это делать аккуратно и необходимо выдержать дистанцию в 0,2 мм от линии к середине ножа.
Процесс не требует скорости, тут потребуется терпение и аккуратность. В процессе необходимо остужать деталь, поливайте её водой из ведра. Перегрев может сильно негативно сказаться на готовом изделии. Снять фаску нужно по всей режущей кромке, это будет явная граница, на которую нельзя будет заходить.
Работы по спуску
После окончания работ по формированию фаски следует заняться спусками. Направление движения абразива будет в сторону обуха до отмеченной линии.
Внимательно контролируйте процесс, начало спуска будет около пяты клинка.
Болгаркой следует водить вправо-влево с небольшой амплитудой. Она должна быть 15-20 мм, так будет постепенно сниматься металл. Абразив при этом должен быть строго перпендикулярен режущей кромке. Не забываем охлаждать заготовку.
Не отклоняйтесь от заданных параметров, иначе диск может встать на ребро, что чревато большой головной болью. Пошаговый процесс не позволит испортить все работы одним неверным движением. Давить на болгарку не следует, достаточно её веса.
Изготовление спусков вручную
Ручная заточка затрагивалась в самом начале, стоит вернуться к такому способу. Он рекомендуется для самых начинающих мастеров. Процесс поможет понять саму сталь и почувствовать её. Он очень трудоёмок, и придётся пролить сто потов, чтобы сделать спуски вручную.
Выполняется вся работа напильниками, только в заключении потребуются абразивные камни. Для понимания, сколько нужно сточить, вы ответите себе сами, когда сделаете спуски не один раз. Лениться не следует, на самом деле это будет очень круто – делать спуски вручную.