Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики.В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный. 
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки. 
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.  Основное назначение термической обработки — это придание сталям:
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
- увеличение пластичности;
- облегчение обработки резанием.
- снятие внутренних напряжений после
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки. Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- II – рода:
- полный;
- неполный;
- I – рода:
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.

Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.  Режимы обработки: Нагревание до температуры – от 450°С, но не выше 650°С.
Режимы обработки: Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
- нагревание до температуры – от 1000°С, но не выше 1150°С;
- выдержка – 8-15 часов;
- охлаждение:
- печь – до 8 часов, снижение температуры до 800°С;
- воздух.
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.  Режимы обработки:
Режимы обработки:
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры. Режимы обработки:
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.  Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства. Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
 Режимы обработки:
Режимы обработки:
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе. Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Термическая
обработка.
Изменить структуру металла термическим
путем можно только в том случае, если
этот металл обладает полиморфизмом.
Полиморфизм проявляется в существовании
двух или больше кристаллических форм,
называемых аллотропическими
модификациями. Каждую модификацию
характеризует свой тип кристаллической
решетки, устойчивой в определенном
интервале температуры.
Наряду
с железом аллотропические модификации
имеют олово, кобальт, титан и другие
металлы. Они обозначаются греческими
буквами, причем буквой α обозначают
наиболее низкотемпературную модификацию,
а затем, по мере повышения температуры
следуют β
— форма, γ
-форма и т. д. Так, марганец имеет 4
модификации — от α
— Mn
при температуре ниже 700 °С до δ — Мп при
температуре выше 1143 °С.
При переходе из
одной кристаллической формы в другую
наблюдаются явления, аналогичные
кристаллизации из жидкости. Так,
кристаллизация протекает через
образование кристаллических зародышей,
скорость образования которых прямо
пропорциональна переохлаждению; на
кривой охлаждения при этом наблюдаются
задержки или перегибы и т. д. В отличие
от первичной такая кристаллизация
называется вторичной, как протекающая
в твердом состоянии.
В
качестве примера термической обработки
металла можно рассмотреть чистое железо.
Железо имеет три аллотропические
модификации: α
— Fe,
γ
— Fe
и δ — Fe.
При нагревании выше 910 °C
α
— Fe
переходит в γ
— Fe,
объемноцентрированная кубическая
решетка превращается в гранецентрированную
кубическую решетку. Структура α
— Fe
— крупнозернистая, γ
— Fe
— мелкозернистая. Для получения
мелкозернистого α
— Fe
металл нагревают до температуры несколько
выше 910 °C
для перевода α
— формы в γ
— форму, и затем снова охлаждают. В
результате образующаяся α
-модификация сохраняет мелкозернистость
γ
— модификации. Эта операция называется
отжигом
второго рода,
или фазовой
перекристаллизацией.
Если металл не
обладает полиморфизмом, то для изменения
структуры приходится применять
специальную механическую обработку.
Механическая
обработка.
Изменения структуры металла можно
добиться, подвергнув его деформации с
последующим нагревом. Этой обработке
могут подвергаться только достаточно
пластичные металлы.
Как известно,
начальной деформацией металла является
упругая деформация (рис. 9, участок АВ).
С точки зрения строения кристаллической
решетки упругая деформация проявляется
в некотором увеличении межатомных
расстояний; после снятия нагрузки
атомы возвращаются в прежнее положение,
деформация исчезает.
После
достижения предела упругости (точка В
на рис. 9) дальнейшее увеличение напряжения
вызывает пластическую деформацию
металла (участок ВС). Это состояние
отвечает сдвигу отдельных частей
кристаллов. Форма зерен кристаллов
деформируется, становится вытянутой;
подобная структура металла называется
волокнистой.
После снятия напряжения металл продолжает
сохранять деформированную структуру.
Такое состояние металла называется
наклёпом,
или нагартовкой.
Нагартованный металл характеризуется
повышенной твердостью и прочностью,
но пониженной пластичностью.
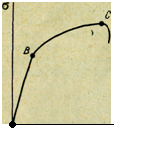
А
l
Рис. 9. Типичная
кривая деформации металла
Состояние
наклёпа является состоянием структурно
неустойчивым. Если нагартованный металл
нагреть до некоторой температуры,
то произойдет дробление деформированных
зерен с образованием новых, более мелких,
уже с недеформированной кристаллической
решеткой. Этот процесс называется
рекристаллизацией,
температура перехода — порогом
рекристаллизации,
а сама температурная обработка —
отжигом.

Рис.
10. Схема изменения структуры металла
(I)
при деформации (II)
с последующей рекристаллизацией (III)
На
рис. 10 схематично даны стадии изменения
структуры при переходе от недеформированного
металла I
к нагартованному II
с последующей рекристаллизацией III.
Как
показала практика, температура
рекристаллизации Трекр
(К) связана с температурой плавления
металла Тпл
формулой
Трекр
=
k·
Тпл.
Для
технически чистых металлов коэффициент
k
близок 0,4. Очень чистые металлы имеют
пониженную температуру рекристаллизации
— до 0,27T.
Для сплавов, наоборот, характерно
повышение k
до 0,8. Если температура рекристаллизации
при проведении отжига не завышена,
структура металла достаточно мелкозерниста.
По мере увеличения температуры выше
Tрекр
кристаллиты растут, и структура становится
более крупнозернистой. В производственных
условиях температура рекристаллизационного
отжига обычно выше теоретической
температуры рекристаллизации на 150 –
200 °С, что обеспечивает достаточно
высокую скорость процесса.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
30.04.2022672.77 Кб052.doc
- #
- #
- #
- #
- #
- #
- #
- #
МенюСтатьи |
МодифицированиеМОДИФИЦИРОВАНИЕ СТРУКТУРЫ ОТЛИВОК И СЛИТКОВС использованием материалов книги Теоретические основы кристаллизации металлов и сплавов . Задиранов А.Н., Кац А.М. 1. Общие представления о модифицированииЭкспериментально установлено, что чем больше зародышей в единице объема расплава, тем больше кристаллов образуется, тем они мельче и выше механические свойства металла. По этой причине в сплавах намеренно стараются облегчить формирование зародышей кристаллизации. Вещество, способствующее образованию зародышей, называют модификатором, а саму операцию — модифицированием. Модификаторы по их действию можно классифицировать на три группы:
Модификаторы второго типа могут быть таковыми в очень редких случаях — когда их размер и температура модифицируемого металлического расплава настолько близка к температуре затвердевания, что ее будет недостаточно для расплавления введеного в ванну модификатора и уже закристаллизовавшегося на нем (намерзшего) слоя металла. Уже присутствующие в расплаве частицы твердой фазы (неметаллические включения или достаточно давно введенные, а значит имеющие одинаковую с кристаллизующимся расплавом температуру, частицы более тугоплавкого металла) не могут быть зародышами твердой фазы, так как в соответствии со вторым законом термодинамики (передача тепла от холодного к горячему невозможна) они просто не могут принять на себя (в себя) теплоту кристаллизации, выделяющуюся при образовании твердой фазы. Поэтому часто встречающиеся в литературе утверждения о том, что зародышами кристаллизации могут быть оксиды, нитриды и сульфиды является очень спорными. Кроме того, спорность положений о том, что сульфиды и нитриды в стали могут быть зародышами твердой фазы вызывает то, что на момент начала кристаллизации (температура 1400…1500 °С) образование таких соединений возможно лишь в экзотических случаях, в частности при очень высоких концентрациях азота и сильного нитридообразователя (например, циркония), также в исключительных случаях возможно выделение твердых частиц CaS при обработке металла чрезмерно большим количеством кальция при высокой концентрации серы. Но даже если эти включения и присутствуют в металле, они имеют одинаковую с ним температуру и поэтому не могут аккумулировать дополнительное количество энергии, выделяющейся при кристаллизации в виде теплоты плавления. Модифицирование также является широко распространенным технологическим приемом при производстве материалов для такой отрасли, как космонавтика. Модификаторы третьего типа — инокуляторы — оказывают свое действие через охлаждение кристаллизующегося металлического расплава. Больший темп охлаждения способствует росту скорости кристаллизации и уменьшению развития ликвационных процессов, что, естественно, благоприятно отражается на структуре. 2. Теоретические основы модифицированияПод модифицированием макроструктуры понимают получение отливок и слитков с мелкозернистым строением. Конечной задачей модифицирования является повышение механических, технологических и эксплуатационных свойств отливок, слитков, а также получаемых из них изделий и полуфабрикатов посредством измельчения литой структуры. Дисперсность литой структуры характеризуется расстоянием между осями первого порядка или размером, так называемого, литого зерна. Последнее представляет собой визуально выделяемую на шлифе область, отличающуюся от соседних участков цветовым оттенком и имеющую выраженные границы. Литые зерна формируются в отличающихся теплофизических условиях, различие в которых обуславливает иное направление и возможно значение градиента температур и, соответственно, направление роста твердой фазы; на стыке подобных участков скапливается повышенное количество ликватов и дефектов кристаллической решетки, что и обуславливает повышенную травимость этих мест и, соответственно, возможность их визуальной идентификации. Пример изделий, в которых требуется высокая дисперсность литой структуры — космические аппараты. Литое зерно может содержать в себе один или более дендритов, направленный рост которых собственно и способствовал его формированию. Граница зерна не может пересекать сам дендрит, его сформировавший. Внутри зерна оси соответствующих порядков параллельны. Поскольку размер литого зерна зависит от соотношения скоростей зарождения (n) и роста (v) кристаллов, то и модифицирование по существу направлено на изменение этих параметров в нужном направлении. Расстояние между осями первого порядка тем меньше, чем ниже скорость роста кристаллов и чем больше скорость зарождения центров кристаллизации. Согласно теории кристаллизации в условиях самопроизвольного зарождения кристаллов скорости их роста и зарождения зависят не только от переохлаждения, но и от поверхностного натяжения а на границе расплав-кристалл и энергии активации атомов в расплаве (U) n = K1·exp[—U1/(R·T)]·ехр[-В·σ3/(T·ΔT2)] (1) Из приведенных уравнений следует, что увеличение скоростей зарождения и роста кристаллов возможно при уменьшении энергии активации и величины поверхностного натяжения. Более наглядно роль поверхностного натяжения на границе расплав-кристалл видна из выражений для полной работы образования зародышей (Ар)и критического радиуса зародыша (rкр) Ар = В·σ3/(Т·ΔT2) (3) Уравнение для расчета критического радиуса зародыша твердой фазы получено, исходя из следующих соображений. Образование новой фазы сопровождается появлением новой поверхности жидкое-твердое. Поэтому для того, чтобы зародыш мог образоваться, необходимо, чтобы снижение энергии той массы вещества, из которой он сформировался, превышало энергию, затрачиваемую на образование поверхности раздела. Поэтому образование новой фазы (кластера) возможно только при достижении им определенного критического радиуса. Пока зародыш не достиг критического размера, его рост сопровождается повышением энергии. Такой процесс возможен только благодаря флуктуациям. Таким образом, обозначая молярную энергию жидкой и твердой фаз как GL и GS, а поверхность образовавшейся новой фазы как S, запишем условия появления новой фазы ΔG = V·ρ/Mr·(GS — GL) + S·σL-S Если принять, что зародыш имеет сферическую форму, то получим ΔG = 4/3·π·r3· ρ/Mr·(GS — GL) + 4·π·r2·σL-S (5) При температурах превышающих температуру плавления GS > GL и, соответственно, существование твердой фазы энергетически невыгодно. Охлаждение металла до температур меньших Tпл приводит к тому, что разность (GS — GL) становится отрицательной. Благодаря этому в переохлажденной до определенной температуры жидкости при некотором критическом значении r = rк величина ΔG достигает максимального значения. Дальнейшее увеличение r приводит к снижению ΔG. Радиус критического зародыша может быть найден из условия, что в максимуме ∂ΔG/∂r = 0. Таким образом, из уравнения (5) следует, что rк = 2∙σL-S∙MrFe/[(GS — GL)∙ρFe] Величина (GS — GL) может быть выражена через скрытую теплоту плавления и Tпл при помощи известного термодинамического соотношения: ΔG = ΔH — T·ΔS = —L — T·ΔS При T = Tпл разность ΔG равна нулю, следовательно ΔS = —L/Tпл Принимая, что при относительно небольших переохлаждениях не зависит от температуры, найдем ΔGТпл— ΔGТ = (ΔНТпл — Тпл·ΔSТпл) — (ΔНТ — T·ΔSТ) = -ΔT·ΔS = ΔT·L/Тпл В итоге получим rк = 2∙σL-S∙MrFe∙Tпл/(ρFe∙L∙ΔT) Из этих выражений видно, что чем ниже поверхностное натяжение, тем меньше работа образования зародышей и ниже критический размер устойчивого зародыша. Тем самым снижение поверхностного натяжения на границе расплав-кристалл облегчает зарождение центров кристаллизации, т.к. увеличивает скорость зарождения центров, пропорциональную показателю у = ехр [-В·σ3/(Т·ΔT2)] (6) В аналогичном направлении согласно этим решениям действует повышение переохлаждения, также способствующее зарождению новых центров кристаллизации. На основе сопоставления уравнений (1) и (2) можно сделать вывод о том, что из двух процессов (зарождение и рост) лимитирующим является процесс зарождения центров кристаллизации. Это обусловлено тем, что в уравнение скорости зарождения (1) переохлаждение входит со степенью 2 (в отличие от выражения для скорости роста, где показатель степени при переохлаждении равен 1). Поэтому для зарождения центров кристаллизации требуется значительно большее переохлаждение, чем для их роста. С учетом этого при рассмотрении модифицирования обычно наибольшее внимание уделяют увеличению скорости зарождения центров кристаллизации под действием примесей-модификаторов. 3. Цели модифицированияМодифицирование направлено на решение ряда задач:
Одновременное решение всех этих задач зачастую оказывается невозможным. Так, измельчение макроструктуры часто сопровождается огрублением микрозерен. Вместе с тем, иногда удается одновременно добиваться достижения нескольких из перечисленных целей. Модифицирование отличается от легирования:
4. Способы модифицированияПредлагается следующая классификация способов модифицирования:
5. Типы добавок-модификаторов и их эффективностьВ самом начале статьи уже было сказано, что по природе воздействия модификаторы можно разделить на три вида: модификаторы 1-го рода, 2-го и 3-го рода. Модификаторы 1-го рода влияют на структуру за счет изменения энергетических характеристик (энергия активации и поверхностное натяжение) зарождения новой фазы; модификаторы 2-го рода, как считается в большинстве литературных источников, изменяют структуру влияя на нее, как зародыши твердой фазы (однако подобное влияния модификаторов, по-нашему мнению, сомнительно и подлежит пересмотрению); модификаторы 3-го рода — холодильники / инокуляторы — снижают температуру металла и повышают скорость кристаллизации, тормозя тем самым развитие ликвации элементов. 5.1. Модификаторы 1-го рода (растворимые)Указанные модификаторы получили наибольшее применение. К модификаторам такого типа относят примеси, неограниченно растворимые в жидкой фазе и мало растворимые в твердой фазе (0,001…0,1%). Эти примеси в свою очередь можно разделить на два типа: не изменяющие поверхностные свойства кристаллизующейся фазы (а) и меняющие поверхностное натяжение на границе расплав-кристалл (б). Растворимые примеси типа «а«могут тормозить рост твердой фазы только за счет концентрационного барьера на границе кристалл-расплав (при коэффициенте распределения k < 1 концентрация второго компонента в приграничном слое жидкой фазы выше, чем в твердой фазе). (ОДНАКО РАЗВЕ ЭТО НЕ ВСЕГДА СНИЖАЕТ ПН) При этом не происходит изменения энергетических характеристик процесса. Добавки типа «б«, снижающие поверхностное натяжение на границе расплав кристалл и избирательно концентрирующиеся по этой причине на поверхности кристаллов (дендритов), называют поверхностно-активными. Поверхностно-активные вещества способны создать сплошной адсорбционный слой. Это означает, что при практическом отсутствии растворимости поверхностно-активного модификатора в твердой фазе вокруг нее формируется оболочка жидкости, обогащенная элементами модификатора. При этом вязкость расплава оболочки может существенно возрасти (НО ОДНОЗНАЧНО ЛИ ЭТО), что, в свою очередь, снизит скорость диффузии атомов к зародышу D = k·T/(4·п·n·rM) (8) С понижением притока атомов к зародышу рост кристаллов затрудняется. Формирование подобного обогащенного примесью/модификатором слоя перед фронтом кристаллизации в условиях продолжающегося теплоотвода приводит к повышению переохлаждения в жидком слое впереди фронта кристаллизации. Действие добавок типа «б«основано на уменьшении величины поверхностного натяжения σ на границе расплав-кристалл. Такие добавки (примеси) называют поверхностно-активными к кристаллизующейся фазе. Они снижают температурный интервал метастабильности (минимальное переохлаждение, превышение которого обеспечивает возникновение центров кристаллизации). Склонность к адсорбции определяется обобщенным отношением (моментом) заряда иона к его кристаллографическому радиусу. Если обобщенный момент иона поверхностно-активной добавки меньше, чем обобщенный момент металла, то эта добавка будет понижать поверхностное натяжение. Сложность действия растворимых поверхностно-активных примесей связана с тем, что наряду с изменением поверхностного натяжения σ они могут изменять энергию активации U. Примеси, растворимые в жидкой фазе и нерастворимые в твердой фазе, при росте кристаллов создают, как отмечено выше, повышенную концентрацию в жидком слое, прилегающем к растущим кристаллам. Тем самым они препятствуют росту кристаллов и повышают энергию активации, необходимую для обмена атомами между жидкой и твердой фазами. Поэтому обычно поверхностно-активная примесь наряду с понижением поверхностного натяжения, ускоряющим зарождение центров, повышает энергию активации, адсорбируется на поверхности растущих кристаллов, затрудняет переход атомов из жидкой фазы в твердую. При этом повышение энергии активации замедляет зарождение новых центров и снижает скорость их роста. Таким образом, ввод модификаторов 1-го рода сопровождается изменением поверхностного натяжения и энергии активации в противоположных направлениях. Отмеченное осложняет их совместное влияние на кристаллизацию и размер литого зерна. Из выражения (1) видно, что показатель степени (3) при σ выше, чем при U (1), поэтому можно ожидать более сильного влияния на скорость зарождения именно поверхностного натяжения. Тем самым, наиболее характерен для модификаторов 1-го рода эффект измельчения макрозерна. Поскольку повышение энергии активации из-за адсорбции примеси на гранях кристаллов способствует снижению скорости роста кристаллов, то это вызывает огрубление дендритного строения зерна. Таким образом, под действием модификаторов 1-го рода одновременно измельчается макрозерно и укрупняется микрозерно, т.е. оказывается комплексное воздействие на макро- и микроструктуру. Вышеизложенный механизм действия модификаторов данного типа был подтвержден в экспериментальных исследованиях при изучении модифицирования высоколегированных сталей магнием, бором, церием, барием. При этом было выявлено снижение поверхностного натяжения металла и его склонности к переохлаждению при введении добавок. Минимальному значению поверхностного натяжения модифицированного металла соответствовал наименьший размер зерна. Примеры модификаторов 1-го рода приведены в табл. 1. Более подробные данные по рациональным модификаторам и их содержанию применительно к различным маркам стали приведены в табл. 2. Представляют интерес данные об одновременном уменьшении размеров макро- и микрозерна при модифицировании стали малыми добавками, а также факты исчезновения дендритной структуры при введении 0,3% циркония в сталь (выявляются только мелкие микрозерна аустенита). Было установлено одновременное уменьшение размеров макро- и микрозерна в стали Х25Н20 при модифицировании цирконием. Отмечены блокирование дендритной формы роста кристаллов в стали и затруднения роста макрозерен при достаточно большой концентрации поверхностно-активной добавки. Таблица 1. Модификаторы 1-го рода для различных металлов и сплавов.
Таблица 2. Модификаторы для стали различных марок
Эффект модифицирования различен для разных марок стали (табл. 3). 5.2. Модификаторы 2-го рода (нерастворимые)Также на параметры кристаллизации и отражающую ее макроструктуру могут влиять и введенные в расплав твердые частицы. При этом ряд исследователей связывают это влияние именно с контактным действием на процесс зарождения центров кристаллизации. Объясняют это тем, что при введении в расплав нерастворимой примеси со свойствами, близкими к свойствам кристаллизующегося вещества, происходит существенное снижение интервала метастабильности расплава. На этом положении основан, так называемый, принцип П. Д. Данкова, согласно которому гетерогенное зарождение вызывают нерастворимые примеси, обладающие структурным сходством с кристаллизующимся веществом. Такие примеси называют изоморфными с кристаллизующимся веществом и модификаторами 2-го рода. Они имеют параметры кристаллической решетки, близкие к параметрам этого вещества, и ситается, что они обеспечивают, аналогично модификаторам 1-го рода, уменьшение интервала метастабильности и измельчение макрозерна. Изоморфными являются примеси, периоды решетки которых отличаются от периода решетки кристаллизующегося металла не более, чем на 10…15 %. Обычное содержание модификаторов этого типа менее 0,1 %. Считается необходимым, чтобы центры кристаллизации выделялись в очень дисперсном виде (не более 1 мкм), образуя при этом устойчивую взвесь, не склонную к коагуляции и расслоению во время длительной выдержки расплава в миксере и в процессе литья. На основе обобщения различных работ сформулированы следующие условия для выбора нерастворимых добавок (частиц) с наибольшей модифицирующей способностью:
Примеры модификаторов 2-го рода приведены в табл. 4. Таблица 4. Модификаторы 2-го рода
Ряд исследователей считают, что модификаторы 2-го рода могут также образовываться из модификаторов 1-го рода. Так, характер действия модификаторов 1-го рода, например бора в стали, может меняться при образовании химических соединений модификатора с другими элементами. При этом новое химическое соединение будет в конечном счете играть роль самостоятельного модификатора. Эти соединения при одних условиях могут быть поверхностно-активными, а при других наоборот инактивными (не снижающими, а повышающими поверхностное натяжение). Так, бор в стали может образовать стойкое химическое соединение с железом FеВ2, которое послужит центром кристаллизации как модификатор 2 рода (нерастворимая примесь). При вводе алюминия в сталь возможно образование (наряду с отмеченными в табл. 4 соединениями) нитридов алюминия, которые также создадут центры кристаллизации. При модифицировании серого чугуна кремнием с целью получения чугуна с пластинчатым графитом в расплаве образуется «силикатная муть» (кремний, являющийся графитизатором, способствует появлению графитной спели — центров графитизации). При этом устраняется отбел, измельчается структура (формируются мелкие пластинки графита). Одновременно уменьшается количество графитовых включений и повышаются механические свойства, их однородность, обеспечивается высокая износостойкость, обрабатываемость литых изделий. Наилучшие результаты модифицирования достигаются при пониженном содержании кремния и углерода в исходном сером чугуне. Модифицирование добавками, способствующими появлению центров кристаллизации, сопровождается уменьшением переохлаждения (в отличие от модифицирования поверхностно-активными добавками, адсорбирующимися на поверхности растущих кристаллов). 5.3. Активированные (активные) примеси (нерастворимые)Указанный тип примесей отличается тем, что они попадают в расплав с шихтой, которая подвергалась предварительной кристаллизации (например, чушки). Эти примеси не обладают структурным сходством с кристаллизующимся веществом, но при предыдущей кристаллизации приобретают свойство становиться твердой подложкой для зарождающихся зародышей кристаллов. Отмеченное обусловлено тем, что в предшествующей кристаллизации между частицами этой примеси и твердой фазой закристаллизовавшегося вещества возникает вследствие молекулярного контакта пограничный слой, имеющий структурное сходство с кристаллами вещества. Если температура плавления этого слоя выше температуры плавления кристаллов, то после их расплавления на поверхности частиц примеси сохранится отмеченный пограничный (переходный) слой. Это обеспечит превращение указанных частиц примеси в активные. В результате возможно можно их измельчающее действие на макрозерно подобно модификаторам 2-го рода. Считается, что в технических металлах и сплавах всегда имеются активные примеси, существенно влияющие на характер кристаллизации и формирование макроструктуры отливок и слитков. С проявлением роли активных примесей обычно связывают влияние перегрева расплава на макроструктуру. Повышение температуры перегрева расплава, как правило, ведет к укрупнению макроструктуры. Отмеченное объясняют дезактивацией активных примесей, под которой понимают исчезновение при повышенной температуре расплава активированного слоя на поверхности частиц примеси. Температура дезактивации зависит от вида (природы) примесей и состава расплава. В частности, полная дезактивация примесей происходит при перегреве (на °С): стали Х27 — на 100, стали 12Х18Н9Т — на 5-10, стали Х23Н18 — на 2-3, алюминия — на 50-60. При достаточно низких перегревах расплава наблюдали эффект наследования структуры, также связанный с действием активных примесей. При этих условиях шихтовые заготовки, имеющие мелкозернистое строение, наследственно передают отлитым из них отливкам или слиткам соответствующую мелкую макроструктуру. Однако указанный эффект наследственности исчезал при более высоком перегреве расплава (°С), например для алюминия — выше 8-10, а для стали 15X28 — выше 30-40. В последние 10-15 лет развиваются работы в области так называемой генной инженерии, направленные на управление структурой и свойствами отливок и слитков с помощью явления наследственности. 5.4. Комплексные модификаторыПрименение комплексных модификаторов продиктовано несколькими причинами:
Различают комплексные модификаторы трех типов:
Модификаторы, содержащие такие активные элементы, как РЗМ, Ва, Са, являются эффективным средством изменения природы и формы неметаллических включений, получения наиболее предпочтительного типа оксидных включений в оболочке сульфидов. Получило применение модифицирование стали нитридами ванадия, титана, циркония, алюминия путем введения в сталь специальных лигатур или азотированных ферросплавов. В результате в стали при закалке и последующем отпуске выделяются нитридные и карбонитридные дисперсные частицы. При модифицировании конструкционных сталей нитридами ванадия происходит измельчение аустенитного зерна на 3-4 балла, повышение пластичности, ударной вязкости и прочности. Таблица 5 Комплексные модификаторы.
Особенностью модифицирования стали комплексными сплавами является то, что параллельно с измельчением структуры меняются природа и форма неметаллических включений, снижается в 1,5-2,0 раза загрязненность границ аустенитных зерен оксидными, сульфидными и нитридными включениями, повышается равномерность распределения структурных составляющих, обеспечивается увеличение пластичности и ударной вязкости стали. При производстве чугуна с шаровидным графитом наряду с раздельными модификаторами (магний либо церий) применяют комплексный модификатор (магний + церий). Добавка церия к магнию нейтрализует действие вредных примесей (титан, алюминий, свинец, сурьма, мышьяк, висмут, олово), крайне вредно влияющих на качество чугуна, модифицированного магнием. Примеры комплексных модификаторов приведены в табл. 5. 5.5. Модификаторы 3-го рода — инокуляторыВвод в кристаллизующийся расплава инокуляторов обеспечивает повышение однородности и дисперсности литой структуры, оптимизацию формы и распределения неметаллических включений, уменьшение некоторых литейных дефектов (пористости, рыхлости, осевой и внеосевой ликвации), что существенно повышает уровень и изотропность свойств литого металла [1]:
Однако, несмотря на улучшение макроструктуры слитков и отливок, использование металлического порошка, литой дроби в качестве инокуляторов приводит к увеличению загрязненности стали неметаллическими включениями, в основном оксидами [3…5]. Ограниченность применения данной технологии вызвана сложностью технологической цепочки получения дисперсных инокуляторов (порошка, дроби), для которых необходима защита их от окисления при хранении, транспортировке и вводе в слиток. Кроме того, имеющиеся способы и устройства к ним для обработки жидкой стали дисперсными инокуляторами не получили широкого внедрения из-за недостаточно отработанной технологии ввода, сложности эксплуатации и ряда конструктивных недостатков [6]. Перспективным направлением в области совершенствования технологии ввода инокуляторов и управления структурой металла является способ формирования инокуляторов в струе при отливке крупных слитков в вакууме. При таком способе разливке, предложенном Жульевым С. И. [2], вводимые частицы имеют один химический состав с расплавом. Образование твердых частиц в этом случае обеспечивается дополнительным разделением струи расплава с созданием условий кристаллизации капель во время попадания их в изложницу. Попадая в металл инокуляторы приводят к локальному охлаждению металлического расплава, при этом сначала на них происходит намораживание корочки твердой фазы, которая в дальнейшем вследствие нагрева от окружающего расплава расплавляется, позже расплавляется и сам инокулятор. Таким образом инокуляторы в расплаве отбирают тепло на собственный нагрев и расплавление, в результате чего снижается температура расплава. Эффект охлаждения вносимый им приводит в итоге к росту скорости кристаллизации, что в свою очередь отражается на снижении ликвационную неоднородность в заготовке и повышении однородности механических свойств в крупных кованных изделиях ответственного назначения. С увеличение массы вводимых инокуляторов скорость кристаллизации возрастает. 6. Обобщенная систематизация модификаторовРанее выполняли систематизацию модификаторов на основе периодической системы Д.И. Менделеева. В верхней части диаграммы в качестве характеристики периодичности изменения свойств простых тел использовали кривую изменения их температур плавления. В нижней части диаграммы высокими столбиками отмечали элементы, дающие сильный эффект модифицирования в стали, чугуне и алюминиевых сплавах, низкими столбиками — слабый эффект. Отсутствие столбика против номера элемента означало, что он не является модификатором. Заштрихованные столбики соответствовали надежно установленным данным, незаштрихованные — сомнительным данным или отсутствию данных по предлагаемому эффекту. Положение элементов-модификаторов на диаграмме в большинстве случаев соответствовало первым элементам каждого периода, отмеченным двойной линией на кривой температур плавления. Результаты приведенной систематизации показали существование прямой связи между строением внешних электронных оболочек атомов элементов и их модифицирующим действием. Отмеченное согласуется с влиянием на поверхностное натяжение обобщенного отношения (момента) заряда иона поверхностно-активной добавки к его кристаллографическому радиусу (сравнительно с соответствующей характеристикой для основного металла). 7. Процессы, протекающие при модифицированииОбычно без модифицирования величина переохлаждения цветных металлов и сплавов доходит до 7-10 °С. Как правило, при модифицировании в расплаве появляется большое число центров кристаллизации. В результате выделяется теплота кристаллизации и переохлаждение почти исчезает. Дальнейший рост центров кристаллизации зависит от характера влияния примесей либо физических воздействий на обстановку в пограничной зоне кристалл-расплав. В большинстве случаев растворимые либо нерастворимые примеси оказывают тормозящее действие на рост кристаллов, при этом конкретный механизм торможения роста зависит от природы примеси и механизма ее модифицирующего действия. При модифицировании железа введением 0,1% церия и лантана переохлаждение снижалось с 320 до 40-50 °С, а при введении РЗМ в сталь — с 260 до 10-30 °С. Вместе с тем при рафинирующем действии модификаторов (очистка от неметаллических включений) наблюдали большее переохлаждение сравнительно с немодифицированным расплавом. Модифицирующая роль РЗМ проявляется только при небольших перегревах стали и в короткий период времени. Аналогичная картина имеет место при модифицировании цветных металлов и сплавов. Поэтому стремятся проводить модифицирование непосредственно перед заливкой расплава либо вводят модификаторы непосредственно в струю заливаемого расплава. 8. Результаты воздействия модификаторов на структуруБыло установлено два типа воздействия модификаторов (рис. 1) на структуру:
Вариант монотонного уменьшения размера зерна с повышением концентрации модификатора характерен для нерастворимых примесей-катализаторов (например, титан в алюминии), а вариант немонотонного измельчения зерна — для поверхностно-активных растворимых примесей (например, магний в цинке).
Рис. 1. Схема влияния содержания модификатора на величину макрозерна сплава:
Рис. 2. Влияние модификаторов на структурные составляющие сплавов. Воздействие модификаторов на отдельные структурные составляющие сплава схематически изображено в табл. 6 и на рис. 2. Было установлено, что добавка 0,08% бора в сталь Х15Н25Л уменьшает размер макрозерна с 9 до 2 мм. Таблица 6 Результаты воздействия модификаторов на структуру.
Наряду с понятием «модификаторы» существует обратное понятие «демодификаторы» — добавки, повышающий размер зерна. Они увеличивают работу образования зародыша, задерживают его образование и понижают вероятность возникновения центра кристаллизации. К демодификаторам относятся: висмут, свинец, сурьма — для чугуна; сера и углерод — для магнитных сплавов системы Fe-Ni-Co-Al-Cu-Ti (увеличивают размеры столбчатых кристаллов). 9. Влияние модифицирования на свойства отливок и слитковМодифицирование повышает механические свойства отливок и слитков (табл. 7). Было установлено, что в чугуне и силумине положительный эффект от действия модификаторов особенно сильно отражается на пластических характеристиках литого металла. Таблица 7. Результаты воздействия модификаторов на механические свойства.
Использованная литература
|
Наши партнёрыСпец-предложениеПредлагаем услуги по оптимизации геометрии разливочной оснастки с целью обеспечения повышения коэффициента использования металла и снижения осевой пористости слитков подробнее |



Термическая обработка — это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка — это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств — электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
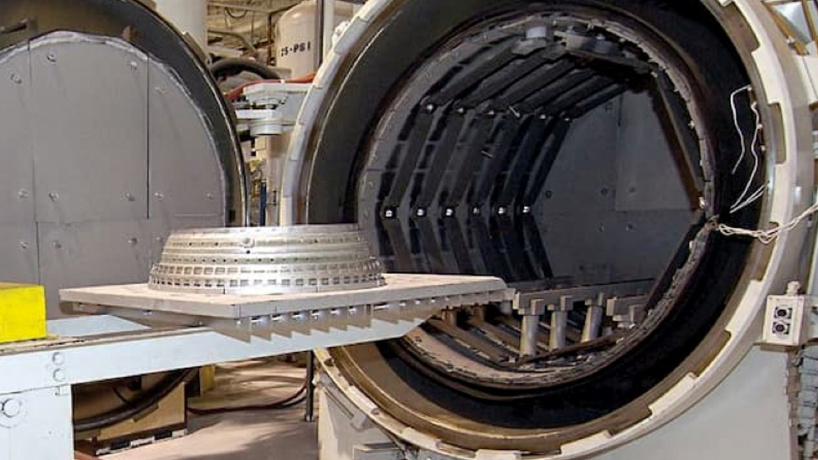
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух — медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
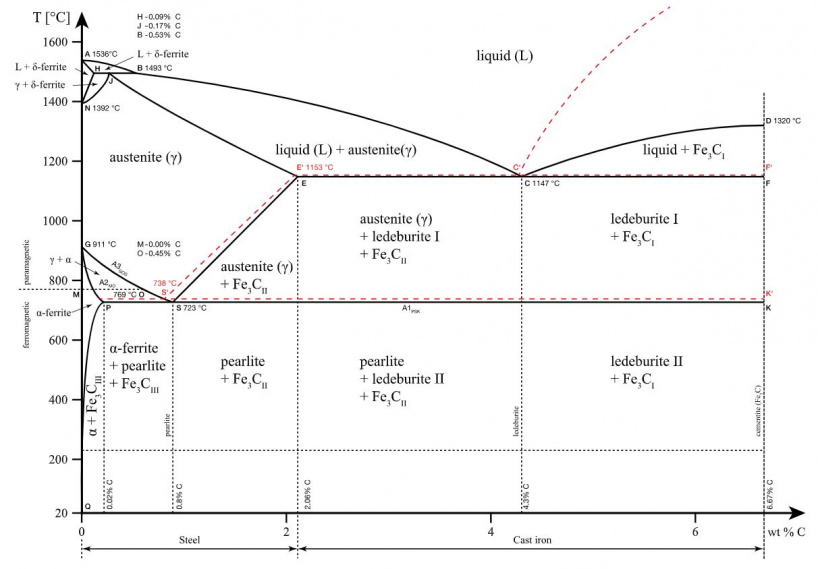
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y — температуру.
Обратите внимание, что 2,14% углерода — это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
- Отжиг;
- Нормализация;
- Закаливание;
- Старение;
- Снятие напряжения;
- Темперирование;
- Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация — это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки — закалка — используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение — это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
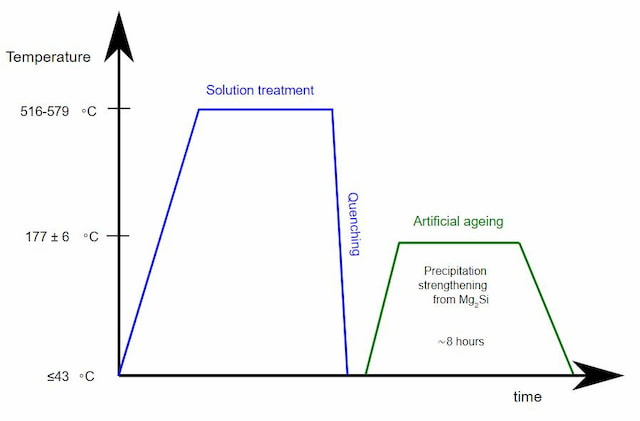
График старения алюминия 6061
Старение или дисперсионное твердение — это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск — это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов — это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия — это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
- Зернистая структура металлов.
- Атомные процессы при термической обработке.
- Снятие напряжений.
- Рекристаллизация.
- Контроль текстуры.
- Контроль размера зерен.
- Гомогенизация.
- Очистка.
- Выделение вторичных фаз.
- Кинетика и закалка.
МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА, определенный временной цикл нагрева и охлаждения, которому подвергают металлы для изменения их физических свойств. Термообработка в обычном смысле этого термина проводится при температурах, не достигающих точки плавления. Процессы плавления и литья, оказывающие существенное влияние на свойства металла, в это понятие не включаются. Изменения физических свойств, вызываемые термической обработкой, обусловлены изменениями внутренней структуры и химических соотношений, происходящими в твердом материале. Циклы термической обработки представляют собой различные комбинации нагрева, выдерживания при определенной температуре и быстрого или медленного охлаждения, соответствующие тем структурным и химическим изменениям, которые требуется вызвать.
Зернистая структура металлов.
Всякий металл обычно состоит из множества соприкасающихся друг с другом кристаллов (называемых зернами), как правило, имеющих микроскопические размеры, но иногда и видимых простым глазом. Внутри каждого зерна атомы расположены так, что образуют правильную трехмерную геометрическую решетку. Тип решетки, называемый кристаллической структурой, является характеристикой материала и может быть определен методами рентгеноструктурного анализа. Правильное расположение атомов сохраняется в пределах всего зерна, если не считать небольших нарушений, таких, как отдельные узлы решетки, случайно оказавшиеся вакантными. Все зерна имеют одинаковую кристаллическую структуру, но, как правило, по-разному ориентированы в пространстве. Поэтому на границе двух зерен атомы всегда менее упорядочены, чем внутри них. Этим объясняется, в частности, то, что границы зерен легче поддаются травлению химическими реагентами. На полированной плоской поверхности металла, обработанной подходящим травителем, обычно выявляется четкая картина границ зерен. Физические свойства материала определяются свойствами отдельных зерен, их воздействием друг на друга и свойствами границ зерен. Свойства металлического материала существенным образом зависят от размеров, формы и ориентации зерен, и цель термической обработки состоит в том, чтобы управлять этими факторами.
Атомные процессы при термической обработке.
При повышении температуры твердого кристаллического материала его атомам становится все легче переходить из одного узла кристаллической решетки в другой. Именно на этой диффузии атомов и основана термическая обработка. Наиболее эффективный механизм движения атомов в кристаллической решетке можно представить себе как движение вакантных узлов решетки, которые всегда имеются в любом кристалле. При повышенных температурах благодаря увеличению скорости диффузии ускоряется процесс перехода неравновесной структуры вещества в равновесную. Температура, при которой заметно повышается скорость диффузии, неодинакова для разных металлов. Она обычно выше для металлов с высокой температурой плавления. В вольфраме с его температурой плавления, равной 3387° C, рекристаллизация не происходит даже при красном калении, тогда как термическую обработку алюминиевых сплавов, плавящихся при низких температурах, в некоторых случаях оказывается возможным проводить при комнатной температуре.
Во многих случаях термической обработкой предусматривается очень быстрое охлаждение, называемое закалкой, цель которого – сохранить структуру, образовавшуюся при повышенной температуре. Хотя, строго говоря, такую структуру нельзя считать термодинамически устойчивой при комнатной температуре, практически она вполне устойчива благодаря низкой скорости диффузии. Очень многие полезные сплавы обладают подобной «метастабильной» структурой.
Изменения, вызываемые термической обработкой, могут быть двух основных видов. Во-первых, и в чистых металлах, и в сплавах возможны изменения, затрагивающие только физическую структуру. Это могут быть изменения напряженного состояния материала, изменения размеров, формы, кристаллической структуры и ориентации его кристаллических зерен. Во-вторых, изменяться может и химическая структура металла. Это может выражаться в сглаживании неоднородностей состава и образовании выделений другой фазы, во взаимодействии с окружающей атмосферой, созданной для очистки металла или придания ему заданных поверхностных свойств. Изменения того и другого вида могут происходить одновременно. См. МЕТАЛЛОВЕДЕНИЕ ФИЗИЧЕСКОЕ.
Снятие напряжений.
Деформация в холодном состоянии повышает твердость и хрупкость большинства металлов. Иногда такое «деформационное упрочнение» желательно. Цветным металлам и их сплавам обычно придают ту или иную степень твердости холодной прокаткой. Малоуглеродистые стали тоже часто упрочняют холодным деформированием. Высокоуглеродистые стали, доведенные холодной прокаткой или холодным волочением до повышенной прочности, необходимой, например, для изготовления пружин, обычно подвергают отжигу для снятия напряжений – нагревают до сравнительно низкой температуры, при которой материал остается почти столь же твердым, как и раньше, но в нем исчезают неоднородности распределения внутренних напряжений. Благодаря этому ослабевает тенденция к растрескиванию, особенно в коррозионных средах. Такое снятие напряжений происходит, как правило, за счет локального пластического течения в материале, не приводящего к изменениям общей структуры.
Рекристаллизация.
При разных методах обработки металлов давлением нередко требуется сильно изменять форму заготовки. Если формообразование должно проводиться в холодном состоянии (что часто диктуется практическими соображениями), то приходится разбивать процесс на ряд ступеней, в промежутках между ними проводя рекристаллизацию. После первой ступени деформации, когда материал упрочнен настолько, что дальнейшее деформирование может привести к разрушению, заготовку нагревают до температуры, превышающей температуру отжига для снятия напряжений, и выдерживают для рекристаллизации. Благодаря быстрой диффузии при такой температуре за счет атомной перестройки возникает совершенно новая структура. Внутри зеренной структуры деформированного материала начинают расти новые зерна, которые с течением времени полностью ее заменяют. Сначала образуются мелкие новые зерна в местах наибольшего нарушения старой структуры, а именно на старых границах зерен. При дальнейшем отжиге атомы деформированной структуры перестраиваются так, что тоже становятся частью новых зерен, которые растут и в конце концов поглощают всю старую структуру. Заготовка сохраняет прежнюю форму, но она теперь – из мягкого, ненапряженного материала, который может быть подвергнут новому циклу деформирования. Такой процесс можно повторять несколько раз, если этого требует заданная степень деформирования.
Холодная обработка – это деформирование при температуре, слишком низкой для рекристаллизации. Для большинства металлов данному определению соответствует комнатная температура. Если деформирование производится при достаточно высокой температуре, так что рекристаллизация успевает следовать за деформированием материала, то такая обработка называется горячей. Пока температура остается достаточно высокой, его можно сколь угодно сильно деформировать. Горячее состояние металла определяется, в первую очередь, тем, насколько его температура близка к точке плавления. Высокая ковкость свинца означает, что он легко рекристаллизуется, т.е. его «горячую» обработку можно проводить при комнатной температуре.
Контроль текстуры.
Физические свойства зерна, вообще говоря, неодинаковы в разных направлениях, так как каждое зерно – это монокристалл с собственной кристаллической структурой. Свойства металлического образца представляют собой результат усреднения по всем зернам. В случае беспорядочной ориентации зерен общие физические свойства одинаковы во всех направлениях. Если же некоторые кристаллические плоскости или атомные ряды большинства зерен параллельны, то свойства образца становятся «анизотропными», т.е. зависящими от направления. В этом случае у чашечки, полученной глубоким выдавливанием из круглой пластинки, будут «язычки», или «фестоны», на верхней кромке, объясняющиеся тем, что в одних направлениях материал деформируется легче, чем в других. При механическом формообразовании анизотропия физических свойств, как правило, нежелательна. Но в листах магнитных материалов для трансформаторов и других устройств очень желательно, чтобы направление легкого намагничения, которое в монокристаллах определяется кристаллической структурой, во всех зернах совпадало с заданным направлением магнитного потока. Таким образом, «предпочтительная ориентация» (текстура) может быть желательна или нежелательна в зависимости от назначения материала. Вообще говоря, при рекристаллизации материала его предпочтительная ориентация меняется. Характер этой ориентации зависит от состава и чистоты материала, от вида и степени холодной деформации, а также от длительности и температуры отжига.
Контроль размера зерен.
Физические свойства металлического образца в значительной мере определяются средним размером зерен. Наилучшим механическим свойствам почти всегда соответствует мелкозернистая структура. Уменьшение размера зерна часто является одной из целей термической обработки (а также плавления и литья). При повышении температуры ускоряется диффузия, а потому средний размер зерна увеличивается. Границы зерен смещаются так, что более крупные зерна растут за счет мелких, которые, в конце концов, исчезают. Поэтому завершающие процессы горячей обработки обычно проводят при возможно более низкой температуре, чтобы были минимальны размеры зерен. Часто специально предусматривают низкотемпературную горячую обработку, в основном для уменьшения размеров зерен, хотя того же результата можно достичь холодной обработкой с последующей рекристаллизацией.
Гомогенизация.
Процессы, о которых говорилось выше, протекают и в чистых металлах, и в сплавах. Но существует ряд других процессов, которые возможны лишь в металлических материалах, содержащих два или большее число компонентов. Так, например, в отливке сплава почти наверняка будут неоднородности химического состава, что определяется неравномерным процессом затвердевания. В затвердевающем сплаве состав твердой фазы, образующейся в каждый данный момент, не таков, как в жидкой, находящейся с ней в равновесии. Следовательно, состав твердого вещества, возникшего в начальный момент затвердевания, будет иным, нежели в конце затвердевания, а это и ведет к пространственной неоднородности состава в микроскопическом масштабе. Такая неоднородность устраняется простым нагреванием, особенно в сочетании с механическим деформированием.
Очистка.
Хотя чистота металла определяется в первую очередь условиями плавления и литья, очистка металла часто достигается термической обработкой в твердом состоянии. Примеси, содержащиеся в металле, реагируют на его поверхности с атмосферой, в которой он нагревается; так, атмосфера водорода или другого восстановителя может превратить значительную часть оксидов в чистый металл. Глубина такой очистки зависит от способности примесей диффундировать из объема на поверхность, а поэтому определяется длительностью и температурой термической обработки.
Выделение вторичных фаз.
В основе большинства режимов термической обработки сплавов лежит один важный эффект. Он связан с тем, что растворимость в твердом состоянии компонентов сплава зависит от температуры. В отличие от чистого металла, в котором все атомы одинаковы, в двухкомпонентном, например твердом, растворе имеются атомы двух разных сортов, случайно распределенные по узлам кристаллической решетки. Если увеличивать количество атомов второго сорта, то можно достичь состояния, когда они не смогут просто замещать атомы первого сорта. Если количество второго компонента превышает этот предел растворимости в твердом состоянии, в равновесной структуре сплава появляются включения второй фазы, отличающиеся по составу и структуре от исходных зерен и обычно разбросанные между ними в виде отдельных частиц. Такие частицы второй фазы могут оказывать сильное влияние на физические свойства материала, что зависит от их размера, формы и распределения. Эти факторы можно изменять термической обработкой.
Растворимость в твердом состоянии обычно увеличивается с повышением температуры, как показано на рис. 1. Здесь видно, что при равновесных условиях материал, который по своему составу и температуре лежит слева от кривой, существует в виде одной фазы – твердого раствора. Справа же от кривой состав и температура соответствуют структуре, содержащей вторую фазу, каким-то образом диспергированную в первой. Если состав сплава определяется абсциссой X0 , то его равновесная структура может быть либо однофазной, либо двухфазной в зависимости от температуры. График, по осям которого откладываются состав и температура, показывающий фазы в равновесных условиях, называется фазовой диаграммой или диаграммой состояний. Следует иметь в виду, что такая диаграмма (график рис. 1 лишь часть ее) иллюстрирует структуры, которые могут существовать лишь в равновесных условиях, а при низких температурах для достижения равновесия требуется много времени. Если сплав состава X0 поддерживать при температуре T1 , то в конце концов он станет однофазным твердым раствором. Вторая фаза, присутствовавшая в нем первоначально, исчезнет вследствие диффузии ее атомов, которые станут частью твердого раствора. Такая обработка называется термической обработкой на твердый раствор. Если после этого медленно охлаждать материал, то при температуре T0 начнут возникать частицы второй фазы, которые будут расти при дальнейшем понижении температуры. Это приведет к тому, что образуется небольшое количество довольно крупных частиц, наличие которых будет сказываться, например, на механических свойствах. Однако процесс выделения второй фазы можно проводить иначе. Если твердый раствор, соответствующий температуре T1 , достаточно быстро охладить до комнатной температуры, то сохранится однофазный твердый раствор. Хотя его равновесная структура должна быть двухфазной, скорость диффузии при комнатной температуре столь мала, что структуру твердого раствора можно считать практически стабильной. Если же теперь материал нагреть до температуры, не выходящей за пределы двухфазной области, но обеспечивающей быструю диффузию, то можно вызвать выделение второй фазы в высокодисперсной форме. Такую обработку часто называют старением раствора. Выбирая нужную длительность и температуру старения, можно контролировать размеры зерна, что позволяет добиться дисперсности частиц, существенно повышающей прочность материала.

Таким способом можно упрочнять многие практически полезные сплавы, например, серебряный припой «стерлинг», содержащий несколько процентов меди. Важным примером могут служить алюминиевые сплавы, содержащие несколько процентов меди и составляющие основу дюралюмина. Упрочняющим старением таких сплавов достигается очень высокое отношение предела прочности к весу. Особенно интересно то, что их упрочняющее старение в какой-то мере может происходить за счет диффузии при комнатной температуре. После термической обработки на твердый раствор и закалки до комнатной температуры прочность таких сплавов постепенно увеличивается в 2 раза на протяжении нескольких дней вследствие выделения второй фазы, происходящего при комнатной температуре. Чтобы сохранить состояние твердого раствора, материал приходится хранить при пониженной температуре. Например, дюралюминовая заклепка, выдерживаемая в сухом льду после термической обработки на твердый раствор, остается мягкой до установки на место, а затем за несколько дней сама по себе упрочняется при комнатной температуре.
Другой интересный пример – сплавы «алнико» (на железной основе, содержащие алюминий, никель и кобальт) для постоянных магнитов. Чтобы такой сплав приобрел магнитные свойства, оптимальные для постоянных магнитов, его после термической обработки на твердый раствор подвергают закалке и старению при условиях, обеспечивающих определенные размеры, форму и распределение частиц вторичных фаз. Для повышения эффективности старение проводят в магнитном поле.
Кинетика и закалка.
Фазовую диаграмму, представленную на рис. 1 и показывающую фазовую структуру, которой будет обладать сплав, когда достигнет равновесного состояния, следует дополнить данными о скорости его приближения к такому состоянию. На графике рис. 2 по вертикальной оси тоже откладывается температура, но по горизонтальной – не состав, а время. Кривая этого графика, имеющая С-образную форму, описывает поведение сплава, состав которого соответствует точке X0, T0 на рис. 1. Если образец состава X0 выдержать при температуре выше T0 до завершения обработки на твердый раствор, а затем закалить до более низкой температуры, скажем T2, то после некоторого периода «ожидания» начнут возникать частицы выделившейся второй фазы и их количество будет расти, пока не будет достигнут равновесный уровень, отвечающий этой температуре. Кривая рис. 2 показывает время, необходимое при разных температурах для того, чтобы началось такое фазовое превращение в сплаве, первоначально подвергнутом термической обработке на твердый раствор. Аналогичную С-образную форму имеют кривые, показывающие время, необходимое для полного превращения или для достижения некоторого промежуточного состояния. Форма кривой указывает на то, что скорость превращения нарастает до максимума при некоторой температуре Tm, лежащей значительно ниже T0, а затем снова уменьшается. Это объясняется совместным действием двух противоположных эффектов. При температурах выше T0 стабильной фазой является твердый раствор, и он будет существовать как угодно долго. Если же его охладить до температуры, несколько меньшей T0, то, как явствует из фазовой диаграммы (рис. 1), должно образоваться некоторое количество второй фазы. Но С-образная кривая свидетельствует, что для этого потребуется очень много времени. Дело в том, что в данном случае мала степень охлаждения, т.е. разность температуры T0 и фактической температуры, а именно эта разность является движущей силой процесса перехода к термодинамическому равновесию. Чем больше охлаждение, тем больше движущая сила и тем быстрее движется система к равновесию, на что указывает крутой загиб книзу в левой части С-образной кривой. Однако чем больше понижается температура, тем меньше становится скорость диффузии. Ниже температуры Tm движущая сила продолжает увеличиваться, но подвижность атомов настолько уменьшается, что время, необходимое для превращения, снова начинает увеличиваться и в конце концов становится практически бесконечно большим.

Цель закалки металла после термической обработки на твердый раствор в том, чтобы очень быстро, не дав времени на превращение, охладить его ниже точки Tm до температуры T3, при которой скорость превращения ничтожно мала. Максимально возможная скорость закалки металлического образца (или изделия) определяется скоростью отвода тепла с его поверхности, а также его размерами и коэффициентом теплопроводности. Первый фактор ограничивается кипением закалочной среды (по большей части воды или соляного раствора) и, попросту говоря, всегда одинаков. Поэтому предельные размеры детали, которая может быть закалена без фазового превращения, зависят от теплопроводности ее материала, так как именно теплопроводностью определяется скорость охлаждения в объеме детали, даже если считать бесконечно большой скорость отвода тепла с ее поверхности.
1. Основы термической обработки металлов и сплавов
Общие сведения. Термической обработкой стали и других конструкционных материалов называется технологический процесс тепловой обработки заготовок, деталей машин и инструмента, в результате которой изменяется микроструктура материала, а вместе с ней механические, физико-химические и технологические свойства. Процессы термической обработки конструкционных материалов связаны с аллотропными превращениями (полиморфизмом), а также с изменением химического состава материала изделия.
Термической обработке подвергают заготовки, поковки, штамповки, а также готовые детали и инструмент для придания им необходимых свойств: твердости, прочности, износостойкости, упругости, снятия внутренних напряжений, улучшения обрабатываемости.
Сущность термической обработки заключается в нагреве металла до температуры, которая несколько выше или ниже критических температур, выдержке при этих температурах и быстром или медленном охлаждении. В процессе охлаждения в структуре металла происходят аллотропные изменения, вследствие которых резко изменяются механические свойства. При быстром охлаждении увеличиваются твердость, износостойкость, упругость и т. д., при медленном охлаждении — пластичность, ударная вязкость, обрабатываемость. Кроме того, существует термическая обработка, связанная с изменением химического состава материала изделия, так называемая химико-термическая обработка.
В зависимости от способа нагрева и глубины прогрева аллотропные превращения происходят по всему сечению или только в поверхностных слоях обрабатываемых деталей. При нагреве до определенной температуры, выдержке при этой температуре и охлаждении с определенной скоростью микроструктура деталей меняется по всему сечению.
Изменение химического состава в поверхностных слоях обрабатываемых деталей сопровождается их упрочнением или изменением других свойств.
Существуют следующие способы термической обработки сталей:
- объемная термическая обработка сталей, производимая с целью изменения микроструктуры металлических сплавов, находящихся в твердом состоянии, и придания им необходимых свойств по всему объему обрабатываемых деталей (закалка, отпуск, отжиг, нормализация);
- поверхностная термическая обработка стали, вызывающая изменение структуры и свойств лишь в поверхностном слое изделия;
- химико-термическая обработка, заключающаяся в нагреве металлических изделий вместе с веществами, способными менять состав и структуру, главным образом поверхностного слоя обрабатываемого изделия;
- электротермическая обработка, производимая с помощью индукционного нагрева токами высокой частоты, а также путем контактного нагрева и нагрева в электролитах;
- термомеханическая обработка, связанная с нагревом изделий подвергающихся, например, прокатке, волочению и подобным операциям, с целью устранения наклепа, вызванного пластическими деформациями.
Превращения в стали при нагревании. Превращения в стали при нагревании связаны с достижением сплавами критических температур, при которых происходят фазовые превращения.
В системе железоуглеродистых сплавов приняты следующие обозначения критических температур: температура линии PSK (см. рис. 3.6) обозначается А1 (727 °С), температура линии МО — А2 (768 °С), температура линии GOS — А3 (727 … 911 °С), температура линии ES — Аm (727 … 1 147 °С). Чтобы отличить критическую температуру, полученную при охлаждении, от критической температуры, полученной при нагревании, перед цифровым индексом при охлаждении ставят букву r (Аr1, Аr2), а при нагревании — с (Ас1, Ас2).
Превращение перлита в аустенит в полном соответствии с диаграммой Fe— Fe3C может завершиться при температуре 727 °С
(Ас1) при медленном нагревании. Скорость превращения перлита в аустенит находится в прямой зависимости от содержания в стали углерода.
При температуре 768 °С (точка Кюри — Ас2) стали теряют свои магнитные свойства.
Окончание процесса превращения характеризуется образованием аустенита и исчезновением перлита.
При нагревании сталей с содержанием углерода менее 0,8 %, т. е. доэвтектоидных, с исходной структурой, состоящей из феррита и перлита, происходят следующие структурные превращения. При температуре 727 °С происходит превращение перлита в аустенит. При этом сохраняется двухфазная структура — из аустенита и феррита. При дальнейшем нагревании происходит превращение феррита в аустенит, которое заканчивается при достижении критической температуры Ас3, т. е. на линии GOS.
У заэвтектоидных сталей при нагреве выше температуры Ас1 происходит растворение цеменита в аустените (в соответствии с линией SE ), которое заканчивается при критической температуре Асm, т. е. на линии SE.
Для более полного понимания процессов структурных преобразований рассмотрим диаграмму изотермического превращения перлита в аустенит при нагревании (рис. 1).
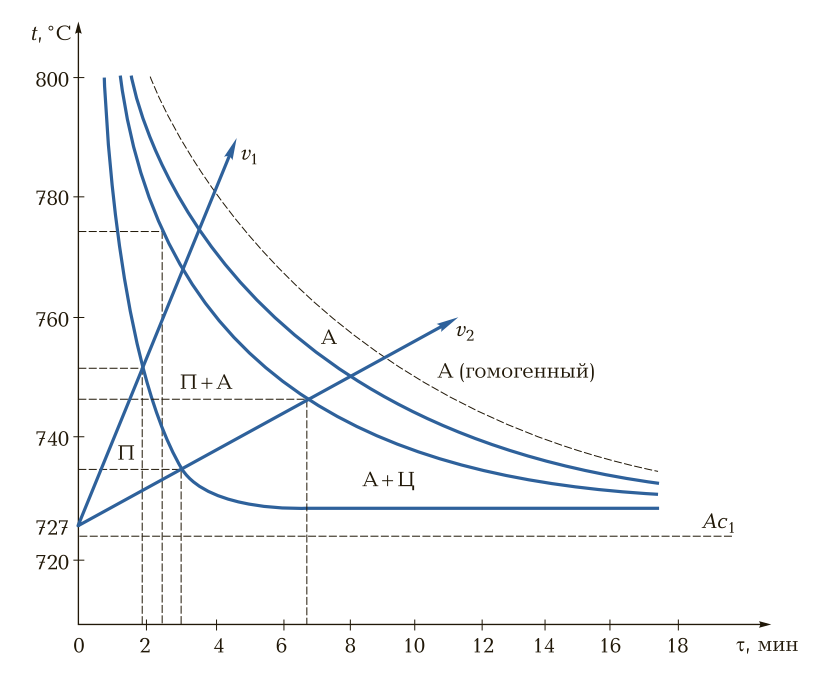
Рис. 1. Диаграмма изотермического превращения перлита в аустенит при нагревании: t — температура; τ — время; А — аустенит; П — перлит; Ц — цементит; v1 и v2 — скорости нагрева; Ас1 — критическая температура (эвтектоид)
Так как перлит — это смесь цементита и феррита в соотношении примерно 1 : 6, то при нагревании на границе раздела феррита и цементита образуются зерна аустенита. При последующем нагревании происходят растворение цементита в аустените и дальнейший рост зерен аустенита. С ростом зерен аустенита происходит постепенное увеличение массовой доли углерода в аустените. Скорость нагрева также влияет на превращение перлита в аустенит. На диаграмме лучами v1 и v2 графически изображены различные скорости нагрева. Чем меньше скорость нагрева, тем при более низких температурах происходит весь процесс фазовых превращений.
Важной характеристикой стали является склонность к росту зерна аустенита при нагревании. При росте зерна при незначительном перегреве выше критической точки сталь считается наследственно крупнозернистой. Если же зерно начинает расти при большем перегреве — наследственно мелкозернистой. На рост зерна большое влияние оказывают различные примеси, попадающие в сталь в процессе плавки. Склонность к росту аустенитного зерна является плавочной характеристикой.
Зернистость влияет на механические свойства сталей. Мелкозернистая сталь обладает значительно большей ударной вязкостью, чем крупнозернистая, поэтому при термической обработке сталей этот фактор следует учитывать.
Действительная величина зерна — это размер зерна при обычных температурных условиях после определенного типа термообработки. Для определения величины зерна принята стандартная шкала. В ГОСТ 5639—82* представлена шкала для оценки величины зерна по десятибалльной системе (рис. 2).
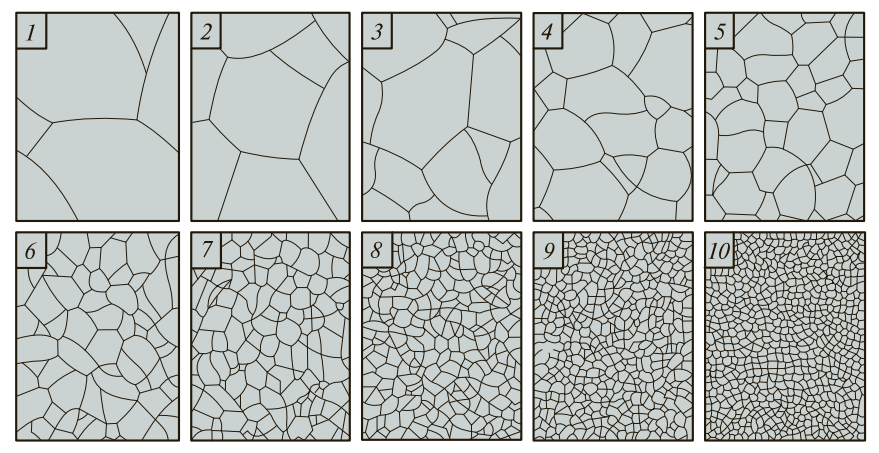
Рис. 2. Стандартная шкала зернистости стали (100x): 1—10 — баллы зерна
Величину зерна определяют при стократном увеличении методом сравнения со стандартной шкалой. Для определения зернистости сталь должна быть нагрета до температуры 930 °С. Если при этой температуре номер зерна 1 — 4, то это сталь наследственно крупнозернистая. Стали, у которых номер зерна 5 — 8 и более, — наследственно мелкозернистые. Легирующие элементы (ванадий, вольфрам, молибден, титан и др.) способствуют образованию наследственно мелкозернистой макроструктуры. Такая сталь при высоких температурах хорошо поддается любому виду обработки деформированием (прокатка, ковка, штамповка и др.). Укрупнения зерна и снижения механических свойств при этом не происходит. Как правило, большинство легированных сталей, а также спокойные стали — наследственно мелкозернистые. Все кипящие стали — наследственно крупнозернистые, имеют низкую ударную вязкость и высокую хладноломкость.
Превращения в стали при охлаждении. При охлаждении сталей с аустенитной структурой могут происходить различные превращения, зависящие от скорости охлаждения. Рассмотрим диаграмму изотермического превращения аустенита в перлит (рис. 3). Кривые превращения аустенита имеют С-образную характеристику и показывают, что скорость превращений неодинакова. Максимальная скорость превращения соответствует охлаждению ниже Ас1 (727 °С) на 170 °С. Кривые начала и конца превращений смещены вправо и соответствуют наибольшей устойчивости.
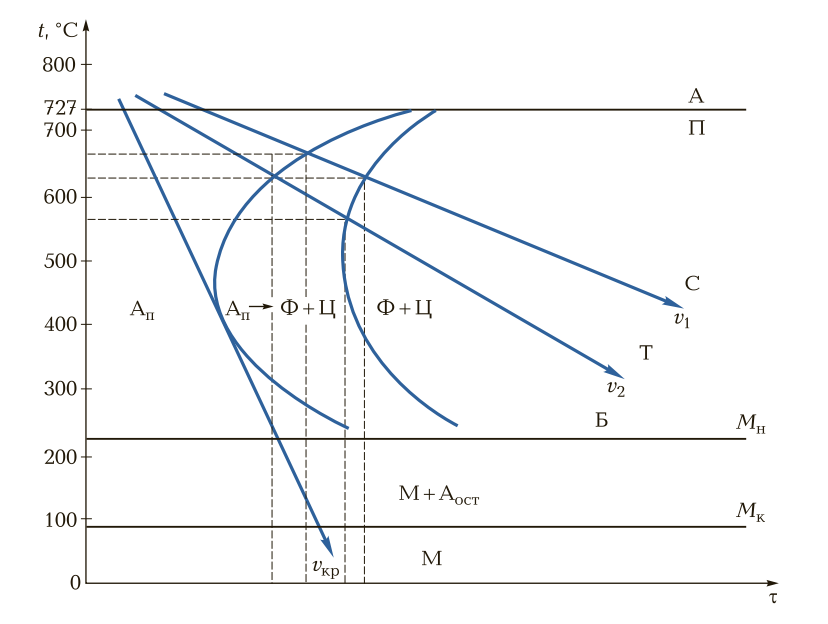
Рис. 3. Диаграмма изотермического превращения аустенита в перлит при охлаждении: t — температура; τ — время; А — аустенит; П — перлит; Б — бейнит; М — мартенсит; Аост — остаточный аустенит; Т — троостит; Ф — феррит; Ц — цементит; С — сорбит; v1 и v2 — скорости охлаждения; Мн и Мк — соответственно температуры начала и конца мартенситного превращения; Ап — половинчатый аустенит; vкр — критическая скорость
Левая кривая на диаграмме соответствует границе начала превращений, правая кривая показывает конец превращения аустенита. Превращение аустенита в перлит носит диффузионный характер.
Скорость диффузии зависит от степени переохлаждения или от скорости охлаждения. Продукты перлитного превращения имеют пластинчатое строение, определены как перлит, сорбит и троостит и различаются степенью дисперсности. Но если перлит — это равновесная структура, то сорбит и троостит — неравновесные структуры, в них содержание углерода больше или меньше 0,8 %. Существует еще промежуточное (бейнитное) превращение в области температур 500 … 350 °С. При большей степени переохлаждения (до 230 °С) аустенит находится в неустойчивом состоянии, диффузионные процессы отсутствуют, образуется перенасыщенный углеродом твердый раствор.
Мартенситное превращение в стали имеет три особенности. Вопервых, мартенситное превращение имеет бездиффузионный характер. Во-вторых, кристаллы мартенсита ориентированы. Третья особенность заключается в том, что мартенситное превращение происходит при непрерывном охлаждении в интервале определенных температур для каждой стали. Температуру начала мартенситного превращения называют мартенситной точкой и обозначают Мн, а температуру окончания обозначают Мк. Положение точек Мн и Мк на диаграмме зависит от количества углерода в стали и присутствия легирующих элементов. Как правило, большое содержание углерода и наличие легирующих элементов понижают положение точек.
Наложим на диаграмму графики скоростей охлаждения и изобразим схему влияния скорости охлаждения на температуру превращений аустенита. Из диаграмм видим, что чем больше скорость охлаждения, тем дисперснее получаемая структура. При небольшой скорости v1 образуется перлит, при большей скорости v2 — сорбит и еще большей vкр — троостит. При скорости охлаждения, большей, чем vкр, часть аустенита превращается в мартенсит. Минимальная скорость охлаждения, при которой весь аустенит переохлаждается до точки Мн и превращается в мартенсит, называется критической скоростью закалки. Этот процесс превращения в мартенсит имеет большое практическое значение и положен в основу термической обработки.
Перлитное превращение в стали применяют в процессе отжига; мартенситное — при закалке; промежуточное — при изотермической закалке.
Механические свойства стали со структурами перлита, сорбита и троостита зависят от степени понижения температуры распада и дисперсности ферритно-цементитной структуры. При этом твердость, пределы прочности, текучести и выносливости возрастают.
Структура мартенсита имеет более высокую твердость и прочность, а также зависит от содержания углерода в стали. Отрицательным фактором мартенситной структуры является повышенная хрупкость. Как уже говорилось, легирующие элементы влияют на положение точек Мн и Мк и соответственно влияют на практическую скорость закалки, обычно в сторону уменьшения.
Режим термической обработки. Процесс термической обработки с целью изменения структуры и механических свойств состоит из операций нагрева изделия, выдержки при данной температуре и охлаждения с определенной скоростью. Параметрами технологического процесса термической обработки будут максимальная температура нагрева сплава, время выдержки при данной температуре и скорости нагрева и охлаждения.
Нагрев стали — это одна из основных операций термической обработки, от которой зависят фазовые и структурные превращения, изменения физических и механических свойств, поэтому режим нагрева является определяющим для получения конкретных характеристик сплава. В практике различают технически возможную и технически допустимую скорости нагрева для каждой детали или партии деталей.
Технически возможная скорость нагрева зависит от способа нагрева, типа нагревательных устройств, формы и расположения изделий, массы одновременно нагреваемых деталей и других факторов.
Технически допустимая, или технологическая, скорость нагрева зависит от химического состава сплава, структуры, конфигурации изделия и интервала температур, при которых ведется нагрев. Время выдержки — это время, необходимое для полного выравнивания температур по всему объему изделий и соответственно для завершения всех фазовых и структурных превращений.
Охлаждение — это завершающий процесс, осуществляемый с целью получения нужной структуры с необходимыми механическими свойствами.
В зависимости от температуры нагрева и скорости охлаждения различают следующие основные виды термической обработки: отжиг, нормализация и закалка с последующим отпуском.
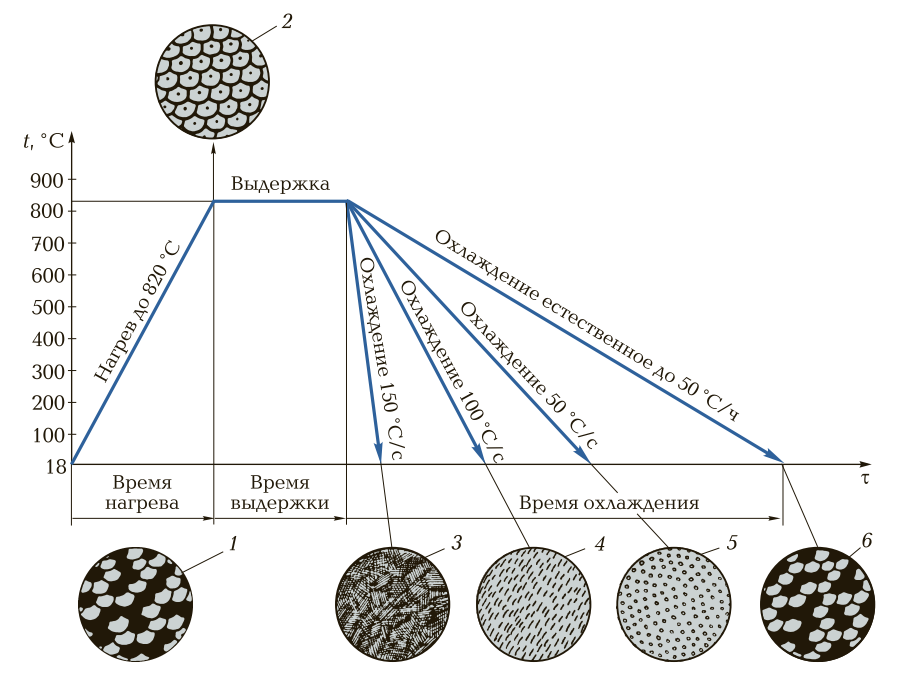
Рис. 4. Микроструктуры, полученные в результате нагрева и охлаждения стали марки 40 с различной скоростью: 1 — перлит + феррит; 2 — аустенит; 3 — мартенсит; 4 — троостит; 5 — сорбит; 6 — феррит + перлит
На рис. 4 представлены микроструктуры, полученные в результате нагрева и охлаждения стали марки 40 с различной скоростью. Характеристика этих микроструктур рассмотрена в табл. 1.
| Таблица 1. Характеристики микроструктур, образованных в результате нагрева и охлаждения стали 40 | |||||
| Структура | Определение | Режим охлаждения | Kритическая точка | Характеристика | Твердость НВ |
| Перлит +
+ феррит |
Механическая смесь частиц перлита и феррита при распаде аустенита.
Содержание углерода зависит от марки стали |
При медленном охлаждении аустенита в результате диффузии углерода. Охлаждение естественное со скоростью до 50 °С/ч | Ниже 730 °С | Более тверд и прочен, чем феррит, но меее пластичен, магнитен, по форме зернистый | 160 … 200 |
| Сорбит | Механическая смесь феррита и цементита. По строению более дисперсный, чем перлит. Содержание углерода не лимитировано | При ускоренном охлаждении в интервале температур 600 … 700 °С. Охлаждение со скоростью 50 °С/с | Ниже Ас1 | Пластичен и вязок, магнитен, более прочен, чем перлит | 270 … 320 |
| Троостит | Механическая смесь феррита и цементита. По строению еще более дисперсный, чем сорбит. Содержание углерода не лимитировано | При ускоренном охлаждении в интервале температур 400 … 600 °С. Охлаждение со скоростью 100 °С/с | Ниже Ас1 | Магнитен, более прочен, чем сорбит | 330 … 400 |
| Мартенсит | Твердый раствор углерода и других элементов в железе. Содержание углерода не лимитировано | При охлаждении со скоростью 150 °С/с и выше | Ниже 150 °С | Хрупок, тверд, магнитен. Твердость зависит от содержания углерода. Мало тепло- и электропроводен | 650 … 750 |
2. Отжиг и нормализация
Отжиг. Отжигом называется разупрочняющая обработка деталей и заготовок, заключающаяся в нагреве до определенной температуры в пределах критических точек и последующем медленном охлаждении вместе с печью. Главным назначением отжига является устранение структурной неоднородности в деталях и заготовках, полученных обработкой давлением, литьем, ковкой и сваркой, и перекристаллизация структур деталей (в том числе получение микроструктуры зернистого перлита и цементита). С устранением структурной неоднородности происходит изменение механических и технологических свойств, снятие внутренних напряжений, устранение хрупкости, понижение твердости, увеличение прочности, пластичности и ударной вязкости, улучшение штампуемости и обрабатываемости резанием. В практике различают отжиг первого и второго рода.
Отжиг первого рода — это нагрев деталей и заготовок с неравновесной структурой для получения стабильно равновесной структуры.
Отжиг второго рода — это нагрев деталей и заготовок выше критических температур с последующим медленным охлаждением для получения устойчивого состояния структуры. Нагрев деталей и заготовок выше критических температур обеспечивает полную перекристаллизацию структуры металла. Например, углеродистая конструкционная сталь марки 40 в отливке или поковке будет иметь деформированную структуру в виде крупных зерен феррита и перлита (рис. 5, а). При нагревании этой стали до температуры выше Ас3 деформированная структура превращается в аустенит, а при медленном охлаждении — в равновесную структуру в виде мелких зерен правильной формы феррита и перлита (рис. 5, б). Эта структура отличается высокой твердостью, хрупкостью и имеет низкую обрабатываемость резанием. После операции полного отжига происходит укрупнение структуры, равномерное распределение зерен перлита, уменьшается твердость и улучшается обрабатываемость. В этом заключается сущность процесса отжига деталей и заготовок.
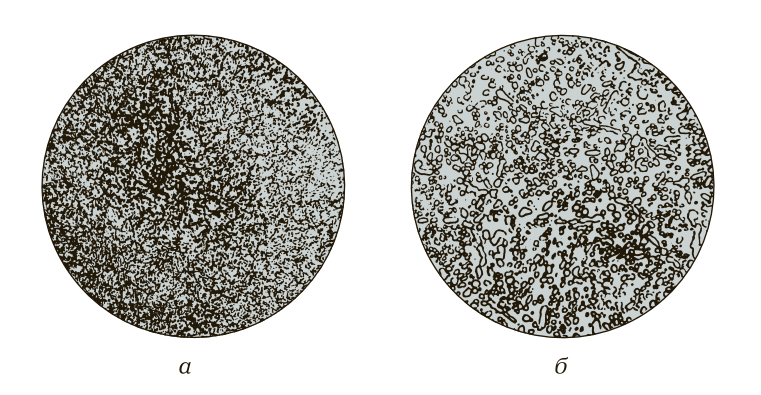
Рис. 5. Микроструктура стали марки 40, полученная в результате литья и ковки (а) и после нормализации (б)
Важным фактором, обусловливающим качественный отжиг, является правильный выбор температуры нагрева, которую определяют по диаграмме железо — углерод (цементит) в зависимости от марки стали и массовой доли углерода. Так, доэвтектоидные стали нагревают до критической температуры Ас3 + (20 … 30 °С), заэвтектоидные стали на неполный отжиг нагревают до критической температуры Ас1 + (20 … 30 °С). При нагреве стали выше критической температуры Ас3 или Асm (в зависимости от марки) микроструктура перлита превращается в микроструктуру мелкозернистого аустенита.
Для качественного проведения отжига необходимо правильно выбирать скорость и температуру нагрева, а также скорость охлаждения.
Виды отжига. В практике применяются следующие виды отжига: полный, неполный, низкотемпературный, изотермический, выравнивающий, или диффузионный (рис. 6).
Полному отжигу подвергают штамповки, поковки и отливки из доэвтектоидной и заэвтектоидной стали для перекристаллизации их деформированной микроструктуры. Температуру нагрева для полного отжига выбирают на 20 … 30 °С выше критической точки Ас3 (рис. 7, а) и до температуры 500 °С охлаждают вместе с печью, далее охлаждают на воздухе. После полного отжига исправляется деформированная структура, измельчается зерно и происходит равномерное распределение зерен перлита и феррита по всему сечению деталей. При этом твердость понижается, ударная вязкость, прочность и пластичность повышаются, улучшается обрабатываемость резанием и, главное, снимаются внутренние напряжения.
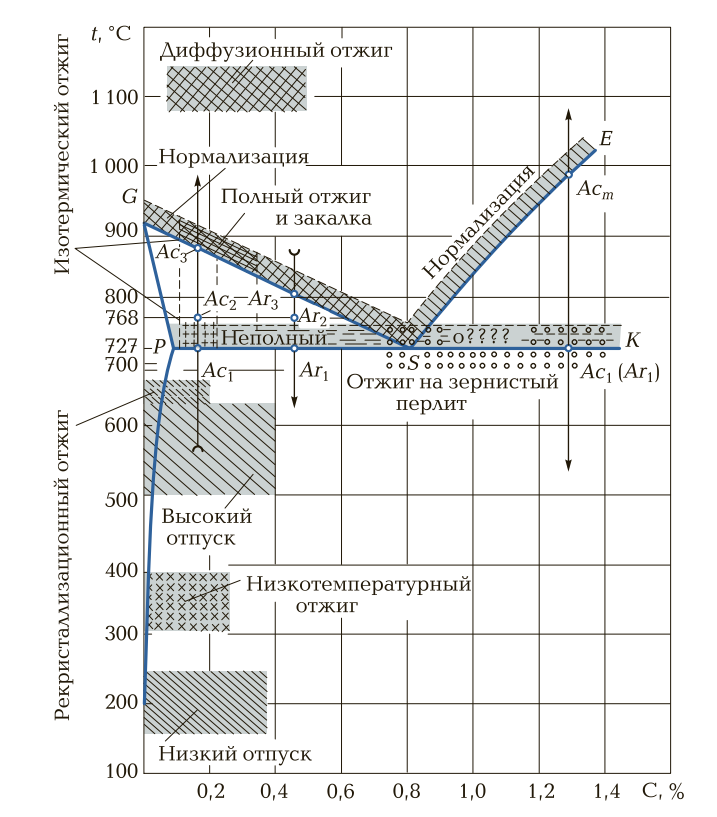
Рис. 6. Схема различных видов отжига
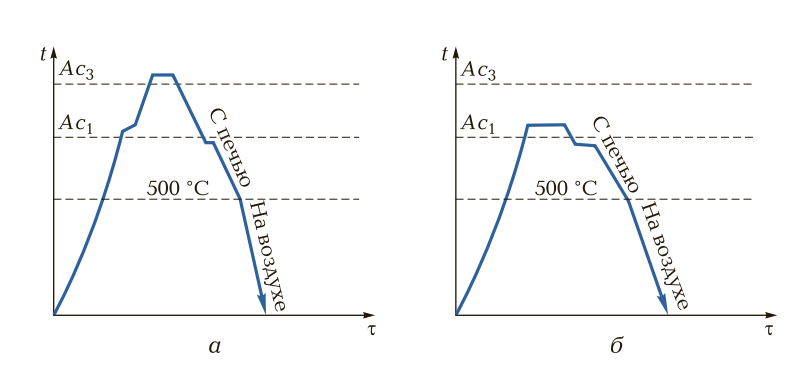
Рис. 7. Схема полного (а) и неполного (б) отжига углеродистых сталей: t — температура; τ — время; Ас1, Ас3 — критические температуры
Неполный отжиг применяют в основном для деталей и заготовок из заэвтектоидных сталей. Для доэвтектоидных сталей этот вид отжига применяют для поковок, штамповок и отливок, микроструктура которых получила правильную равновесную мелкозернистую форму. При неполном отжиге (рис. 7, б) детали нагревают до критической температуры Ас1 + (20 … 30 °С), выдерживают при этой температуре и охлаждают вместе с печью до температуры Ас1 — (20 … 30 °С), выдерживают при этой температуре и далее охлаждают вместе с печью до температуры 500 °С, затем деталь охлаждают на воздухе.
При неполном отжиге получается микроструктура зернистого (сфероидизированного) перлита или зернистого цементита. При этом также снижаются внутренние напряжения. Вновь полученная микроструктура зернистого перлита понижает твердость, увеличивает пластичность и ударную вязкость. Улучшается обрабатываемость резанием.
С помощью неполного отжига снимают внутренние напряжения, предотвращают коробление и образование микротрещин, улучшают обрабатываемость резанием деталей и заготовок. При нагреве заготовки длительное время выдерживают в печи для полного их прогрева и охлаждают вместе с печью (со скоростью не более 60 °С/ч). Неполный отжиг по своему назначению и физикохимическим процессам, происходящим в деталях, аналогичен сфероидизирующему отжигу.
Низкотемпературный отжиг применяется для деталей и заготовок, полученных ковкой, штамповкой и литьем, структура которых не претерпела особой деформации, находится в равновесном состоянии и не требует исправления, нет необходимости в ее перекристаллизации. В связи с этим низкотемпературному отжигу подвергают заготовки с целью снятия внутренних напряжений, улучшения обрабатываемости резанием, волочением. Для этих целей детали нагревают ниже критической точки Ас1. Нагрев производят медленно со скоростью до 150 °С/ч, выдерживают при этой температуре, после длительной выдержки детали охлаждают вместе с печью или на воздухе.
Изотермическому отжигу подвергают детали небольших сечений из легированных и углеродистых сталей. При этом конструкционные стали нагревают до температуры на 30 … 40 °С выше критической точки Ас1, а инструментальные стали — до температуры на 50 … 100 °С выше критической точки Ас3. После нагрева и прогрева (выдержки) детали переносят в другую печь (ванну), где охлаждают до температуры на 50 … 100 °С ниже полученной вначале
процесса. При этой температуре детали выдерживают до полного (изотермического) распада аустенита на зернистый перлит. В процессе этой термической операции понижается твердость, увеличивается прочность и пластичность и улучшается обрабатываемость резанием различными технологическими операциями. Схема изотермического отжига поковки из легированной стали марки ХВГ приведена на рис. 8, а.
Как видно из схемы, нагрев поковки после ковки проводят ступенчатым методом. Вначале охлаждают на 50 … 100 °С ниже критической точки Ас1, выдерживают при этой температуре, затем нагревают выше критической точки Ас1 на 20 … 50 °С, длительное время выдерживают при этой температуре и охлаждают вместе с печью.
Разновидностью изотермического отжига является отжиг на зернистый перлит (рис. 8, б ). Отжиг на зернистый перлит осуществляют ступенчатым нагревом и охлаждением до полного распада аустенита в зернистый перлит. Сначала осуществляют нагрев до критической точки Ас1 + (20 … 30 °С), затем охлаждают до температуры ниже Ас1 (700 °С) и далее снова нагревают до температуры 500 … 660 °С. После длительной выдержки при последней температуре детали охлаждают на воздухе.
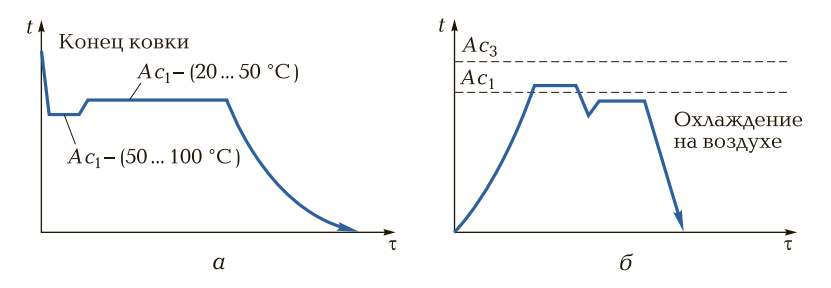
Рис. 8. Схема изотермического отжига (а) и отжига на зернистый перлит (б) поковки из легированной стали марки ХВГ: t — температура; τ — время; Ас1, Ас3 — критические температуры
В большинстве отливок, в том числе из железоуглеродистых сплавов, получается разнородность по химическому составу кристаллов (зерен) — так называемая межкристаллитная ионная (дендритная или зональная) ликвация. С целью устранения этой химической неоднородности в практике применяется выравнивающий, или диффузионный, отжиг (гомогенизация). Для этого вида отжига отливки нагревают до высокой температуры, обычно до 1 000 … 1 100 °С, длительное время выдерживают при этой температуре и затем медленно охлаждают вместе с печью. При высокой температуре атомы одних химических элементов, сосредоточенные неравномерно, приобретают большую подвижность и диффундируют из одних кристаллов в другие. Происходит химическое выравнивание по химическому составу как крупных кристаллов (дендритов), так и мелких кристаллов.
После диффузионного отжига получается крупнозернистая структура, которая требует дополнительного полного или неполного отжига. Если этому отжигу подвергались заготовки, требующие дальнейшей обработки давлением, то эти заготовки дополнительному отжигу до обработки не подвергаются. Такие детали подвергаются одному из видов отжига только после обработки давлением (ковки, штамповки, волочения).
Дефекты при отжиге. При отжиге из-за нарушения технологических режимов могут образовываться следующие дефекты: перегрев, пережог, обезуглероживание и окисление деталей и заготовок.
Перегрев возникает при несоблюдении температурного режима при высоких температурах и при технологически необоснованной длительной выдержке в печи. При этом возникает крупнозернистая структура, которая получила название структуры перегрева.
Крупнозернистая структура имеет пониженную пластичность, склонность к образованию трещин, растягивающих напряжений и к короблению деталей. Также перегрев может возникнуть при нагреве заготовок для горячего деформирования, при отжиге изделий сложной конфигурации, нагреве до температуры значительно выше критической или длительной выдержке при технологически обоснованной температуре.
Перегрев является исправимым дефектом. Для его исправления следует произвести полный отжиг с соблюдением всех температурных режимов.
Значительный перегрев сопровождается быстрым ростом зерна, который повреждает границы этих зерен. Повреждение границ зерен называется пережогом. Пережог возникает тогда, когда металл длительное время выдерживают при высоких температурных режимах. При этом иногда происходит частичное оплавление границ зерен или их активное окисление. Деталь становится хрупкой.
Пережог — неисправимый дефект и является браком отжига.
Обезуглероживание и окисление деталей и заготовок происходят при отжиге в соляных ваннах, электрических и пламенных печах. При таких способах нагрева поверхность деталей взаимодействует с различными газами. По степени воздействия и химическому взаимодействию с поверхностями деталей реагенты подразделяются на окисляющие (кислород, оксид углерода, водяной пар) и обезуглероживающие (кислород, водород, водяной пар).
Характер окисления в печи обусловливается топливом и его химическим составом, атмосферой печи, временем нахождения деталей в печи и маркой конструкционного материала. Окисление вызывает окалину металла на поверхности детали, изменение ее размеров и приводит к затратам по дополнительным технологическим операциям для очистки окалины.
Обезуглероживание как дефект отжига вызвано тем, что кислород, присутствуя в атмосфере печи, окисляет углерод раньше, чем железо, т. е. происходит выгорание углерода на небольшую глубину от поверхности детали. Если кислород одновременно окисляет углерод и железо, происходят окалинообразование и угар металла. Если в атмосфере печи находится пар, то обезуглероживание протекает весьма активно. Обезуглероживание понижает прокаливаемость или вообще обусловливает невосприимчивость к закалке, снижает усталостную прочность, ухудшает химические свойства поверхностей деталей.
В целях предотвращения обезуглероживания деталей в атмосфере печи должны находиться сухой водород, оксид углерода или инертные нейтральные газы. Кроме того, при отжиге детали нагревают в герметически закрытых ящиках, обмазанных глиной, с древесным углем или чугунной стружкой.
Нормализация. Нормализацией называется процесс термической обработки деталей и заготовок, при которой их нагревают до критической температуры Ас3 или Асm+ (30 … 50 °С), выдерживают при этой температуре и охлаждают на воздухе. В процессе нормализации получается микроструктура тонкого (дисперсного) перлита. При этом незначительно понижаются твердость, прочность, повышаются пластичность и ударная вязкость, улучшается обрабатываемость резанием.
Температуру нагрева для нормализации выбирают в зависимости от марки стали и массовой доли углерода в ней по стальной части диаграммы железо — углерод. Назначение нормализации зависит от состава стали, конкретной последующей обработки давлением и конструкции детали.
Например, низкоуглеродистые стали для улучшения обрабатываемости вместо отжига подвергают нормализации. Инструментальные углеродистые стали перед закалкой для устранения цементитной сетки и получения структуры мелкодисперсного перлита также подвергают нормализации. Сталь марки 30 после полного отжига (в состоянии поставки) имеет следующие свойства: прочность — 440 МПа; пластичность — 17 %; твердость — 179 НВ; ударная вязкость КСV — 62 Дж/см2. После нормализации эти же свойства несколько изменяются: прочность составляет 390 МПа; пластичность — 23 %; твердость — 143 … 179 НВ; ударная вязкость КСV — 49 Дж/см2. Пример взят для поковок диаметром до 100 мм. Как видим, после нормализации механические свойства будут несколько ниже, чем в состоянии поставки, вследствие стабилизации структуры металла деталей. Этот фактор значительно улучшает обрабатываемость резанием заготовок.
В процессе нормализации возникают дефекты, аналогичные дефектам отжига, но в менее выраженной форме. Например, незначительный перегрев металла не приводит к пережогу. Частичное обезуглероживание не приводит к образованию окалины и угару металла.
3. Закалка и отпуск
Закалка. Закалкой называется нагрев стали до температуры выше критических, выдержка при этой температуре и последующее быстрое охлаждение. В результате закалки повышаются твердость, прочность, упругость, износостойкость и другие механические свойства.
Скорость охлаждения должна быть значительно выше критической скорости, при которой микроструктура аустенита распадается на метастабильную микроструктуру мартенсита. Как известно, эта микроструктура, как и микроструктура аустенита, имеет равномерную растворимость углерода. Сохранение равномерной растворимости углерода путем фиксации микроструктуры является главной целью закалки.
При критической скорости охлаждения или значительно выше ее фиксируется физико-химическое состояние аустенита в его равномерной растворимости углерода.
В процессе закалки с изменением микроструктуры изменяются механические свойства (твердость, ударная вязкость), физические свойства (магнитность, электрическое сопротивление и др.) и химические свойства (однородность по химическому составу, коррозионная стойкость).
Основное назначение закалки — получение высокой твердости, износостойкости, повышенной прочности, упругости и уменьшение пластичности. Все эти свойства образуются при соблюдении следующих технологических режимов термообработки:
- температура нагрева;
- скорость нагрева и время выдержки;
- среда нагрева;
- скорость охлаждения.
Выбор температуры закалки. Температура нагрева для закалки теоретически определяется по диаграмме Fe — Fe3C. Для углеродистых сталей она должна быть выше линии GSК (см. рис. 3.6) на 30 … 50 °С, т. е. для доэвтектоидных сталей она совпадает с критической температурой Ас3+ (30 … 50 °С), для эвтектоидных и заэвтектоидных сталей — с критической температурой Ас1+ (50 … 70 °С).
Для легированных сталей температура нагрева для закалки определяется тремя методами: диаметрическим, магнитным или пробной закалкой.
Установлено, что чем сложнее легированная сталь по химическому составу и природе микроструктуры, тем выше должна быть температура нагрева для закалки, так как только при повышенных температурах карбиды ванадия, вольфрама, молибдена, титана и хрома успешно растворяются в аустените. При этом за основу, как и при выборе температур закалки для углеродистых сталей, берутся критические точки Ас1, Ас3 и Асm. Температуры нагрева для закалки легированных сталей повышаются на 250 … 300 °С выше критических, а для быстрорежущих сталей — на 400 … 450 °С.
Режимы нагрева и охлаждения. Время нагрева зависит от сечения деталей и заготовок, конструкции и мощности нагревательных устройств. Например, при нагреве в воздушных электрических печах время нагрева определяется в среднем из расчета 1 мин на 1 мм сечения детали. Время нагрева в соляных ваннах в 2 раза ниже, чем в электрических печах, так как скорость нагрева в этих ваннах в 2 раза выше. После нагрева деталей до заданной температуры осуществляется выдержка до полного фазового превращения и прогрева по всему сечению. Показателем времени выдержки является превращение исходной структуры перлит + феррит в структуру аустенита. Практика показала, что заданная температура нагрева деталей наступает тогда, когда цвет деталей сравняется с цветом печи (под, стенки, свод).
От среды в нагревательных устройствах (горн, печи, ванны) зависят как скорость нагрева, так и побочные (отрицательные) явления. К отрицательным явлениям относятся обезуглероживание и окисление закаливаемых деталей. Кузнечный горн и электрические (муфельные) печи содержат воздушную среду, кислород которой окисляет закаливаемые детали. В соляных ваннах соли не только окисляют, но и обезуглероживают детали. Ванны с расплавленным металлом (свинцом) отрицательного влияния на нагреваемые детали для закалки не оказывают.
До полного получения структуры аустенита требуется время, составляющее 1/5 времени нагрева детали. При соблюдении технологически обоснованных режимов нагрева, выдержки и охлаждения исключается появление больших внутренних напряжений, образование трещин и других дефектов закалки. С другой стороны, технологический временной режим исключает поверхностное окисление и обезуглероживание деталей.
От скорости охлаждения при закалке зависят структура и свойства закаливаемых деталей. Скорость охлаждения, при которой структура аустенита превращается в структуру закалки (мартенсит), называется критической скоростью закалки. Этот временной режим выбирается в зависимости от требуемой микроструктуры детали. Самая высокая скорость охлаждения дает микроструктуру мартенсита, самая низкая (естественная) — сорбита.
Закалочные среды. Закалочная среда, ее охлаждающая способность обеспечивают фиксирование равномерного растворения углерода во вновь образованной микроструктуре распада аустенита. В интервале температур распада аустенита в мартенсит необходимо медленное охлаждение с целью уменьшения внутренних напряжений. Для получения полной закалки применяют охладители с различной охлаждающей способностью. Эта способность зависит от нескольких факторов: понижения температур охладителя, теплоемкости металла, его теплопроводности, сохранения постоянства температуры охлаждающей среды, скорости циркуляции, уменьшения температуры парообразования и уменьшения вязкости охладителя. Все эти факторы увеличивают скорость охлаждения.
В качестве закалочных сред применяются следующие растворы и жидкости: вода, водный раствор поваренной соли, масло, воздух, минералы и другие материалы.
По силе действия охладители подразделяются на следующие группы:
- слабые — струя воздуха, расплавленные соли, горячая и мыльная вода;
- умеренные — веретенное масло, трансформаторное масло, расплавленные соляные ванны с 1 % воды;
- среднедействующие — растворы в холодной воде извести, глицерина и жидкого стекла;
- сильные — чистая холодная вода, поваренная соль в растворе холодной воды, дистиллированная вода и ртуть.
Скорость охлаждения также зависит от способа охлаждения (погружения) закаливаемой детали. В этом случае при погружении закаливаемой детали в воду или масло различают три стадии охлаждения:
- возникновение паровой рубашки, препятствующей дальнейшей отдаче теплоты (пленочное кипение);
- разрушение паровой рубашки и увеличение скорости охлаждения (пузырьковое кипение);
- конвекция охлаждающей жидкости, которая проходит при температуре ниже температуры кипения.
При всех этих стадиях скорость охлаждения тем быстрее, чем ниже температурные режимы от стадии к стадии. Это также зависит от интервала пузырькового кипения.
Тот или иной вид охлаждающей среды выбирается в зависимости от технологической целесообразности, химического состава металла детали, требуемых физико-механических свойств.
Вода и ее растворы являются более сильными охладителями. При этом вода имеет существенные недостатки. При повышении температуры воды в процессе закалки ее охлаждающая способность резко падает. Кроме того, вода имеет высокую скорость охлаждения в интервале температур мартенситного превращения.
Водные растворы солей, щелочей, соды увеличивают скорость охлаждения и также увеличивают интервал пузырькового кипения. Различные виды масел в качестве охлаждающих сред уменьшают скорость охлаждения, процессы мартенситного превращения проходят более устойчиво. К недостаткам масел следует отнести их огнеопасность и образование пригара на поверхности деталей.
Закаливаемость и прокаливаемость. Закаливаемость зависит от массовой доли углерода в стали. Чем больше массовая доля углерода в стали, тем выше способность к закаливаемости этой стали. Закалку не воспринимают стали с массовой долей углерода до 0,3 %, а также углеродистые конструкционные стали обыкновенного качества по ГОСТ 380—2005, так как в этой группе сталей углерод колеблется в широких пределах. Учитывая, что выбор температуры для закалки осуществляется в зависимости от массовой доли углерода, а в сталях обыкновенного качества мы не можем точно определить его содержание, эта группа сталей закалке не подвергается.
Закалке подвергаются углеродистые конструкционные качественные и легированные стали с массовой долей углерода от 0,3 % и выше и все инструментальные стали.
Под прокаливаемостью сталей понимают глубину закалки, т. е. способность в процессе закалки образовывать микроструктуры мартенсита, троостита или сорбита.
Прокаливаемость зависит от критической скорости охлаждения и, как следствие этого, от устойчивой способности аустенита не изменять своей микроструктуры. Структура аустенита, остающаяся в холодном состоянии, получила название переохлажденного аустенита.
Если критическая скорость охлаждения детали по всему сечению будет равна, то деталь будет иметь сквозную прокаливаемость, т. е. по всему сечению будет структура мартенсита. Если скорость охлаждения по всему сечению будет уменьшаться к сердцевине, то в сердцевине будет феррит, феррит + перлит, сорбит или троостит. Сердцевина деталей большого сечения практически закалку не воспринимает, так как скорость охлаждения сердцевины будет медленная, естественная.
Все легирующие элементы повышают прокаливаемость. Например, никель способствует значительному увеличению прокаливаемости и закаливаемости. Марганец, хром, вольфрам и молибден повышают температуру закалки и отпуска, а также увеличивают прокаливаемость и закаливаемость деталей и инструмента, поэтому все легированные стали, подвергаемые закалке, имеют высокую прокаливаемость, а углеродистые стали имеют более низкую прокаливаемость. При сквозной закалке по всему сечению твердость детали будет одинакова. При несквозной закалке она будет уменьшаться от поверхности к сердцевине. У поверхности деталь будет иметь структуру мартенсита, а у сердцевины структуру троостита. Чем меньше массовая доля углерода в стали, тем больше структуры троостита и меньше твердость, и наоборот.
Прокаливаемость деталей при закалке оценивается критическим параметром. Этот параметр представляет собой максимальный диаметр (сечение) деталей, в сердцевине которого будет полумартенситная структура закалки. Обычно для углеродистых конструкционных и инструментальных сталей критический параметр составляет 10 … 20 мм, а для легированных сталей — до 100 мм и более (в зависимости от массовой доли углерода и легирующих элементов). Кроме того, прокаливаемость зависит от охлаждающей среды. Вода дает более высокую прокаливаемость, чем масло.
Сталь с массовой долей углерода 0,2 % (охлаждение в воде) после закалки будет иметь твердость 25 НRС, а сталь с массовой долей углерода 0,5 % после закалки будет иметь твердость 45 HRC. Следовательно, чем больше углерода в стали, тем выше твердость детали, получаемой при закалке, и, следовательно, больше глубина прокаливаемости. Для определения глубины прокаливаемости углеродистых инструментальных сталей готовят образцы после высокого отпуска квадратного или круглого сечений (21 … 23 мм) длиной 100 мм. Посередине образцов делается надрез глубиной 5 … 7 мм. Готовые образцы закаливают при следующих температурах: 760; 800; 840 °С. Закаленные образцы разрушают на маятниковых копрах (или в прессе). По состоянию и виду излома определяют глубину прокаливаемости (закаленного слоя) или непрокаливаемости (незакаленного слоя), перегрев или закалочные трещины.
По стандартной шкале определяют группу (или балл) глубины прокаливаемости закаленных образцов при различных температурах. В стандартной шкале каждой группе (от 0 до V) соответствуют глубины прокаливаемости от 0,3 мм до 9 мм, сквозная прокаливаемость, вязкая сердцевина, незакаленная зона и закалочные трещины. Все это определяется визуально по излому образцов. Кроме того, по излому образцов можно определить структуру закалки (мартенсит, полумартенсит, троостит, сорбит) или незакаленную зону (перлит или феррит + перлит).
На рис. 9, а условно показаны образцы стали марки 40 (ГОСТ 1050—88*) диаметром 12 … 60 мм после закалки и охлаждения в воде. Образцы 1 — 4 получают полную закалку с образованием структуры мартенсит (сплошная прокаливаемость). С увеличением диаметра образуется сплошная закалка, но структуры будут зависеть от критической скорости закалки: мартенсит, полумартенсит, троостит и сорбит. Твердость образца по сечению будет также меняться и составлять 25… 46 НRС в зависимости от структуры. С увеличением диаметра образца критическая скорость закалки уменьшается. Структура по сечению образца будет следующая: мартенсит, полумартенсит, троостит, сорбит и перлит (или перлит + феррит). Твердость по сечению образца будет 25 … 46 НRС. Сердцевина образца, имея структуру сорбит + перлит, будет иметь высокую ударную вязкость и прочность.
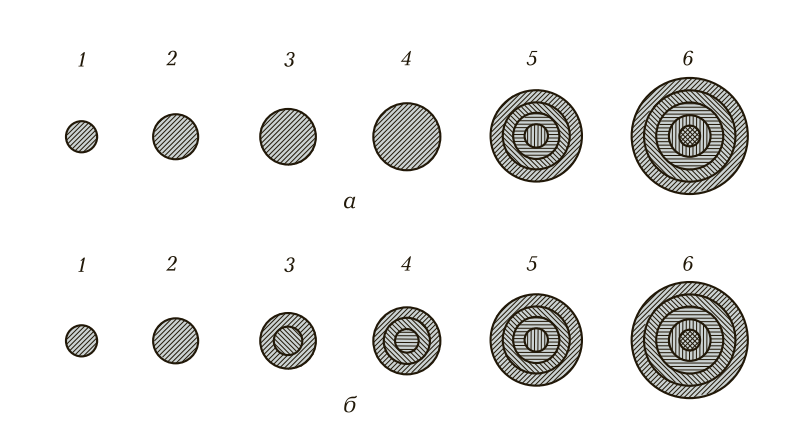
Рис. 9. Изменение микроструктуры стали марки 40: а — после закалки и охлаждения в воде; б — после закалки и охлаждения в масле; ![]() — мартенсит;
— мартенсит; ![]() — полумартенсит;
— полумартенсит; ![]() — троостит;
— троостит; ![]() — сорбит;
— сорбит; ![]() — перлит (или перлит + феррит)
— перлит (или перлит + феррит)
При сплошной закалке (охлаждение в воде) образцы 1 — 4 будут хрупкими.
В практике применяют следующие способы определения прокаливаемости:
- по структуре излома образца;
- на твердомере типа ТК по сечению в нескольких точках (от поверхности до сердцевины);
- методом торцовой закалки.
Для определения диаметра деталей, требующих сплошной закалки, необходимо выполнить следующее условие: критический диаметр закалки должен быть больше, чем диаметр изделия.
При определении прокаливаемости стали по методу торцовой закалки рекомендуют глубину прокаливаемости определять по различным диаграммам.
Дефекты закалки. Нарушение режимов закалки (температуры нагрева, способов охлаждения и т. д.) может вызвать в деталях и инструментах различные виды дефектов:
- деформация, коробление и трещины;
- недостаточная твердость;
- повышенная хрупкость;
- образование мягких пятен;
- изменение размеров;
- внутренние напряжения;
- окисление и обезуглероживание.
Отпуск. Отпуском называется технологический процесс нагрева деталей после закалки до низких температур (150 … 650 °С), т. е. ниже критической точки Ас1, выдержка при этой температуре и медленное естественное охлаждение на воздухе.
Назначение отпуска — устранение внутренних напряжений у деталей после закалки, повышение ударной вязкости, уменьшение хрупкости и частичное уменьшение твердости. Эти показатели достигаются в связи с получением устойчивой структуры металла детали. Температура отпуска зависит от вида закаливаемых деталей и назначения отпуска. В практике применяются низкий, средний и высокий отпуск.
Низкий отпуск применяется для снятия внутренних напряжений, повышения ударной вязкости инструмента из легированных и углеродистых сталей. При низком отпуске детали нагревают до температуры 150 … 250 °С, выдерживают при этой температуре и охлаждают на воздухе. При этом твердость и износостойкость режущего инструмента, полученные после закалки, сохраняются.
Низкому отпуску подвергают режущий и измерительный инструмент, детали шариковых и роликовых подшипников, постоянные магниты, детали машин, изготовленные из легированных конструкционных цементируемых и высокопрочных сталей.
Средний отпуск применяется для упругих деталей: рессор, пружин, ударного и штампового инструмента, торсионов и др. При этом виде отпуска детали нагревают до температуры 300 … 500 °С, прогревают по всему сечению и охлаждают на воздухе. После охлаждения получается структура троостита отпуска. Твердость деталей, полученная при закалке после отпуска, заметно понижается. Резко возрастает ударная вязкость, что приводит к увеличению циклической вязкости (такое свойство необходимо для упругих деталей).
Высокий отпуск производят для деталей машин из углеродистых конструкционных качественных и легированных сталей, работающих при больших нагрузках: валов, шпинделей, блоков шестерен, кулачковых муфт, храповых механизмов и др. Твердость деталей после закалки и высокого отпуска в зависимости от марки стали составляет 35 … 47 НRС.
При высоком отпуске детали нагревают до температуры 500 … 650 °С, выдерживают при этой температуре и охлаждают на воздухе (в отдельных случаях вместе с печью). После отпуска структура у деталей будет сорбит отпуска. Деталь будет иметь высокую износостойкость, прочность, ударную вязкость и относительную пластичность. В практике также применяется высокий отпуск с деформированием деталей в процессе нагрева (рис. 10). Деформирование детали производят между критическими температурами Ас1 и Ас3. После деформирования детали медленно охлаждают до температуры ниже Ас1, затем нагревают, выдерживают и медленно охлаждают.
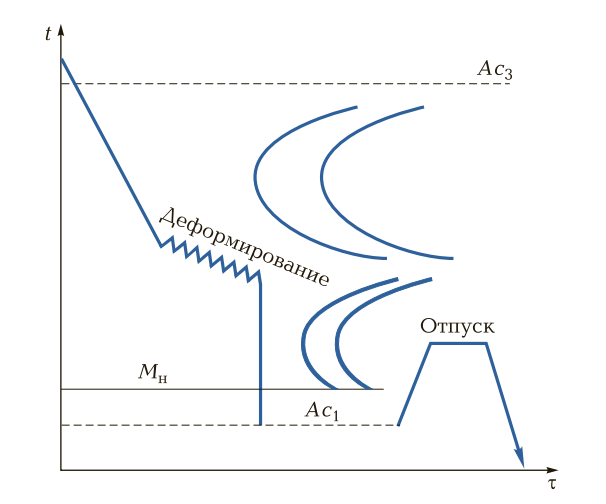
Рис. 10. Схема высокого отпуска с деформированием деталей: t — температура; τ — время; Ас1, Ас3 — критические температуры; Мн — температура начала мартенситного превращения
Улучшение — это закалка стали с последующим высоким отпуском. Эту термическую операцию применяют для деталей машин, работающих при значительных, в том числе знакопеременных, нагрузках и изготовленных из конструкционных сталей марок 30, 35, 40, 45, 50, 40Х и др.
Старение — это процесс изменения свойств сплавов без заметного изменения микроструктуры. Если изменение твердости, прочности и пластичности осуществляется в нормальных условиях (18 … 20 °С), то такое старение называется естественным. Если же процесс протекает при повышенной температуре (120 … 150 °С), то старение называется искусственным.
При естественном старении детали выдерживают несколько месяцев, при искусственном старении — 24 … 36 ч. В процессе старения происходит стабилизация растворимости химических элементов (углерода, кремния и марганца, а также легирующих добавок) в структуре деталей и вместе с ними стабилизация структур.
Отпуск как термическая обработка является обязательной операцией после закалки и проводится одновременно с закалкой сразу же после охлаждения деталей.
4. Химико-термическая обработка
Поверхностное упрочнение. В процессе работы деталей машин, механизмов и инструмента рабочие (трущиеся) поверхности деталей и инструмента изнашиваются и требуют перезаточки или полной замены.
Изнашивание рабочих поверхностей даже на небольшую глубину может привести к серьезным последствиям. С целью придания рабочим поверхностям высокой износостойкости, надежности и долговечности применяются различные технологические приемы упрочнения этих поверхностей. Существуют следующие виды покрытий:
- однокомпонентные покрытия — насыщение поверхностей одним каким-либо химическим элементом (металлом или неметаллом): углеродом, азотом, хромом, танталом, марганцем и др.;
- двухкомпонентные покрытия — насыщение поверхностей двумя химическими элементами (металлом и неметаллом): углерод + хром, углерод + бор, углерод + азот, углерод + марганец, углерод + сера и др.;
- многокомпонентные покрытия: углерод + хром + азот, углерод + бор + азот, углерод + фосфор + азот, хром + аммоний + кремний и др.
Отдельную группу составляют покрытия из химических соединений: карбидов, нитридов и оксидов.
При видимых различиях технологических процессов упрочнение рабочих (трущихся) поверхностей заключается в насыщении их какими-либо металлами или неметаллами под действием температуры или других физико-химических процессов.
Химико-термическая обработка по назначению подразделяется на две группы:
- химико-термическая обработка, предназначенная для повышения износостойкости и поверхностной твердости рабочих поверхностей деталей. К этому виду обработки относятся цементация, азотирование, нитроцементация и диффузионная металлизация;
- химико-термическая обработка, применяемая для получения высоких антифрикционных (противозадирных) свойств. Химический элемент, насыщающий поверхность деталей, предотвращает задиры и слипаемость трущихся поверхностей. К этому виду относятся сульфидирование, свинцевание, теллурирование и др.
Таким образом, химико-термической обработкой принято называть технологический процесс, заключающийся в насыщении поверхностного слоя деталей при высокой температуре металлами или неметаллами методом диффузии.
Химико-термическая обработка используется для увеличения твердости, износостойкости, коррозионной и усталостной стойкости, а также для декоративной отделки.
Химико-термическая обработка деталей производится в какойлибо среде (карбюризаторе), атомы которой могут диффундировать в поверхность этих деталей. Процессы химико-термической обработки состоят из трех стадий: диссоциации, адсорбции и диффузии. Диссоциация — это выделение атомов химических элементов (металлов и неметаллов), способных растворяться в металлах (сплавах) деталей методом диффузии. Этот процесс протекает в газовой среде. Адсорбция — это контактирование выделенных (диссоциированных) атомов химических элементов (металлов и неметаллов) с поверхностями деталей и образование химической связи с атомами металла деталей.
Диффузия — это процесс проникновения насыщающего элемента в атомные решетки металла деталей.
Чем выше температура нагрева деталей, тем быстрее проходят все три стадии. Особенно активно процесс идет при температурах, равных критическим, так как при этих температурах происходит перестройка атомных решеток металла деталей. В процессе перестройки атомы диффундирующего элемента успешно внедряются в атомные решетки или замещают в них атомы металла деталей.
Химико-термическая обработка по сравнению с термической обработкой имеет ряд преимуществ:
- возможность обработки деталей и инструмента любой формы, сложности и конфигурации;
- различие в механических свойствах рабочей части деталей и их сердцевины;
- возможность устранения дефектов перегрева последующей термической обработкой;
- возможность закалки низкоуглеродистых сталей.
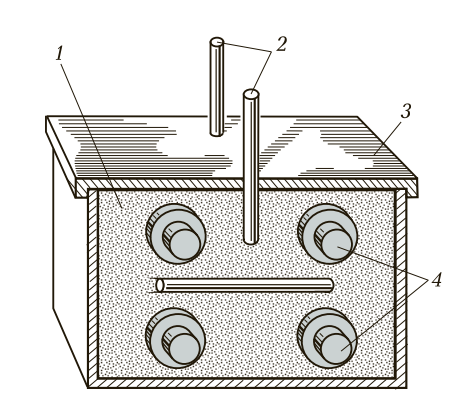
Рис. 11. Цементация в твердом карбюризаторе: 1 — твердый карбюризатор; 2 — свидетели; 3 — цементационный ящик; 4 — цементуемые детали
Цементация. Цементацией называется химико-термическая операция, в процессе которой производят насыщение поверхностного слоя деталей углеродом. Цементацию проводят с целью получения высокой твердости, износостойкости поверхности деталей при высокой ударной вязкости сердцевины. Цементируют детали из стали с массовой долей углерода до 0,25 %, работающие на трение и при знакопеременных нагрузках: зубчатые колеса, блоки шестерен, распределительные и кулачковые валики, кулачки, толкатели клапанов и другие детали, а также измерительный инструмент — калибры, шаблоны, щупы и т. д. Поверхность деталей и инструмента насыщается углеродом в отдельных случаях на глубину до 1,4 мм, обычно этот слой составляет 0,8 мм. Массовая доля углерода, насыщаемого в поверхность деталей, достигает 0,8 … 1,0 %. Концентрация углерода от поверхности детали к сердцевине уменьшается. Таким образом, цементации подвергают детали из конструкционных углеродистых и низколегированных сталей, которые не воспринимают улучшение закалкой.
Рабочее тело, в котором осуществляется химико-термическая обработка, называется карбюризатором. Различают цементацию в твердом, жидком и газовом карбюризаторах. Для цементации в твердом карбюризаторе в стальной ящик (рис. 11) помещаются детали, подвергаемые цементации, которые равномерно пересыпаются карбюризатором. Одновременно с карбюризатором помещаются контрольные образцы, так называемые свидетели. В процессе нагрева и выдержки контрольные образцы вынимаются, и по ним определяется ход технологического процесса.
На рис. 12 показана зависимость концентрации углерода в зависимости от глубины насыщения. Так, на глубине насыщения 0,1 мм концентрация углерода достигает 1 %, 0,2 мм — 0,9 %, 1 мм — 0,6 %, 1,6 мм — 0,16 %. Такая концентрация углерода в поверхностях трущихся деталей (зубчатые колеса, шестерни, валы, оси и др.) обеспечивает надежность и долговечность работы контактной пары.
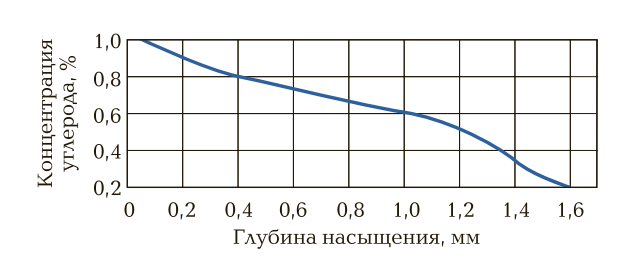
Рис. 12. Концентрация углерода в зависимости от глубины насыщения
При цементации в зависимости от глубины насыщения углеродом образуются различные микроструктуры (рис. 13). До термообработки на глубине до 1 мм будет структура цементита, более 1 мм — перлита и далее — феррита. После термообработки (закалки) на глубине до 1 мм будет структура мартенсита, далее — троостита и сорбита. На глубине свыше 2 … 3 мм — исходная структура.
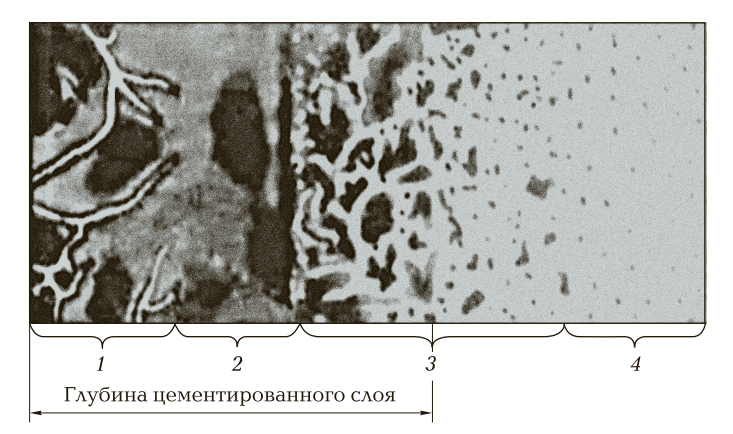
Рис. 13. Различные микроструктуры, образующиеся при цементации, в зависимости от глубины насыщения углеродом: 1 — заэвтектоидная зона (П+Ц); 2 — эвтектоидная зона (П); 3 — доэвтектоидная зона (П + Ф); 4 — сердцевина
Цементация в газовой среде является основным химико-термическим процессом при массовом производстве. Газовую цементацию проводят в муфельных или шахтных печах в науглероженной атмосфере. Атмосферу печей науглероживают метаном, керосином или бензолом. После газовой цементации применяют закалку с последующим низким отпуском. Газовая цементация дает возможность контролировать процесс, что в свою очередь создает условия механизации и автоматизации производства.
При цементации образуются следующие дефекты:
- разъедание поверхностного слоя солями сульфата бария;
- пониженная массовая доля углерода в цементированном слое;
- обезуглероживание, происходящее в процессе охлаждения из-за трещин или прогаров в ящиках;
- неравномерная глубина цементированного слоя в связи с перепадами температур в печи;
- перенасыщение углеродом в цементированном слое при нарушениях температурного и временно´го режимов, а также из-за высокого содержания в карбюризаторе карбонатов;
- малая глубина цементированного слоя, возникающая при низких температурах и выдержках;
- внутреннее окисление, происходящее при газовой цементации из-за высокого содержания кислорода в атмосфере печи.
Появления этих дефектов можно избежать путем соблюдения химического состава карбюризаторов, теплового и временно´го режимов. Исправление дефектов у деталей машин осуществляют путем дополнительной нормализации и последующей химико-термической обработки.
Азотирование. Азотированием называется процесс химикотермической обработки, при которой поверхности деталей насыщаются азотом. Азотирование осуществляют для получения высокой твердости поверхности, износостойкости, усталостной прочности и стойкости к возникновению задиров, повышения предела выносливости, коррозионной стойкости в атмосфере, пресной воде и водяном паре, а также кавитационной стойкости различных деталей и инструмента. Азотирование применяется также при декоративной отделке. Азотированный слой может быть глубиной до 0,5 мм и иметь твердость 1 000 … 1 100 НV, что значительно тверже цементита. Из-за длительности процесса (до 90 ч) и высокой стоимости азотирование применяется реже, чем цементация. Процесс азотирования проводят в среде аммиака при температурах 500 … 600 °С. При нагреве из аммиака выделяется атомарный азот, который диффундирует в поверхность деталей. В целях ускорения процесса азотирования применяется двухступенчатый цикл (рис. 14). Такая технология азотирования ускоряет процесс в 1,5 — 2 раза. Сначала деталь нагревается до температуры 500 … 520 °C, затем осуществляется быстрый нагрев до температуры 580 … 600 °С и далее — длительная выдержка и охлаждение вместе с печью или на воздухе.
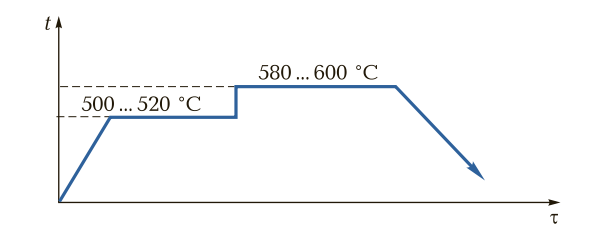
Рис. 14. Схема двухступенчатого процесса азотирования: t — температура; τ — время
Жидкостное азотирование проводят при температуре 570 °С в расплаве азотсодержащих солей. Жидкостное азотирование в десятки раз ускоряет процесс и значительно повышает вязкость детали. Недостатком жидкостного азотирования является применение ядовитых цианистых солей.
Таким образом, азотирование — это многоцелевая технологическая операция химико-термической обработки, проводимая для увеличения прочности и других свойств различных углеродистых и легированных конструкционных, инструментальных и специальных сталей (коррозионно-стойких, жаростойких и жаропрочных), тугоплавких и спеченных материалов, а также гальванических и диффузионных покрытий.
В процессе азотирования могут возникнуть дефекты. Деформация и изменение размеров деталей возникают в связи с большими внутренними напряжениями из-за увеличения объема азотированного слоя. Для устранения этого дефекта при механической обработке следует предусмотреть занижение размеров на 4 … 6 % глубины азотированного слоя.
Хрупкость и шелушение возникают при перенасыщении азотированного слоя азотом. На поверхности образуется хрупкая корочка на глубину до 0,05 мм и ее шелушение. Этот дефект устраняется шлифованием.
Пониженная твердость, пятнистая твердость или пониженная глубина азотированного слоя — дефекты, появляющиеся при несоблюдении химического состава окружающей среды, плохой подготовке поверхности деталей и нарушении теплового режима. Для избежания появления этих дефектов необходимо выполнять технологические требования подготовки деталей к азотированию и соблюдать последовательность технологического процесса.
Цианирование и нитроцементация. Цианирование — это процесс насыщения поверхности деталей углеродом и азотом одновременно. Цианированию подвергают детали из сталей с массовой долей углерода 0,3 … 0,4 %. Цианирование проводят с целью повышения поверхностной твердости, прочности, износостойкости, выносливости и других механических и эксплуатационных свойств. Цианирование по сравнению с другими видами химико-термической обработки имеет ряд преимуществ: возможность подвергать обработке детали сложной формы, малую длительность процесса, практически отсутствие коробления и деформации деталей в процессе обработки. Как недостатки следует отметить большие затраты на охрану труда из-за токсичности и высокую стоимость цианистых солей. Все это значительно повышает себестоимость цианированных деталей.
Различают жидкостное и газовое цианирование. Газовое цианирование получило название нитроцементации.
Жидкостное цианирование проводят в среде расплавленных солей цианистого натрия. Его проводят при температуре 820 … 850 или 900 … 950 °С. Процесс, осуществляемый при температуре 820 … 850 °С, за 30 … 90 мин позволяет получить слой толщиной до 0,35 мм, насыщенный углеродом и азотом, а при 900 … 950 °С за 2 … 6 ч — слой толщиной до 2 мм. На рис. 15 представлена зависимость толщины цианированного слоя от температуры и продолжительности процесса. Например, при продолжительности выдержки 2 ч при температуре 890 °С глубина цианированного слоя достигает 0,6 мм, при выдержке 4,5 ч при температуре 830 °С — также 0,6 мм.
После цианирования проводят закалку и низкий отпуск. Твердость цианированного слоя достигает 58 … 62 НRС.
На практике для цементации инструмента из быстрорежущих сталей применяют низкотемпературное цианирование в расплавленных цианистых солях. Его проводят при температуре 540 … 560 °С при выдержке 1,0 … 1,5 ч. В результате такой обработки цианированный слой будет иметь твердость 950 … 1 100 НV.
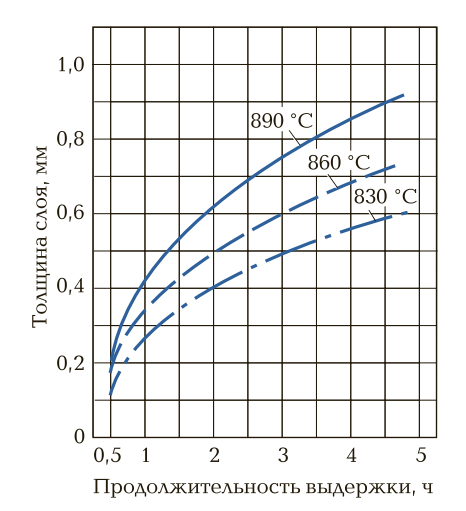
Рис. 15. Толщина цианированного слоя в зависимости от температуры и продолжительности процесса
Массовая доля углерода в процессе цианирования достигает 1 %, азота — 0,2 %. Эти показатели зависят от температуры цианирования (рис. 16).
Диффузионная металлизация. Процесс насыщения поверхностного слоя деталей методом диффузии при высокой температуре
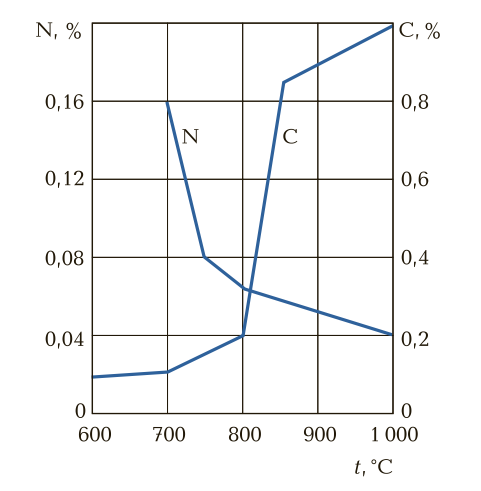
Рис. 16. Содержание углерода (C) и азота (N) в процессе цианирования
различными металлами называется диффузионной металлизацией. Она может осуществляться в твердом, жидком и газовом карбюризаторах (металлизаторах).
Твердые металлизаторы — это порошковые смеси, состоящие из ферросплавов: феррохрома, металлического хрома, хлорида аммония и др.
Жидкие металлизаторы — это, как правило, расплавленный металл, например цинк, алюминий и др.
Газовые металлизаторы — это летучие хлориды металлов: алюминия, хрома, кремния, титана и др.
В зависимости от применяемого диффундируемого металла деталей различают следующие виды диффузионной металлизации: алитирование (насыщение алюминием), хромирование, титанирование, вольфрамирование, сульфатирование (насыщение серой), борирование и др.
Алитирование осуществляют при температуре 700 … 1 100 °С. В поверхностном слое в структуре α-железа растворяется алюминий, на поверхности образуется плотная пленка из оксида алюминия, которая имеет высокую коррозионную стойкость в атмосфере и морской воде, а также высокую окалиностойкость при температуре 800 … 850 °С, твердость 500 НV. Алитированию подвергают детали, работающие при повышенных температурах: клапаны двигателей, чехлы для термопар и др. Алитирование производят следующими методами: в порошкообразных смесях, в расплаве алюминия, электролизом, в аэрозолях с алюминиевым и газовым распылением. Хромированию подвергают детали, работающие в агрессивных средах: детали паровых установок, пароводяные приборы, детали и узлы, работающие в газовых средах при высокой температуре. Хромирование проводят в порошкообразных смесях, вакууме, расплаве хрома, газовой среде и керамических массах. Поверхность, насыщенная хромом на глубину до 0,15 мм, обладает окалиностойкостью в газовой среде до температуры 800 °С, в пресной и морской воде и в слабых кислотах. Хромированию подвергаются любые стали. Твердость хромированного слоя в поверхности достигает 1 200 … 1 300 НV. Для повышения твердости и ударной вязкости после хромирования детали подвергают нормализации.
Просмотров: 11 752
Изменение структуры и свойств металлов производят и без его расплавления. Для этого используют три характерных для металлических веществ явления: аллотропию, пластическую деформацию и рекристаллизацию.
Аллотропия (полиморфизм) — способность металлов в твердом состоянии иметь различное кристаллическое строение (вид решетки). Процесс перехода одного вида решетки в другой называется аллотропическим, или полиморфным, превращением. Определенный тип решетки, характерный для металла в твердом состоянии и существующий в определенном интервале температур и давления, называется модификацией (аллотропической формой). Модификации металлов обозначают начальными буквами греческого алфавита; α, β, γ и др.
Рис. 8 Кривая охлаждения железа.
Известны модификации железа, кобальта, титана, олова, марганца, лития и др. Для железа характерны два аллотропических превращения: Feα↔Feγ. При температуре менее 910°C и в интервале от 1392 до 1539°C железо имеет объемно центрированную решетку (Feα), а в интервале температур от 911 до 1392°C — гранецентрированную решетку (Feγ). На рис. 8 переход железа из одной модификации в другую отмечен соответствующими горизонтальными площадками. При температуре 768°C аллотропических изменений не происходит. Ниже этой температуры железо магнитно, выше — немагнитно. Температуры 768°C, 911°C, 1392°C и 1539°C называются критическими.
При нагревании железа и переходе Feα в Feγ происходят зарождение и рост новых зерен другой формы и размера. Как правило, при этом получаются более мелкие, равноосные зерна, которые при охлаждении, т. е. превращении Feγ в Feα, сохраняют свою форму и размеры. Металл получается с более мелкими и равномерными по размеру зернами. Следовательно, при постоянном давлении стоит только нагреть металл до такой температуры, при которой осуществляется переход из одной модификации в другую, а затем охладить его, как атомы, перестроившись из одной решетки в другую, придадут новую форму и размеры зернам.
Процессы, связанные с аллотропическими превращениями железа, широко используются при термической обработке стали и чугуна.
В некоторых случаях аллотропические превращения могут приводить и к разрушению металла. Например, олово при охлаждении ниже температуры —18°C превращается в порошок, известный под названием «оловянная чума».
Аллотропические превращения можно искусственно затормозить или вовсе не допустить путем быстрого охлаждения металла или добавки в него других элементов.
Пластическая деформация — это изменение размеров и формы металлов под действием приложенных сил и сохранение их после прекращения воздействия (в противоположность упругой деформации, устраняющейся после прекращения действия внешних сил).
В результате пластической деформации металл становится более прочным, твердым и менее пластичным. Происходит это вследствие нарушения строения кристаллической решетки, что затрудняет дальнейшую пластическую деформацию. Явление упрочения металла при пластическом деформировании называется наклепом.
Пластическая деформация сопровождается также изменением и более крупной структуры — формы и размеров зерен. При деформировании в одном направлении (например, при прокатке) зерна получаются вытянутыми. Такую структуру называют волокнистой. Это явление в ряде случаев нежелательно, так как делает тело анизотропным, т. е. свойства его вдоль волокон отличаются от свойств поперек их.
Волокнистость устраняется нагревом (для устранения наклепа до температуры 300—400°C). При этом образуются новые, отличительные от исходных, равновесные зерна металла. Такой процесс называется рекристаллизацией, а температура его протекания — температурой рекристаллизации.
Как правило, одним из последних этапов в изготовлении изделия из стали является термическая обработка. Нагрев до требуемой температуры c дальнейшим охлаждением приводит к значительным изменениям во внутренней структуре металла.
Вследствие этого он приобретает новые свойства, которые напрямую зависят от выбранных термических режимов. Термообработка стали позволяет изменять ее твердость, хрупкость и вязкость, а также делать ее устойчивой к деформации, износу и химической коррозии.
К основным видам термообработки относят закалку, отпуск и отжиг. Кроме этого, существуют комбинированные способы: химико-термическая и термомеханическая обработки, сочетающие в себе нагрев и охлаждение с другими видами воздействия на структуру металла.
При всем многообразии базовых видов и их разновидностей сущность у всех этих технологий одна – изменение внутренних фазных и структурных состояний металла с целью придания ему требуемых свойств.

Назначение термической обработки
Главная задача термической обработки изделия из стали — придать ему требуемое эксплуатационное качество или совокупность таких качеств. При термообработке режущего инструмента из инструментальных и легированных сталей достигается твердость 63 HRC и повышенная износостойкость.
А ударный инструмент после нее должен иметь твердый поверхностный слой и пластичную ударопрочную сердцевину. Стали для изготовления пружин и рессорных пластин после термической обработки становятся прочными на изгиб и упругими, а металл для рельсов — устойчивым к деформациям и износу.
Кроме того, термическими способами производят упрочнение поверхностных слоев стальных изделий, насыщая их при высокой температуре углеродом, азотом или другими соединениями, а также укрепляя закалкой нагартовку после горячей обработки давлением.
Другое назначение термической обработки — это восстановление изначальных свойств металла, которое достигается их отжигом.
Преимущества термообработки металлов
Термическая обработка кардинально изменяет эксплуатационные свойства металлов, используя при этом только внутреннее перестроение их кристаллических решеток. С помощью чередования циклов нагрева и охлаждения можно в разы увеличить твердость, износостойкость, пластичность и ударную вязкость изделия.
Помимо этого, термическая обработка дает возможность производить структурные изменения только в поверхностном слое на заданную глубину или воздействовать только на часть заготовки.
Сочетание термообработки с горячей обработкой давлением приводит к значительному увеличению твердости металла, превышающему результаты, полученные отдельно при нагартовке или закалке. При химико-термической обработке поверхностный слой металла диффузионным способом насыщается химическими элементами, значительно повышающими его износостойкость и твердость.
При этом основная часть изделия сохраняет вязкость и пластичность. С производственной точки зрения оборудование для термической обработки гораздо проще и дешевле, чем станки и установки механообрабатывающих и литейных производств.

Принцип термической обработки
Термическая обработка металлов основана на фазовых изменениях внутренней структуры, происходящих при их нагреве или охлаждении. В общем виде процесс термообработки состоит из следующих этапов:
- нагрева, изменяющего структуру кристаллической решетки металла;
- охлаждения, фиксирующего достигнутые при нагреве изменения;
- отпуска, снимающего механические напряжения и упорядочивающего полученную структуру.
Особенностью технологии термической обработки стали является то, что при нагреве до 727 ºC она переходит в состояние твердого расплава — аустенита, в котором атомы углерода проникают внутрь элементарных ячеек железа, создавая равномерную структуру.
При медленном охлаждении сталь возвращается в исходное состояние, а при быстром — фиксируется в виде аустенита или других структур. От способа охлаждения и дальнейшего отпуска зависят свойства закаленной стали. Здесь соблюдается принцип: чем быстрее охлаждение и ниже температура, тем выше ее хрупкость и твердость.
Термообработка является одним из ключевых технологических процессов для всех сплавов железа с углеродом. Например, получить ковкий чугун можно только путем термической обработки белого чугуна.
Виды термообработки стали
Каждый вид операций термической обработки относится к определенной группе в соответствии со своей принадлежностью к технологическому этапу.
К предварительным относят нормализацию и отжиг, к основным — разнообразные способы закалки и обработки с нагревом, а к заключительным — отпуск в различных средах. Такое деление термических операций в какой-то мере является условным, т. к.
иногда отпуск производят в начале термообработки, а нормализацию и отжиг — в конце. Технология горячей обработки металлов включает в себя нагревание, удержание рабочей температуры в течение требуемого периода и охлаждение с заданной скоростью.
Помимо этого, для повышения износостойкости изделий из легированных сталей используется холодная термическая обработка с погружением заготовки в криогенную среду с охлаждением ниже -150 ºC.

Отжиг
Главной особенностью отжига является нагрев изделий до высокой температуры и очень медленное постепенное охлаждение. Такие термические режимы способствуют формированию равномерной кристаллической структуры и полному снятию остаточных напряжений. В зависимости от типа металла и требуемого результата отжиг делится на следующие виды:
- Диффузионный. Деталь нагревают до температуры около 1200 ºC, а затем постепенно остужают в течение десятков часов (для массивных изделий — до нескольких суток). Обычно такой термической обработкой устраняют дендритные неоднородности структуры стали.
- Полный. Нагрев заготовки производится за критическую точку образования аустенита (727 ºC) с последующим медленным остужением. Этот вид отжига используется чаще всего и применяется в основном для конструкционной стали. Его результатом является снижение зернистости кристаллической структуры, улучшение ее пластических свойств и понижение твердости, а также снятие внутренних напряжений. Полный отжиг иногда применяют до закалки для понижения зернистости металла.
- Неполный. В этом случае нагрев происходит до температуры выше 727 ºC, но не более чем на 50 ºC. Результат при таком отжиге практически такой же, что и при полном, хотя он не обеспечивает полного изменения кристаллической структуры. Но он менее энергозатратный, выполняется за более короткий период, а на детали образуется меньше окалины. Такая термическая обработка используется для инструментальных и подобных им сталей.
- Изотермический. Нагревание осуществляется до температуры, немного превышающей 727 ºC, после чего изделие сразу же переносят в ванну с расплавом при 600÷700 ºC, где оно выдерживается определенное время до окончания формирования требуемой структуры.
- Рекристаллизационный. Эта разновидность термической обработки применяется только для устранения нагартовки после протяжки, штамповки, волочения и пр. В данном случае стальная деталь подвергается термическому нагреву ниже 727 ºC, определенное время выдерживается в этом состоянии, а затем медленно остужается.
- Сфероидизирующий. Специальный вид отжига, применяемый к высокоуглеродистым сталям (более 0.8 %), при котором происходит трансформация перлитовой структуры из пластинчатой в зернистую (сферическую).
Еще одно достаточно распространенное применение отжига как в промышленности, так и в домашних мастерских — восстановление исходных свойств стали после неудачной закалки или проведения пробной термической обработки.

Закалка
Закалка является центральным звеном большинства процессов термической обработки, т. к. именно она обеспечивает получение требуемых эксплуатационных качеств закаливаемого металла.
Закалка включает в себя три основных этапа: нагревание изделия выше 727 ºC, поддержание заданной температуры до завершения формирования требуемой кристаллической структуры и быстрое охлаждение для фиксации полученного результата.
Основными технологическими параметрами при закалке являются температуры нагрева и охлаждения, а также скорости прохождения этих термических процессов. Температура нагревания низкоуглеродистой (до 0.8 %) стали напрямую зависит от процентного содержания углерода (см. график ниже): чем оно ниже, тем больше нужно разогревать изделие.
Для инструментальных сталей достаточно нагревания на 30÷50 ºC выше 727 ºC. Параметры термической обработки легированных сталей сильно зависят от их состава, поэтому выбор температурных режимов для них необходимо производить по технологическим справочникам.

Скорость нагревания при термической обработке полностью зависит от марки стали, массы и формы детали, типа источника тепла и требуемого результата. Поэтому его можно подобрать или по справочным таблицам или же только опытным путем. Это же относится и к скорости охлаждения, которая также находится в зависимости от перечисленных характеристик.
При выборе охлаждающей среды в первую очередь ориентируются на скорость охлаждения, но при этом учитывают и другие ее особенности. В первую очередь к ним относятся стабильность и безвредность ее состава, а также легкость удаления с поверхности изделия.
Кроме того, при работе насосного и перемешивающего оборудования, используемого при термической обработке, важны такие характеристики, как вязкость и текучесть.
Отпуск
Отпуск — это, как правило, финишная операция термической обработки изделия.
Он производится после закалки для снятия в стали остаточных напряжений и уменьшения ее хрупкости, а также повышения вязкости и сопротивляемости ударным нагрузкам.
При отпуске деталь нагревают до температуры, которая находится ниже 727 ºC, а затем медленно остужают на воздухе. В зависимости от используемых температурных диапазонов обычно выделяют следующие типы отпусков:
- Низкий. Нагрев осуществляется до 200 ºC. Такой отпуск применяют к режущему инструменту и цементированным сталям для сохранения высокой твердости и стойкости к износу.
- Средний. Изделия нагревают до температуры 300÷450 ºC. Этот вид отпуска используют для повышения упругости и сопротивления усталости рессорных и пружинных сталей.
- Высокий. Диапазон нагрева составляет 460÷710 ºC. Термическая обработка, включающая в себя закалку с высоким отпуском, у термистов носит название улучшение, т. к. в этом случае достигается наилучшее соотношение пластичности, износостойкости и вязкости.
При низкотемпературном термическом нагреве металл покрывается цветными оксидными пленками, которые меняют свою окраску в зависимости от температуры от бледно-желтого до серовато-сизого. Это довольно надежный индикатор нагрева детали, и многие производят отпуск, ориентируясь на цвет побежалости.

Химико-термическая обработка
Одна из разновидностей комбинированной термической обработки — это высокотемпературное насыщение верхнего слоя металла химическими веществами, повышающими его твердость и износостойкость. В зависимости от состава соединений, используемых для такого насыщения, химико-термическую обработку стали делят на следующие виды:
- Цементация. Насыщение верхнего слоя стали углеродом при температуре в диапазоне от 900 до 950 ºC.
- Нитроцементация. В этом случае термическое насыщение производится одновременно азотом и углеродом из газообразной среды при нагреве от 850 до 900 ºC.
- Цианирование. Поверхностный слой насыщается теми же элементами, что и при нитроцементации, но из расплава солей цианидов.
- Азотирование. Выполняется при температуре не выше 600 ºC.
- Насыщение твердыми соединениями металлов и неметаллов (бора, хрома, титана, алюминия и кремния).
При первых четырех видах насыщение происходит из газовых сред, а при последнем — из порошков, расплавов, паст и суспензий.
Термомеханическая обработка
При механической обработке давлением в результате нагартовки происходит уплотнение и упрочнение поверхности металла. Это свойство стали используется при термомеханической обработке, сочетающей в себе горячую прокатку, волочение или штамповку с быстрой закалкой.
Если горячий нагартованный металл сразу погрузить в охлаждающую среду, его уплотненная структура не успевает измениться, при этом ее твердость дополнительно повышается за счет закалки.
Обычно выделяют две разновидности термомеханической обработки: высоко- и низкотемпературную, которые отличаются нагревом (выше и ниже температуры начала образования аустенита). После обоих видов необходимо проводить дополнительную термическую обработку: отпуск в температурном диапазоне 200÷300 ºC.
По сравнению с обычной закалкой сочетание механической и термической обработки позволяет повысить прочность металла на 30÷40 % с одновременным увеличением его пластичности.
Криогенная обработка
Криогенная обработка заключается в охлаждении стали до критически низких температур, в результате чего в ее кристаллической решетке происходят те же процессы, что и при термической закалке на мартенсит.
Для этого деталь погружается в жидкий азот, который имеет температуру -195 ºC и выдерживается в нем в течение расчетного времени, зависящего от марки стали и массы изделия.
После этого она естественным образом нагревается до комнатной температуры, а затем, как и при обычной термической закалке, подвергается отпуску, параметры которого зависят от требуемого результата.
У изделия из стали, обработанного таким образом, повышается не только твердость, но и прочность. Кроме того, после воздействия сверхнизких температур в нем прекращаются процессы старения и в течение времени оно не меняет своих линейных размеров.

Применяемое оборудование
Оборудование, используемое для термообработки, включает в себя пять основных категорий, которые присутствуют в любом термическом цехе:
- нагревательные установки;
- закалочные емкости;
- устройства для приготовления и подачи жидких и газообразных сред;
- подъемное и транспортное оборудование;
- измерительная и лабораторная техника.
К первому виду относятся камерные печи для термообработки металлов и сплавов. Кроме того, нагрев может осуществляться высокочастотными индукторами, газоплазменными установками и ваннами с жидкими расплавами.
Отдельным видом нагревательного оборудования являются установки для химико-термической и термомеханической обработки.
Загрузка и выгрузка изделий производится с помощью мостовых кранов, кран-балок и других подъемных механизмов, а перемещение между операционными узлами термической обработки — специальными тележками с крепежной оснасткой.
Устройства, обеспечивающие процесс термообработки жидкими и газообразными средами, обычно располагаются вблизи соответствующего оборудования или же соединены с ним трубопроводами. Основной измерительной техникой термического цеха являются различные пирометры, а также стандартный измерительный инструмент.

Особенности термообработки цветных сплавов
Основные отличия термической обработки цветных металлов и сплавов связаны с особенностью строения их кристаллических решеток, повышенной или пониженной теплопроводностью, а также химической активностью в отношении кислорода и водорода.
К примеру, практически не существует проблем с прокаливаемостью при термообработке алюминиевых и медных сплавов, а для титана это является одной из основных инженерных задач, т. к. его теплопроводность в пятнадцать раз ниже, чем у алюминия.
Сплавы меди при высоких температурах активно взаимодействуют с кислородом, поэтому их термическая обработка должна выполняться в защитных средах.
Алюминиевые сплавы практически инертны к атмосферным газам, а титан, напротив, имеет склонность к наводороживанию, поэтому для снижения доли водорода его необходимо отжигать в вакуумной среде.
При термической обработке изделий из деформируемых алюминиевых сплавов (профили, трубы, уголки) требуется очень точное соблюдение температуры нагрева, при этом она не очень высокая: всего 450÷500 ºC. А как можно решить эту задачу в домашних условиях минимальными средствами? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в х.
Источник: https://WikiMetall.ru/metalloobrabotka/termicheskaya-obrabotka-stali.html
Какие способы термообработки металла существуют
Чтобы изменить технические характеристики металла, можно создать сплав на его основе и добавить к нему другие компоненты. Однако существует ещё один способ изменения параметров металлического изделия — термообработка металла. С её помощью можно воздействовать на структуру материала и изменять его характеристики.

Особенности термической обработки
Термическая обработка металла — это ряд процессов, которые позволяют снять с детали остаточное напряжение, изменить внутреннюю структуру материала, повысить эксплуатационные качества. Химический состав металла после нагревания не изменяется. При равномерном разогревании заготовки изменяется размер зёрен структуры материала.
История
Технология термической обработки металла известна человечеству с давних времён. Во времена Средневековья, кузнецы разогревали и остужали заготовки для мечей с помощью воды.
К 19 веку человек научился обрабатывать чугун. Кузнец помещал металл в емкость полную льда, а сверху засыпал сахаром. Далее начинается процесс равномерного разогревания, продолжающийся 20 часов.
После этого чугунную заготовку можно было ковать.
В середине 19 века, русский металлург Д. К. Чернов задокументировал то, что при нагревании металла, его параметры изменяются. От этого учёного пошла наука — материаловедение.
Для чего нужна термическая обработка
Детали для оборудования и узлы коммуникаций, изготавливающиеся из металла, часто подвергаются серьёзным нагрузкам. Дополнительно к воздействию давлением, они могут находиться в условиях критических температур. Чтобы выдержать такие условия, материал должен быть износоустойчивым, надёжным и долговечным.
Покупные конструкции из металла не всегда способны длительное время выдерживать нагрузки. Чтобы они прослужили гораздо дольше, мастера металлургии применяют термическую обработку. Во время и после нагревания химический состав металла остается прежним, а характеристики изменяются. Процесс термической обработки увеличивает коррозионную устойчивость, износоустойчивость и прочность материала.
Как это устроено. Термообработка
Преимущества термообработки
Термическая обработка металлических заготовок является обязательным процессом, если дело касается изготовления конструкций для длительного пользования. У этой технологии существует ряд преимуществ:
- Повышенная износостойкость металла.
- Готовые детали служат дольше, снижается количество бракованных заготовок.
- Улучшается устойчивость к коррозийным процессам.
Металлические конструкции после термической обработки выдерживают большие нагрузки, увеличивается их срок эксплуатации.

Виды термической обработки стали
В металлургии применяется три вида обработки стали: техническая, термомеханическая и химико-термическая. О каждом из представленных способах термической обработки необходимо поговорить отдельно.
Отжиг
Разновидность или еще один этап технической обработки металла. Это процесс подразумевает под собой равномерное нагревание металлической заготовки до определённой температуры и последующее её остывание естественным путём. После отжига исчезает внутреннее напряжение металла, его неоднородность. Материал размягчается под воздействием температуры. Его проще обрабатывать в дальнейшем.
Существует два вида отжига:
- Первого рода. Происходит незначительное изменение кристаллической решётки в металле.
- Второго рода. Начинаются фазовые изменения структуры материала. Его ещё называют полный отжиг металла.
Диапазон воздействия температур при проведении этого процесса — от 25 до 1200 градусов.
Закалка
Ещё один этап технической обработки. Металлическая закалка проводится для увеличения прочности заготовки и уменьшения её пластичности. Изделие разогревается до критических температур, а затем быстро остужается методом окунания в ванну с различными жидкостями. Виды закалки:
- Двухэтапное охлаждение. Изначально заготовка остужается до 300 градусов водой. После этого деталь кладут в ванну, заполненную маслом.
- Использование одной жидкости. Если обрабатываются небольшие детали используется масло. Большие заготовки охлаждаются водой.
- Ступенчатая. После разогревания заготовку охлаждают в расплавленных солях. После этого её выкладывают на свежий воздух до полного остывания.
Также можно выделить изотермический вид закалки. Он похож на ступенчатый, однако изменяется время выдержки заготовки в расплавленных солях.
Термомеханическая обработка
Это типовой режим термической обработки сталей. При таком технологическом процессе используется оборудование создающее давление, нагревательные элементы и ёмкости для охлаждения. При различных температурах заготовка подвергается разогреву, а после этого происходит пластическая деформация.
Отпуск
Это заключительный этап технической термообработки стали. Проводится этот процесс после закалки. Повышается вязкость металла, снимается внутреннее напряжение. Материал становится более прочным. Может проводиться при различных температурах. От этого изменяется сам процесс.

Криогенная обработка
Главное отличие термической обработки от криогенного воздействия в том, что последний подразумевает под собой охлаждение заготовки. По окончанию такой процедуры детали становятся прочнее, не требуют проведения отпуска, лучше шлифуются и полируются.
При взаимодействии с охлаждающими средами температура опускается до минус 195 градусов. Скорость охлаждения может изменяться в зависимости от материала.
Чтобы охладить изделие до нужной температуры, используется процессор который генерирует холод. Заготовка равномерно охлаждается и остаётся в камере на определённый промежуток времени.
После этого её достают и дают самостоятельно нагреться до комнатной температуры.
Термообработка стали Vanadis 4
Химико-термическая обработка
Ещё один вид термообработки, при котором заготовка разогревается и подвергается воздействию различных химических элементов. Поверхность заготовки очищается и покрывается химическими составами. Проводится этот процесс перед закалкой.
Мастер может насыщать поверхность изделия азотом. Для этого они нагревается до 650 градусов. При нагревании заготовка должна находиться в криогенной атмосфере.
Термообработка цветных сплавов
Представленные виды термической обработки металлов не подходят для различных видов сплавов и цветного металла. Например, при работе с медью проводится рекристаллизационный отжиг. Бронза разогревается до 550 градусов. С латунью работают при 200 градусах. Алюминий изначально закаляют, затем отжигают и подвергают старению.
Термообработка металла считается необходимым процессом при изготовлении и дальнейшем использовании конструкций и деталей для промышленного оборудования, машин, самолётов, кораблей и другой техники. Материал становится прочнее, долговечнее и устойчивее к коррозийным процессам. Выбор технологического процесса зависит от используемого металла или сплава.
Источник: https://metalloy.ru/obrabotka/termo/vidy
Термическая обработка стали — режимы, виды, назначение
Термообработка металла является важной частью производственного процесса в цветной и чёрной металлургии. После этой процедуры материалы приобретают необходимые характеристики. Термообработку использовали довольно давно, но она была несовершенна. Современные методы позволяют достичь лучших результатов с меньшими затратами, и снизить стоимость.
Назначение термической обработки
Главная задача термической обработки изделия из стали — придать ему требуемое эксплуатационное качество или совокупность таких качеств. При термообработке режущего инструмента из инструментальных и легированных сталей достигается твердость 63 HRC и повышенная износостойкость.
А ударный инструмент после нее должен иметь твердый поверхностный слой и пластичную ударопрочную сердцевину. Стали для изготовления пружин и рессорных пластин после термической обработки становятся прочными на изгиб и упругими, а металл для рельсов — устойчивым к деформациям и износу.
Кроме того, термическими способами производят упрочнение поверхностных слоев стальных изделий, насыщая их при высокой температуре углеродом, азотом или другими соединениями, а также укрепляя закалкой нагартовку после горячей обработки давлением.
Другое назначение термической обработки — это восстановление изначальных свойств металла, которое достигается их отжигом.
Это интересно: Тантал — свойства, применение, температура плавления
Особенности термической обработки
Для придания нужных свойств металлической детали она подвергается термической обработке. Во время этого процесса происходит структурное изменение материала.
Металлические изделия, используемые в хозяйстве, должны быть устойчивыми к внешнему воздействию. Чтобы этого достичь, металл необходимо усилить при помощи воздействия высокой температуры. Такая обработка меняет форму кристаллической решётки, минимизирует внутреннее напряжение и улучшает его свойства.
Виды термической обработки стали
Термообработка стали сводится к трём этапам: нагреву, выдержке и быстрому охлаждению. Существует несколько видов этого процесса, но основные этапы у них остаются одинаковыми.
Выделяют такие виды термической обработки:
- Техническая (отпуск, закалка, криогенная обработка, старение).
- Термомеханическая, при которой используют не только высокую температуру, но и физическое воздействие на металл.
- Химико-термическая включает в себя термическую обработку металла с последующим воздействием на поверхность азотом, хромом или углеродом.
Отжиг
Это производственный процесс нагрева металла до заданной температуры, а затем медленного охлаждения, которое происходит естественным путём. В результате этой процедуры устраняется неоднородность металла, снижается внутреннее напряжение, и уменьшается твёрдость сплава, что значительно облегчает его переработку. Существует два вида отжига: первого и второго рода.
При отжиге первого рода фазовое состояние сплава изменяется незначительно. У него есть разновидности:
- Гомогенизированный — температура составляет 1100−1200 °C, металл выдерживается от 7−14 часов в таких условиях.
- Рекристаллизационный — температура отжига 100−200 °C, эта процедура используется для клёпаной стали.
При отжиге второго рода происходит фазовое изменения металла. Процесс имеет несколько видов:
- Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.
- Неполный — сплав нагревается до критической точки и долго остывает.
- Диффузионный — отжиг производится при температуре 1100−1200 °C.
- Изотермический — нагрев металла происходит как при полном отжиге, но охлаждение ниже критической температуры, остывание на открытом воздухе.
- Нормализованный — производится полный отжиг металла с остыванием на воздухе.
Закалка
Это процесс манипуляции металлом для достижения мартенситного превращения, чем обеспечивается повышенная прочность и уменьшенная пластичность изделия. При закалке сплав нагревают до критического значения, как и при отжиге, но процесс охлаждения производится значительно быстрее, и для этого используют ванную с жидкостью. Существует несколько видов закалки:
- Закалка в одной жидкости, для мелких деталей используют масло, а для крупных — воду.
- Прерывистая закалка — понижение температуры происходит в два этапа: резкое охлаждение до температуры в 300 °C, с помощью воды, а затем изделие помещают в масло или на открытый воздух.
- Ступенчатая — при достижении металла необходимой температуры, его охлаждают в расплавленных солях, а затем на открытом воздухе.
- Изотермическая — сходный со ступенчатой, отличается во времени выдержки.
- Закалка с самоотпуском, сплав охлаждается не полностью, оставляется тёплый участок в середине. В результате металл получает повышенную прочность и высокую вязкость. Такое сочетание отлично подходит для ударных инструментов.
Неправильно сделанная закалка может привести к появлению таких дефектов:
- обезуглероживание;
- трещины;
- коробление или поводки.
Главная причина поводок и трещин — неравномерное изменение размера детали при охлаждении или нагреве. Они также могут возникнуть при резком повышении прочности в отдельных местах. Лучший способ избежать этих проблем — медленное охлаждение металла до значения мартенситного превращения.
Поводка и коробление возникает при неравномерном охлаждении искривлённых деталей. Эти дефекты довольно невелики и могут быть исправлены шлифованием. Предварительный отжиг деталей и их постепенный и равномерный нагрев помогут избежать коробления.
Обезуглероживание металла происходит в результате выгорания углерода при длительном нагреве. Интенсивность процесса зависит от температуры нагрева, чем она выше, тем быстрее процесс. Для исправления деталь нагревают в нейтральной среде (муфельной печи).
Окалины на поверхности металла приводят к угару и деформации изделия. Это снижает скорость нагрева и делает механическую обработку более трудной. Окалины удаляются химическим или механическим способом.
Для того чтобы избежать их появления, нужно использовать специальную пасту (100 г жидкого стекла, 25 г графита, 75 г огнеупорной глины, 14 г буры, 100 г воды, 30 г карборунда).
Состав наносится на изделия и оставляется до полного высыхания, а затем нагревается как обычно.
Отпуск
Он смягчает воздействие закалки, снимает напряжение, уменьшает хрупкость, повышает вязкость. Отпуск производится с помощью нагрева детали, закалённой до критической температуры.
В зависимости от значения температуры можно получить состояния тростита, мартенсита, сорбита. Они отличаются от похожих состояний в закалке по свойствам и структуре, которая более точечная. Это увеличивает пластичность и прочность сплава.
Металл с точечной структурой имеет более высокую ударную вязкость.
В зависимости от температуры различают такие виды отпуска: низкий, средний, высокий.
Для точного определения температуры используют таблицу цветов. Плёнка окислов железа придаёт металлу разные цвета. Она появляется, если изделие очистить от окалин и нагреть до 210 °C, при повышении температуры толщина плёнки увеличивается.
При низком отпуске (температура до 300 °C) в составе сплава остаётся мартенсит, который изменяет структуру материала. Кроме того, выделяется карбид железа. Это увеличивает вязкость стали и уменьшает её твёрдость. При низком отпуске металл охлаждают в соляных и масляных ваннах.
Высокий отпуск значительно улучшает механические свойства стали, увеличивает вязкость, пластичность, прочность. Её широко используют для изготовления рессор, шатунов двигателей, кузнечных штампов, осей автомобилей. Для мелкозернистой легированной стали отпуск проводят сразу после нормализации.
Чтобы увеличить обрабатываемость металла, его нормализацию производят при высокой температуре (970 °C), что повышает его твёрдость. Для уменьшения этого параметра делают высокий отпуск.
Криогенная обработка
Изменения структуры металла можно добиться не только высокой температурой, но и низкой. Обработка сплава при температуре ниже 0 °C широко применяется в разных отраслях производства. Процесс происходит при температуре 195 °C.
Плюсы криогенной обработки:
- Снижает количество аустенита, что придаёт устойчивость размерам деталей.
- Не требует последующего отпуска, что сокращает производственный цикл.
- После такой обработки детали лучше поддаются шлифовке и полировке.
Химико-термическая обработка
Химико-термическая обработка включает в себя не только воздействие с помощью высокой температуры, но и химическое. Результатом этой процедуры является повышенная прочность и износостойкость металла, а также придание огнестойкости и кислотоустойчивости.
Различают такие виды обработки:
- Цементация.
- Азотирование.
- Нитроцементация.
- Борирование.
Цементация стали — представляет собой процесс дополнительной обработки металла углеродом перед закалкой и отпуском. После проведения процедуры повышается выносливость изделия при кручении и изгибе.
Перед началом цементации производится тщательное очищение поверхности, после чего её покрывают специальными составами. Процедуру производят после полного высыхания поверхности.
Различают несколько видов цементации: жидкая, твёрдая, газовая. При первом виде используют специальную печь-ванную, в которую засыпают 75% соды, 10% карбида кремния, 15% хлористого натрия. После чего изделие погружают в ёмкость. Процесс протекает в течение 2 часов при температуре 850 °C.
Твёрдую цементацию удобно выполнять в домашней мастерской. Для неё используют специальную пасту на основе кальцинированной соды, сажи, щавелево-кислого натрия и воды. Полученный состав наносят на поверхность и ждут высыхания. После этого изделие помещают в печь на 2 часа при температуре в 900 °C.
При газовой цементации используют смеси газов, содержащие метан. Процедура происходит в специальной камере при температуре в 900 °C.
Азотирование стали — процесс насыщения поверхности металла азотом при помощи нагрева до 650 °C в аммиачной атмосфере. После обработки сплав увеличивает свою твёрдость, а также приобретает сопротивление к коррозии.
Азотирование, в отличие от цементации, позволяет сохранить высокую прочность при больших температурах. А также изделия не коробятся при охлаждении.
Азотирование металла широко применяется в промышленности для придания изделию износостойкости, увеличения твёрдости и защиты от коррозии.
Нитроцементация стали заключается в обработке поверхности углеродом и азотом при высокой температуре с дальнейшей закалкой и отпуском. Процедура может осуществляться при температуре 850 °C в газовой среде. Нитроцементацию используют для инструментальных сталей.
При борировании стали на поверхность металла наносят слой бора. Процедура происходит при температуре 910 °C. Такая обработка используется для повышения стойкости штампового и бурового инструментов.
Термомеханическая обработка
При использовании этого метода применяют высокую температуру и пластическую деформацию. Различают такие виды термомеханической обработки:
- Высокотемпературная.
- Низкотемпературная.
- Предварительная.
При высокотемпературной обработке деформация металла происходит после разогрева. Сплав подогревают выше температуры рекристаллизации. После чего производится закалка с отпуском.
Высокотемпературная обработка металла:
- Повышает вязкость.
- Устраняет отпускную хрупкость.
Такой обработке подвергают конструкционные, инструментальные, углеродистые, пружинные, легированные стали.
При низкотемпературной обработке заготовку после охлаждения выдерживают при температуре ниже значения рекристаллизации и выше мартенситного превращения. На этом этапе делают пластическую деформацию. Такая обработка не даёт устойчивости металлу при отпуске, а для её осуществления необходимо мощное оборудование.
Для осуществления термомеханической обработки необходимо применять специальные приспособления для давления, нагрева и охлаждения заготовки.
Преимущества термообработки металлов
Термическая обработка кардинально изменяет эксплуатационные свойства металлов, используя при этом только внутреннее перестроение их кристаллических решеток. С помощью чередования циклов нагрева и охлаждения можно в разы увеличить твердость, износостойкость, пластичность и ударную вязкость изделия.
Помимо этого, термическая обработка дает возможность производить структурные изменения только в поверхностном слое на заданную глубину или воздействовать только на часть заготовки.
Сочетание термообработки с горячей обработкой давлением приводит к значительному увеличению твердости металла, превышающему результаты, полученные отдельно при нагартовке или закалке. При химико-термической обработке поверхностный слой металла диффузионным способом насыщается химическими элементами, значительно повышающими его износостойкость и твердость.
При этом основная часть изделия сохраняет вязкость и пластичность. С производственной точки зрения оборудование для термической обработки гораздо проще и дешевле, чем станки и установки механообрабатывающих и литейных производств.

Библиография
- И. И. Новиков. Термическая обработка
- А. П. Гуляев. Металловедение
- Суперсплавы II, Москва, «Металлургия», 1995
- А. Ю. Маламут. Термопечи, Москва, 2010.
- А. И. Климычев. Практикум по лабораторным работам
Это интересно: Термообработка алюминиевых сплавов — виды и режимы
Принцип термической обработки
Термическая обработка металлов основана на фазовых изменениях внутренней структуры, происходящих при их нагреве или охлаждении. В общем виде процесс термообработки состоит из следующих этапов:
- нагрева, изменяющего структуру кристаллической решетки металла;
- охлаждения, фиксирующего достигнутые при нагреве изменения;
- отпуска, снимающего механические напряжения и упорядочивающего полученную структуру.
Особенностью технологии термической обработки стали является то, что при нагреве до 727 ºC она переходит в состояние твердого расплава — аустенита, в котором атомы углерода проникают внутрь элементарных ячеек железа, создавая равномерную структуру.
При медленном охлаждении сталь возвращается в исходное состояние, а при быстром — фиксируется в виде аустенита или других структур. От способа охлаждения и дальнейшего отпуска зависят свойства закаленной стали. Здесь соблюдается принцип: чем быстрее охлаждение и ниже температура, тем выше ее хрупкость и твердость.
Термообработка является одним из ключевых технологических процессов для всех сплавов железа с углеродом. Например, получить ковкий чугун можно только путем термической обработки белого чугуна.
Химико-термическая обработка
Химико-термическая обработка (ХТО) стали — совокупность операций термической обработки с насыщением поверхности изделия различными элементами (углерод, азот, алюминий, кремний, хром и др.) при высоких температурах.
Поверхностное насыщение стали металлами (хром, алюминий, кремний и др.), образующими с железом твердые растворы замещения, более энергоемко и длительнее, чем насыщение азотом и углеродом, образующими с железом твердые растворы внедрения. При этом диффузия элементов легче протекает в решетке альфа-железо, чем в более плотноупакованной решетке гамма-железо.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную, коррозионную стойкость. Химико-термическая обработка, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает надежность, долговечность.
Цементация стали
Цементация стали — химико-термическая обработка поверхностным насыщением малоуглеродистой (С
Источник: https://intehstroy-spb.ru/spravochnik/termicheskaya-obrabotka-metallov.html
Виды термообработки
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью.
Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Отпуск
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Нормализация
Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
Нагрев заготовки — ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда.
Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются.
Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке.
Углеродистые стали при нагреве теряют углерод с поверхностного слоя в 2-4 мм. Это грозит металлу уменьшением прочности, твердости стали и ухудшается закаливание. Особенно пагубно обезуглероживание для поковок небольших размеров с последующей закалкой.
Заготовки из углеродистой стали с сечением до 100 мм можно быстро нагревать и потому их кладут холодными, без предварительного прогрева, в печь, где температура 1300°С. Во избежание появлений трещин высоколегированные и высокоуглеродистые стали необходимо нагревать медленно.
При перегреве металл приобретает крупнозернистую структуру и его пластичность снижается. Поэтому необходимо обращаться к диаграмме «железо-углерод», где определены температуры для начала и конца ковки.
Однако перегрев заготовки можно при необходимости исправить методом термической обработки, но на это требуется дополнительное время и энергия.
Нагрев металла до еще большей температуры приводит к пережогу, от чего происходит нарушение связей между зернами и такой металл полностью разрушается при ковке.
Пережог — неисправимый брак. При ковке изделий из низкоуглеродистых сталей требуется меньше число нагревов, чем при ковке подобного изделия из высокоуглеродистой или легированной стали.
При нагреве металла требуется следить за температурой нагрева, временем нагрева и температурой конца нагрева.
При увеличении времени нагрева — слой окалины растет, а при интенсивном, быстром нагреве могут появиться трещины.
Известно из опыта, что на древесном угле заготовка 10-20 мм в диаметре нагревается до ковочной температуры за 3-4 минуты, а заготовки диаметром 40-50 мм прогревают 15-25 минут, отслеживая цвет каления.
Химико-термическая обработка (ХТО) стали — совокупность операций термической обработки с насыщением поверхности изделия различными элементами (углерод, азот, алюминий, кремний, хром и др.) при высоких температурах.
Поверхностное насыщение стали металлами (хром, алюминий, кремний и др.), образующими с железом твердые растворы замещения, более энергоемко и длительнее, чем насыщение азотом и углеродом, образующими с железом твердые растворы внедрения. При этом диффузия элементов легче протекает в решетке альфа-железо, чем в более плотноупакованной решетке гамма-железо.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную, коррозионную стойкость. Химико-термическая обработка, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает надежность, долговечность.
Цементация стали — химико-термическая обработка поверхностным насыщением малоуглеродистой (С
Источник: http://razvitie-pu.ru/?page_id=4396
6 Термическая обработка стали
| 6 | Термическая обработка стали | Классификация видов термообработки стали. Виды термической обработки стали (отжиг, отпуск, закалка). |
Термическая
обработка (термообработка) стали—
процесс изменения структуры стали,
цветных металлов, сплавов при нагревании
и последующем охлаждении с определенной
скоростью.
Термическая
обработка (термообработка) приводит к
существенным изменениям свойств стали,
цветных металлов, сплавов. Химический
состав металла не изменяется.
Виды
термической обработки стали
Отжиг
Отжиг —
термическая обработка (термообработка)
металла, при которой производится
нагревание металла, а затем медленное
охлаждение. Эта термообработка (т. е.
отжиг) бывает разных видов (вид отжига
зависит от температуры нагрева, скорости
охлаждения металла).
Закалка
Закалка —
термическая обработка (термообработка)
стали, сплавов, основанная на
перекристаллизации стали (сплавов) при
нагреве до температуры выше критической;
после достаточной выдержки при критической
температуре для завершения термической
обработки следует быстрое охлаждение.
Закаленная сталь (сплав) имеет неравновесную
структуру, поэтому применим другой вид
термообработки — отпуск.
Отпуск
Отпуск —
термическая обработка (термообработка)
стали, сплавов, проводимая после закалки
для уменьшения или снятия остаточных
напряжений в стали и сплавах, повышающая
вязкость, уменьшающая твердость и
хрупкость металла.
Нормализация
Нормализация —
термическая обработка (термообработка),
схожая с отжигом. Различия этих
термообработок (нормализации и отжига)
состоит в том, что при нормализации
сталь охлаждается на воздухе (при отжиге
— в печи).
Среди
основных видов термической обработки
следует отметить:
- Отжиг (гомогенизация и нормализация). Целью является получение однородной зёренной микроструктуры и растворение включений. Последующее охлаждение является медленным, препятствующим образованию неравновесных структур типа мартенсита.
- Закалку проводят с повышенной скоростью охлаждения с целью получения неравновесных структур типа мартенсита. Критическая скорость охлаждения, необходимая для закалки зависит от материала.
- Отпуск необходим для снятия внутренних напряжений, внесённых при закалке. Материал становится более пластичным при некотором уменьшении прочности.
- Дисперсионное твердение (старение). После проведения отжига проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
Термическая
обработка металлов разделяется
на обработку черных металлов и цветных.
Ниже пойдет речь конкретно об
видах термической
обработке стали.
Также можете ознакомится с термической
обработкой цветных металлов.
Обжигание —
нагревание стального изделия до
температуры 840—900 °С, выдержка при этой
температуре не меньше 2 ч и охлаждение
вместе с печью. Этот метод применяют
при изготовлении из закаленного изделия
другого или же когда предыдущий закал
был неудачный и инструмент нужно снова
закалить.
Если закаливать необожженные
детали, то в них могут возникнуть трещины,
структура металла станет неоднородной,
что резко ухудшает качество изделия.
Мелкие
детали отжигают, нагревая на массивных
накаленных стальных штабах, с которыми
их охлаждают.
Иногда изделие нагревают
ацетиленовой горелкой, которую постепенно
отдаляют от изделия, чтобы изделие
постепенно остыло.
Нормализация –
это нагревание стальных изделий к
соответствующей температуре и охлаждению
на воздухе.
Закаливание –
нагревание углеродных или некоторых
легированных сталей к определенной
температуре и быстрое ее охлаждение. В
результате этого изменяется кристаллическая
структура металла – он становится
твердее и более антикоррозийным.
Мало-углеродные стали с содержимым
углерода до 0,3 % не закаливаются. В
зависимости от марки сталь нагревают
до определенной температуре.
Так, стали
У7, У7А нагревают до 770—790 °С; У8-У13А — до
760—780; Р9-Р18 К5-Ф2 – до 1235—1280 °С. При
нагревании выше этой температуры сталь
теряет свои свойства «Пережиг» —
непоправимый брак. Это также касается
отжига и отпускания.
В небольших
мастерских или в домашних условиях
температуру определяют за цветом
разжаривания (в затененном месте),
которое приобретает изделие во время
нагревания:
Цвет.
Температура, °С
Темно-коричневый……….
530-580
Коричнево-красный
……..580-650
Темно-красный
……………650-730
Темно-вишневый
…………730-770
Вишнево-красный
………..770-800
Светло-вишневый……….
800-830
Светло-красный …………830-900
Оранжевый
………………..900-1050
Темно-желтый
…………..1050-1150
Светло-желтый
………….1150-1250
Светло-белый …………….1250-1350
Мелкие
изделия, для того чтоб не пережечь, лучше
нагревать на предварительно нагретой
металлической подставке (например,
штабе). Температура нагревания равно
температуре нагревания изделия. Быстрое
охлаждение приводит к твердому закалу,
вследствие чего могут возникнуть большие
внутренние напряжения и даже трещины.
Медленное охлаждение может не дать
нужного по твердости закала Охлаждающими
средами могут быть вода (обычной
температуры или нагретая до температуре
50-50 °С), водные растворы, масло и воздух.
Кухонная соль, едкий натр или селитра,
которые добавляют к охладителям, ускоряют
охлаждение.
Для уменьшения скорости
охлаждения к воде добавляют раствор
мыла, масляную эмульсию, жидкое стекло,
известковое молоко и т.п.. Чрезмерно
быстрое охлаждение водой часто приводит
к дефектам изделия (внутренние напряжения,
трещины, деформация), а повышение
температуры воды уменьшает ее закальные
свойства.
Поэтому при последовательном
закале нескольких деталей, чтобы они
имели одинаковую закалку, воду часто
заменяют или используют большой
сосуд.
Равномерно и довольно
быстро сталь охлаждается
в 8-12 %-ном водном растворе кухонной соли
или едкого натра при температуре 20 °С.
Некоторые стали для лучшего закала
охлаждают в 30 %-ном растворе едкого
натра. Как охлаждающую среду можно
применять расплавленные соли калиевой
или натриевой селитры. Нагревание масла
к 60-90 °С не уменьшает скорости охлаждения,
т.е. не влияет на его закаливальные
свойства.
Охлаждающей средой для сталей
может быть воздух (для тонких деталей)
или воздух под давлением (от вентилятора,
компрессора). Некоторые плоские детали
(ножи) из нержавеющий стали охлаждают
между двумя металлическими штабами.
Отпускание —
нагревание деталей к определенной
температуре, выдерживанию при этой
температуре и быстрое охлаждение. Его
применяют после охлаждения детали в
процессе закаливания, чтобы уменьшить
хрупкость и частично твердость.
Есть
три вида отпускания: низкое, среднее и
высокое соответственно в интервале
температур до 350 °С, 350—500 и 500—680 °С.
Наиболее распространенное низкое
отпускание. Нагревание до 170 °С только
снимает внутренние напряжения, но не
изменяет твердости стали.
Температуру
нагревания при отпускании определяют
специальным термометром, а если его
нет, то за цветами побежалости, т.е.
цветами окислительной пленки, которая
возникает на зачищенной поверхности
изделия во время нагревания:
Цвет.
Температура, °С
Светло-соломенный
……..200
Светло-желтый ……………225
Соломенно-желтый
……..240
Коричнево-желтый
………255
Красно-коричневый
……..265
Пурпурно-красный ………275
Фиолетовый
………………..285
Синий …………………………295
Светло-синий
……………..315
Серый (морская вода) ….330
После
появления желательного цвета в процессе
нагревания, деталь охлаждают. У
легированных сталей цвета побежалости
появляются при температурах на 12-17 °С
ниже от приведенных.
Не имея достаточного
опыта, нагревать закаленные изделия
для отпускания лучше всего на
расплавленном свинце, олове, цинка (для
пружин) или в расплавленной смеси
(поровну) калиевой и натриевой селитры.
Это гарантирует быстрое и равномерное
нагревания и его постоянную температуру.
Можно отпускание соединить с охлаждением.
Для этого нагретый рабочий конец
инструмента погружают во время закаливания
на 20-25 мм в воду и держат, пока металл не
потемнеет. Потом инструмент вынимают
из воды, быстро очищают от охлажденной
части окалину напильником или куском
шлифовального круга.
Как только появится,
нужен цвет побежалости, инструмент
погружают в воду сначала наполовину, а
потом полностью и держат до охлаждения.
Источник: https://studfile.net/preview/1730219/

Рассмотрим более подробно понятие рекристаллизации.
Этот процесс известен с 19 века. В микроскопе рассматривались частички стали. Частички состояли из длинных зерен, которые при увеличении температуры изменили свою форму и стали ровными со всех сторон. Такое явление назвали рекристаллизацией.
Рекристаллизация – это образование новых кристаллических зерен с помощью других. Данный процесс происходит при повышении температуры. Чем выше температура, тем быстрее скорость процесса рекристаллизации.
При рекристаллизации изменяются свойства металлов. Может снизиться прочность и стойкость, увеличится пластичность. Во время данного явления становится меньше общая масса зернограничной энергии.
В процессе рекристаллизации используются металлы, состоящие из большого количества кристаллов. Такие металлы являются поликристаллическими. Пластичные металлы, легко поддающиеся деформации, в большей степени подвержены рекристаллизации.
Микроструктура кристаллического тела – понятие характеризующее общее число кристаллов, их расположение, и границы между зернами. Если происходит увеличение количества кристаллов, то снижается качество огнеупоров и их механические свойства. Это происходит, потому что при росте кристаллов повышается напряжение между границами зерен.
При уменьшении размера кристаллов также могут происходить ухудшения свойств металлов.
Для того, чтобы улучшить свойства металлов, необходимо получать изделия с небольшими и крупными кристаллами.
Статическая рекристаллизации происходит уже после деформации изделия. Для этого необходимо повышение температуры.
Динамический вид рекристаллизации происходит в самом процессе деформации изделия из металла.
В науке рекристаллизацию подразделяют на три этапа – первичная, собирательная, вторичная.
- Первичная рекристаллизация характеризуется тем, что в изделии, подвергшемся деформации с помощью повышения температуры, появляются новые кристаллы. Эти кристаллы увеличиваются в размерах и забирают в себя деформированные зерна. К концу завершения процесса деформированные зерна практически исчезают. Также сокращается количество дефектов в металле. Изделия из металла приходит в прежний вид и состояние. Чем выше поднимается температура, тем быстрее происходит процесс первичной рекристаллизации.
- В процессе собирательной рекристаллизации — зерна, неискаженной формы, увеличиваются в размерах, за счет действия друг на друга. Размеры каждого зерна при этом увеличиваются. Чем сильнее деформация, тем больше увеличиваются зерна в размере.
- Вторичная рекристаллизация отличается тем, что лишь небольшое количество зерен способны изменяться в размерах. Такой вид рекристаллизации увеличивает стойкость изделия к повышенным температурам.
Кроме этого, выделяется такое понятие, как динамическая рекристаллизация. В этом процессе появляются совершенно новые зерна. Чем выше повышается температура для деформации металла, тем быстрее осуществляется появление новые зерен. Если температура выше необходимой, то процесс динамической рекристаллизации может завершиться за одну секунду.
Бывает так, что после перенесенной рекристаллизации материал изменяет свою структуру и свойства. Для того, чтобы определить температуру рекристаллизации для определенного металла, необходимо выяснить температуру его плавления.
Рекристаллизация позволяет изменять зерна, их форму, размеры, свойства и структуру. За счет изменения зерен меняется и сам металл.
Процесс рекристаллизации происходит в тесной связи с деформацией металла.

Рассмотрим более подробно понятие деформации и ее назначение.
Деформация – это процесс, при котором меняется форма и размеры изделия. Деформация может происходить за счет воздействия специальных инструментов на металл. Также для деформации изделия используют определенные процессы (например, повышение температуры). Изделие можно растянуть, сжать, скрутить, загнуть. Это и есть процессы деформации.
Выделяют такое понятие, как упругая деформация. Она характеризуется тем, что, когда устраняют внешнюю нагрузку, которая способствовала деформации, изделие из металла приходит в прежнее состояние.
Даже небольшое силовое воздействие на металл вызывает деформацию. Если применяется растяжение изделия, то расстояние между атомами становится больше. А при сжатии изделия происходит обратный процесс.
Если на металл оказывается минимальное воздействие, то эту деформацию можно назвать упругой.
При сильном воздействии металл не возвращается в исходное состояние, и такая деформация называется пластичной.
Чем пластичнее металл, тем больше он поддается пластической деформации.
Во время пластической деформации свойства металла могут измениться до неузнаваемости. Даже если изделие из металла обладает повышенной твердостью, при подборе определенной превышающей нагрузки может произойти пластическая деформация. Предел упругости у каждого металла разный, поэтому и воздействие нужно подобрать исходя из свойств металла.
Если изделие подвергнуть статичной нагрузке, изменения металла будут происходить постепенно и медленно. Такой процесс называется ползучестью. Если увеличить температуру воздействия на изделие, то скорость процессов также возрастет.
Сама же пластическая деформация зависит от свойств металлов, скорости воздействия, температуры и длительности нагрузки.
Те металлы, которые характеризуются кубическим видом кристаллической решетки, считаются наиболее пластичными. Поэтому они быстрее и проще поддаются деформации.
Можно изменить изделие с помощью холодной деформации. Такой процесс происходит при температуре ниже рекристаллизации изделия. При таком виде деформации происходит увеличение прочности металла. Но холодная деформация возможна только с изделиями характеризующимися малым сечением (например, проволока).
Деформация с применением высоких температур, называется горячей. В этом процессе происходит полная рекристаллизация металла. Такой вид деформации обычно используется для крупных изделий.
Также деформация может происходить и без специального воздействия. Такой вид деформации встречается в природе. Свойства, внешний вид определенного металла, его прочность могут поменяться и из-за природных воздействия, независимых от человека.
В данной статье подробно были рассмотрены два важных процесса: деформация и рекристаллизация металлов. Эти процессы взаимосвязаны между собой. Они могут быть обратимыми и необратимыми. Процесс рекристаллизации металла происходит в ходе деформации и различных физических воздействий на металл. Естественно, все металлы отличаются друг от друга по свойствам и структуре, а значит процессы рекристаллизации и деформации происходит по-разному.
Деформация и рекристаллизация широко применяются в изготовлении различных металлических изделий. Эти процессы позволяют увеличить качество металла, изменить форму изделия и его внешний вид. Важно подобрать оптимальное воздействия на металл, только в этом случае его свойства можно улучшить. Не всегда рекристаллизация и деформация оказывают положительное влияние на изделие. Но несмотря на это, эти два процесса являются обязательными в металлообработке.