“
В этом уроке мы разберем, как создавать новые программы в среде ShopTurn и как работать с циклом сверления.
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Язык программирования устройств с ЧПУ
Компьютеризированный комплекс, управляющий рабочими органами оборудования и контролирующий исполнение задания
Программное обеспечение, позволяющее быстро создавать программы для обработки деталей непосредственно на станке с ЧПУ
Технологический процесс, в результате которого в заготовках при помощи сверла получают отверстия заданного диаметра и требуемой глубины
Создание папки и новой программы
1. Выбираем для работы диск NC Extend.
2. Чтобы создать папку, нажимаем клавишу «Новый», затем — «Директория». Вводим имя директории.
3. Нажимаем «ОК».
4. Чтобы создать в папке новую программу, выбираем папку и нажимаем на кнопку «Новый».
5. Выбираем тип программы ShopTurn и вводим ее имя.
6. Нажимаем «ОК», и автоматически появляется окно заголовка программы.
В данном окне вводятся и хранятся следующие параметры:
- «Смещение нулевой точки».
- «Описать» — в данное окно мы вводим расстояние, которое будет прописано автоматически при запуске программы в наше смещение нулевой точки.
- «Заготовка» — задаем тип заготовки. Выбираем цилиндр.
- XA — диаметр заготовки. Вводим 80.
- ZA — начальный размер. Данный параметр дает станку понять, какой у нас припуск перед торцом заготовки. Ставим 0.
- ZI — общая длина заготовки. Вводим 100 мм.
- ZB — расстояние до кулачков. Вводим 75 мм.
- Отвод — выбираем тип отвода. Указываем расширенный отвод.
- XRA — отвод по наружней плоскости XRA. Вводим 10 инк.
- XRI — отвод по внутренней плоскости XRI. Вводим 19 абс.
- ZRA — отвод по плоскости ZRA. Вводим 10 абс.
- «Задняя бабка».
- «Точка смены инструмента» — выбираем машинную систему координат MCS. Если текущее положение револьвера устраивает, нажимаем кнопку «Заучить точку смены инструмента».
- S4 — ограничение оборотов на главный шпиндель. Вводим 2500 об/мин.
- SC — безопасное расстояние. Оставляем 1.
- «Направление вращения обработки» — тип фрезерования. Выбираем попутное фрезерование.
После того как мы ввели все параметры, нажимаем кнопку «Перенести».
Данная вкладка позволяет:
- копировать, вырезать и вставлять циклы, которые уже были созданы ранее;
- настраивать внешний вид и параметры ShopTurn.
1. Переходим на вкладку «Сверление» и нажимаем на кнопку «Центровое сверление».
2. В появившемся окне вводим и настраиваем следующие параметры:
- T — вызов инструмента. Нажимаем клавишу «Выбрать инструмент», затем из списка инструментов выбираем нужный и нажимаем кнопку «ОК».
- F — подача. Вводим 0.1 об/мин.
- S — число оборотов. Вводим 1500 об/мин.
- «Удаление стружки» — стратегия обработки.
- Z0 — начальная точка сверления. Вводим 0.
- «Острие» — глубина сверления описывается от крайней точки инструмента.
- Z1 — конечная глубина сверления. Оставляем 30 абс.
- FD1 — процент, на который уменьшается подача при первом врезании. Вводим 100%.
- D — первое и последующие врезания. Вводим 5.
- DF — параметр, который уменьшает все последующие проходы на определенную величину. Вводим 100%.
- «Упреждающий зазор» — указывается, чтобы инструмент не защемил стружку. Выбираем «Автоматически».
- DT — пауза на дне отверстия. Вводим 2.
- XD — смещение от оси. Вводим 0.
3. Нажимаем кнопку «Перенести».
4. Созданный цикл самостоятельный, и ему не нужно указание позиции. Все остальные циклы требуют указания позиции. Они находятся на вкладке «Сверление» через кнопку «Позиции».
5. Выбираем круговой массив.
6. В появившемся окне вводим и настраиваем следующие параметры:
- «Торец» — поверхность обработки. Выбираем обработку спереди. Окружность описывается по центру.
- Z0 — стартовая точка сверления. Вводим 0.
- α0 — угол старта смещения первого отверстия. Вводим 0.
- R — радиус, на который отверстия будут удалены от центра. Вводим 16.500.
- N — количество отверстий. Вводим 6.
7. Нажимаем кнопку «Перенести».
“
В этом уроке мы с вами познакомились со средой программирования ShopTurn и циклом сверления. Закрепите новые знания с помощью теста и интерактивного задания.
Для закрепления полученных знаний пройдите тест
Что позволяет сделать вкладка «Редактирование»?
Задать параметры заготовки
Копировать и вырезать уже созданные циклы
Задать параметры точки смены инструмента
Настроить внешний вид ShopTurn
Указать смещение нулевой точки
Указать ограничение оборотов
Вы настраиваете параметры на вкладке «Центровое сверление». Что означает параметр F?
Начальная точка сверления
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями

Коррекции радиуса инструмента
10.4Мягкий подвод и отвод
10.4.1Подвод и отвод (G140 до G143, G147, G148, G247, G248, G347, G348, G340, G341, DISR, DISCL, DISRP, FAD, PM, PR)
Функция
Функция «Мягкий подвод и отвод (SAR)» служит для того, чтобы осуществить подвод по касательной в стартовой точке контура, независимо от положения исходной точки.
 *
*
 * ̮͇͖͕͗͊͗ ͕͔͙͚͑͗
* ̮͇͖͕͗͊͗ ͕͔͙͚͑͗
‘,65
*
Функция используется преимущественно в комбинации с коррекцией радиуса инструмента.
При активации функции СЧПУ берет на себя задачу расчета промежуточных точек таким образом, чтобы переход в последующий кадр (или переход из предшествующего кадра при отводе) был бы выполнен согласно указанным параметрам.
Движение подвода состоит макс. из 4 вспомогательных движений. Стартовая точка движения в дальнейшем будет обозначаться как P0, конечная точка как P4. Между ними может находиться макс. три промежуточные точки P1, P2 и P3. Точки P0, P3 и P4 определены всегда. Промежуточные точки P1 и P2, в зависимости от параметрирования и геометрических свойств, могут отсутствовать. При отводе точки проходятся в обратной последовательности, т.е. начиная с P4 и заканчивая в P0.
Синтаксис
Мягкий подвод: ● по прямой:
G147 G340/G341 … DISR=…, DISCL=…, DISRP=… FAD=…
● по четверти круга/полукругу:
G247/G347 G340/G341 G140/G141/G142/G143 … DISR=… DISCL=… DISRP=… FAD=…
|
Основы |
|
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
327 |

Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Мягкий отвод: ● по прямой:
G148 G340/G341 … DISR=…, DISCL=…, DISRP=… FAD=…
● по четверти круга/полукругу:
G248/G348 G340/G341 G140/G141/G142/G143 … DISR=… DISCL=… DISRP=… FAD=…
Значение
|
G147: |
Подвод по прямой |
|
|
G148: |
Отвод по прямой |
|
|
G247: |
Подвод по четверти круга |
|
|
G248: |
Отвод по четверти круга |
|
|
G347: |
Подвод по полукругу |
|
|
G348: |
Отвод по полукругу |
|
|
G340: |
Пространственный подвод и отвод (первичная установка) |
|
|
G341: |
Подвод и отвод в плоскости |
|
|
G140: |
Направление подвода и отвода в зависимости от актуальной стороны |
|
|
коррекции (первичная установка) |
||
|
G141: |
Подвод слева или отвод влево |
|
|
G142: |
Подвод справа или отвод вправо |
|
|
G143: |
Направление подвода и отвода в зависимости от относительного |
|
|
положения стартовой или конечной точки к направлению касательных |
||
|
DISR=…: |
1. При подводе и отводе по прямой (G147/G148): |
|
|
Расстояние от кромки фрезы от стартовой точки контура |
||
|
2. При подводе и отводе по по кругу (G247, G347/G248, G348): |
||
|
Радиус траектории центра инструмента |
||
|
Внимание: |
||
|
при REPOS по полукругу DISR обозначает диаметр окружности |
||
|
DISCL=…: |
Расстояние от конечной точки быстрого движения подачи до плоскости |
|
|
обработки |
||
|
DISCL=AC(…) Указание абсолютной позиции конечной точки быстрого |
||
|
движения подачи |
||
|
DISCL=AC(…): |
указание абсолютной позиции конечной точки быстрого движения подачи |
|
|
DISRP: |
Расстояние от точки P1 (плоскость отвода) до плоскости обработки |
|
|
DISRP=AC(…): |
Указание абсолютного положения точки P1 |
|
|
FAD=…: |
Скорость медленного движения подачи |
|
|
Запрограммированное значение действует согласно активному типу |
||
|
подачи (группа G-функций 15). |
||
|
FAD=PM(…): |
Запрограммированное значение интерпретируется независимо от |
|
|
активного типа подачи как линейная подача (как G94). |
||
|
FAD=PR(…): |
Запрограммированное значение интерпретируется независимо от |
|
|
активного типа подачи как окружная подача (как G95). |
||
|
Основы |
||
|
328 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
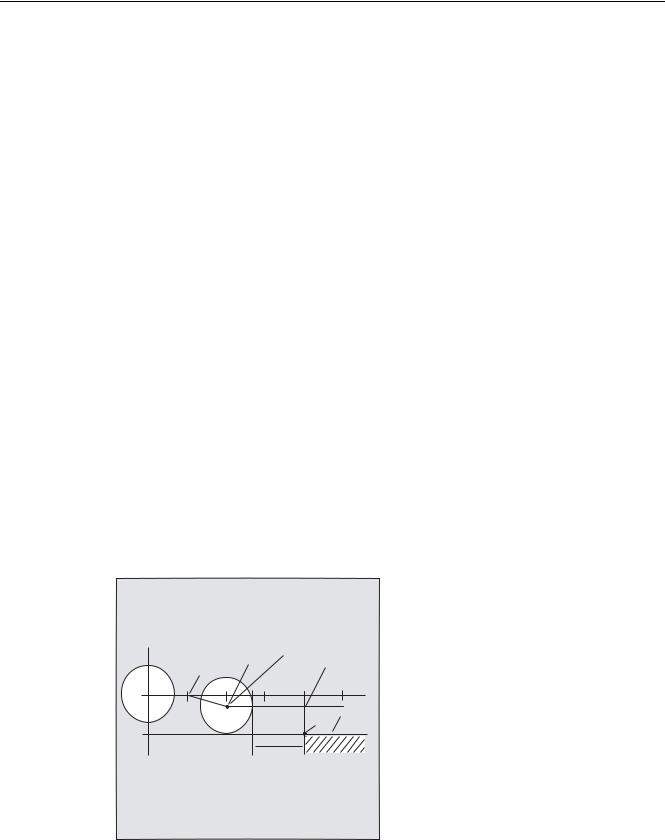
Пример
|
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
|||||||
|
̯͔͙͚͓͔͙͗͌͘ |
|||||||
|
̸͖͏͇͗͒ͣ |
|||||||
|
3 ͑3 ͕͙ |
̶͕͚͚͒͑͗͊ |
||||||
|
3 ͕͙ |
|||||||
|
3 ͑ |
[ |
||||||
|
3 ͕͙ |
|||||||
|
3 ͑ |
3 ͕͙ |
||||||
|
̱͕͔͙͚͗ |
●Мягкий подвод (кадр N20 активирован)
●Движение подвода по четверти круга (G247)
●Направление подвода не запрограммировано, действует G140, т.е. КРИ активна
(G41)
●Смещение контура OFFN=5 (N10)
●Актуальный радиус инструмента=10, таким образом, эффективный радиус коррекции для КРИ=15, радиус контура SAR=25, таким образом, радиус траектории центра инструмента будет равен DISR=10
●Конечная точка окружности получается из N30, т.к. в N20 запрограммирована только позиция Z
●Движение подачи
–Из Z20 в Z7 (DISCL=AC(7)) ускоренным ходом
–После в Z0 с FAD=200.
–Круг подвода в плоскости X-Y и последующие кадры с F1500 (чтобы эта скорость стала активной в последующих кадрах, необходимо переписать активную G0 в N30 с G1, в ином случае обработка контура была бы продолжена с G0)
●Мягкий отвод (кадр N60 активирован)
●Движение отвода по четверти круга (G248) и спирали (G340)
●FAD не запрограммирована, так как не имеет значения при G340
●Z=2 в стартовой точке; Z=8 в конечной точке, т.к. DISCL=6
●При DISR=5 радиус контура SAR=20, радиус траектории центра инструмента=5 Движения перемещения из Z8 в Z20 и движение параллельно плоскости X-Y к X70 Y0.
Основы
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
329 |
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
|
Программный код |
Комментарий |
||
|
$TC_DP1[1,1]=120 |
; Определение инструмента T1/D1 |
||
|
$TC_DP6[1,1]=10 |
; Радиус |
||
|
N10 |
G0 X0 Y0 Z20 G64 D1 T1 OFFN=5 |
; (к P0) |
|
|
N20 |
G41 |
G247 G341 Z0 DISCL=AC(7) DISR=10 F1500 FAD=200 |
; Подвод (к P3) |
|
N30 |
G1 X30 Y-10 |
; (к P4) |
|
|
N40 |
X40 |
Z2 |
|
|
N50 |
X50 |
; (от P4) |
|
|
N60 |
G248 G340 X70 Y0 Z20 DISCL=6 DISR=5 G40 F10000 |
; Отвод (от P3) |
|
|
N70 |
X80 |
Y0 |
; (от P0) |
|
N80 |
M30 |
Дополнительная информация
Выбор контура подвода или отвода
Выбор контура подвода или отвода осуществляется с помощью соответствующей G- функции 2-й группы G-функций:
G147: Подвод по прямой
G247: Подвод по четверти круга
G347: Подвод по полукругу
G148: Отвод по прямой
G248: Отвод по четверти круга
G348: Отвод по полукругу
|
Основы |
|
|
330 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
![]()
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
|
3 |
||
|
̯͔͙͚͗͘ |
3 ͖͗͏ ͖͕͉͕͋͋͌ ͖͕ |
|
|
͖͓͕͗ͦ͐ * |
||
|
͓͔͙͌ |
||
|
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
||
|
3 |
̱͕͔͙͚͗ |
|
|
‘,65 |
||
|
3 |
||
|
3 ͖͗͏ ͖͕͉͕͋͋͌ ͖͕ |
||
|
͙͉͙͌͌͗͞͏ ͚͇͑͗͊ * |
||
|
‘,65 |
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
|
|
̯͔͙͚͓͔͙͗͌͘ |
||
|
3 |
̱͕͔͙͚͗ |
|
|
3 |
||
|
3 ͖͗͏ ͖͕͉͕͋͋͌ ͖͕ |
||
|
͖͕͚͚͚͒͑͗͊ * |
||
|
‘,65 |
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
|
|
̯͔͙͚͓͔͙͗͌͘ |
||
|
3 |
̱͕͔͙͚͗ |
Изображение 10-3 Движения подвода при одновременной активации коррекции радиуса инструмента
Выбор направления подвода или отвода
Определение направления подвода и отвода с помощью коррекции радиуса инструмента (G140, первичная установка) при положительном радиусе инструмента:
●G41 активна → подвод слева
●G42 активна → подвод справа
Прочие возможности подвода доступны с помощью G141, G142 и G143.
Эти G-функции имеют значение только тогда, когда контур подвода является четвертью круга или полукругом.
Основы
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
331 |

|
Коррекции радиуса инструмента |
|||||
|
10.4 Мягкий подвод и отвод |
|||||
|
Подразделение движения от стартовой к конечной точке (G340 и G341) |
|||||
|
Движения в любом случае состоят из одной или нескольких прямых, а также, в |
|||||
|
зависимости от G-функции для определения контура подвода, из дополнительной |
|||||
|
прямой или четверти/полукруга. 2 варианта разделения пути представлены на рисунке |
|||||
|
ниже: |
|||||
|
̫͉͏͍͔͌͏͌ ͖͕͇͋͞͏ |
|||||
|
3 |
3 |
3 |
3 |
||
|
̶͓͇͗ͦͦ |
|||||
|
̶͓͇͗ͦͦ ͕͚͍͔͕͙͑͗ͣ͘ |
͏͒͏ |
||||
|
͏͒͏ ͖͘͏͇͗͒ͣ |
|||||
|
͕͚͍͔͕͙͑͗ͣ͘ |
|||||
|
3 3 |
3 |
||||
|
3 |
|||||
|
‘,6&/ |
|||||
|
‘,6&/ 3 |
3 |
||||
|
* ̶͕͕͙͒͑ͣ͘͘ ͕͈͇͈͕͙͗͑͏ |
* |
||||
|
̫͉͏͍͔͌͏͌ ͖͕͉͕͇͋͋ ͉ ͎͇͉͏͘͏͓͕͙͘͏ ͕͙ |
|||||
|
* * |
|||||
|
G340: |
Подвод по прямой от точки P0 к точке P1. Эта прямая параллельна плоскости |
||||
|
обработки, если параметр DISRP не был запрограммирован. |
|||||
|
Подача вертикально к плоскости обработки от точки P1 к точке P3 на определенное |
|||||
|
через параметр DISCL безопасное расстояние к плоскости обработки. |
|||||
|
Подвод к конечной точке P4 по определенной через G-функцию второй группы |
|||||
|
кривой (прямая, окружность, спираль). Если активна G247 или G347 (четверть круга |
|||||
|
или полукруг) и стартовая точка P3 не лежит в определенной через конечную точку |
|||||
|
P4 плоскости обработки, то вместо окружности вставляется спираль. Точка P2 не |
|||||
|
определена или совпадает с P3. |
|||||
|
Плоскость окружности или ось спирали при этом определяется через активную в |
|||||
|
SAR-кадре плоскость (G17/G18/G19), т.е. последующим кадром для определения |
|||||
|
окружности используется не сама стартовая касательная, а ее проекция в активную |
|||||
|
плоскость. |
|||||
|
Движение от точки P0 к точке P3 выполняется в двух прямых со скоростью, которая |
|||||
|
действовала до SAR-кадра. |
|||||
|
G341: |
Подвод по прямой от точки P0 к точке P1. Эта прямая параллельна плоскости |
||||
|
обработки, если параметр DISRP не был запрограммирован. |
|||||
|
Подача вертикально к плоскости обработки от точки P1 до определенного через |
|||||
|
параметр DISCL безопасного расстояния к плоскости обработки в точке P2. |
|||||
|
Подача вертикально к плоскости обработки от точки P2 к точке P3. Подвод к |
|||||
|
конечной точке P4 по определенной через G-функцию второй группы кривой. P3 и P4 |
|||||
|
лежат в плоскости обработки, поэтому при G247 или G347 никогда не вставляется |
|||||
|
спираль, а всегда окружность. |
Во всех случаях, когда положение активной плоскости допускает G17/G18/G19 (плоскость окружности, ось спирали, движение подачи вертикально к активной плоскости), учитывается возможно активный вращающий фрейм.
Основы
|
332 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Длина прямой подвода или радиуса в случае окружностей подвода (DISR)
●Подвод/отвод по прямой
DISR указывает расстояние от кромки фрезы до стартовой точки контура, т.е. длина прямой при активной КРИ получается из суммы радиуса инструмента и запрограммированного значения DISR. Учитывается только положительный радиус инструмента.
Полученная длина прямой должна быть положительной, т.е. отрицательные значения для DISR допускаются, пока величина DISR меньше, чем радиус инструмента.
●Подвод/отвод по кругу
DISR указывает радиус траектории центра инструмента. Если КРИ активирована, то создается круг с таким радиусом, чтобы и в этом случае получалась траектория центра инструмента с запрограммированным радиусом.
Расстояние от точки P2 до плоскости обработки (DISCL)
Если позиция точки P2 на оси вертикально к плоскости окружности должна быть указана абсолютно, то значение программируется в форме DISCL=AC(…).
Для DISCL=0:
●Для G340: Все движение подвода состоит только из двух кадров (P1, P2 и P3 совпадают). Контур подвода образуется от P1 к P4 .
●Для G341: Все движение подвода состоит из трех кадров (P2 и P3 совпадают). Если P0 и P4 лежат в одной плоскости, то получается только два кадра (движение подачи от P1 к P3 отсутствует).
●Контролируется, чтобы определенная через DISCL точка лежала бы между P1 и P3, т.е. при всех движениях, имеющих один компонент вертикально к плоскости обработки, этот компонент должен иметь тот же знак.
●При определении реверсирования разрешается определенный через машинные данные MD20204 $MC_WAB_CLEARANCE_TOLERANCE допуск.
Расстояние от точки P1 (плоскость отвода) до плоскости обработки (DISRP)
Если позиция точки P1 на оси вертикально к плоскости обработки должна быть указана абсолютно, то значение программируется в форме DISRP=AC(…).
Если этот параметр не запрограммирован, то расстояние от точки P1 до плоскости обработки идентично таковому от точки P0, т.е. прямая подвода P0 → P1 параллельна плоскости обработки.
Контролируется, чтобы определенная через DISCL точка лежала бы между P0 и P2, т.е. при всех движениях, имеющих один компонент вертикально к плоскости обработки (движения подачи, движение подвода от P3 к P4), этот компонент должен иметь тот же знак. Реверсирование не допускается. При необходимости выводится аварийное сообщение.
При определении реверсирования разрешается определенный через машинные данные MD20204 $MC_WAB_CLEARANCE_TOLERANCE допуск. Если P1 лежит вне определенной через P0 и P2 области, но отклонение меньше или равно этому допуску, то предполагается, что P1 лежит в определенной через P0 или P2 плоскости.
|
Основы |
|
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
333 |
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Программирование конечной точки
Конечная точка программируется, как правило, с помощью X… Y… Z…
Программирование конечной точки контура при подводе значительно отличается от такового при отводе. Поэтому оба случая рассматриваются здесь отдельно.
Программирование конечной точки P4 при подводе
Конечная точка P4 может быть запрограммирована в самом SAR-кадре. В качестве альтернативы можно определить P4 через конечную точку следующего кадра перемещения. Между кадром WAB и следующим кадром перемещения могут быть вставлены другие кадры без движения гео-осей.
Пример:
|
Программный код |
Комментарий |
|||||||
|
$TC_DP1[1,1]=120 |
; |
Фрезерный инструмент T1/D1 |
||||||
|
$TC_DP6[1,1]=7 |
; |
Инструмент с радиусом 7 мм |
||||||
|
N10 |
G90 |
G0 |
X0 |
Y0 |
Z30 |
D1 |
T1 |
|
|
N20 |
X10 |
|||||||
|
N30 |
G41 |
G147 DISCL=3 DISR=13 Z=0 F1000 |
||||||
|
N40 |
G1 X40 |
Y-10 |
||||||
|
N50 |
G1 |
X50 |
||||||
|
… |
N30/N40 может быть заменена на:
N30 G41 G147 DISCL=3 DISR=13 X40 Y-10 Z0 F1000
или
N30 G41 G147 DISCL=3 DISR=13 F1000
N40 G1 X40 Y-10 Z0
|
̵͈͇͈͕͙͇͗͑ ͕͋ ͙͕ͤ͐ |
||||||||
|
͙͕͑͞͏ ͘ * ͖͕͒͌͘ ͘ |
||||||||
|
* ) |
||||||||
|
< |
||||||||
|
= |
||||||||
|
= |
||||||||
|
= |
||||||||
|
; |
||||||||
|
3 |
̱͕͔͙͚͗ |
|||||||
|
‘,65 |
Основы
|
334 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Программирование конечной точки P0 при отводе
При отводе программирование конечной точки SAR-контура в последующем кадре не предусмотрено, т.е. конечная позиция всегда извлекается из самого SAR-кадра, независимо от количества запрограммированных осей. При определении конечной точки здесь различаются три следующих случая:
1.Гео-ось в SAR-кадре не запрограммирована. В этом случае контур заканчивается в
точке P1 (если запрограммирована DISRP), в точке P2 (если запрограммирована DISCL, а не DISRP), или в точке P3 (если не запрограммированы ни DICLS, ни
DISRP).
Позиция в осях, образующих плоскость обработки, получается из контура отвода (конечная точка прямой или окружности). Соответствующий вертикальный осевой компонент определяется через DISCL или DISPR. Если в этом случае как DISCL=0,
так и DISRP=0, то движение полностью происходит в плоскости, т.е. точки P0 до P3 совпадают.
2.В SAR-кадре запрограммирована только ось вертикально к плоскости обработки. В
этом случае контур оканчивается в точке P0. Если запрограммирована DISRP (т.е. обе точки P0 и P1 не совпадают), то прямая P1 → P0 располагается вертикально к плоскости обработки. Позиции обеих оставшихся осей получаются как в 1.
3.Запрограммирована как минимум одна ось плоскости обработки. Возможно отсутствующая вторая ось плоскости обработки модально добавляется из ее последней позиции в предшествующем кадре.
Позиция оси вертикально к плоскости обработки формируется — в зависимости от того, запрограммирована ли эта ось или нет — как в 1 или 2. Оформленная таким образом позиция определяет конечную точку P0. Если SAR-кадр отвода одновременно является кадром деактивации коррекции радиуса инструмента, то в первых двух случаях дополнительный компонент хода вставляется в плоскости обработки от P1 к P0 так, что при деактивации коррекции радиуса инструмента в конце контура отвода не получается движения, т.е. эта точка здесь определяет не позицию на исправляемом контуре, а центр инструмента. В случае три отдельной обработки отмены коррекции радиуса инструмента не требуется, т.к. запрограммированная точка P0 уже непосредственно определяет позицию центра инструмента на конце всего контура.
|
Основы |
|
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
335 |
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
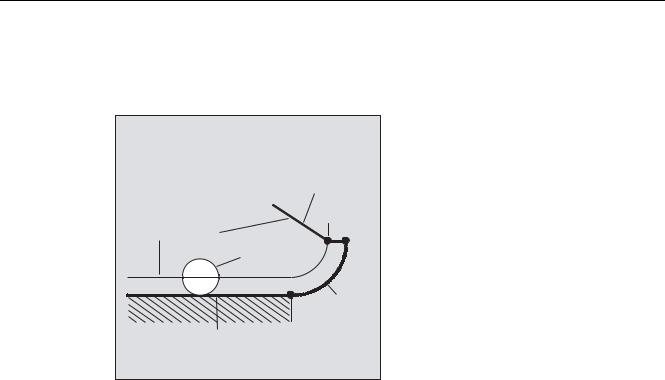
Поведение в случаях 1 и 2, т.е. при не явно запрограммированной конечной точке в плоскости обработки при одновременной отмене коррекции радиуса инструмента, представлено на рис. ниже:
|
̸͚͒͌͋ͥ͠͏͐ ͇͑͋͗ |
|
|
͈͎͌ ͕͑͗͗͌͑͝͏͏ |
|
|
3 |
|
|
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
3 |
|
̯͔͙͚͓͔͙͗͌͘ |
|
|
3 ̱͇͋͗ 6$5 |
|
|
* * |
|
|
̱͕͔͙͚͗ ͖͙͉͚͗͌͋͌ͥ͘͟͠͏͐ ͇͑͋͗ |
|
|
̵͙͉͕͋ ͘ 6$5 ͖͗͏ ͕͔͕͉͓͔͔͕͋͗͌͌͐ |
|
|
͇͙͋͌͑͏͉͇͝͏͏ ̷̱̯ |
|
|
Скорости подвода или отвода |
●Скорость предыдущего кадра (G0)
С этой скоростью выполняются все движения от P0 до P2, т.е. движения параллельно плоскости обработки и часть движения подачи до безопасного расстояния.
●Программирование с FAD Указание скорости подачи для
–G341: Движение подачи вертикально к плоскости обработки от P2 к P3
–G340: от точки P2 или P3 к P4
Если FAD не программируется, то эта часть контура также проходится с действующей модельно скоростью предыдущего кадра, если в SAR-кадре не запрограммировано F-слово.
●Запрограммированная подача F
Это значение подачи действует от P3 или P2, если FAD не запрограммирована. Если в кадре SAR слово F не программируется, то действует скорость предыдущего кадра.
Основы
|
336 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

|
Коррекции радиуса инструмента |
|||||||||
|
10.4 Мягкий подвод и отвод |
|||||||||
|
Пример: |
|||||||||
|
Программный код |
Комментарий |
||||||||
|
$TC_DP1[1,1]=120 |
; Фрезерный инструмент T1/D1 |
||||||||
|
$TC_DP6[1,1]=7 |
; Инструмент с радиусом 7 мм |
||||||||
|
N10 |
G90 |
G0 |
X0 |
Y0 |
Z20 |
D1 |
T1 |
||
|
N20 |
G41 |
G341 G247 DISCL=AC(5) DISR=13 FAD 500 X40 Y-10 Z=0 F200 |
|||||||
|
N30 |
X50 |
||||||||
|
N40 |
X60 |
||||||||
|
… |
|
< |
||||||||
|
; |
||||||||
|
= |
* |
|||||||
|
3 |
3 |
* |
||||||
|
3 |
) |
|||||||
|
3 |
||||||||
|
3 |
; |
|||||||
|
) |
) |
При отводе роли модально действующей подачи из предыдущего кадра и запрограммированного в кадре SAR значения подачи меняются местами, т.е. перемещение по самому контуру отвода осуществляется со старой подачей, заново запрограммированная с помощью слова F скорость действует соответственно от P2 до
P0.
̸͕͕͙͑͗ͣ͘ ͔͌ ͎͇͖͕͇͓͓͗͊͗͏ ͕͉͇͔͇͗
 ̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )
̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )
̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )$’
) ͏ )$’ ͎͇͖͕͇͓͓͗͊͗͏ ͕͉͇͔͗͢


 ̺͕͔͔͑͗͌͐͘͢ ͕͋͜ ͌͒͘͏ ͇͙͑͏͉͔͇ * ͉ ͏͔͢͜ ͚͇͒ͦ͘͜͞ ͕͘ ͙͇͓͗͘͢ ͏͒͏ ͔͕͉͓͢ ͕͉͕͓͒͘ ) ̸͕͕͙͑͗ͣ͘ ͖͙͉͚͕͗͌͋͌ͥ͌͊͘͟͠ ͇͇͙͇͕͑͋͗͗͌͘ ͕͉͕͒͘ )
̺͕͔͔͑͗͌͐͘͢ ͕͋͜ ͌͒͘͏ ͇͙͑͏͉͔͇ * ͉ ͏͔͢͜ ͚͇͒ͦ͘͜͞ ͕͘ ͙͇͓͗͘͢ ͏͒͏ ͔͕͉͓͢ ͕͉͕͓͒͘ ) ̸͕͕͙͑͗ͣ͘ ͖͙͉͚͕͗͌͋͌ͥ͌͊͘͟͠ ͇͇͙͇͕͑͋͗͗͌͘ ͕͉͕͒͘ )






 ̮͇͖͕͗͊͗ ͘ )$’ ͕͕͙͑͗ͣ͘͘ ͖͕͇͋͞͏
̮͇͖͕͗͊͗ ͘ )$’ ͕͕͙͑͗ͣ͘͘ ͖͕͇͋͞͏ 




 ̮͇͖͕͗͊͗ ͘ ) ͔͕͉͇ͦ ͙͉͚͇͋͌͐ͥͦ͘͠ ͓͕͇͔͕͋͒ͣ ͕͕͙͑͗ͣ͘͘
̮͇͖͕͗͊͗ ͘ ) ͔͕͉͇ͦ ͙͉͚͇͋͌͐ͥͦ͘͠ ͓͕͇͔͕͋͒ͣ ͕͕͙͑͗ͣ͘͘
̸͕͕͙͑͗͘͏ ͉ ͖͕͇͇͋͑͋͗͜ 6$5 ͖͗͏ ͖͕͉͕͋͋͌ ͘ *
Основы
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
337 |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
#21
![]()
OFFLINE
danila master
- Пол:Мужчина
- Город:Беларусь, Новополоцк
Отправлено 26 Апрель 2014 — 18:22
Не совсем правильно описал что нужно. Надо чтоб г-образная ножка с неподвижным резцом зашла внутрь кольца закреплённого на поворотной оси , отграверовала, и потом вышла от туда нечего не задев. Как в Аркаме это сделать?
-
0
Ювелир
- Наверх
#22
![]()
OFFLINE
jdmmothers
Отправлено 21 Август 2014 — 11:03
Всем доброго дня суток. Кто может подсказать: делаю клише путем гравировки. На визуальном просмотре в арткаме он начинает гравировать все нормально. Но когда программу вывожу уже на станок, фреза или бор (без разницы) уезжает сначала в непонятном направлении, повреждая поверхность где находится текст, а потом начинает работать нормально. Может кто стаклкивался с таким и как это исправить. Заранее спасибо за помощь. Забыл сказать — гравер SUDA SD 3025.
-
0
- Наверх
#23
![]()
OFFLINE
Коллега
Коллега
- Пол:Мужчина
- Из:Магнитогорск
Отправлено 21 Август 2014 — 12:32
Всем доброго дня суток. Кто может подсказать: делаю клише путем гравировки. На визуальном просмотре в арткаме он начинает гравировать все нормально. Но когда программу вывожу уже на станок, фреза или бор (без разницы) уезжает сначала в непонятном направлении, повреждая поверхность где находится текст, а потом начинает работать нормально. Может кто стаклкивался с таким и как это исправить. Заранее спасибо за помощь. Забыл сказать — гравер SUDA SD 3025.
Были похожие ситуации правда на 2Д. Первое что нужно — разобраться что глючит первым, а причиной могут быть:
- Неправильное задание в Арткаме
- Некорректная запись на носители памяти
- Некорректные постпроцессы
- сбой в электронике считывающей информацию с носителя
- сбой в электронике станка
Если вы в арткаме все видите нормально, сохраните на USB проверьте через демопрограмки как идет Гравер/бор, если все норм дальше идем, правильно ли выбран постпроцессор (тут я вам не помощник, не разбираюсь что к чему… Гугл так сказать в помощь), если не помогло то начинается геморр — перепрошивка пульта, если не помогло то подозрения на электронику станка (тут я тоже не помошник)
Моя проблема решилась после перепрошивки пульта и одновременно с этим сменой USB флэшки…
Но у меня было 2Д и это мой личный опыт. У вас может быть все что угодно…
-
0
Станочек Jinan Quick CNC K45MT/2030
Spindle GDZ-125-5.5 ∅125×293 380v 5.5kW 10A 400Hz 24000 rpm
- Наверх
#24
![]()
OFFLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 21 Август 2014 — 12:41
Нет у этой Суды ни пультов не флешководов.
Отладьте работу порта, причина в этом скорее всего. Попробуйте спулить через Дропаут.
Ну обсуждали подобные выкрутасы данного станка здесь неоднократно.
-
0
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#25
![]()
OFFLINE
jdmmothers
Отправлено 21 Август 2014 — 20:05
Я на этом форуме новенький) форум по поиску ничего не выдал того, что нужно. Ком работает как и должен. Вывожу через artspool. А дропаут — пытался. Не видит порт.
-
0
- Наверх
#26
![]()
OFFLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 22 Август 2014 — 00:42
Есть вероятность, что Вы не верно работаете с КАМом (Арткамом, видимо). Звоните 89202538704 89202520010, подскажу.
-
0
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#27
![]()
OFFLINE
jdmmothers
Отправлено 29 Август 2014 — 11:18
Ребятки — ГРОМАДНОЕ СПАСИБО ЗА ПОМОЩЬ. Особенно уважаемому человеку под ником vv92. Созвонился, рассказали, пояснили помогли. Проблема была в артспуле. Запустил через дропаут выходной файл — станок заработал как часики!!! Еще раз спасибо всем!!! Сегодня пятница — пойду пить от радости)))
-
0
- Наверх
#28
![]()
OFFLINE
Mikh1
Mikh1
-

- Пользователи
-
- 2 сообщений
Абитуриент


- Из:Владимир
Отправлено 20 Ноябрь 2014 — 17:16
Добрый день!
Столкнулся с проблемой — Фрезерование кармана со стартом из предварительно просверленного отверстия. Фрезерование с наклонным врезанием в моем случае не подходит.
Подскажите поэжалуйста, как при фрезеровании кармана указать точку ( ранее просверленное отверстие) в которой необходимо опускать инструмент на глубину резания?
-
0
- Наверх
#29
![]()
OFFLINE
serzh147
serzh147
- Пол:Мужчина
- Из:Воронежская обл.
Отправлено 20 Ноябрь 2014 — 17:48
Малоинформативно. Первый абзац со вторым вообще связать не получилось… Чисто интуитивно я бы добавил строки G-кода в УП с обозначением нужных координат или первоначальных перемещений, если Вы об этом.
-
0
- Наверх
#30
![]()
OFFLINE
yaso73
yaso73
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
- Из:Новосибирск
Отправлено 20 Ноябрь 2014 — 17:50
Можно пойти от обратного,чем сильно упростить себе задачу:
Предположим,что стратегия 2DВыборка.Создаёте стратегию.Смотрите,откуда она врезается(там настройки в стратегии есть),выбираете «смещением»,а не «растром»(змейкой»).И в этой точке сверлитесь.Всё.
Тут ещё зависит от формы кармана и пр.,но в целом,последовательность может быть такая.
Если карман «хитрой» формы,то можно построить траекторию(векторами),по которой вырезать материал,который помешает работать на всю глубину.
Киньте сюда файл,проще будет объяснить.
Сообщение отредактировал yaso73: 20 Ноябрь 2014 — 17:53
-
0
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает — тот тратит время зря.
Хорошими делами прославиться нельзя.
- Наверх
#31
![]()
OFFLINE
Mikh1
Mikh1
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Из:Владимир
Отправлено 20 Ноябрь 2014 — 19:39
serzh147,
Нужно выфрезеровать карман ( прямоуголный паз) при этом опускать фрезу на глубину прохода нужно в просверленное отверстие.
Есть ли такая возможность, указать точку старта 2D выборки?
Прикрепленные изображения

-
0
- Наверх
#32
![]()
OFFLINE
serzh147
serzh147
- Пол:Мужчина
- Из:Воронежская обл.
Отправлено 20 Ноябрь 2014 — 21:04
Например:
Было-
%
T1M6
G0Z25.000
G0X0.000Y0.000S15000M3
G0X60.597Y34.776Z25.000
G1Z14.000F762.0
G1X158.882F2540.0
Y39.016
X60.597
Y43.256
X158.882 …
стало:
%
T1M6
G0Z25.000
G0X0.000Y0.000S15000M3
G0X100Y100Z25.000
G1Z14.000F762.0
G1X60.59Y34.776Z25.000
G1X158.882F2540.0
Y39.016
X60.597
Y43.256
X158.882 …
В моем случае координаты отверстия — х100, y100
Думаю смысл понятен.
Прикрепленные изображения
Сообщение отредактировал serzh147: 20 Ноябрь 2014 — 21:04
-
0
- Наверх
#33
![]()
OFFLINE
тот еще наладчик
тот еще наладчик
- Из:екатеринбург
Отправлено 20 Ноябрь 2014 — 21:10
если правильно понял , а если стратегию просчитать с подводом/отводом, поглядеть где вход фрезы и там уже прокалупонить отверстие
-
0
- Наверх
#34
![]()
OFFLINE
serzh147
serzh147
- Пол:Мужчина
- Из:Воронежская обл.
Отправлено 20 Ноябрь 2014 — 21:29
G0X100Y100Z25.000 G1Z14.000F762.0
Да, один момент. На этой строке скорость ещё подправить нужно до F2540(до Вашей рабочей)
если правильно понял , а если стратегию просчитать с подводом/отводом, поглядеть где вход фрезы и там уже прокалупонить отверстие
Отверстие может быть изначально привязано к заготовке в размер. Шансов попасть мало. Нужно смотреть ТЗ — почему именно такая последовательность обработки.
-
0
- Наверх
#35
![]()
OFFLINE
Катя
Катя
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Женщина
- Из:Первомайск
Отправлено 30 Март 2018 — 21:50
Добрый вечер. Проблема: режу модель лебедя. Использую «выбраный вектор» стратегию «смещение». Создала УП. Фреза врезается на «животе» лебедя там где зеленя точка вектора. Перемещаю зелену точку на клюв. Создаю новую УП, а фреза врезается в том же месте где и врезалась до этого. Как изменить начало врезки? Зарание спасибо. Работаю с САМ9.
-
0
- Наверх
#36
![]()
OFFLINE
yaso73
yaso73
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
- Из:Новосибирск
Отправлено 30 Март 2018 — 22:21
На лебедях всегда так. На воробьях с левой лапы врезается. На коршунах с крыла. На зябликах с груди.
И только на курах с глаза.
Орнитология. Против науки не попрёшь…
Это юмор такой.
Со стратегией «смещение» точку вырезки особо не изменить. Надо рисовать границы и пытаться так обмануть. Возможно поможет разбивка не несколько зон обработки.
Растром проще.
-
1
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает — тот тратит время зря.
Хорошими делами прославиться нельзя.
- Наверх
#37
![]()
OFFLINE
Михаил ….
Михаил ….
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Из:Кант
Отправлено 19 Май 2018 — 03:09
Всем доброго суток. Подскажите пожалуйста; ранее работал в арткаме 2008 2011. Сейчас стоит 2018 бабушку её. В опрос про начальную точку, в ранних версиях был пункт начальная точка. В новом его не могу найти…((( подскажите как в созданной УП выставить начальную точку траекторий для всех векторов что были написанны в данной УП.
Сообщение отредактировал Admin: 19 Май 2018 — 08:32
Переенсено
-
0
- Наверх
#38
![]()
OFFLINE
Михаил ….
Михаил ….
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Из:Кант
Отправлено 19 Май 2018 — 14:44
Всем спасибо. Разобрался. Вме гениальное просто просто чуть внимательнее . спасибо этому форуму. Много полезного ….
-
1
- Наверх
#39
![]()
OFFLINE
Денис Хаб
Денис Хаб
-
- Пользователи+
-
- 7 сообщений
Абитуриент
- Пол:Мужчина
- Из:Хабаровск
Отправлено 03 Апрель 2019 — 19:44
Доброго всем времени суток! Подскажите пожалуйста как переместить начальную точку входа фрезы, artcam 2012, делаю гравировку, после вычисления траектории, появляются узлы входа и направление реза, но не как не получается зеленую точку переместить , заранее всем спасибо!
-
0
- Наверх
#40
![]()
OFFLINE
vasa29
Отправлено 03 Апрель 2019 — 20:00
Правой кнопкой на вектор, редактирование узла, вставить начальный узел.
-
0
- Наверх