Дефекты литья. Недолив.
27.05.2022
Недолив – неполное заполнение литьевой формы расплавом полимера. Дефект возникает при проведении операций «впрыска» и/или «выдержка под давлением» по целому ряду причин различной природы. К примеру, это может быть как неудачно подобранный полимерный материал или несовершенство технологического процесса, так и конструктивная непроработанность литьевой формы.
На литьевой детали с дефектом недолива отсутствуют один или несколько элементов. В результате ухудшается эстетическое восприятие готового элемента, теряется его функциональное назначение. Ярким примером недолива является отсутствие зубцов на литьевой пластиковой вилке.
Альтернативное название: неполный впрыск
Международное название: short shot

Лопаты для снега.
(архив фотографий Сервисной службы EASTPLAST)
Характерные признаки и физические причины появления недолива
С наибольшей вероятностью дефект возникает в полостях сложной конфигурации, в местах завершения движения расплава по литьевой форме, а также глухих элементах, где затруднен отвод воздуха.
Наиболее вероятными причинами дефекта «недолив» становятся малые давление и скорость течения потоков расплавленного полимера по внутреннему объему литьевой формы, включая узкие труднодоступные полости.
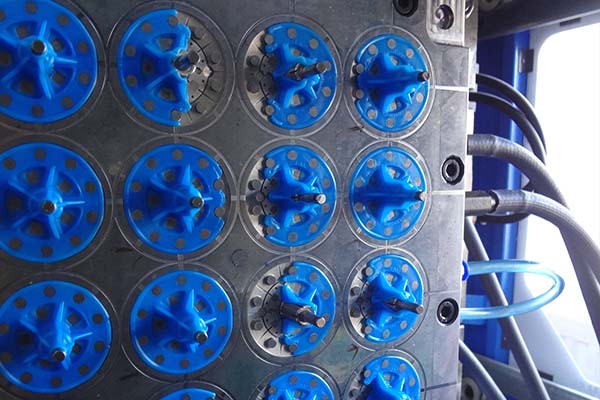
Недолив на некоторых дюбелях.
(архив фотографий Сервисной службы EASTPLAST)
Особенности материалов и/или технологических процессов, ставшие причиной дефекта «недолив» |
Методы их устранения |
|
Впрыск производится с недостаточным давлением |
Отрегулировать значение давления впрыска |
|
Маленькая скорость течения расплава на операции «впрыск» |
Скорректировать параметры операции «впрыск» – повысить скорость впрыска |
|
Доза впрыска слишком мала |
Увеличить объем полимера при наборе дозы |
|
Операция «выдержка под давлением» производится при недостаточном значении давления |
Увеличить значение давления «выдержки под давлением» |
|
Слишком короткое время впрыска или раннее время активации «выдержка под давлением» |
Скорректировать технологический процесс |
|
Низка температура материального цилиндра, ввиду чего, недостаточная текучесть полимера |
|
|
Слабый разогрев литьевой формы |
Поднять и контролировать температуру литьевой формы |
|
Недостаточное время «выдержки под давлением» |
Определить оптимальное время выдержки под давлением и внести необходимые изменения в технологический процесс |
|
Низкое значение ПТР полимера |
Использовать полимер с более высоким значением ПТР |

Недолив на детали сантехнического назначения.
(архив фотографий Сервисной службы EASTPLAST)
|
Конструктивные особенности литьевой формы, ставшие причиной дефекта |
Рекомендуемые мероприятия |
|
Малая толщина выступающих элементов и/или узкие полости препятствуют затеканию расплава полимера |
Изменить конструкцию литьевой формы в части увеличения/расширения геометрических размеров внутренних элементов и полостей |
|
Затруднённое воздухоудаление из внутреннего объема литьевой формы |
Внести изменения в конструкцию, чтобы обеспечить свободное удаление воздуха |
|
Сопло впрыска имеет слишком маленький диаметр |
Использовать сопло с большим сечения впускного отверстия |
|
Малое сечение литников |
Изменить конструкцию литьевой формы в части увеличения сечения литниковых каналов, а при необходимости изменить их конфигурацию |
|
Неудачная конструкция впускного канала |
Доработать узел впускного канала литника |
|
Слабая конструктивная проработка литниковой системы* *– для многогнездных форм |
Сбалансировать многогнездную форму для оптимизации течения потоков расплава полимера по внутреннему объему формы |
|
Износ запорного кольца шнека. |
Заменить |

Детали электротехнического назначения.
(архив фотографий Сервисной службы EASTPLAST)

Полка сборной этажерки.
(архив фотографий Сервисной службы EASTPLAST)
Сократить вероятность появления недолива изделия частично позволяет использование термостатов. О назначении, устройстве и принципе работы термостата для пресс-форм в статье: https://east-plast.ru/stati/ustroistvo-naznachenie-i-princip-raboti-termoststa-dlya-press-form
Дефекты литья и пути их устранения
Разработка
оптимальной технологии изготовления
литья с заданными качественными
показателями и эксплуатационными
свойствами является важной научно-технической
задачей.
Для
решения поставленной задачи необходимо:
дать определение различных видов
дефектов; выявить влияние различных
технологических факторов на образование
различных литейных дефектов и
разработать методы их устранения.
Большинство
эксплуатационных и качественных
показателей отливок формируются во
время затвердевания расплава в литейной
форме.
Формирование
качественных показателей отливок —
результат протекания гидродинамических,
диффузионных, усадочных, фильтрационных,
деформационных физико-химических и
других процессов.
Затвердевание
отливок обусловлено отводом теплоты
от расплава в литейную форму. При
затвердевании и охлаждении расплава
зарождаются и растут кристаллы. Этот
процесс сопровождается диффузионным
перераспределением химических элементов,
растворенных в жидком металле, между
твердой и жидкой фазами, что приводит
к неоднородности химического состава
отливок.
Фильтрация
жидкого металла между растущими
кристаллами металла вызывается объемной
усадкой усадки металла. Неполнота
фильтрации приводит появлению
газоусадочной и усадочной пористости
в отливке.
Тепловой
режим литейной формы является основным
фактором формирования качественных
показателей и эксплуатационных свойств
отливок: величину зерен, наличие в
отливке холодных и горячих трещин,
усадочной пористости, газовых дефектов
и других показателей качества.
Все
дефекты отливок по своим признакам
подразделяются на следующие основные
группы:
искажение
формы, несоответствие размеров и массы
отливки; дефекты поверхности; “несплошности“
в теле отливки; включения; несоответствие
состава, структуры и свойств.
К
дефектам искажающих форму и размеры
отливок, относятся: недолив, неслитина,
раздутие, разностенность, перекос,
коробление.
Дефекты
поверхности отливок: пригар, спай,
ужимина, нарост, залив.
“Несплошности”
в теле отливки: горячие и холодные
трещины, ужимины.
К
включениям относятся дефекты: металлические
и неметаллические включения, корольки.
Недолив
Недолив
– дефект в виде неполного образования
тела чугунной отливки вследствие
частичного незаполнения полости литейной
формы металлом. Дефект обнаруживается
в результате внешного осмотра отливок
(рис.21).
Недолив
вызывается низкой жидкотекучестью
металла, неправильным проектированием
литниковой системы.
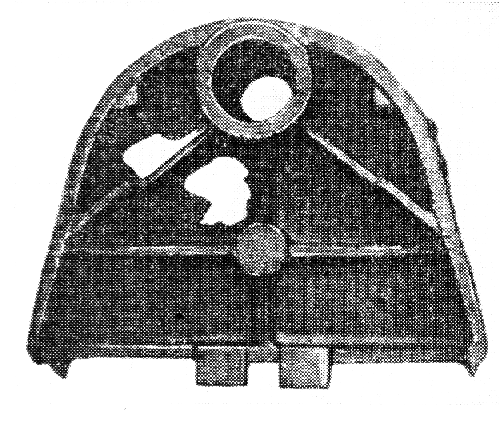
Рис.21.
Недолив в результате недостаточной
жидкотекучести
Несоответствие
размеров и формы
Несоответствие
размеров и формы вызывается: неисправностью
модельно — стержневой оснастки; деформацией
литейных стержней; износом модельно-стержневой
оснастки в процессе эксплуатации.
Дефект выявляется при измерениях
универсальным измерительным инструментом,
контрольными шаблонами или путем
механической обработки.
Неслитина
Неслитина
— это дефект в виде отверстия произвольной
формы в тонкой стенке чугунной отливки,
образовавшейся вследствие неслияния
металла при его заливке.
Основными
причинами образования неслитины:
— низкая
температура заливаемого металла;
— низкая
скорость заполнения формы жидким
металлом;
—
нарушения изготовления технологии
изготовления формы;
—
нарушения технологического процесса
заливки.
Раздутие
Раздутие
— местное утолщение стенки отливки,
расположенных в местах малоуплотненных
стенках литейной формы. Раздутие —
типичный дефект отливок, изготавливаемых
в сырых литейных формах с недостаточной
степенью уплотнения.
Коробление
Коробление
— дефект в виде искажения конфигурации
отливки под влиянием напряжений,
возникающих при охлаждении, а также
вследствие нетехнологичности отливки.
Основными причинами коробления отливок
являются внутренние напряжения,
возникающими вследствие неравномерной
усадки толстых и тонких отливок, а также
вследствие сопротивления усадке со
стороны материала формы и стержней.
Для
предупреждения коробления отливок:
необходимо конструировать отливки
таким образом, чтобы обеспечить
равномерное охлаждение всех сечений
отливки.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Неслитины и недоливы
Движение металла в форме
Важнейшим условием получения годной отливки является заполнение расплавленным сплавом всей полости литейной формы. Способность сплава заполнять форму зависит от свойств расплава, материала формы и конфигурации полостей, по которым он протекает.
При заливке тонкостенных и крупногабаритных деталей в процессе заполнения формы может произойти остановка потока расплава в полости формы. В таком случае отливка получится недолитой или с другими дефектами. Возможность остановки расплава в форме связана с интенсивностью охлаждения, величиной интервала кристаллизации сплава и характером его первичной кристаллизации в реальных условиях литья.
По мере затвердевания количество твердой фазы увеличивается, а жидкой уменьшается. В общем случае в затвердевающей отливке различают три зоны — полностью затвердевшую; двухфазную, состоящую одновременно из жидкой и твердой фаз, и жидкую. Жидкий расплав способен течь в форме и при содержании в нем до 20—30%. твердых кристаллов. Однако жидкотекучесть его при этом значительно снижается. Степень снижения жидкотекучести зависит от формы частиц твердой фазы. В сплавах, у которых разница в температурах начала и конца затвердевания велика, образуются разветвленные кристаллы — дендриты. Последние сильно тормозят течение расплава, который перестает течь при максимальном содержании в нем твердой фазы около 20%. Такое явление характерно, например, для сталей. Расплавы, содержащие частицы твердой фазы с малоразвитой поверхностью, перестают быть жидкотекучими при содержании твердой фазы до 30% но весу.
При заливке сплавов с малым интервалом температур кристаллизации на поверхности стенок каналов формы нарастают затвердевшие корочки, при этом сечение канала постепенно уменьшается и в определенный момент течение расплава прекращается. В процессе заливки сплавов с большим интервалом затвердевания и при малой скорости их охлаждения температура в передней части потока может стать меньше температуры начала затвердевания. Тогда в этом месте образуется твердая фаза, которая тормозит и, в конце концов, останавливает весь поток. В этом случае твердая корочка па стенках канала образоваться не успевает. Причиной остановки потока расплава в форме может быть также сочетание обоих рассмотренных явлений. Температуру, при которой расплав теряет жидкотекучесть, называют температурой нулевой текучести. Сравнением жидкотекучести различных сплавов при одинаковом их перегреве над температурой нулевой текучести установлено, что она тем больше, чем меньше интервал затвердевания.
Способность формы отнимать тепло у сплава определяется ее охлаждающей (теплоаккумулирующей) способностью. Формы, изготовленные на основе смесей с малой теплоаккумулирующей способностью медленнее отводят тепло, и расплав заполняет их лучше. Металлическую форму расплав заполняет хуже вследствие ее высокой теплоаккумулирующей способности. Уменьшение интенсивности охлаждения расплава стенками формы дает возможность либо предотвращать образование корочки при заполнении формы, либо увеличивать время, необходимое для достижения расплавом температуры потери жидкотекучести. Форма при заливке прогревается сильнее в тех местах, через которые прошло больше расплава, в менее прогретых местах расплав остывает быстрее.
Между текущим расплавом и формой возникает трение, оказывающее механическое сопротивление течению. Коэффициент трения расплава о форму снижается с уменьшением шероховатости рабочей поверхности формы. Считается, что у сырой формы он меньше, чем у сухой. Введение в формовочную смесь специальных добавок и их окраска существенно уменьшают коэффициент трения. Значение трения особенно возрастает при течении расплава через каналы литниковой системы или узкие полости тонкостенных отливок, а также при изменении направления потока.
Технологический режим заливки литейной формы должен обеспечить получение годной отливки с четкими контурами, без каких либо нарушений сплошности металла. Практически это достигается выбором длительности заливки, температуры заливаемого сплава, конструкции литниковой системы, материала формы и оптимального положения в ней отливки. Сплав, перегретый выше температуры начала затвердевания, рассматривают как жидкость. Поэтому наиболее распространенные формулы для определения суммарной площади питателей отливки построены на основе законов гидравлики. Длительность заливки определяют по различным эмпирическим формулам,
При использовании подобных формул и при тщательном соблюдении технологии толстостенные отливки получаются с четким контуром.
Однако при производстве тонкостенных и сложных отливок с развитой поверхностью может произойти преждевременное затвердевание отдельных их частей с нарушением сплошности и образованием неслитин различных типов.
Неспаи.
Неспаем называют сквозную или поверхностную с закругленными краями щель или углубление в теле отливки, образованные неслившимися потоками преждевременно застывшего металла. Неспаи образуются в тех частях отливки, которые удалены от питателей, так как расплав поступает в них сильно охлажденным, с окисленной и загрязненной поверхностью. В зависимости от конструкции отливки и условий ее заливки неспаи могут иметь разнообразную форму.
Неспаи в виде сквозных отверстий образуются главным образом на протяженных горизонтальных стенках толщиной до 30 мм или на вертикальных стенках меньшей толщины. Они могут возникать и в нижних частях формы, где действует значительный металлостатический напор. Неспаи, могут быть сквозными и поверхностными; они возникают в месте перехода вертикальной стенки в горизонтальную, когда при заливке резко увеличивается площадь зеркала жидкого металла и соответственно падает скорость его подъема. Длина подобных неспаев бывает весьма велика.
Сквозные неспаи, возникают на горизонтальных стенках отливок малого сечения. Линия неспая, достигающая иногда большой длины, воспроизводит форму потоков жидкого металла. Поверхностные неспаи имеющие форму извилин небольшой длины, появляются в массивных частях отливки. Они образуются из-за малой скорости подъема металла или его интенсивного охлаждения. Если глубина подобных неспаев не превышает величины припуска на механическую обработку, то отливки не бракуют. При прерывистой заливке и неравномерном поступлении металла в форму иногда возникают скрытые неспаи. На участках отливки, охлаждающихся металлическими холодильниками. Глубина их достигает 15—30 мм, что значительно превышает величину припуска на механическую обработку.
Образование неспаев вызвано преждевременным затвердеванием расплава в форме. Поэтому для исключения их образования необходимо, чтобы температура расплава в любом месте формы в процессе заливки не была ниже температуры нулевой жидкотекучести, при которой поток расплава может остановиться. Остановившийся участок потока начинает быстро затвердевать, а его поверхность окисляется. Если этот, начинающий затвердевать участок отливки не будет расплавлен за счет теплоты перегрева металла, продолжающего поступать в форму при заливке, то в месте их контакта образуется неспай.
Значительное сопротивление движению расплава создают образующие при окислении его компонентов в форме тугоплавкие окислы, например окислы хрома и алюминия. В железоуглеродистых сплавах они могут возникнуть при содержании более 0,15% алюминия или 0,5% хрома. Окисные плены способствуют образованию неспаев в отливках. Для механического разрушения плен и улучшения заполнения формы необходимо резко увеличить скорость движения потока расплава. Однако отдельные части окисных плен заносятся протекающим расплавом в полость формы, оседают в ней и в виде неметаллических включений остаются в отливке, способствуя образованию в ней других дефектов. В большинстве случаев резко увеличить скорость заливки формы не представляется возможным. При недостаточной вентиляции формы противодавление газов, находящихся в ней, движущемуся металлу может быть значительным и вызвать замедление движения расплава, в результате отливка получится с неспаями.
Одной из причин появления в отливках причин является неправильное использование жеребеек. Форма и сечение жеребейки должны обеспечивать полное ее расплавление в теле отливки и удаление газов, образующихся вокруг нее в расплавленном металле. При неполном расплавлении жеребеек возникает дефект, называемый непроваром жеребеек.
Недолив.
При значительном незаполнении формы резко искажается конфигурация отливки, меньшее незаполнение приводит к различным искажениям контуров и размеров отдельных частей отливки или образованию недоливов.
Недоливом называют дефект отливки, выраженный в отсутствии ее части, расположенной главным образом в верхней по заливке зоне или в местах, наиболее удаленных от питателей.
Иногда конфигурация отливки выполнена, но внешние грани или углы получились несколько округленные — заваленные. Такой дефект называют недоливом острых кромок. Недолив обычный обнаруживают сразу же после извлечения отливки из формы, незаполнение углов и ребер — после очистки. Так же, как и возникновение неспаев, образование недоливов зависит от характера заполнения формы расплавом. Если запаса тепла расплава достаточно для того, чтобы в процессе заполнения формы не произошло остановки потока, недолива не будет. Образовавшийся недолив (обычный) характеризуется окисленной поверхностью и закругленными торцами стенок.
Существуют и другие причины образования рассматриваемых дефектов. Так, иногда не удается точно рассчитать количество жидкого расплава, необходимого для заливки формы. Образующийся при этом недолив (недолив грубый) характеризуется острыми краями недолитых стенок. Верхние уровни металла в отливке и в литниковой системе расположены в одной горизонтальной плоскости (как в сообщающихся сосудах).
Специфической причиной недолива может быть также утечка металла в разъем формы, внутреннюю полость стержня или через разрушенный участок формы. Такой недолив (уход) имеет вид углубления, края которого могут выступать в виде заусенцев, примыкающих непосредственно к поверхности формы. Иногда на поверхности углубления заметны оплавившиеся дендриты. Дефект может образоваться внутри отливки, тогда она окажется пустотелой. В большинстве случаев подобные дефекты сопровождаются различными приливами.
Утечка металла по разъему из заполненной формы может произойти при слабом скреплении опок или недостаточной их загрузке. При использовании пустотелых стержней возможна утечка металла в их внутреннюю полость. Это происходит при плохом соединении отдельных частей стержня и наличии между ними зазоров; при недопустимо больших зазорах между полостью формы и открытыми торцовыми частями стержня; нарушении целостности отдельных участков пустотелых стержней из-за их недостаточной механической прочности при сушке или твердении. Подобные недоливы могут возникнуть вследствие местных разрушений и обвалов участков формы после заполнения их металлом. Недоливы возможны также из-за утечки металла из наиболее массивных, а следовательно, позже затвердевающих частей отливок при преждевременном раскрытии формы.
Специфической причиной недолива острых углов и ребер может быть плохое смачивание расплавом формы. При заливке массивных и малоразветвленных отливок плохая смачиваемость формы расплавом оказывает незначительное влияние. Однако плохая смачиваемость формы расплавом при производстве разветвленных и тонкостенных отливок может привести к незаполнению узких каналов, полостей и острых углов. В результате отливка получается с дефектом — недоливом острых углов и ребер.
Королек.
При заливке формы струя расплава, попадая на ее стенку, разбрызгивается и в начальный момент образуются и затвердевают отдельные его капли. Эти капли попадают в поток расплава и снова расплавляются. В отдельных случаях затвердевшие капли не расплавляются и вызывают возникновение дефекта — королька. Корольком называют металлическое включение того же состава, что и отливка. В большинстве случаев включение окружено металлом.
Возникновение корольков наиболее вероятно при заливке тонкостенных отливок в сырых песчано-глинистых формах, а также при использовании постоянных металлических форм. Однако подобные дефекты встречаются даже в массивных отливках, получаемых в сухих формах. Это объясняется тем, что образовавшиеся в процессе заливки твердые металлические капли быстро покрываются пленками окислов. Последние, обладая более высокой температурой плавления, чем основной сплав, при быстром охлаждении отливки препятствуют повторному расплавлению королька. Кроме того, при попадании королька в основную массу расплава окисные пленки способствуют газообразованию. Так, в чугунных отливках состоящая из окислов железа пленка реагирует с углеродом, при этом вокруг королька образуется газ — окись углерода. В результате образования газовой оболочки корольки часто оказываются в газовой оболочке. Вместе с газовой оболочкой корольки могут быть вынесены в верхнюю часть формы и оказаться г открытых раковинах на поверхности отливки.
Способы предотвращения неслитин и недоливов.
Неспаи. Для предотвращения образования неспаев необходим тщательный выбор длительности заливки отливок, которая зависит от температуры расплава, его химического состава, конфигурации отливки, теплофизических свойств материала и формы. Эти факторы не являются постоянными, а непрерывно изменяются в процессе заливки. В результате теоретическое определение длительности заливки реальных отливок с учетом охлаждения металла в форме связано с большими трудностями.
От длительности заливки формы зависит возможность образования других дефектов, например пригара, ужимин, усадочных и газовых раковин, размывов и т. д. Поэтому, для массивных отливок, в которых образование неспаев маловероятно, длительность заливки определяют обычно исходя из возможности образования именно этих дефектов. Однако при производстве отливок относительно тонкостенных с развитой поверхностью неспаи являются одним из основных дефектов. Поэтому при определении длительности заполнения необходимо учитывать условия охлаждения расплава в форме.
Для облегчения анализа условий заполнения полостей различных форм, встречающиеся на практике случаи можно свести к нескольким схемам. При заполнении горизонтальных тонких плит фронт потока расплава при своем продвижении заполняет все сечение полости.
Увеличение длины и веса плиты вдвое не должно сопровождаться увеличением длительности заливки, так как увеличение длительности заливки при неизменном сечении канала приведет к остановке потока расплава до заполнения формы по всей длине, а если форма зальется, то получится неспай в отливке. При заливке плит с платиками и ребрами длительность заливки может быть значительно увеличена. В таких отливках расплав, протекая по форме, сливается в различные ребра, платики,
промежуточные стенки и другие части отливки, расположенные на его пути (рис. 64). Вследствие этого наиболее холодная затвердевающая головная часть потока исключается из дальнейшего движения, а последующие, более горячие порции расплава получают возможность пройти больший путь.
Аналогичные явления происходят в отливках с вертикальными и горизонтальными стенками. При достаточном числе вертикальных стенок холодный металл будет в них сливаться, форма прогрета и хорошо заполнится более горячим металлом.
Даже при минимальной длительности заливки задержка расплава на гребне болвана может привести к образованию неспаев и других дефектов. Нижняя часть детали со стороны, противоположной питателям, заполняется сверху, с гребня болвана, на этом участке могут быть захвачены пузырьки воздуха и образоваться газовые раковины и ужимины-борозды. На верхней части отливки над гребнем болвана могут возникнуть ужимины и неспаи. Для предотвращения подобных дефектов необходимо выбирать такое положение детали при заливке, при котором не было бы остановки металла. В отдельных случаях разделенные части отливки следует соединять технологической связкой (на схеме показана тонкими линиями).
Существенное влияние на образование неспаев может оказать давление газа в форме, причем наибольшую опасность представляют газы, выделяющиеся из стержней, особенно малых сечений. Резкое повышение давления газа в таких случаях увеличивает длительность заливки, а следовательно, увеличивает опасность образования неспаев. Для их устранения при разработке технологии необходимо предусматривать возможность достаточной вентиляции стержней и формы, располагать стержни большим знаком вверх и т. д.
Одним из способов предотвращения неспаев является повышение жидкотекучести сплава. Так, жидкотскучесть чугуна можно увеличить повышением содержания фосфора. Жидкотекучесть стали также увеличивается с повышением содержания в ней углерода и кремния. Однако использование этого способа ограничено в связи с невозможностью в большинстве случаев значительно изменять химический состав сплава в производственных условиях.
Улучшить наполняемость литейной формы можно и повышением температуры заливки. Однако при этом возможно появление других дефектов, например усадочных раковин. Заполняемость формы ухудшается при наличии в расплаве большого количества неметаллических включений. Поэтому сплав должен быть хорошо раскислен, достаточно перегрет и выдержан перед заливкой. Металлические формы, отличающиеся высокой охлаждающей способностью, перед заливкой должны быть подогреты до температуры 200—400 С. При изготовлении относительно тонкостенных и крупных отливок, например цилиндров компрессоров в сухих формах, формы рекомендуется подогревать.
Заполняемость формы улучшается в результате покрытия ее поверхности литейной краской и различными припылами. Так, при изготовлении отливок их хромистых сталей, склонных к об разованию окисных плен и неспаев, наиболее эффективно покрытие форм на основе углеводородов, менее эффективны сульфитный щелок + силикокальций; сульфитный щелок, искусственная смола + спирт.
Непровар жеребеек. Для лучшего расплавления чугунной жеребейки в ней должно быть повышенное (до 0,6%) содержание фосфора, понижающего температуру плавления. Однако при слишком низкой температуре плавления они могут не выдержать веса стержней, что приведет к возникновению других дефектов. Жеребейки должны расплавляться к моменту образования на отливке корки затвердевшего металла.
Масса жеребеек должна быть не слишком большой во избежание быстрого затвердевания сплава вокруг них. На поверхности жеребеек недопустима коррозия, для защиты от которой на них наносят различные покрытия толщиной 0,001—0,002 мм. В качестве покрытия используют олово и его сплавы ПОС18 и ПОС30, фосфатирование, краски па основе алюминиевой пудры, цинкование, никелирование.
Недоливы. Практические рекомендации по предотвращению недоливов и неспаев во многом схожи. Пропускная способность и конструкция литниковой системы должны обеспечить необходимую скорость заполнения формы. При выборе литниковой системы следует предусматривать подвод металла к участкам отливок наименьшего сечения. Стенки малого сечения следует располагать в форме вертикально или наклонно.
При производстве стальных отливок вместо литниковых чаш рекомендуется применять литниковые воронки без фильтровальных сеток. При заливке стали из стопорного ковша можно использовать литниковую систему без специальных шлакоулавливающих элементов. Для уменьшения тепловых потерь в период до заливки в формы жидкий расплав покрывают в ковше слоем древесного угля и специальными шлаками; используют барабанные ковши вместо открытых, сокращают длительность передачи жидкого расплава от плавильного агрегата до места заливки путем применения механизированного и автоматизированного транспорта; используют тщательно высушенные и хорошо прогретые ковши; не допускают переливание расплава из одного ковша в другой и т. д.
Количество расплава в ковше должно соответствовать тому количеству, которое требуется для получения отливки с литниковой системой и прибылями; расплав необходимо заливать в форму непрерывно и равномерной струей; форма носика ковша должна обеспечивать круглое сечение струи расплава; литниковую чашу или воронку следует держать заполненной в течение всего времени заливки формы; ковш должен быть расположен над формой на высоте не более 100 мм для мелких форм и 200—300 мм для крупных; расположение литниковой чаши или воронки и размещение форм перед заливкой должны обеспечивать удобный доступ к ним с ковшом; конструкции заливочных приспособлений механизмов и машин должны обеспечивать свободное выполнение всех приемов заливки.
Недопустимо стремление увеличить скорость заливки формы путем повышения напора, т. е. повышения живой силы струи металла за счет большой высоты расположения ковша над формой. Сокращения длительности заливки в этом случае не происходит, так как большая часть живой силы падающей струи расходуется па создание вихревого движения расплава в литниковой чаще или воронке. Это неизбежно вызывает расплескивание расплава, разрушение формы и засасывание в нее газов и воздуха, что может привести к образованию новых дефектов.
Заполняемость формы улучшается при более тщательной отделке ее поверхности, окраске и припыливании. Желательно обеспечение тщательной вентиляции формы — устройство выпоров, вентиляционных каналов, повышение газопроницаемости формовочной смеси. Необходимо обеспечить плотное прилегание опок в собранной форме, чтобы не было утечки металла по разъему и в знаковые части стержней. С этой целью должны быть предусмотрены обжимные пояски, специальные прокладки, подрезка и т. д. Отдельные части формы плотно скрепляют между собой пли нагружают достаточным грузом, чтобы залитый в форму металл не приподнял верхнюю полуформу и не вытекал по разъему. Формы, имеющие серьезные дефекты, следует браковать.
Корольки. Появление корольков связано главным образом с несовершенным или неправильным режимом заливки отливок, или же неудачной конструкцией литниковой системы, обуславливающей раздробление струи расплава.
Для предупреждения образования корольков следует стремиться к тому, чтобы полость формы заполнялась спокойно, без разбрызгивания и завихрений сплава. При обмазке ковшей нужно тщательно выполнять форму его носика и следить за сохранением ее в процессе заливки. Ковши перед заполнением расплавом необходимо тщательно просушивать, а иногда и окрашивать огнеупорной краской. Для предотвращения удара струн металла в начале заливки носик ковша ближе подводят к литниковой чаше или воронке.
При конструировании литниковой системы необходимо, чтобы была требуемая скорость движения расплава, не было резких сужений его потока, а также ударов под прямым углом на стенки формы или стержня.
Наиболее трудно предупредить образование корольков при заливке сверху и применении дождевой литниковой системы. Последнюю рекомендуется применять только для заливки сухих форм, конструкция которых обеспечивает свободное падение струи металла. При изготовлении особо крупных отливок рекомендуется использовать комбинированную заливку — сначала вводить в действие сифонную литниковую систему, а затем —дождевую. При этом возможность разбрызгивания расплава сводится к минимуму.
С целью уменьшения вероятности образования окисных пленок на поверхности капель расплава рекомендуется создавать в форме восстановительную атмосферу путем введения в формовочную смесь углеродистых добавок. Следует избегать также общего и местного переувлажнения литейной формы. Нужно тщательно раскислять металл и предотвращать его окисление при выпуске в ковш и при разливке.
Содержание страницы
- 1. КЛАССИФИКАЦИЯ ЛИТЕЙНЫХ ДЕФЕКТОВ
- 1.1. Первая группа дефектов – несоответствие по геометрии
- 1.2. Вторая группа дефектов – дефекты поверхности
- 1.3. Третья группа дефектов – несплошности в теле отливки
- 1.4. Четвертая группа дефектов – включения
- 1.5. Пятая группа дефектов – несоответствие по структуре
Причины образования дефектов в отливках так же, как и методы их предотвращения, всегда были в центре внимания специалистов – литейщиков. Большое разнообразие дефектов затрудняет установление механизма их образования, поэтому существуют различные объяснения возникновения дефектов.
Сложность технологического процесса изготовления отливок, влияние на него многих факторов и их взаимного влияния приводит к появлению литейных дефектов, число которых по разным оценкам составляет несколько десятков. Ряд литейных дефектов рассмотрен в других разделах этого учебного пособия, далее предлагается рассмотреть классификацию литейных дефектов согласно ГОСТ 19200–80, а также обобщенные литературные данные и практический опыт литейного производства по выявлению причин образования основных дефектов и их устранению.
Качество отливок формируется на всех этапах производства, начиная с проектирования отливок и их технологической разработки. Умение выбрать оптимальный сплав, разработать технологичную отливку определяют большую возможность получения качественной отливки. Особенно ответственным является этап проектирования технологического процесса. Технолог, который правильно расположил отливку в форме, сконструировал литниковую систему с холодильниками, питателями, прибылями и т. п., т. е. создал условия для направленной кристаллизации, обеспечивает получение плотного металла отливки.
Не меньшее значение для получения качественных отливок имеют правильно выбранные параметры технологического процесса: температура и скорость заливаемого металла, составы формовочных и стержневых смесей, режим термической обработки и т. д. Отсутствие дефектов в отливках во многом зависит от самих производственников: формовщиков, стерженщиков, плавильщиков, заливщиков и мастеров, которые руководят участками литейного цеха. От их умения, опыта, четкого выполнения технологической дисциплины зависит качество отливок. Оптимально разработанная технология и ее безупречное выполнение могут иметь успех только при использовании стабильных и качественных исходных материалов (металл, формовочные пески, связующие и др.).
Повышение требований потребителей к качеству отливок по составу, структуре должно быть неразрывно связано с аналогичным изменением требований к исходным материалам. Особая требовательность должна предъявляться к материалам металлозавалки – чугуну, ферросплавам, металлическому лому и т. д., которые в первую очередь определяют материал отливки. Практикой установлено, что традиционный контроль шихтовых материалов по содержанию углерода, кремния, марганца, серы и фосфора недостаточен. Не только эти элементы определяют качество будущей отливки. Во многих случаях необходимо контролировать содержание кислорода, азота, водорода, теллура, селена, сурьмы и других микропримесей, которые оказывают большое влияние на структурообразование отливок. То же самое относится и к контролю формовочных и стержневых смесей. Полный и комплексный контроль всего процесса получения отливки, начиная с ее проектирования и кончая финишными операциями, тщательный анализ возникающих дефектов и причин, их порождающих, – главное условие резкого снижения брака отливок и повышения их качества.
1. КЛАССИФИКАЦИЯ ЛИТЕЙНЫХ ДЕФЕКТОВ
По классификации ГОСТ 19200–80 все литейные дефекты разделены на пять групп:
1) несоответствие по геометрии – 14 дефектов;
2) дефекты поверхности – 13 дефектов;
3) несплошности в теле отливки – 16 дефектов;
4) включения – 3 дефекта;
5) несоответствие по структуре – 4 дефекта.
1.1. Первая группа дефектов – несоответствие по геометрии
1. Недолив – дефект в виде неполного образования отливки вследствие незапалнения полости литейной формы металлом при заливке (рис. 1).
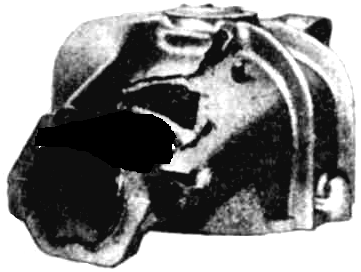
Рис. 1 Недолив в результате недостаточной жидкотекучести (холодный металл)
Дефекты этого типа расположены обычно в наиболее удаленных от питателя частях отливки и характерны для тонкостенных отливок сложной конфигурации. Они образуются при заливке металла с недостаточной жидкотекучестью.
Жидкотекучесть. Жидкотекучесть определяет способность расправленного металла заполнять и точно воспроизводить полость литейной формы. Она не является чисто физическим свойством и в большой мере зависит от физико-химических свойств металла и формы. Некоторые железоуглеродистые сплавы имеют настолько низкую жидкотекучесть, что иногда ею определяется возможность получения конкретной отливки. Принято считать металл жидкотекучим не только тогда, когда он находится в подвижном состоянии, но и во время его кристаллизации.
Течение металла продолжается до тех пор, пока его температура не достигнет так называемой температуры нулевой жидкотекучести. Исследования А. А. Бочвара показали, что вещество в температурном интервале кристаллизации может быть в двух состояниях – жидкотвердом и твердожидком. В жидкотвердом состоянии кристаллизующаяся система имеет определенную подвижность, не зависящую от количества содержащихся в ней твердых кристаллов. Под действием силы тяжести металл, находящийся в таком состоянии, принимает форму сосуда, в котором он находится. В твердожидком состоянии металл подобен твердому телу, т. е. не изменяет свою форму. Форма металла может изменяться только в результате объемной и линейной усадок в соответствии с коэффициентом теплового расширения металла или в результате фазовых превращений. Точное значение температуры нулевой жидкотекучести зависит от многих факторов, важнейшими из которых являются состав сплава, металлостатический напор, толщина стенки отливки и др. Жидкотекучесть металла во время его кристаллизации, т. е. в интервале от температуры ликвидуса до температуры нулевой жидкотекучести, очень мала. Поэтому в таком интервале заполнение металлом, особенно сталью и доэвтектическим чугуном, практически невозможно. Это связано с исключительно широко разветвленными первичными кристаллами аустенита. Даже незначительное количество взаимно переплетенных аустенитных кристаллов (примерно 10–15 %) настолько снижает жидкотекучесть, что сплав приобретает свойства нетекучего твердого тела. Эвтектический чугун обладает значительно большей подвижностью при кристаллизации. Кристаллизация аустенито-графитовой (аустенито-цементитной) эвтектики сопровождается образованием компактной твердой фазы, значительно меньше отражающейся на подвижности сплава, чем первичный аустенит. Состояние нулевой жидкотекучести наблюдается при содержании в объеме металла 35–40 % эвтектичных кристаллов.
В производстве перед заливкой металл перегревают для того, чтобы, будучи залитым в форму, он имел температуру выше линии ликвидуса. Подвижность такого металла обеспечивает заполнение формы. На рис. 2 показано влияние состава железоуглеродистых сплавов на жидкотекучесть.
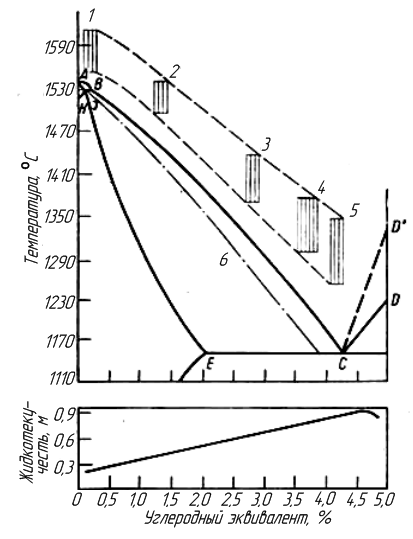
Рис. 2. Влияние состава железоуглеродистых сплавов на их жидкотекучесть и рекомендуемые температуры заливки сплавов: 1 – углеродистая сталь; 2 – графитизированная сталь; 3 – ковкий чугун; 4 – модифицированный серый чугун; 5 – серый чугун; 6 – нулевая жидкотекучесть
Линия А–В–С – линия ликвидуса, линия A–Н–J–Е–С – линия солидуса. Двумя штриховыми линиями показаны рекомендуемые температуры заливаемых сплавов. Как видно из рисунка, жидкотекучесть железоуглеродистых сплавов увеличивается с возрастанием углеродного эквивалента до Сэкв = 4,7÷4,8. Отсюда следует, что черные металлы в зависимости от их состава имеют большую или меньшую склонность к образованию дефектов при недоливах. Это необходимо иметь в виду во время конструирования отливок. Если конструктор спроектировал сложную стальную отливку тонкостенной, то можно ожидать брак по недоливу. В процессе изготовления той же отливки из ковкого или магниевого чугунов с механическими свойствами, близкими к свойствам стали, этот дефект можно устранить или свести к минимуму. Многолетний производственный опыт показывает, что процент брака по недоливу отливок со средней массой 1–2 кг и толщиной стенок 3–5 мм в случае использования ковкого чугуна КЧ 33–8 составляет 0,2–0,5 %, стали 10Л до 30Л ≈ 40 %. На рис. 2 видно, что наибольшей жидкотекучестью обладают чугуны с высоким значением углеродного эквивалента, у них также шире рекомендуемый температурный диапазон заливки. Повышение температуры заливки увеличивает жидкотекучесть всех сплавов (рис. 3).
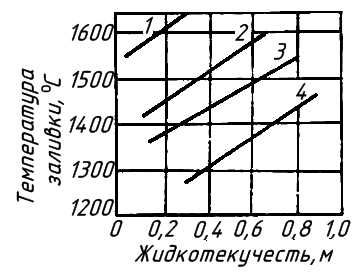
Рис. 3. Влияние температуры заливки на жидкотекучесть стали и чугуна: 1 – сталь; 2 – графитизированная сталь; 3 – ковкий чугун; 4 – серый чугун
Из этого следует, что для улучшения заполняемости формы следует увеличивать температуру заливаемого сплава. К сожалению, использование такого приема не всегда возможно, так как оно сопряжено со многими техническими и организационными трудностями. Например, сталь заливают при высокой температуре, что требует изготовления формы из высокоогнеупорных материалов. В противном случае, возможен брак по химическому и механическому пригару, увеличивается склонность к образованию в отливках усадочных и газовых раковин и др. Не меньшее значение имеют организационные трудности. Так, если принять решение заливать какую-то отливку металлом с температурой выше обычной для цеха, то будет необходимо организовать доставку новых материалов для форм и стержней, перепроектировать литниковую систему и выполнить другие мероприятия. Неудобства, возникающие от таких частных решений, в массовом производстве очевидны.
Если требуется изготовлять небольшие тонкостенные стальные отливки со сложной конфигурацией, то применяют литье по выплавляемым моделям. В этом случае высокая температура формы компенсирует малую жидкотекучесть стали.
Определенное влияние на жидкотекучесть оказывает содержание кремния и фосфора в железоуглеродистых сплавах (рис. 4).
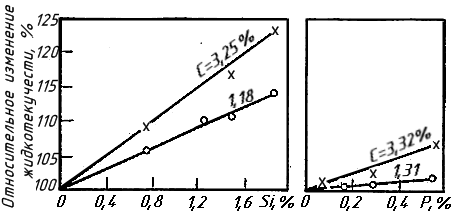
Рис. 4. Влияние кремния и фосфора на жидкотекучесть чугуна и стали
Особенно это проявляется при заливке чугуна. Кремний и фосфор смещают положение точек С и Е диаграммы состояния Fe –С влево в область пониженной концентрации углерода, отчего увеличивается углеродный эквивалент. Влияние этих элементов с достаточной для практики точностью можно определить по уравнению Сэкв = С + 0,3Si + 0,5Р. Фосфор образует низкоплавкие фосфидные эвтектики (Fe + Fe3P) и (Fe + Fe3P + Fe3C), с появлением которых линия нулевой жидкотекучести смещается в область пониженных температур. Таким образом, увеличивается температурный интервал, в котором металл имеет жидкотекучесть, достаточную для заполнения полости литейной формы.
Присутствие газов в металле также снижает жидкотекучесть. Это связано, прежде всего, с образованием оксидов и нитридов, которые повышают вязкость чугуна и стали. На жидкотекучесть влияют факторы, связанные с процессом заливки жидкого металла и с конструкцией литейной формы. В литейных ковшах барабанного типа вместимостью 0,8–1,5 т температура жидкого металла понижается в среднем со скоростью 3–5 °С в минуту, а в открытых ковшах такой же вместимости – 4–5 °С в минуту. Значительно быстрее остывает металл в ковшах вместимостью до 500 кг, в которых скорость остывания составляет 15–25 °С в минуту. Приведенные данные соответствуют подогретым ковшам. В холодных или недостаточно подогретых ковшах скорость охлаждения металла увеличивается на 30 % и более. Перед заливкой ковш необходимо нагреть до светло-красного цвета.
Неметаллические включения типа А12О3, SiO2 и др. несколько снижают жидкотекучесть металла (рис. 5).
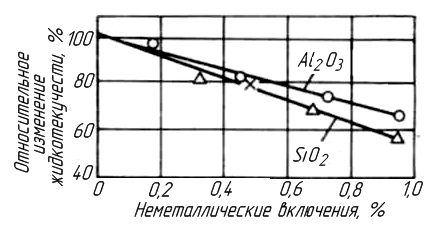
Рис. 5. Влияние содержания А12О3 и SiО2 на жидкотекучесть белого чугуна
На жидкотекучесть влияет состав смеси формы, ее теплопроводность и шероховатость поверхности, по которой течет металл (рис. 6).
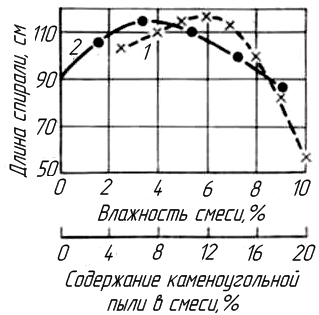
Рис. 6. Влияние влажности смеси и содержания каменноугольной пыли в ней на жидкотекучесть белого чугуна: 1 – влажность смеси; 2– содержание каменноугольной пыли в смеси
Жидкотекучесть улучшается при гладкой поверхности литейной формы и уменьшении ее теплопроводности. Высокая влажность смеси (6–7 %) снижает жидкотекучесть. Считается, что интенсивное парообразование затрудняет движение жидкого металла.
Добавка угольного порошка или искусственных углеродосодержащих веществ повышает жидкотекучесть. Это объясняется плакированием зерен кварца пиролитическим углеродом, уменьшающим трение между формой и текущим металлом. Жидкотекучесть изменяется при нанесении на форму специальных покрытий. Ниже приведены значения жидкотекучести доэвтектического белого чугуна в зависимости от вида покрытия формы, состоящей из кварцевого песка с диаметром зерен 0,16 мм, 2,5 % натриевого бентонита, 2,5 % кальциевого бентонита и 2–3 % воды (табл. 1).
Таблица 1.
Влияниу покрытия формы на жидкотекучесть
| Рабочая поверхность формы | Жидкотекучесть, % |
| Состояние рабочей поверхности формы | |
| сырое | 100 |
| сухое | 118 |
| Ацетиленовая копоть толщиной, мм | |
| 0,1 | 178 |
| 0,22 | 152 |
| Печная сажа толщиной, мм: | |
| 0,17 | 144 |
| 0,7 | 104 |
| Противопригарная графитовая краска | 106 |
| Толстый слой гексахлорэтана со слюдой | 216 |
| Слой жидкого стекла | 110 |
| Смесь ацетиленовой копоти с жидким стеклом | 64 |
Недостаточная вентиляция формы ухудшает жидкотекучесть, особенно при большом влагосодержании и низкой газопроницаемости формы. В этом случае в полости формы резко увеличивается давление газа, препятствующее движению металла. Заполнение полости формы значительно улучшится, если предусмотреть выход газов.
Большое значение для получения бездефектных отливок имеет литниковая система. Необходимо обеспечить быстрое заполнение формы металлов. Особенно быстро требуется заливать тонкостенные формы. Для таких отливок литниковую систему выполняют с сечением на 10–20 % больше расчетного. Если этих мер недостаточно, то прибегают к использованию клинообразных питателей (рис. 7), которые одновременно могут служить и прибылями.
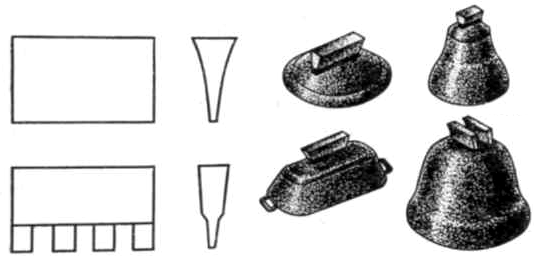
Рис. 7. Клинообразный питатель
Таким способом заливают ванны, котлы и тому подобные тонкостенные изделия. Для бездефектного отделения литниковой системы от отливки необходимо, чтобы сечение питателя было несколько меньше толщины стенки отливки. Недостаток указанных систем – загрязнение отливок песчаными включениями от размыва формы.
Хорошие результаты получаются при использовании боковых питателей, соединенных непосредственно со стояком (рис. 8). Подобный тип литниковой системы применяют для плоских тонкостенных стальных отливок.
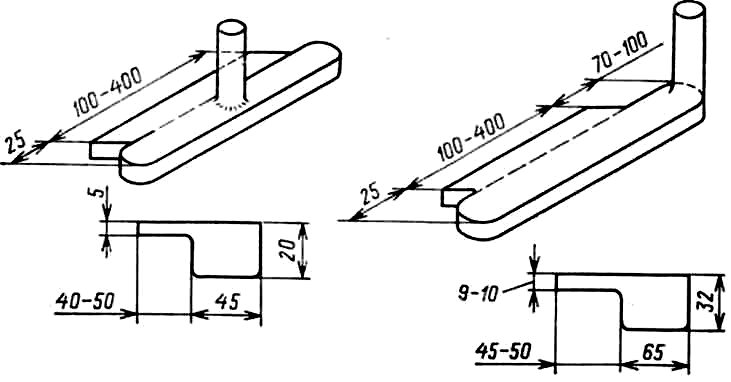
Рис 8. Конструкция и рекомендуемые размеры щелевидных питателей
Литниковые системы для отливки деталей из чугунов с низкой степенью эвтектичности должны иметь размеры, превышающие расчетные на 10–30 %. Для отливок из серого и модифицированного чугунов рекомендуются следующие площади сечения питателей (табл. 2).
Таблица 2
Площади питателей для отливок из серого и модиффицированного чугунов
| Масса отливки, т | Площадь сечения питателей, см2 |
| 5–6 | 60 |
| 7–10 | 80 |
| 11–20 | 120 |
| 30–40 | 140–160 |
| 50–60 | 160–180 |
Недоливы получаются при медленной заливке с прерыванием струи металла. Низкоквалифицированный заливщик может допустить прерывание струи металла. Струя разбрызгивается также в случае небрежного выполнения носика у заливочного ковша. Возможны недоливы и от нетехнологичности отливки, особенно в тех случаях, когда в ней имеются тонкие стенки, к которым невозможно подвести металл.
Дефекты, подобные недоливу, получаются при избыточном припыливании сырой формы противопригарными материалами, например графитом. Припыл намывается металлом в определенные места и вызывает подобие недолива.
Причиной недолива может быть недостаточное количество жидкого металла. Визуальное определение количества металла в ковше недостаточно точно. Наиболее точен метод взвешивания металла. При заливке форм массивных деталей в ковше должно быть металла на 20 % больше расчетного, чтобы компенсировать погрешности вычисления объема отливки и увеличение объема от возможного раздутия формы.
Следует отметить, что причиной недолива может быть уход металла из формы во время заливки или спустя некоторое время после заливки по следующим причинам:
– неправильное скрепление опок скобами;
– использование деформированных опок или модельных плит;
– недостаточная прочность формовочной смеси;
– недостаточная толщина формовочной смеси между полостью формы и стенкой опоки;
– низкое качество уплотнительной пасты, глиняных шнуров и других уплотнителей;
– большое сечение вентиляционных каналов и др.
Одним из главных условий, устраняющим уход металла из формы, является правильный выбор массы груза, устанавливаемого на форму. Расчет груза дан выше (подраздел 6.14).
Использование деформированных опок и модельных плит особенно опасно при машинной формовке, когда уход металла может носить массовый характер. Металл может вытекать через трещины в форме, образующиеся в результате ударов и деформации формы при ее транспортировке. Заливаемые формы необходимо устанавливать на ровные плиты формовочного конвейера или на достаточно большой слой песчаной постели. Уход металла может быть связан с неисправностью крестовин опоки. Деформированные крестовины затрудняют плотную набивку смеси, и в результате металлостатического давления форма может разрушиться.
Брак по недоливу зависит от расположения отливок в форме. Между полостью формы и стенкой опоки должен быть определенный слой формовочной смеси (табл. 3). Нередки случаи вытекания металла через вентиляционные отверстия в форме или стержне. При изготовлении формы следует исключать возможность попадания металла в такие отверстия.
Для предупреждения ухода металла из формы применяют специальные пасты и пластичные шнуры.
Таблица 3.
Минимальные расстояния между моделью и опокой
| Масса отливки, кг | Расстояние между верхней (нижней) поверхностью модели и верхней (нижней) поверхностью формы, мм | Расстояние между моделью или литниковой системой и стенкой опоки, мм |
| До 5 | 40 | 30 |
| 5–10 | 50 | 40 |
| 10–25 | 60 | 40 |
| 25–50 | 70 | 50 |
| 50–100 | 90 | 50 |
| 100–250 | 100 | 60 |
| 250–500 | 120 | 70 |
| 500–1000 | 150 | 90 |
| 1000–2000 | 200 | 100 |
| 2000–3000 | 250 | 125 |
| 3000–4000 | 275 | 150 |
| 4000–5000 | 300 | 175 |
| 5000–10000 | 350 | 200 |
| Более 10000 | 400 | 250 |
2. Неслитина – дефект в виде произвольной формы отверстия или сквозной щели в стенке отливки, образовавшихся вследствие неслияния потоков металла пониженной жидкотекучести при заливке (рис 9).
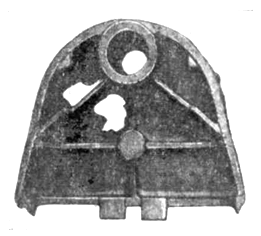
Рис. 9. Неслитина в результате недостаточной жидкотекучести (холодный металл)
Основная причина дефекта – недостаточная жидкотекучесть металла, описанная выше (раздел 1. пункт 1).
3. Обжим – дефект в виде нарушенной конфигурации отливки, возникающей вследствие деформации формы из-за механических воздействий до или во время заливки (рис. 10).
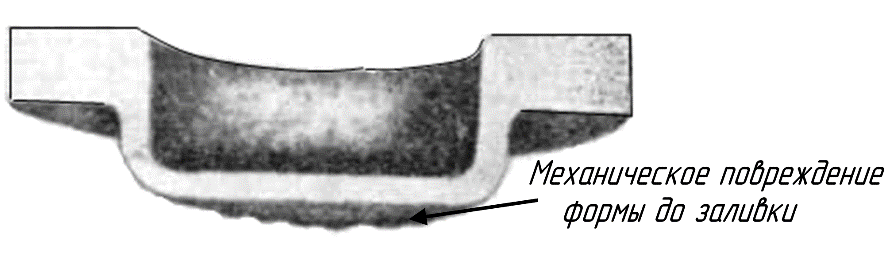
Рис. 10. Механическое повреждение формы до заливки.
4. Подутость – Дефект в виде местного утолщения отливки вследствие распираний неравномерно или недостаточно уплотненной песчаной формы заливаемым металлом (рис. 11.), подутость (глава 14, раздел 14.2).
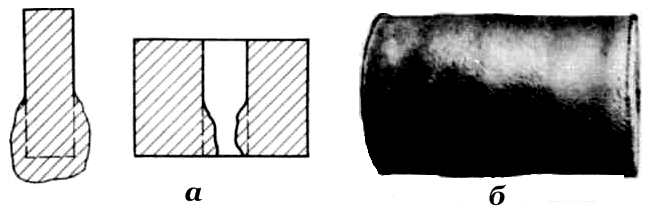
Рис. 11. Подутость отливки: а – схема; б – дефектная отливка
5. Перекос – дефект в виде смещения одной части отливки относительно осей или поверхностей другой части по разъему формы, модели или опок вследствие их неточной установки и фиксации при формовке и сборке (рис. 12.).
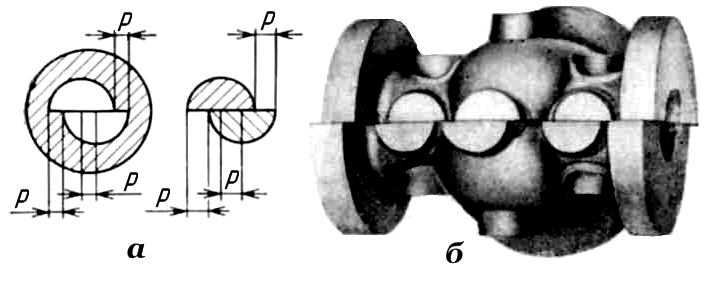
Рис. 12. Перекос: а – схема; б – дефектная отливка
Перекос может быть на внешней части отливки и во внутренней полости. Отливку бракуют, если перекос больше припуска на механическую обработку или превышает допустимые отклонения, оговоренные в технической документации.
Дефект виден после очистки отливки, решение о ее пригодности принимают после определения размеров перекоса.
Наиболее частыми причинами перекоса являются неисправность модельной и опочной оснастки, небрежность изготовления и сборки литейной формы. Решающее значение имеет состояние фиксирующих втулок и штырей в опоках. В связи с быстрым изнашиванием необходимо периодически проверять размеры втулок и штырей и не допускать их изменения свыше предельных отклонений от принятых допусков. Втулки и штыри должны быть выполнены из закаленной стали. Межцентровое расстояние может изменяться в результате действия внутренних напряжений в металле, из которого изготовлена опока. Рекомендуется перед окончательной обработкой опок провести их отпуск для снятия внутренних напряжений.
В некоторых литейных цехах не затягивают штыри на больших опоках при изготовлении форм на встряхивающих машинах. Пока машина отлажена, это не вызывает перекоса в отливках. Но с течением времени нивелировка машины нарушается, что приводит к постоянному перекашиванию отливок в одном и том же направлении.
Рекомендуется закреплять опоки на плите машины пневматическими зажимами (рис. 13).
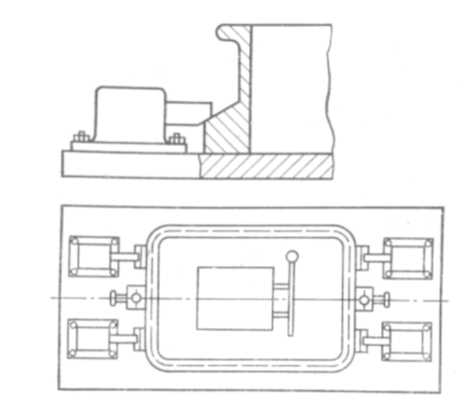
Рис. 13. Пневматическое закрепление опок на столе формовочной машины
В ушки опок запрессовывают центрирующие и направляющие прорезные втулки (глава 3 рис. 3.25), что позволяет удобно устанавливать опоки на модельную плиту. Штыри, с помощью которых собирают опоки, должны иметь точный диаметр и необходимую длину. Опоки с короткими штырями создают опасность перекоса.
Скрепление опок скобами и транспортировка форм на литейный конвейер проводятся при неизвлеченных контрольных штырях.
Большой перекос получается в результате неправильного изготовления модельно-стержневой оснастки или допущения ошибок при проектировании оснастки (неодинаковые базы, разные формовочные уклоны, недостаточные фиксаторы на знаках, неточность определения размеров и др.), а также вследствие неправильного хранения оснастки. Последнее часто происходит в связи с отсутствием складов для хранения оснастки.
Неправильный выбор жеребеек или их неаккуратная установка в форме приводит к перекосу. При большой массе стержня и низкой прочности формовочной смеси жеребейки могут вдавиться в нижнюю поверхность полуформы. Если стержень не зафиксирован в знаках, то он может всплывать и вдавливать жеребейки в верхнюю поверхность полуформы, особенно при сырой формовке. В этих случаях следует применять высокопрочные смеси или использовать жеребейки с большой опорной поверхностью. Если это невозможно, то следует группировать небольшие жеребейки или устанавливать их на тонкий облуженный стальной лист (рис. 14).
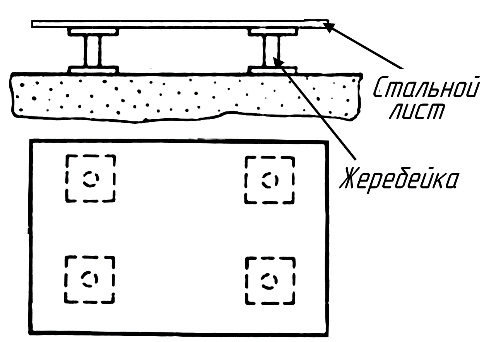
Рис. 14. Увеличение площади опоры для жеребеек с помощью стального листа
Деформация форм и стержней при их изготовлении отражается на перекосе отливок. Перекос стержня исключается, если он установлен в знаках, препятствующих его перемещению.
6. Стержневой перекос – дефект в виде смещения отверстия, полости или части отливки, выполняемых с помощью стержня, вследствие его перекоса (рис. 15).
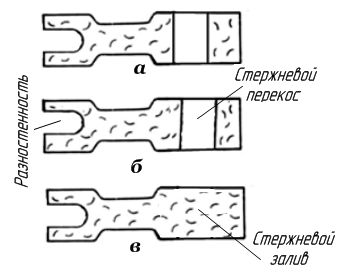
Рис. 15. Дефекты отливок из-за неправильной простановки стержней: а – отливка изготовлена правильно; б – отливка имеет стержневой перекос и разностенность; в – отливка имеет стержневой залив (не поставлен стержень)
7. Разностенность – дефект в виде увеличения или уменьшения толщины стенок отливки вследствие смещения, деформации или всплывания стержня (рис. 15, б).
8. Стержневой залив – дефект в виде залитого металлом отверстия из-за непроставленного в литейной форме стержня или его обрушения (рис. 15, в).
9. Коробление – дефект в виде искажения конфигурации отливки под влиянием напряжений, возникающих при охлаждении, а также в результате неправильной модели (рис. 16).
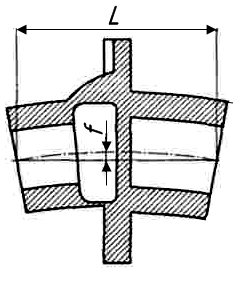
Рис. 16. Коробление цилиндра отливки
10. Незалив – дефект в виде несоответствия конфигурации отливки чертежу вследствие износа модели или недостаточной отделки формы (рис. 17).
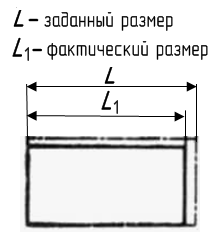
Рис. 17. Несоответствия конфигурации отливки чертежу вследствие износа модели
11. Зарез – дефект в виде искажения контура отливки при отрезке литников, обрубке и зачистке (рис. 18).
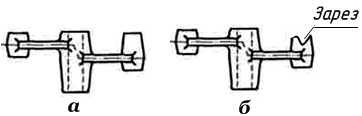
Рис. 18. Стальная отливка детали рычаг: а – выполнена правильно; б – имеет дефект-зарез
12. Вылом – дефект в виде нарушения конфигурации и размера отливки при выбивке, обрубке, отбивке литников и прибылей, очистке и транспортировании (рис. 19).
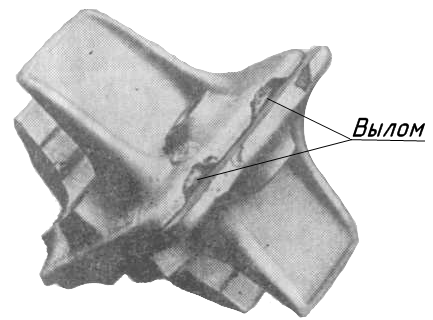
Рис. 19. Механическое повреждение отливки при удалении литниковой системы
13. Прорыв металла – дефект в виде неполного образования или неправильной формы отливки, возникающий при заливке вследствие недостаточной прочности формы (рис. 20).
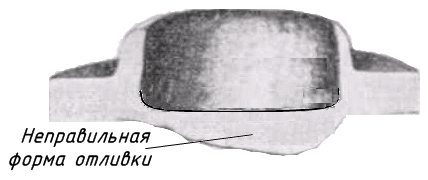
Рис. 20. Дефект – прорыв металла
14. Уход металла – дефект в виде пустоты в теле отливки, ограниченной тонкой коркой затвердевшего металла, образовавшейся вследствие вытекания металла из формы при слабом ее креплении рис. (21).
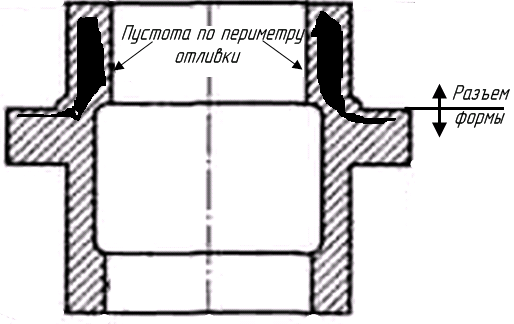
Рис. 21. Дефект – уход металла
1.2. Вторая группа дефектов – дефекты поверхности
15. Пригар (глава 14, раздел 14.5) – дефект в виде трудно отделяемого специфического слоя на поверхности отливки, образовавшегося вследствие физического и химического взаимодействия формовочного материала с металлом и его оксидами (рис 22).
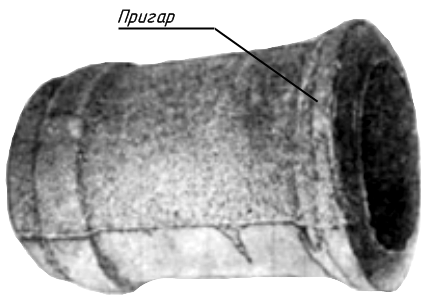
Рис. 22. Отливка гильзы цилиндров с пригаром
16. Спай – дефект в виде углубления с закругленными краями на поверхности отливки, образованного неполностью слившимися потоками металла с недостаточной температурой или прерванного при заливке отливки. Часто спай образуется на удаленных от питателя частях отливки, куда металл поступает окисленным и охлажденным (рис. 23).
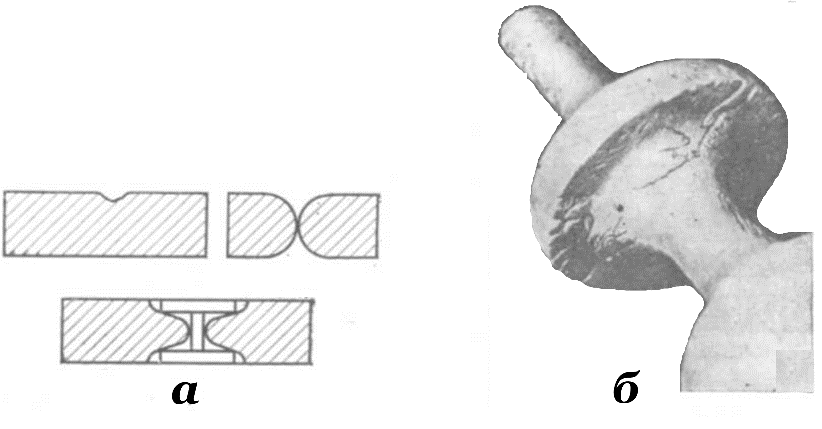
Рис. 23. Дефект – спай: а – схема; б – дефектная отливка
Дефекты вскрываются визуально после очистки отливки или ее механической обработки.
Спай получается при малой жидкотекучести сплава. Основной путь предупреждения спая – повышение температуры заливаемого металла.
Причиной спая может быть также литниковая система. Ее размеры должны быть таковы, чтобы обеспечить быструю заливку формы. Особенно высокой должна быть скорость заполнения тонких вертикальных стенок отливки.
Разделение металла на отдельные потоки (при заливке) может привести к поверхностному окислению, в результате чего эти потоки при встрече не сливаются. Установка в форме достаточного количества выпоров уменьшает давление газов в полости формы и ускоряет скорость заливки.
Если заливку металла вести с прерывистой струей, то спай может образоваться и на толстых стенках отливки. Причинами спая может быть наличие металлических холодильников или жеребеек с окисленной поверхностью. При изготовлении отливок, работающих под давлением, необходимо использовать чистые облуженные жеребейки. Ножка жеребейки должна быть рифленой или резьбовой. В этом случае основной металл надежно сварится с металлом жеребейки.
Если глубина спая меньше припуска на механическую обработку, то отливка считается годной.
Окисленный металл увеличивает брак по спаю. Трудно получить металл с неокисленной поверхностью, если в нем содержатся оксиды А12О3 и Сr2О3. Такой металл следует заливать с большой скоростью, при которой происходит механическое разрушение пленок оксида.
Дефекты от спая увеличиваются при использовании смесей с высокой теплоаккумулирующей способностью (хромитовые, оливиновые и др.).
Если поверхность формы покрыта толстым слоем противопригарной краски, то в процессе заливки часть слоя может отвалиться и упасть на зеркало жидкого металла. При встрече потоков эта часть формы может помешать их слиянию.
17. Ужимина (глава 14, раздел 14.4.1) – дефект в виде углубления с пологими краями, заполненного формовочным материалом и прикрытого слоем металла, образовавшегося вследствие отслоения формовочной смеси при заливке (рис. 24).
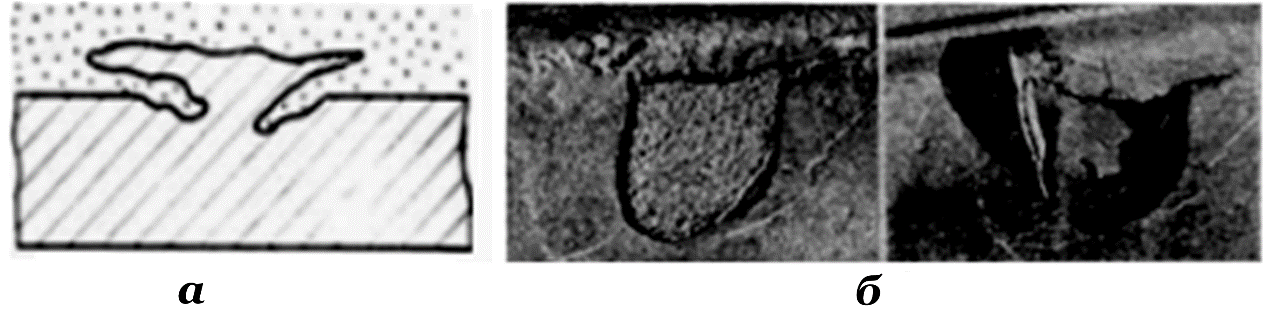
Рис. 24. Дефект – ужимина: а – схема; б – дефектные отливки
18. Нарост – дефект в виде выступа произвольной формы, образовавшегося из загрязненного формовочными материалами металла вследствие местного разрушения литейной формы (рис. 25).
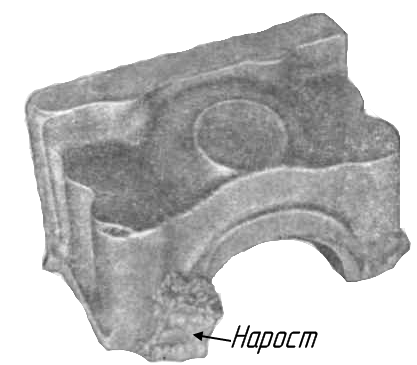
Рис. 25. Нарост на чугунной отливке крышки подшипника
19. Залив – дефект в виде металлического прилива или выступа, возникающего вследствие проникновения жидкого металла в зазоры по разъемам формы, стержней или по стержневым знакам (рис. 26).
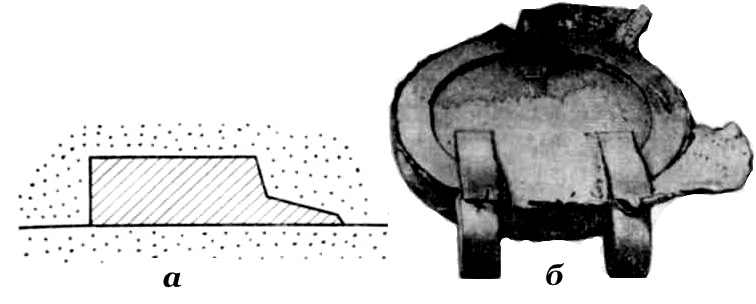
Рис. 26. Залив: а – схема; б – дефектная отливка
Заливы затрудняют очистку отливок, а в некоторых случаях приводят к браку. Отбив заливов может привести к трещинам в отливке.
Этот дефект обнаруживается визуально. Большие заливы получаются при сильной деформации формы в процессе ее изготовления. Частой причиной залива является недостаточное уплотнение смеси под крестовинами опок, изготовляемых на формовочных машинах без допрессовки. Следует доуплотнить смесь в этих местах ручной или пневматической трамбовкой. При транспортировке недостаточно уплотненных форм, вследствие встряхивания или ударов, смесь в нижней форме может доуплотниться, в результате чего образуется зазор в плоскости разъема. Залив, образованный несоответствием размеров знаков и формы, показан на рис. 27.
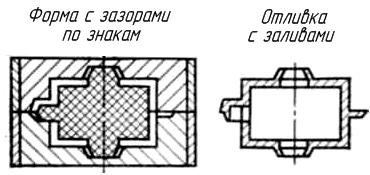
Рис. 27. Образование залива в зазорах между знаками формы и стержня
Часто причиной заливов является неряшливое соединение разъемных стержней. При использовании самотвердеющих смесей с низкой прочностью следует помнить, что их транспортировка (до затвердевания) приводит к доуплотнению, т. е. высота стержня уменьшается.
Толщина заливов увеличивается с ростом размеров отливки. Наименьшие заливы получаются при отливке небольших деталей в сырых, хорошо уплотненных формах. Заливы может вызвать недостаточно пластичная глина, наносимая толстым слоем на поверхность формы для предотвращения вытекания металла. Рекомендуется вместо глины применять асбестовые шнуры, пропитанные масляным связующим.
Внутренние заливы образуются при плохом соединении разборных частей стержня. Желательно иметь цельные стержни.
Заливка форм с высоким стояком увеличивает силу подъема верхней полуформы и соответственно возможность появления заливов. В этих случаях необходимо увеличить массу груза. При продолжительной выдержке форм перед заливкой необходимо проверить прочность их соединения скобами.
Заливы, получаемые из-за неисправной модельно-стержневой оснастки, небрежной работы формовщиков, стерженщиков и других причин, приведены в табл. 4.
Таблица 4
Причины образования заливов и способы их предотвращения
| Группа | Основные причины | Способы предотвращения дефектов |
| 1 | Неисправная модельная оснастка | Уточнить размеры знаков модели и стержня.
Исправить модельную оснастку. Соединить разборные модели с минимальным зазором, вплотную. Смонтировать модель на ровной плите |
| 2 | Неисправные опоки | Очистить лад опоки от металла, смеси и др.
Устранить деформацию опок. Исправить сломанные крестовины. |
| 3 | Неисправность формовочных машин | Исправить встряхивающий стол и протяжной механизм.
Заменить клиновое закрепление опок на пневматическое. |
| 4 | Небрежность в изготовлении форм и в подготовке их к заливке | Очистить от смеси опоки и модельные плиты.
Обеспечить плотное соединение разъемных моделей и стержневых ящиков. Предохранять формы и стержни от деформаций, возможных при транспортировке. Не допускать использования деформированных плит при изготовлении стержней. Правильно собирать и закреплять опоки. Использовать уплотнительные шнуры |
20. Засор – дефект в виде формовочного материала, внедрившегося в поверхностные слои отливки, захваченного потоками жидкого металла (рис. 28).
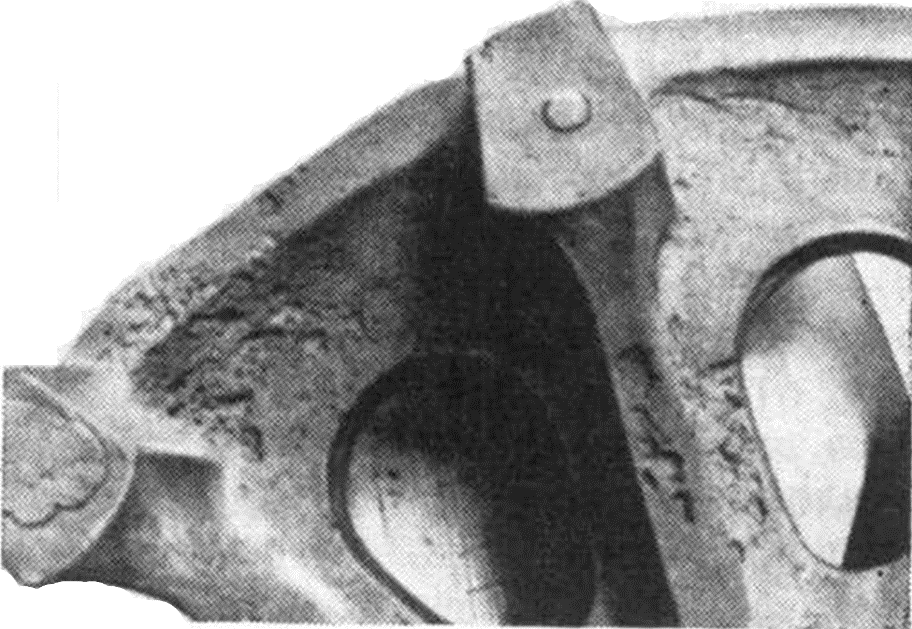
Рис. 28. Отливка, пораженная засорами
Образование засоров вызывают поломки стенок формы, возможные во время выемки модели и при небрежном последующем исправлении их; поломки, допускаемые при сборке формы; местные выступающие части формы, например, в виде прямых углов; осыпающиеся частицы поверхности формы, особенно при формовке по-сырому или при пережоге форм во время сушки; продукты разрушения стенок формы потоками жидкой стали при неправильном устройстве литниковых систем, а также при образовании ужимин; формовочные материалы, попавшие в полость формы во время сборки и ожидания заливки.
Поражение отливки засорами, особенно в виде рассредоточенных включений песка, часто выявляют после проведения механической обработки, когда затрудняется исправление детали. При наличии информации о расположении скрытых пороков, например результатов рентгеновского контроля, отливка может быть исправлена или забракована еще до передачи в механообрабатывающий цех.
Потоки жидкого металла, вступающие в полость литейной формы, оказывают одновременно тепловое и механическое воздействие на ее стенки. В результате недостаточной термостойкости формовочных материалов происходит нагрев стенок формы, вызывающий объемные изменения поверхностного слоя, растрескивание стенок, осыпаемость и смывание жидким металлом частиц формы. Процесс заливки формы относительно кратковремен. Несмотря на это, указанные явления могут получить значительное развитие, особенно при формовке по-сырому, при горизонтальном расположении развитых плоских поверхностей в верхней части полости формы, при осыпаемости формовочных материалов, наблюдаемой еще до заливки.
Размывающему действию подвергается поверхность стояка, если он формуется по модели, и особенно место стыка литниковой воронки со стояком, которое уплотняют и отделывают вручную и не просушивают даже при формовке по-сухому.
Размывающее действие потоков металла, движущихся в полости формы, зависит от их скорости движения и направления. Скорость потока в устье питателя можно уменьшать в нужных пределах, увеличивая площадь поперечного сечения выходной части питателя, не отклоняясь от расчетного значения, определяемого для узкого сечения. Размывающее действие потоков особенно проявляется при заливке форм из стопорного ковша и тогда, когда питатели направляются непосредственно во встречную стенку, даже если она расположена на расстоянии 150–200 мм от устья питателя. Наиболее рациональным является подвод металла сифоном касательно к стенкам формы.
21. Плена – дефект в виде самостоятельного металлического или оксидного слоя на поверхности отливки, образовавшегося при недостаточно спокойной заливке (рис. 29).
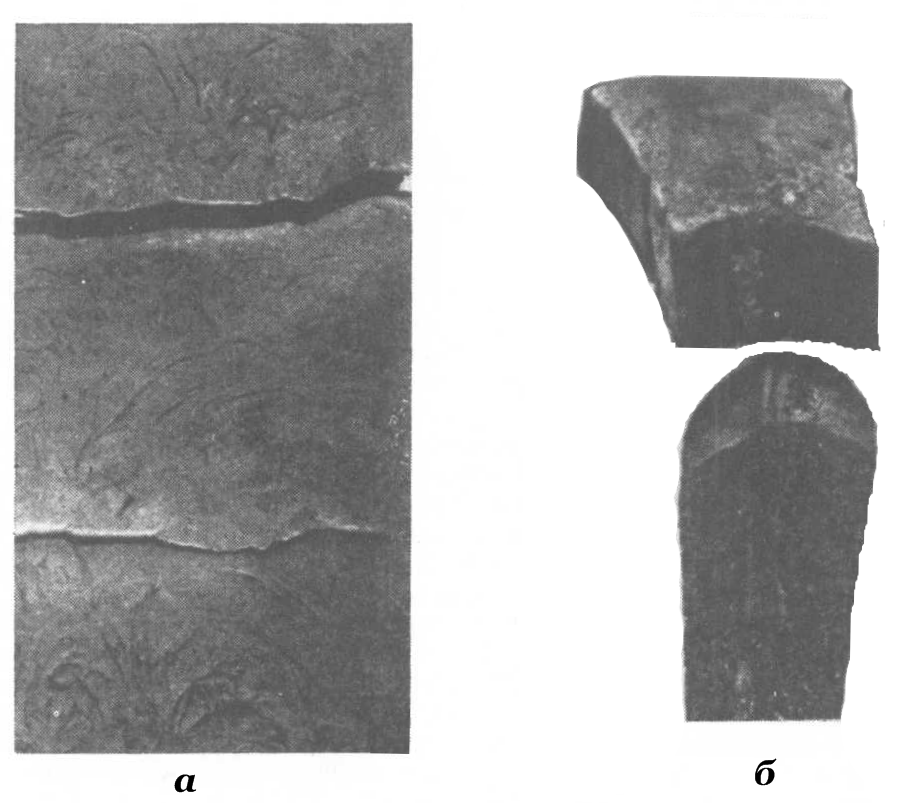
Рис. 29. Части отливки, пораженные окисными пленами: а – внешняя поверхность стенки; б – темплет поперечного сечения стенки
Плены образуются в результате окисления элементов, содержащихся в стали и обладающих большим сродством к кислороду. Оксиды таких элементов, как хром, алюминий, титан, образующиеся в виде плотных тугоплавких взвесей, являются основными составляющими плен. Если элементы также обладают большим сродством к кислороду, но продукты их окисления выделяются в жидком состоянии, то последние легко могут коагулировать и далее всплывать и переходить либо в шлак еще до заливки форм, либо в прибыльные части. Окисление указанных элементов начинается еще в процессе выплавки стали. Поэтому жидкая сталь, поступившая на участок заливки форм, может содержать во взвешенном состоянии пленки оксидов, если соответствующими методами раскисления и выдержки перед заливкой не будет обеспечено удаление их в шлак.
Окислительные процессы продолжаются и во время заливки литейных форм. Струя металла, вытекающего из ковша, сначала контактирует с атмосферой воздуха, а далее, вступая в полость формы, попадает в газовую среду, содержание кислорода в которой уменьшается по мере заполнения сталью (табл. 5). По данным таблицы видно, что даже при заливке закрытой формы, в полости которой легче удерживаются продукты возгонки и сгорания органических составляющих формовочной смеси и покрытий, содержание кислорода сохраняется довольно значительным, если к тому же учесть окисляющую способность СО2.
Таблица 5
Содержание газов в полости заливаемой формы
| Тип формы | Время, считая от начала заливки, сек | Содержание газов,% | ||
| O2 | СО | CO2 | ||
| Открытая | 10 | 20,2 | 0,0 | 0,0 |
| 20 | 20,6 | 0,4 | 0,0 | |
| 30 | 20,8 | 0,2 | 0,0 | |
| 40 | 19,8 | 0,0 | 0,8 | |
| 50 | 19,2 | 0,0 | 1,2 | |
| Полузакрытая | 10 | 18,9 | 0,0 | 1,1 |
| 20 | 14,0 | 0,8 | 3,8 | |
| 30 | 12,4 | 1,0 | 5,2 | |
| 40 | 5,2 | 4,2 | 5,8 | |
| 50 | 5,4 | — | 7,0 | |
| Закрытая | 5 | 20,3 | 0,4 | 0,0 |
| 15 | 19,2 | 0,2 | 1,0 | |
| 25 | 6,2 | 1,0 | 10,0 | |
| 35 | 3,5 | 8,8 | 3,8 | |
| 45 | 1,9 | 17,8 | 3,8 |
Возможность окисления элементов, входящих в состав стали, зависит от содержания кислорода в газовой среде и упругости диссоциации оксидов этих элементов при температуре жидкого металла. Даже при заливке закрытых форм, когда содержание кислорода уменьшилось до ~ 2 % (табл. 3), эквивалентных парциальному давлению 1∙10–9 Па, невозможно избежать вторичного окисления хрома. Это объясняется тем, что упругость диссоциаций Сr2О2 составляет всего 1∙10–9 Па при температуре 1500 ºС и 1∙10-7 Па при 1700 °С. Развитие процесса вторичного окисления нельзя приостановить даже путем создания восстановительной атмосферы в полости формы, так как и при этом условии в газовой среде в течение некоторого времени сохраняется содержание кислорода, превышающего упругость диссоциации оксидов указанных элементов.
Установлено, что образование плотной пленки оксидов на зеркале жидкой стали начинается при определенной температуре, т. е. при температуре пленообразования, и далее, по мере охлаждения стали, толщина указанной пленки резко возрастает. Температура пленообразования элементов, входящих в состав стали, зависит от содержания этих элементов (рис. 30).
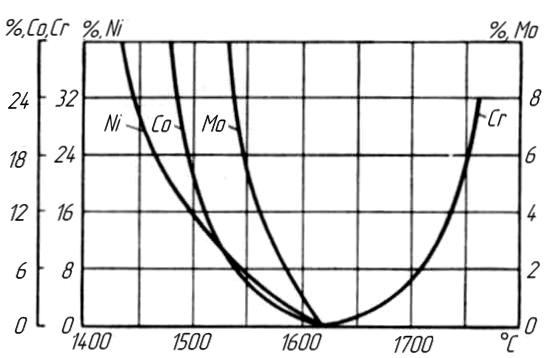
Рис. 30. Температура пленообразования в зависимости от содержания в стали некоторых элементов
Из графика видно, что при принятом максимальном содержании таких элементов, как Ni, Со, Мо, условия образования оксидных плен практически отсутствуют, так как сталь обычно заливают при температуре, превышающей начало интенсивного развития процесса пленообразования. Это относится также к содержанию в стали Si и Мn. По направлениям кривых, приведенных на рис. 30, можно в каждом случае определить температуру заливки стали принятого состава.
На рис. 29 приведены типичные примеры поражения оксидными пленами крупной отливки обечайки с толщиной стенок около 20 мм, изготовленной из стали, содержавшей более 20 % Сr и 5 % А1. Дефекты образовались при низкой температуре стали и медленной заливке формы (скорость подъема уровня металла составляла около 10 мм/с), вызванной производственными неполадками.
При этих условиях жидкий металл непрерывно окислялся в полости формы, и вся его открытая поверхность покрывалась сплошной пленой. В начальной стадии заливки формы оксидная плена частично прижималась к стенкам формы с образованием поверхностных дефектов (см. нижнюю часть рис. 29, а). В дальнейшем прочность плены возрастала и, судя по внешнему виду темплетов, вырезанных из этой же отливки, дальнейшее продвижение жидкого металла вверх стало возможным лишь сквозь местные прорывы плены, один из которых виден в изломе металла (рис. 29, б). Остальная часть плены, изогнутая под напором металла, сохранялась в теле отливки в виде сквозного дефекта, вызвав также образование и другого порока – спая.
Известно также, что процессы образования оксидных плен происходят и при заливке углеродистой стали, но, в отличие от оксидов хрома, алюминия, титана продукты окисления элементов, входящих в состав углеродистой или низколегированной стали, жидкоподвижны и выделяются в меньшем количестве. Поэтому при изготовлении отливок из данных сталей оксидный плены выявляют редко.
Повышение температуры жидкой стали, уменьшение продолжительности заливки форм, равно как и проведение других технологических мероприятий, значительно уменьшает возможность развития указанных окислительных процессов и образования продуктов этих реакций в виде плен оксидов.
На этом основаны следующие меры предупреждения брака по оксидным пленам.
Повышение температуры заливки стали типа 10Х13Л, 20Х13Л до 1590–1610 °С, а стали типа 0Х25Ю5 – до 1620–1650 °С в зависимости от толщины стенок отливок. Температуру заливки легированной стали других марок, принимают большей или по возможности близкой к температуре начала пленообразования (рис. 29).
Максимально возможное сокращение продолжительности заливки литейных форм, использование литниковой системы с сифонным подводом металла, в том числе с подачей металла только под затопленный уровень через верхние ряды питателей, если это вызывается условиями создания направленного затвердевания стали.
Одностороннее направление потоков металла в полости формы, применение прибылей только прямого питания, а при изготовлении крупных отливок увеличение припуска на механическую обработку мест возможного сосредоточения оксидных плен, главным образом, верхних торцовых частей стенок.
При изготовлении крупных отливок создание восстановительной атмосферы в форме, для чего поверхности форм красят обезвоженным каменноугольным лаком, применяемым для изложниц; лак лучше всего наносить на поверхность при температуре стенок формы 70–120 °С, так как при этом он равномерно распределяется и проникает на глубину до 1,5 мм.
Применение комплексного раскисления стали, например алюминием и силикокальцием, и выдержки стали в ковше перед заливкой формы.
22. Просечка – дефект в виде невысоких прожилок на поверхности отливки, возникших вследствие затекания металла в трещины на поверхности формы или стержня (рис. 31).
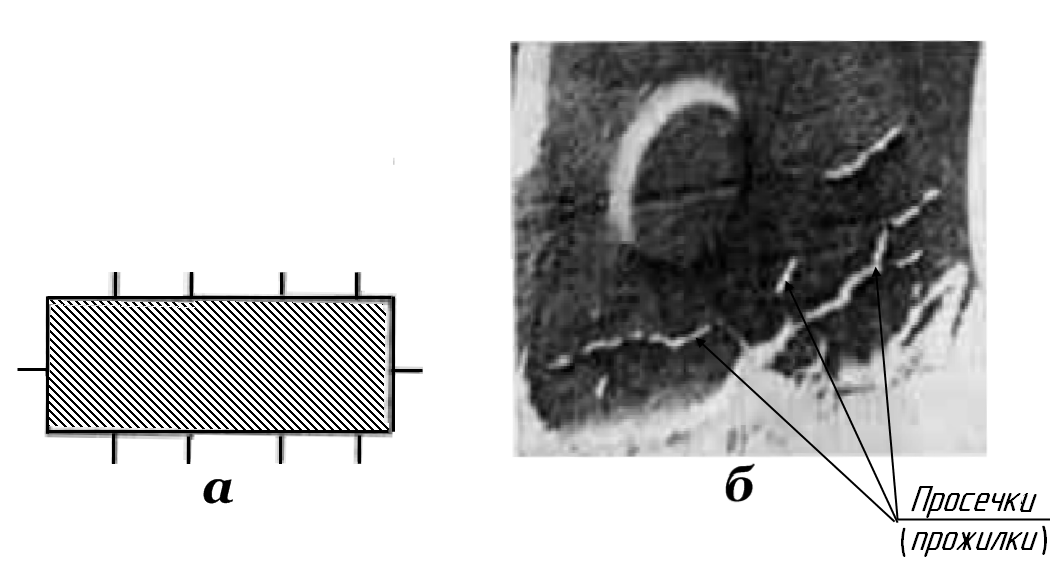
Рис. 31. Дефект – просечки (прожилки): а – схема; б – дефектная отливка
Просечки – тонкие выступы на поверхности отливки. Они отличаются от заливов, образованных по линии разъема отливки или в знаковых частях формы и стержня. Гребешки образуются от залива металла в трещины формы или стержня. Обнаруживаются визуально после очистки отливок. Возможны две причины образования этого дефекта: механические причины и причины, связанные с расширением формовочной смеси.
Просечки появляются от растрескивания литейной формы при ее изготовлении, транспортировке и заливке. Это может произойти вследствие малой жесткости опок, которые деформируются в процессе уплотнения формовочной смеси, плохо приготовленной постели под опоку, неаккуратной транспортировки формы и др. Обычно трещины, возникающие по механическим причинам, легко обнаруживаются при сборке форм и могут быть вовремя исправлены. Трещину заделывают пастой или густой противопригарной краской.
Просечки, возникающие от трещин, образующихся в результате расширения литейной формы, встречаются часто на отливках, получаемых в формах из самотвердеющих смесей с фурановыми, фенольными и другими органическими смолами. Они характерны для тепловых узлов отливки или ее толстых сечений. Просечки имеют толщину 1–2 мм и высоту до 40 мм. Главная причина появления просечек – полиморфные превращения зерен песка, а также тип и количество связующего и температура заливаемого металла. Смеси с жидким стеклом довольно устойчивы к образованию трещин.
Исследования смесей показали, что с увеличением термостойкости смол резко уменьшается образование просечек. Повышенная прочность термостойких смол при высоких температурах позволяет смеси выдерживать тепловые напряжения без ее разрушения.
Во многом образование просечек зависит от температуры заливаемого металла. Чем ниже температура, тем меньше трещин возникает в форме. Понижение температуры заливки чугуна в формы со стержнями на фурановых связующих с 1360–1380 до 1300–1320 °С позволило получить качественные отливки и снизить расходы на их очистку.
Цирконовые краски, краски из смеси графита и циркона, нанесенные толстым слоем, уменьшают образование просечек, но полностью его не предотвращают. Эффективным средством, предотвращающим появление просечек, является добавление в смесь пылевидных железных оксидов. Добавление оксидов железа увеличивает теплопроводность смеси и ускоряет затвердевание слоя металла. Это уменьшает пригар и предотвращает образование таких дефектов, как просечки.
23. Окисление – дефект в виде оксидного слоя металла с поверхности отливки, получившийся после отжига отливок из белого чугуна на ковкий чугун (рис. 32). Окисление представляет собой толстый оксидный слой металла на поверхности отливки (окалина), образовавшийся во время термической обработки отливок в печи с окислительной атмосферой. Корка окалины отделяется слоями. Иногда окалина плохо отделяется от отливки даже при очистке в дробеметных машинах.

Рис. 32. Отливка с окалиной
Окалина видна визуально после окончания термической обработки отливок.
Главной причиной образования окалины является сильно окислительная атмосфера в термической печи, содержащая избыток серы или воздуха. Причиной окалинообразования является также повышение температуры, при которой проводят термическую обработку отливок.
При появлении большой окалины следует проверить механические свойства металла, так как поверхностные слои отливки могут быть сильно обезуглерожены. Это имеет большое значение для отливок, изготовленных из ковкого перлитного чугуна и стали.
24. Поверхностное повреждение – дефект в виде искажения поверхности, возникшего при выбивке отливки из формы, очистке и транспортировании (рис. 33).
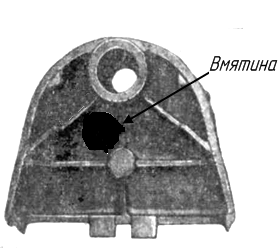
Рис. 33. Дефект – поверхностное повреждение (вмятина)
Вмятина получена при совместной горячей выбивке тонкостенных и массивных отливок.
25. Складчатость – дефект в виде незначительных гладких возвышений и углублений на поверхности отливки, возникающих вследствие пониженной жидкотекучести металла. Складчатость возникает обычно на отливках из чугуна (рис. 34).

Рис. 34. Складчатость на поверхности отливки нажимного диска грузового автомобиля
26. Грубая поверхность – дефект в виде шероховатости поверхности с параметрами, превышающими допустимые значения. Дефект возникает в случае применения крупнодисперсных формовочных материалов или при слабом уплотнении смеси. В первом случае он имеет сплошной, а во втором – мозаичный характер (рис. 35).
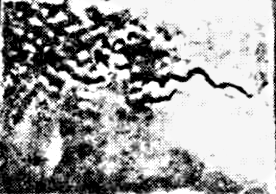
Рис. 35. Поверхности с параметрами, превышающими допустимые значения.
27. Газовая шероховатость – дефект в виде сферообразных углублений на поверхности отливки, возникающих вследствие роста газовых раковин на поверхности раздела металл – форма (рис. 36).

Рис. 36. Газовая шероховатость, возникшая при использовании неочищенного холодильника
1.3. Третья группа дефектов – несплошности в теле отливки
28. Горячая трещина – дефект в виде разрыва или надрыва тела отливки усадочного происхождения, возникшего в интервале температур затвердевания (рис. 37).
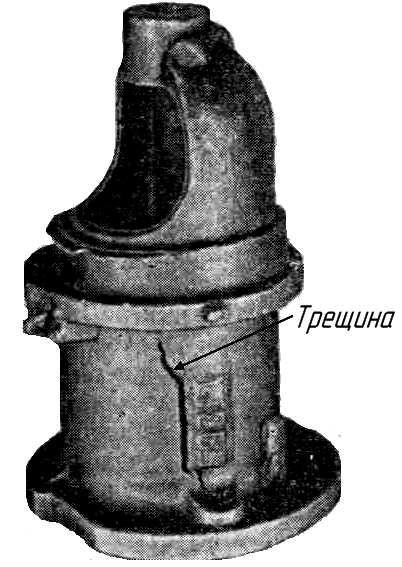
Рис. 37. Трещина в стальной отливке
Горячая трещина располагается по границам кристаллов, имеет неровную окисленную поверхность, на которой иногда видны дендриты.
Причины возникновения и меры предупреждения горячих трещин (глава 15).
29. Холодная трещина – дефект в виде разрыва тела затвердевшей отливки вследствие внутренних напряжений или механического воздействия (рис. 38.).

Рис. 38. Холодная трещины в отливке при плохой податливости стержня
Холодная трещина обычно имеет чистую светлую или с цветами побежалости зернистую поверхность.
Причины возникновения и меры предупреждения холодных трещин (глава 15).
30. Межкристаллическая трещина – дефект в виде разрыва тела отливки при охлаждении отливки в форме на границах первичных зерен аустенита в температурном интервале распада (рис. 39).
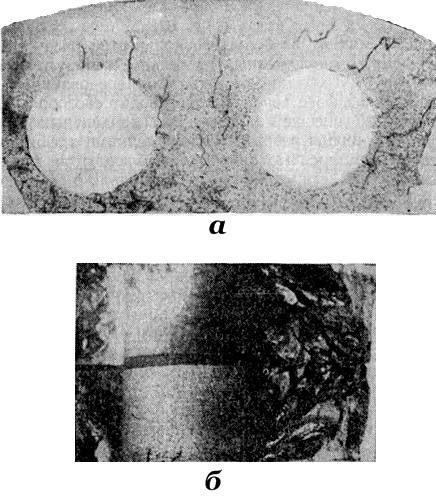
Рис. 39. Вид межкристаллических трещин в отливке из легированной термически обработанной стали: а – на шлифе после травления по Кешиену (X 1); б – в изломе
Основными факторами возникновения трещин являются выделения неметаллических фаз, феррита, цементита или карбидов по границам первичных зерен аустенита, фазовые превращения стали, термические напряжения. Трещины возникают при температурах ниже температуры превращения γFe в αFe, когда внутренние напряжения становятся наибольшими. На поверхности трещин наблюдаются крупные первичные зерна аустенита. Наружные трещины имеют цвета побежалости, зависящие от температуры их появления. Внутренние трещины имеют резкий металлический блеск сглаженных поверхностей зерен. При глубоком травлении шлифов стали на их поверхности появляются границы зерен стали.
Межкристаллические трещины располагаются различно по отношению к дендритным кристаллитам в зависимости от грануляции стали. В легированных сталях без фазового превращения δFe в γFe трещины проходят по границе раздела между дендритными кристаллитами и имеют зубчатые очертания (рис 40, а). В стали со средним содержанием углерода, кристаллизующейся сразу же в крупные зерна аустенита, трещины простираются по сглаженным поверхностям дендритных кристаллитов (рис. 40, б).
Рис. 40. Трещины, располагающиеся между дендритными кристаллитами: а – в отливке из негранулирующейся стали (х 10); б – в отливке с нечеткими границами между зерен (х 6)
В низкоуглеродистых гранулирующихся сталях трещины располагаются между зерен аустенита без всякой ориентировки по отношению к дендритам (рис. 41).
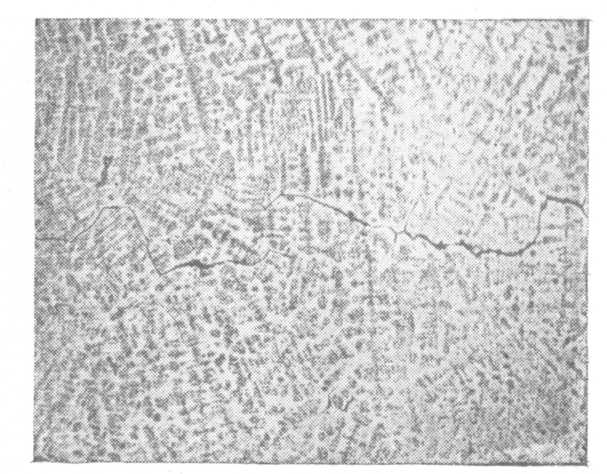
Рис. 41. Трещины, располагающиеся между зернами грануляционной структуры, без ориентировки по отношению к дендритам (х 6).
Важным признаком межкристаллических трещин является резкий металлический блеск их поверхностей на сером фоне излома термически обработанной стали. Примером этому может служить рис. 42, на котором в центральной части излома видны блестящие участки – трещины, а далее, ближе к краям отливки, поверхности первичных зерен аустенита. Таким образом, здесь наблюдается сочетание внутренних трещин с шестоватостью излома, которое прямо указывает на связь этих видов неоднородности отливок.
Рис. 42. Излом отливки, вскрывший мелкие межкристаллические трещины в центре и шестоватость по краям (х 1)
Рассмотрение излома при увеличении свидетельствует о том, что блестящие участки расположены в определенном порядке на тускло-серых поверхностях зерен стали (рис. 43).
Рис. 43. Мелкие и округлые блестящие трещины на поверхностях кристаллов (х 12)
В сущности, блестящие участки излома состоят из большого количества очень мелких по величине трещин, расположенных раздельно и округлых по очертаниям. На рис. 44 видны разрывы между мелкими трещинами.
Рис. 44. Прерывистые мелкие трещины на микрошлифе стали, выявляющиеся после травления 4 %-ным раствором азотной кислоты в спирте (х 600)
Внутренние межкристаллические трещины наблюдаются главным образом в отливках из легированной стали и только в редких случаях их обнаруживают в отливках из углеродистых сталей. Местом возникновения трещин являются центральные части массивных узлов отливок, особенно расположенные под прибылями.
Причины внутренних межкристаллических трещин. Как уже было указано ранее, причиной такого рода трещин являются выделения по границам первичных зерен аустенита избыточных фаз, в частности неметаллических включений, имеющих предельную растворимость в аустените. К этому роду неметаллических включений относятся сульфиды и нитрид алюминия, ослабляющие сопротивление стали внутренним напряжениям.
Характерным признаком межкристаллических трещин является то, что при металлографическом исследовании соответствующих образцов стали эти включения обнаруживаются в виде бус или непрерывных выделений по границам крупных исходных зерен стали. Нередко трещины на своих концах имеют округлые включения, расположенные в виде цепочек (рис. 45).

Рис. 45. Внутренние трещины, заканчивающиеся цепочкообразными включениями
Если межкристаллические трещины образуются под воздействием водорода, растворенного в стали, то они в изломе термически обработанной пробы (отливки) имеют вид сглаженных поверхностей с зеркальным блеском на общем сером фоне, волокнистой составляющей излома. Основные факторы возникновения трещин являются, повышенное содержание водорода в стали, внутренние напряжения, вызванные структурными превращениями и разным временем появления по объему отливки термической усадки. Трещины возникают при температурах в конце охлаждения отливки (рис. 46).

Рис. 46. Вид поверхности внутренней трещины – флокена в литой стали (х 6)
Причины образования трещин и меры по их предупреждению. Во всех случаях появления трещин, расположенных целиком или частично по границам первичных зерен аустенита, возникает вопрос об основной причине их образования. Для установления роли неметаллических включений в стали необходимо образцы из отливок с трещинами подвергнуть макро- и микроисследованию и проанализировать излом. Излом образцов необходимо производить после закалки и высокого отпуска (при 600–650 °С). Выделение неметаллических включений по границам исходных первичных зерен аустенита обнаруживается в межкристаллическом разрушении стали (рис. 47, а).
Рис. 47. Излом (а) и макрошлиф (б) отливки с трещиной (х 0,5)
Если же включения на границах зерен отсутствуют, то излом стали окажется вязким (рис. 48, а).
Присутствие неметаллической фазы на границах зерен аустенита подтверждается глубоким травлением шлифов стали в реактиве Кешиена или в горячем водном растворе серной и соляной кислот. Неудовлетворительное качество стали в связи с трещинами обнаруживается усиленной травимостью границ зерен (рис. 47, б). На шлифах стали без дефектов границы зерен в тех же условиях не вытравляются (рис. 48, б).
Рис. 48. Излом (а) и макрошлиф (б) отливки без трещин (х 0,5)
Наконец, при тщательном исследовании микрошлифов стали из образцов с межкристаллическим изломом под микроскопом обнаруживаются неметаллические включения, расположенные по границам зерен. В стали из отливок с трещинами, возникших по причинам, не связанным с ее качеством, непрерывных сеток или неметаллических включений в виде бус не наблюдается. Распознавание природы неметаллических фаз, по причине которых возникли трещины, требует применения специальных методов исследования.
Проведенные исследования показали, что внутренние и наружные трещины возникают под влиянием межкристаллических включений, способных выделяться на поверхностях первичных зерен аустенита. К этим включениям относятся сульфиды и нитрид алюминия. Склонность стали к трещинам вызывают также феррит или цементит, появляющиеся на границах зерен во время распада аустенита.
Неметаллические прослойки на поверхностях зерен аустенита являются причиной межкристаллического излома отливок, а в случае возникновения внутренних напряжений, превышающих сопротивление стали отрыву, эти прослойки способствуют возникновению трещин.
Вид трещин, их расположение в отливках зависят от условий возникновения напряжений и от распределения неметаллических включений в структуре стали.
Из анализа причин возникновения межкристаллических трещин следуют меры их предупреждения. В первую очередь необходимо при выплавке стали снижать в ней содержание веществ, способных выделяться по границам зерен аустенита, т. е. сульфидов и нитрида алюминия. Затем, в случае склонности стали к трещинам, ее следует разливать при умеренной температуре. Разливка чрезмерно горячей стали ведет к укрупнению первичных зерен аустенита и к повышению внутренних напряжений.
Наконец, наиболее радикальной мерой предупреждения межкристаллических трещин является уменьшение внутренних напряжений в отливке. Достаточная по времени выдержка их в опоках может полностью предупредить межкристаллические трещины даже в том случае, когда сталь неудовлетворительна по качеству и склонна к образованию грануляционной структуры.
Процессы производства стали оказывают влияние на макроструктуру отливок, их механические свойства и на такие пороки стали (особенно высокопрочной), как межкристаллический излом, внутренние и наружные трещины. Исследования в лабораторных и производственных условиях позволили установить влияние вредных примесей в стали и температурных условий ее разливки на качество отливок. Качество литой легированной стали во многих случаях определяется неметаллическими включениями, растворимыми в аустените и способными выделяться по границам зерен во время охлаждения отливок.
В сталях, используемых для литья, пленочные неметаллические включения в основном состоят из сульфидов железа, марганца и легирующих элементов или из нитрида алюминия. Процессы образования сульфидных включений связаны с довольно значительной растворимостью серы в аустените. При низком содержании марганца происходит распад аустенита с выделением жидкой фазы, обогащенной серой, которая при завершении кристаллизации превращается в сульфидные включения.
Избыточная жидкая фаза обладает низкой межфазной энергией на границах раздела с аустенитом, поэтому она смачивает и обволакивает зерна. Рост содержания марганца сопровождается уменьшением растворимости серы в аустените. Физико-химические свойства образующейся с участием марганца избыточной фазы изменяются: повышается температура плавления, увеличивается межфазное натяжение. Вследствие этого происходит сфероидизация фазы. При большом содержании марганца, например, около 1 %, в результате ликвации сера концентрируется в межосных пространствах дендритов.
Раскисление низкомарганцовых сталей (0,25–0,50 % Mn) алюминием в количестве 800–1000 г/т не гарантирует от выделения сульфидов пленочного типа. Это известно из практики производства отливок. Алюминий также увеличивает поверхностное натяжение жидкой сернистой фазы в аустените, но в меньшей степени по сравнению с марганцем; кроме того, алюминия в стали после раскисления остается очень мало (сотые доли процента). Пленочные сульфиды появляются преимущественно в массивных отливках, т. е. при замедленных скоростях затвердевания, но встречаются и в небольших отливках при очень низком содержании марганца (около 0,3 %).
Однако алюминий при некоторых условиях оказывает очень сильное влияние на тип сульфидных включений: оно проявляется в сталях с высоким содержанием марганца (0,6–0,9 % и выше). В подобных сталях растворимость серы в аустените значительно понижается и избыточная фаза, обогащенная серой, выделяется из пересыщенного маточного раствора, образуя при завершении кристаллизации сульфидные включения эвтектического типа.
Совместное влияние на тип включений марганца и кислорода, растворенных в избыточной жидкой сернистой фазе аустенита, заключается в том, что эта фаза в отсутствии алюминия обладает высоким поверхностным натяжением и имеет глобулярную форму.
При добавках алюминия в количестве, при котором в аустените после раскисления стали он сохраняется в очень небольшом избытке, кислород из фазы исчезает, межфазное поверхностное натяжение сильно понижается, жидкость растекается на поверхности кристаллитов в момент завершения затвердевания стали. Этому способствует то, что в ее составе при быстром затвердевании, т. е. вследствие неравновесных условий фазовых превращений, отношение железа к марганцу больше, чем это соответствует условиям равновесия.
Вследствие протекания экзотермического процесса, который можно представить в виде уравнения
(FeS)ЖИД + [Mn] → (MnS)ЖИД + [Fe],
происходит обогащение марганцем жидкой фазы, содержащей серу. Температура плавления фазы и ее поверхностное натяжение повышаются (чему способствует также прямое влияние понижения температуры). В результате происходит сфероидизация фазы, и жидкие пленки превращаются после затвердевания в цепочкообразные сульфидные включения.
Значительное увеличение алюминия в стали приводит к образованию нитрида алюминия в аустените, если в нем имеется высокая концентрация азота. Этот экзотермический процесс может быть представлен уравнением
[Al]+[N] → (AlN)ТВ.
При медленном охлаждении происходит диффузия атомов алюминия и азота к границам зерен, где нитрид алюминия кристаллизуется, как и всякая другая избыточная твердая фаза аустенита, с наименьшей затратой энергии. Сульфидные и нитридные неметаллические включения пленочного типа обуславливают хрупкость стали, которая проявляется в межкристаллическом изломе, в низких пластических и вязких свойствах стали и в склонности отливок к трещинам.
Два вида хрупкости литой стали – нитридная и сульфидная – определяются содержанием азота и серы в стали. Нитридная хрупкость незаметна в сталях при содержании азота менее 0,006 %. Снижением содержания серы менее 0,015 % обычно удается предупредить сульфидную хрупкость.
Образование пленочных неметаллических включений находится в тесной зависимости от присадок в сталь алюминия. Отсюда возникает задача определения оптимальных количеств алюминия для раскисления стали. Опыт показал, что при литье легированных сталей с относительно высоким содержанием одновременно серы и азота эта задача оказывается очень сложной. По этой причине недопустимо при выплавке стали, особенно для крупных отливок, превышать содержание серы более 0,02 % и азота более 0,008 %. На основании практического опыта в большинстве случаев присадки 0,06–0,10 % алюминия в легированную сталь обеспечивают нормальное качество отливок.
Сульфидная межкристаллическая хрупкость низкомарганцовой стали может быть исключена путем ее выплавки с содержанием серы не более 0,015 % при максимально допустимом содержании марганца. Однако низкомарганцовые стали, в которых содержание марганца ниже 0,5–0,6 %, для литья применять не следует.
На основании изучения свойств и поведения пленочных неметаллических включений разработаны технологические основы повышения качества стали для отливок.
При плавке стали в электрических дуговых печах необходимо ограничивать поглощение жидкой ванной азота. Для этой цели следует прибегать к раннему шлакообразованию в период плавления шихты посредством завалки в печь железной руды совместно с известью, избегать обнажения ванны во время плавки и сокращать время раскисления шлака и металла, ограничивать присадки алюминия.
Температура и скорость разливки очень сильно влияют на структуру отливок. Негранулирующиеся стали, склонные к сульфидной и нитридной хрупкости, обладают большой чувствительностью к перегреву при плавке по причине образования в отливках крупнозернистой структуры. Такие стали следует разливать при умеренных температурах.
Величина первичных зерен гранулирующихся сталей зависит, главным образом, от скорости охлаждения отливок, т. е. от их веса, поэтому температура разливки мало влияет на склонность стали к хрупкому разрушению из-за межкристаллических неметаллических включений.
Большое значение приобретает контроль выплавки стали. Наряду с серой и фосфором необходимо систематически определять содержание в стали металлического алюминия, азота и водорода. Значительно большего внимания заслуживает проба на излом, показывающая при определенных условиях присутствие в стали пленочных включений и других пороков.
При усовершенствовании сталеплавильных процессов в направлении предупреждения образования в стали межкристаллических пленочных включений достигается существенное упрощение режимов термической обработки отливок. Механические свойства стали, склонной к межкристаллическому разрушению, определяются толщиной слоя неметаллической фазы, обособившейся на зернах аустенита.
Классифицировать трещины в отливках по виду излома стали целесообразно с точки зрения дополнительных признаков, способствующих установлению причин этих распространенных пороков. В разъеме трещин обнаруживается структурная неоднородность стали, например, пленочные неметаллические включения сульфидов и нитрида алюминия. В этом случае трещины названы межкристаллическими; они могут быть как наружными, так и внутренними. Для предупреждения трещин этого вида необходимо избегать образования в стали пленочных неметаллических включений, а в отливках – развития значительных внутренних напряжений.
Классификация трещины и структура стали. Трещинами называют местные нарушения сплошности отливок, которые возникают в них под действием напряжений. Природа этих напряжений различна. В литературе и литейной практике трещины подразделяют на горячие и холодные. Горячие трещины возникают при очень высоких температурах под влиянием усадки затвердевания. Холодные трещины образуются при различных, относительно низких температурах под влиянием внутренних напряжений, которые подразделяются на термические, фазовые и усадочные. Холодные трещины называют также термическими.
Подразделение трещин и соответствующие их наименования, основываются, с одной стороны на температуре, их возникновения (горячие и холодные трещины), а с другой стороны – на происхождении разрушающих отливку сил (термические трещины). В целях уточнения причин появления трещин целесообразно расширить и уточнить их классификацию. Следует, например, ввести в классификацию трещины, появляющиеся в результате отложения по границам первичных зерен аустенита избыточных фаз и, в частности, неметаллических включений. Кроме того, при производстве отливок из легированной стали иногда обнаруживают внутренние трещины, которые возникают под влиянием водорода, выделяющегося из стали. Иногда их классифицируют как флокены.
Для уточнения характера образования трещин целесообразно изучать вид излома стали, образующегося по трещине. По виду окисленной или неокисленной поверхности изломов можно приблизительно установить температуру образования наружных трещин. Трещины, вскрытые изломом, иногда проходят по поверхности первичных зерен аустенита, которые называются межкристаллическими.
Одной из причин разрушения стали при изломе по границам первичных зерен аустенита при повышенных температурах являются избыточные фазы, выделившиеся на этих границах (неметаллические включения, карбиды, цементит или избыточный феррит). Трещины возникают от появления в отливках напряжений, превышающих предел сопротивления стали хрупкому разрушению. Основными факторами образования трещин являются:
1) внутренние напряжения (термические, фазовые, усадочные);
2) выделение избыточных фаз по границам зерен аустенита;
3) повышенное содержание водорода в стали.
Эти факторы действуют одновременно, но всегда какой-то один из них в разных условиях производства отливок оказывается решающим в развитии трещины. Термические напряжения зависят от способа охлаждения отливок. Напряжения от фазовых превращений зависят от химического состава стали и скорости охлаждения отливок. Усадочные напряжения зависят от торможения усадки, а структурная неоднородность, возникающая на границах зерен, как от фазовых превращений, так и от чистоты стали по вредным примесям. Чистота стали по вредным примесям и содержание водорода в ней определяются технологией выплавки стали и производственной дистиплиной.
В соответствии с изложенным в табл. 6 приведена классификация трещин в стальных отливках.
Таблица 6
Классификация трещин в стальных отливках
| Разновидность трещин | Основные факторы возникновения трещин | Время и температура возникновения трещин | Вид поверхности трещин |
| Горячие | Заторможенная усадка затвердевания (наружные трещины), недостаточное питание отливки при усадке затвердевания (внутренние трещины) | В конце затвердевания стали на том участке отливки, где возникает трещина | Темная, сильно окисленная поверхность; структура стали трудно различима, в отдельных случаях можно заметить поверхности дендритных кристаллитов. На внутренних трещинах видны дендритные кристаллиты с блестящей поверхностью |
| Термические | Неравномерная в разных частях отливок усадка стали; структурная неоднородность в виде избыточных фаз на границах зерен | При любых температурах после затвердевания отливок, при которых сталь теряет способность к сопротивлению хрупкому разрушению | Трещины, образовавшиеся при низких температурах (ниже 100 °С), имеют блестящую поверхность межкристаллические разрушения стали. При повышенных температурах появляются цвета побежалости от соломенно-желтого до темно-коричне-вого; на фоне бесструктурной поверхности могут быть первичные зерна аустенита |
| Межкристаллические | Выделения неметаллических фаз, феррита, цементита или карбидов по границам первичных зерен аустенита; фазовые превращения стали; термические напряжения | При температурах ниже температуры превращения γFe→αFe, когда внутренние напряжения становятся наибольшими | На поверхности трещин наблюдаются крупные первичные зерна аустенита. Наружные трещины имеют цвета побежалости, зависящие от температуры их появления. Внутренние трещины имеют резкий металлический блеск сглаженных поверхностей зерен. При глубоком травлении шлифов стали на их поверхности появляются границы зерен стали |
| Флокены | Повышенное содержание водорода в стали; внутренние напряжения, вызванные структурными превращениями и разным временем появления по объему отливки термической усадки | При относительно низких температурах в конце охлаждения отливки | Светлые матовые или блестящие кристаллические участки внутри и межкристаллические разрушения на темно-сером фоне излома термически обработанной стали. При глубоком травлении шлифов стали в литом состоянии границы зерен не обнаруживаются |
31. Газовая раковина – Дефект в виде полости, образованной выделившимися из металла или внедрившимися в металл газами (рис. 49).

Рис. 49. Отливка, пораженная газовыми раковинами
В зависимости от происхождения газов дефекты, которые ими вызваны, объединяют в две большие группы: внутренние (эндогенные) и внешние (экзогенные).
Эндогенные дефекты образуются от газов, которые выделяются из жидкого металла при его охлаждении.
Экзогенные дефекты вызваны газами, выделяемыми из литейной формы, или воздухом, захваченным металлом, и другими причинами, не связанными с качеством заливаемого металла.
Эндогенные газовые включения. Во всяком металле и сплаве находится определенное количество газов, растворимость которых скачкообразно увеличивается при расплавлении металла и снижается до нуля при его кипении (рис. 50).
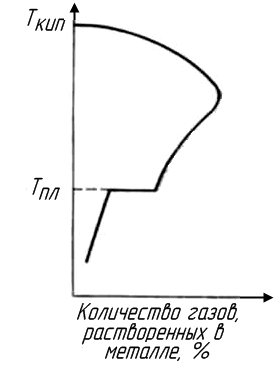
Рис. 50. Растворимость газов в металле: ТПЛ – температура плавления металла; ТКИП – температура кипения металла
С охлаждением металла растворимость газа уменьшается и при его кристаллизации газы интенсивно выделяются.
При постоянной температуре растворимость газа зависит от его природы и от давления, которое оказывает на него металл.
В общем виде растворимость можно оценить по формуле Генри
S = пр, (1)
где S – количество растворимого газа; п – коэффициент пропорциональности; р – парциональное давление газа над поверхностью металла.
Высокое парциональное давление у водорода, азота и кислорода, т. е. газов, которые присутствуют в печной атмосфере при плавке металла. Их концентрация в металле изменяется в широких пределах, %:
азот (15 ÷ 140) 10–4;
водород (0,5 ÷ 3) 10–4;
кислород (4 ÷ 10) 10–4.
Водород растворяется в чугуне и стали в атомарном состоянии, затем отдает свой электрон и превращается в положительный ион Н+. Атомный радиус водорода очень мал 0,46∙10–10 м.
Азот находится в металле в атомарном состоянии, вероятнее в виде трехвалентного иона N3+. Нитридообразующие элементы титан, бор, алюминии и др. в тех количествах, в которых они имеются в чугуне, в состоянии связать лишь небольшую часть азота. Количества нитридов в жидкой стали значительно больше, чем в чугуне, так как в сталь для раскисления вводится алюминий и другие легирующие элементы. Часть азота в стали все же находится в атомарном состоянии. Атомный радиус азота равен 0,7∙10–10 м.
Растворение водорода и азота в расплаве черных металлов начинается с адсорбирования их молекул на поверхности, что вызвано малой величиной поверхностного натяжения на границе металл–газ. Процесс сопровождается уменьшением свободной энергии и выделением теплоты, которая способствует диссоциации молекул газа на атомы. Атомы диффундируют вглубь металла, где отдают часть своих электронов и превращаются в положительные ионы. Малый атомный радиус водорода определяет большое значение коэффициента диффузии этого элемента.
Существует также мнение, что под действием высокой температуры диссоциация молекул на атомы происходит в газовой фазе, непосредственно над жидким металлом.
Сложные газы, молекулы которых состоят из двух и более элементов, например СО и СО2, почти не растворяются в расплавленных черных металлах.
В жидких железоуглеродистых сплавах кислород находится в связанном состоянии в виде оксидов (FeO, MnO, SiО2, А12О3 и др.). Наибольшее содержание в жидком металле закиси железа (FeO), так как она растворима в железе. В чугуне кислорода меньше, чем в стали, так как чугун содержит много сильных раскислителей, например кремния. И все-таки кислород, содержащийся в чугуне, часто бывает причиной образования дефектов в отливке.
Растворение водорода и азота в жидком металле – процесс эндотермический, поэтому при перегреве металла скорость растворения газов нарастает. На рис. 51 показано влияние температуры расплавленного железа на растворимость водорода и азота при парциальном давлении 105 Па.
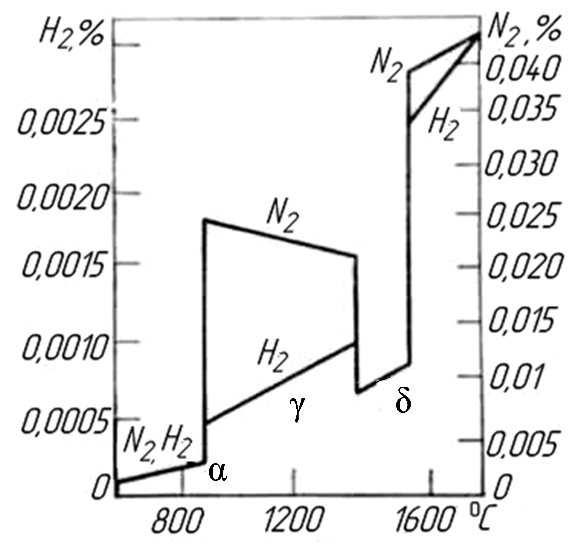
Рис. 51. Растворимость водорода и азота в расплавленных черных металлах
В твердом железе атомы (ионы) водорода и азота располагаются в порах кристаллической решетки и образуют фазы внедрения. Значительная растворимость этих двух элементов в γ-железе объясняется его гранецентрированной решеткой, в которой по сравнению с объемно-центрированной решеткой α— и β- железа имеется больше внутренних пор.
Примеси других элементов изменяют растворимость водорода и азота: Сr, С и Si уменьшают растворимость водорода, a Mn, А1, Ni и Со – увеличивают. Изменение растворимости азота при температурах чуть выше точки плавления железа и при парциальном давлении азота в атмосфере плавильной печи 105 Па: Ti, V, Nb Cr, Mn, Mo увеличивают растворимость азота, а С, Р, Si уменьшают. При высоком содержании углерода (в чугуне) растворимость азота значительно меньше, чем при низком (в стали).
Растворение в жидком металле больших количеств азота и водорода является предпосылкой образования газовых дефектов в отливке. При охлаждении растворимость газов уменьшается, и они выделяются в металле. Механизм этого процесса не полностью противоположен механизму растворения газов, так как обратная диффузия атомов водорода и азота из внутренних частей отливки к периферии затруднена. Скорость охлаждения расплавленного металла до его затвердевания значительно больше скорости нагрева металла до расплавления. При таких условиях обратная диффузия газов протекает медленнее, чем скорость образования твердой корки в отливке, и газ остается в металле. С другой стороны, в результате быстрого охлаждения наружных частей отливки растворимость газов в них быстро падает. Поэтому диффузия газов происходит от внешних слоев отливки к внутренним и в конце кристаллизации сплава газы выделяются в молекулярной форме в виде самостоятельных газовых включений или заполняют усадочные раковины, образовавшиеся из-за недостаточного питания отливки. В твердом сплаве газ в молекулярном виде не растворяется из-за больших размеров молекул, не умещающихся в порах кристаллической решетки.
Основное количество газов, растворенных в жидком металле, выделяется в виде самостоятельной фазы, т. е. образуют пузырьки, если выполнено условие
РГАЗ > РАТМ + РМЕТ + Рσ, (2)
где РГАЗ – парциальное давление газа в металле; РАТМ – атмосферное давление газов в форме над жидким металлом; РМЕТ – металлостатическое давление, равное произведению высоты Н столба жидкого металла над местом образования газового пузырька и плотности γ жидкого металла, т. е. РМЕТ = Нγ; Рσ – давление газа в пузырьке с радиусом r на окружающий металл с поверхностным натяжением σ, т. е. Рσ – 2σ / r.
Первоначально диаметр газового пузырька очень мал и поэтому давление в нем очень большое. Самопроизвольное его образование потребовало бы большой концентрации растворенного газа в металле, чего в действительности нет. Газовый пузырек выделяется на каком-либо зародыше с большой поверхностной энергией. Такими зародышами в жидком металле являются твердые примеси (неметаллические включения, аустенитные дендриты в начальной фазе кристаллизации металла и др.).
Газы, выделившиеся в жидком металле до его затвердевания (малая вязкость), не образуют раковин в отливке. Газы, выделившиеся в период кристаллизации металла, вязкость которого сильно возросла, как правило, остаются в отливке. Почти полностью выделяются газы из эвтектических сплавов, отверждаемых при постоянной температуре без образования первичной фазы. Газовые раковины часто возникают в отливках из сплавов с большим интервалом кристаллизации и низкой степенью эвтектичности (ковкий и модифицированный чугуны).
Размер, форма и число газовых раковин, образующихся в жидком металле, в большой степени зависят от их коэффициента диффузии. Величина этого коэффициента для некоторых примесей литейного чугуна приведена ниже
| элементы | Н2 | С | N2 | Si | S | О2, |
| коэффициент диффузии D, 10-5 см2/24 ч | 14900 | 7900 | 3400 | 100 | 8,5 | 6,5 |
Высокий коэффициент диффузии водородных атомов определяется их очень малыми размерами. Водород образует много мелких сферических раковин. Раковины от выделившегося азота имеют вид трещин завихренной формы длиной 5–6 мм и шириной 1–2 мм. Часто эти раковины называют дефектом – запятой.
Специфичная форма связана с малым коэффициентом диффузии атомов азота, в результате чего фронт кристаллизующегося сплава «настигает» диффундирующие газы и сдавливает их.
Находящийся в расплаве кислород (в виде FeO) выделяется при восстановлении оксида углеродом металла
FeO+C Fe + CO + Q.
Экзотермический характер реакции определяет ее направление вправо при понижении температуры расплавленного металла.
Оксид углерода практически не растворяется в металле и образует в нем полости, в которые диффундирует часть растворенных газов – водорода и азота. Содержание газов в металле зависит от технологии плавления и плавильных печей (рис. 52).
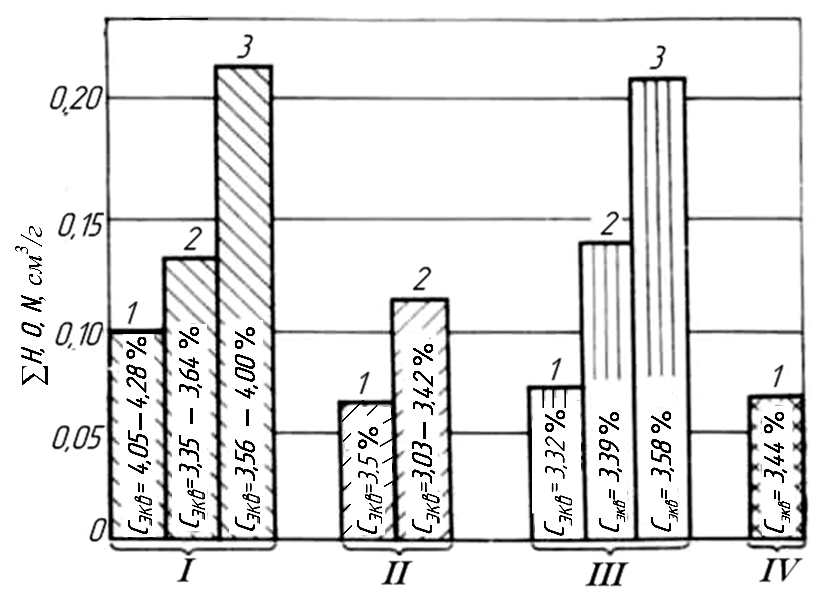
Рис. 52. Влияние типа плавильного агрегата на растворимость газов в чугуне: 1 – индукционная тигельная печь; 2 – вагранка с подогревом воздуха; 3– вагранка без подогрева воздуха; I – модифицированный чугун; II – нелегированный чугун; III– легированный чугун; IV – синтетический чугун
Металл, приготовленный в индукционной печи, имеет меньший контакт с атмосферой по сравнению с металлом, выплавленным в вагранке.
Экзогенные газовые включения. До образования затвердевшего слоя металла на поверхности отливки газы, выделяющиеся из литейной формы, могут проникать в жидкий металл с образованием раковин. Чем больше давление газов в форме, тем активнее они внедряются в металл. При литье в сырые формы газовая атмосфера в полости формы содержит около 50–60 % (объемных) водорода, который растворяется в металле.
Газовое давление в заполненной металлом форме создает расширяющиеся поры. С уменьшением газопроницаемости формы газовое давление возрастает.
Когда давление газов, выделяющихся из формы, превышает металлостатическое давление, газы проникают в жидкий металл и всплывают на поверхность. При бурном выделении газов металл почти «вскипает».
Кипение металла обычно сопровождается его выбросом из литниковой чаши или выпоров. Если кипение прекратится, пока металл находится в жидком состоянии, то раковин в отливке может и не быть. В противном случае, отливка имеет большое количество крупных раковин.
При заливке металла наблюдается два максимума газового давления (рис. 53).
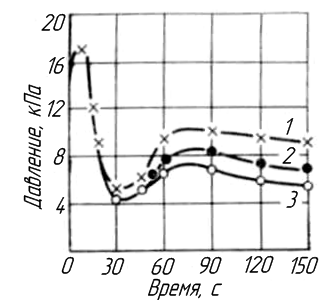
Рис. 53. Давление газа в форме при заливке и отверждении металла: 1 – толщина стенки отливки 50 мм, температура заливки 1350 °С; 2 – толщина стенки отливки 50 мм, температура заливки 1250 °С; 3 – толщина стенки отливки 18 мм, температура заливки 1250 °С
Первый максимум почти совпадает по времени с началом контакта металла с формой. Спустя 40–50 с от начала заливки из формы выделяется около 90 % объема всех газов. В отливку проникает много газов, которые всплывают на поверхность металла, так как вязкость его мала. В этот период форма еще недостаточно прогрета и воздух, находящийся в ее порах, не увеличивает своего объема. Если смесь имеет высокую газопроницаемость и малую газотворность, то в дальнейшем расширение воздуха не приведет к образованию газовых включений.
Второй максимум появляется из-за ухудшения газопроницаемости формы. Причинами могут быть уменьшение площади вентиляционных каналов из-за перекрытия металлом зазоров в знаковых частях формы и образования зоны конденсации влаги с низкой газопроницаемостью. Второй максимум газового давления наступает спустя 1–2 мин, после заливки, и, если к этому времени на отливке не образуется прочная корка металла, проникающие через нее газы могут образовывать в отливке газовые раковины. Предотвратить этот дефект возможно улучшением конструкции формы и особенно вентилированием стержней. Отвод газов из формы можно улучшить наколами металлическим душником. Расстояние между концом душника и моделью не должно превышать 10 мм (рис. 54).
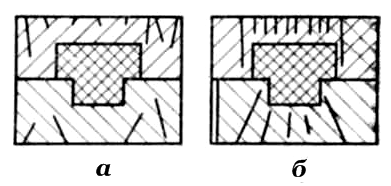
Рис. 54. Вентиляция литейной формы: а – неправильно; б – правильно
Газы, выделяемые из формы, могут вызвать дефекты различной формы (рис. 55). Если газы проникают в металл без затвердевшей корки, то они «всплывают» па поверхность (55, а, б) или проходят через стенку формы при ее достаточной газопроницаемости (55, в). При плохой газопроницаемости формы (газонепроницаемое окрашивание, зона конденсации влаги и др.) образуется открытая газовая раковина (55, г). Закрытая раковина получается, если на поверхности металла образовалась твердая корка. Для того, чтобы раковина «не вышла» на поверхность отливки, толщина твердой корки на поверхности металла должна быть больше 0,1 мм. Если к этому моменту корка металла в нижней части достаточна пластична, то металл может ее продавить и остаться внутри отливки (55, д) или же образовать внизу отливки открытую раковину (55, е).
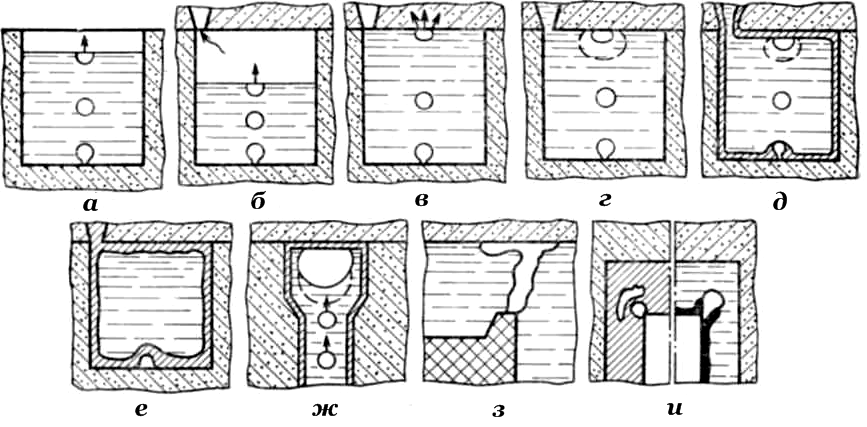
Рис. 55. Схема образования дефектов от газов, выделяющихся из формы
Газы, выделяемые из стержня, образуют большую скрытую раковину (55, ж). Стержень, который почти со всех сторон заливается металлом, образует особенно много газов. В этом случае образуется сквозная газовая раковина (55, з). На рис. 55, и показаны раковины, возникшие в зоне теплового узла отливки.
Воздушные раковины получаются при механическом захватывании воздуха жидким металлом при прерывистой заливке, при большой высоте падения металла, при раздроблении металла на отдельные потоки внутри формы.
При обтекании острых ребер струя металла отходит от стенок литниковой системы или стенок полости формы, образуется вакуумная пустота, в которую через стенки формы засасывается воздух (рис. 56).
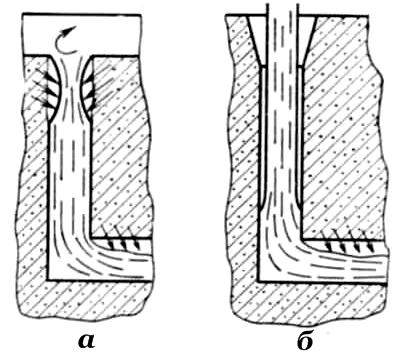
Рис. 56. Захватывание воздуха струей жидкого металла: а – заливка через литниковую чашу; б – заливка из стопорного ковша
Газовые дефекты возникают в результате выделения газов при взаимодействии углерода жидкого металла с окисленными поверхностями холодильников, жеребеек и др.
Fe3О4 + 4С = 3Fe + 4СО + Q,
2Fe (ОН)3 = Fe2О3 + 3H2О + Q,
Fe2О3 + 3С = 2Fe + 3СО + Q.
Рабочая поверхность металлических предметов, повторно используемых в литейной форме, покрыта сеткой термических трещин. Содержащийся в них воздух при нагревании расширяется и внедряется в отливку. Холодные металлические холодильники, устанавливаемые в недостаточно охлажденные формы, конденсируют влагу, которая при заливке металла вскипает и образует газовые раковины.
При медленной заливке форм встречными потоками металла образуются газовые раковины от окисления поверхности этих потоков (рис. 57). Оксиды реагируют с углеродом металла с образованием СО.
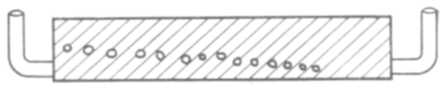
Рис. 57. Газовые раковины, образовавшиеся в результате пересечения потоков металла
Газовые дефекты в отливках и способы их предупреждения. Газовые дефекты часто встречаются в отливках, которые получены с использованием большого числа сложных стержней или имеют толстые стенки, обрабатываемые со всех сторон. Во многих случаях газовые дефекты вскрываются при механической обработке. По производственным данным, доля дефектов по газовым раковинам составляет в общем количестве брака (табл. 7).
Таблица 7
Доля газовых дефектов в общем количестве брака в отливках для транспортного и сельскохозяйственного машиностроения
| Вид отливок | Доля газовых дефектов, % |
| Головки блоков | 50–60 |
| Блоки двигателей | 20–40 |
| Гильзы цилиндров | 25–40 |
| Тормозные диски | 60–70 |
| Маховики | 30–70 |
| Зубчатые колеса | 65–70 |
| Втулки | 60–70 |
Соотношение между числом эндогенных и экзогенных раковин различно и определяется видом отливок и спецификой производства. Существует мнение, что в чугунных отливках преобладают экзогенные, а в остальных – эндогенные раковины.
Газовые дефекты в отливках для тракторных двигателей можно распределить в зависимости от причин их образования (табл. 8).
Таблица 8
Классификация газовых дефектов по способу их образования
| Источник дефектов | Доля газовых дефектов, % общего брака. | |
| Чугун | Сталь | |
| Газ, растворенный в жидком металле | 15 | 30 |
| Газ, образующийся при химических реакциях в жидком металле | 5 | 15 |
| Механический захват воздуха жидким металлом | 20 | 15 |
| Газ, образующийся при химических реакциях на границе металл – форма | 5 | 10 |
| Газ, выделяющийся из формы и стержней | 50 | 25 |
| Прочие газы | 5 | 5 |
В табл. 9 приведены причины образования газовых раковин в отливках для металлообрабатывающих машин, изготовленных из модифицированного чугуна с заливкой в сухие формы, а в табл. 10 причины образования газовых дефектов и способы их предотвращения.
Таблица 9
Классификация причин образования газовых дефектов
| Источник дефектов | Доля газовых дефектов, % общего брака | ||
| станины станков | коробки передач | каретки суппорта | |
| Газ, растворенный в жидком металле | 15 | 10 | 5 |
| Газ, образующийся при химических реакциях в жидком металле | 20 | 20 | 40 |
| Механический захват воздуха жидким металлом | 20 | 20 | 10 |
| Газ, образующийся при химических реакциях на границе металл – форма | 10 | 10 | 25 |
| Газ, выделяющийся из формы и стержней | 35 | 40 | 20 |
Таблица 10
Основные причины образования газовых дефектов в отливках и способы их предотвращения
| Группа | Основные причины образования дефектов | Способы предотвращения дефектов |
| I | Газонасыщенность жидкого металла | Уменьшить газонасыщенность шихтовых материалов
Снизить содержание в металле элементов, которые увеличивают его газонасыщенность Использовать науглероживающие материалы с минимальным содержанием азота Установить в форме достаточное число выпоров Продувать металл в ковше инертным газом Тщательно просушивать литейные ковши и желоба печных агрегатов Не использовать ржавую шихту |
| II | Газовыделение при реакциях, проходящих в жидком металле | Не использовать мелкие, окисленные и масляные металлические отходы
Хорошо раскислять металл Минимально окислять металл во время плавки Не допускать образования брызг металла при разливке Загущать шлак и предотвращать его попадание в отливку Ограничивать окисление металла при его разливке |
| III | Затрудненное выделение газов из отливки | Повысить температуру заливаемого металла
Перегревать металл при плавке Повышать степень эвтектичности чугуна, если это возможно |
| IV | Реакция металла с материалом формы, при которой выделяются газы | Использовать чистые и сухие холодильники
Предотвращать конденсацию водяных паров на форме и стержне Не заливать формы чрезмерно перегретой сталью Предотвращать попадание в формовочную смесь частиц металла |
| V | Механический захват воздуха при заливке металла | Не заливать металл с большой высоты
Заливать металл с полной литниковой системой, без прерывания струи Оптимизировать литниковую систему Заливать металл в верхнюю часть формы, если такой способ не вызывает других дефектов Улучшить конструкцию литниковой чаши |
| VI | Выделение газов из литейной формы | Уменьшать влажность смесей при использовании сырых форм
Высушивать литейные формы Использовать термоустойчивые и негазотворные связующие материалы Увеличить вентиляцию форм и стержней Не заливать газоотводные каналы жидким металлом Обеспечивать полное сгорание органических растворителей в быстровысыхающих красках Обеспечить технологичность формы и отливки Уменьшить содержание азота в связующих материалах при литье стали и доэвтектического чугуна, использовать краски с малой газотворностью |
Дефекты, вызванные наличием водорода. Долгое время считалось, что основная часть газовых дефектов вызывается водородом. Последние исследования показали, что при нормальных условиях плавления и разливки количество водорода в расплавленном металле недостаточно для образования водородной пористости. Пористость в сером чугуне появляется, если содержание водорода превышает 0,0004 %, а по некоторым данным – 0,0001 %.
Первый вид дефекта, вызванного водородом, представляет собой газовые раковины размером 1–6 мм с округленными формами, наиболее часто встречаемыми в толстых сечениях и тепловых узлах отливки (рис. 58).
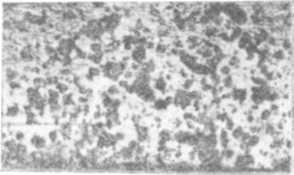
Рис. 58. Отливка из модифицированного чугуна, изготовленная из металла с большим количеством растворенного водорода (газовые раковины)
Часть этих дефектов является следствием диффузии водорода из внешних частей отливки к внутренним. Источником газовых «раковин может быть водород, образующийся из сырой футеровки печей, невысушенного желоба и литейного ковша, из непрокаленных и влажных ферросплавов, вводимых в металл, и др. Содержание газов в некоторых из ферросплавов показано в табл. 11.
Таблица 11
Содержание газов (%) в некоторых ферросплавах
| Ферросплавы | Н2 | О2 | N2 |
| 75%-ный ферросилиций | 0,0014 | 0,024 | 0,001—0,005 |
| 90%-ный ферромарганец | 0,0012 | 0,002 | 0,0014 |
| Силикокальций | 0,0072 | 0,007 | 0,031 |
| 63%-ный феррохром | 0,0010 | 0,078 | 0,0427 |
| 37%-ный ферротитан | 0,0041 | 0,155 | 0,0077 |
Много водорода вносят ржавые металлические отходы, в которых вода присутствует в гидратной форме. Так, например, одна тонна шихты с 1 % ржавчины содержит 2,5 кг водорода. При плавке водород выделяется в атомарном состоянии и активно растворяется в металле
Fe + Н2О = FeO + 2Н.
Устранить газовые дефекты возможно только при полном высушивании всех материалов, соприкасающихся с жидким металлом. Футеровку ковшей следует подогревать до красного цвета. Ферросплавы следует хранить в сухом помещении и перед употреблением прокаливать.
Чем длительней контакт расплавленного металла с газовой атмосферой, тем больше водорода растворяется в металле. Следовательно, процесс плавки должен вестись как можно быстрее. Покровные флюсы (криолит и др.) понижают растворение газа в металле. Дегазация стали тетрафлурэтилом в ковше вдвое уменьшает концентрацию водорода, а вакуумирование удаляет 70 % растворенного водорода.
Второй вид дефектов, вызванный наличием водорода, представляет собой многочисленные газовые раковины правильной сферической или овальной формы с размерами до 3 мм. Они расположены на поверхности или около поверхности отливки. Такой дефект классифицируется как ситовидная поверхность, он встречается во всех отливках из железоуглеродистых сплавов, заливаемых в сырые формы. Наиболее опасен дефект для тонких стенок отливок. Поверхность закрытых раковин, образующихся в отливках из серого и высокопрочного чугуна, покрыта тонким графитовым слоем. Если разбить отливку, то одна часть раковины будет покрыта слоем графита, а другая – имеет блестящую серую поверхность. В периферийной зоне раковины в структуре присутствует мелкий графит. Раковины в отливках из белого чугуна имеют большой размер, расположены в глубине отливки, их поверхность обладает серебристым оттенком.
Ситовидная пористость в чугунных отливках (рис. 59) образуется, главным образом, под воздействием водорода, проникающего в металл из влаги литейной формы. Число пор увеличивается, если металл был наводорожен при плавке. При соприкосновении с жидким металлом вода формы разлагается и выделяется атомарный водород, адсорбирующийся на поверхности металла. При последующем охлаждении отливки водород переходит в молекулярную форму. Из-за большой вязкости металла водород не может выделиться и образует газовые раковины. В доэвтектических чугунах газовых включений больше, чем в заэвтектических. Это связано с тем, что в заэвтектических чугунах много графитовых включений, адсорбирующих водород, выделяющийся в молекулярном виде, а также с тем, что большая жидкотекучесть чугуна с углеродным эквивалентом СЭКВ = 4,35 ÷ 4,50, сохраняющаяся длительное время, достаточна для выделения водорода из жидкого металла.
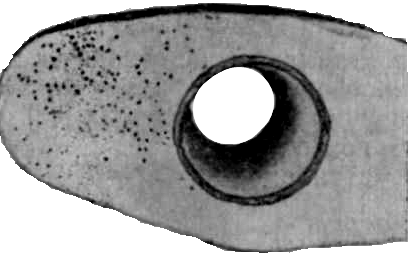
Рис. 59. Ситовидная пористость в чугунной отливке
Существует две теории, объясняющие выделение графита на поверхности газовых раковин («углеродная» и «метановая»). По «углеродной» теории, разлагающаяся вода окисляет железо. Оксид железа, реагируя с углеродом металла, образует оксид углерода, который затем восстанавливается водородом
FeO + С = Fe + СО,
СО + 2Н = Н2О + С.
По «метановой» теории в газовой раковине первоначально образуется метан, который при понижении температуры разлагается с выделением углерода
С + 2Н2=СН4,
СН4 = 2Н2 + С.
Обе теории объясняют также обезуглероживание металла стенок раковин.
Дефектность чугунных отливок резко возрастает, если в металл попадает алюминий в количестве 0,005–0,11 %. Алюминий ускоряет разложение воды, т. е. увеличивает содержание растворенного в металле водорода. При увеличении содержания алюминия свыше 0,02 % ситовидная пористость понижается. Предполагается, что в этом случае на границе металл–форма образуется достаточно плотная пленка А12О3, препятствующая диффузии водорода в расплавленный металл. Действие магния аналогично действию алюминия, если его остаточное количество в чугуне превышает 0,09 %,
Mg + Н2O = MgO + 2Н,
MgS + Н2O = MgO + H2S.
Марганец способствует растворению водорода в сплаве. На рис. 60 показано влияние примесей в чугуне на растворимость в нем водорода.
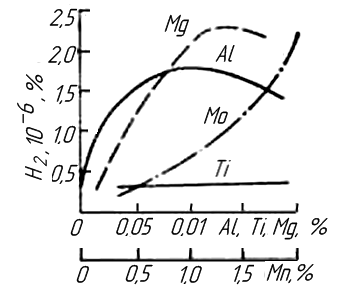
Рис. 60. Влияние некоторых элементов на растворимость водорода в чугуне
 Особенно вредно одновременное присутствие в металле алюминия и магния. Газовые дефекты можно уменьшить введением в формовочную смесь 2–3 % пека или 6–7 % каменноугольного порошка. Эти добавки уменьшают скорость затвердевания отливки, и водород успевает выделиться из металла.
Особенно вредно одновременное присутствие в металле алюминия и магния. Газовые дефекты можно уменьшить введением в формовочную смесь 2–3 % пека или 6–7 % каменноугольного порошка. Эти добавки уменьшают скорость затвердевания отливки, и водород успевает выделиться из металла.
Висмут снижает поверхностное натяжение чугуна и уменьшает количество растворенного водорода. Но если содержание алюминия в металле превысит 0,04–0,16 %, то действие висмута прекращается, и отливки получаются пористыми. При одинаковом содержании алюминия количество растворенного водорода увеличивается с повышением содержания в металле марганца и серы (рис. 61).
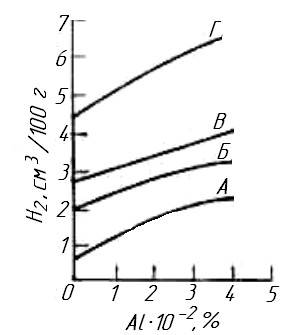
Рис. 61. Влияние А1, Мn и S, % на растворимость водорода в ковком чугуне: А – 0,3 Мn, 0.03 S; Б – 0,3 % Мn, 0,15 S; В – 1,5 Мn,0,03 % S; Г – 1,5 Мn, 0,15 S
Участие водорода в образовании ситовидной пористости в стальных отливках доказано многократно и объясняется реакцией между влагой формы и Fe металла
Fe + Н2O = FeO + 2Н,
FeO + C = Fe + CO.
Оксид углерода нерастворим в металле. В раковинах, которые он образует, выделяется водород. При увеличении в металле водорода число дефектов значительно растет. Ситовидная пористость в стали также связана с СО, который выделяется из металла при его плохом раскислении.
Основными причинами ситовидной пористости в чугунных отливках являются попадание в металл алюминия и увеличение влажности облицовочной смеси свыше 4,5 %. Алюминий может попадать в шихту при небрежной сортировке чугунных отходов от двигателей внутреннего сгорания. В некоторых литейных цехах массовый брак по ситовидной пористости получается при разжигании вагранки отходами деревянных моделей, из которых не извлечены алюминиевые части. Первые 2—3 тонны жидкого чугуна непригодны для заливки в формы.
Алюминий вносят с модификаторами. Особого внимания требует применение ферротитана, содержащего алюминий.
Литниковая система может уменьшить дефект по ситовидной пористости, если она обеспечивает малый контакт жидкого металла с влажной формой. На рис. 62 показано изменение литниковой системы, обеспечивающей получение плотных отливок.
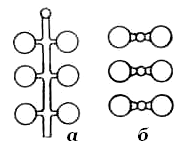
Рис. 62. Литниковая система: а – неправильная; б – правильная
Интересна гипотеза о влиянии водорода на образование дефектов в тех частях отливки, где расположены чугунные холодильники. В холодильниках содержится водород в молекулярном виде, адсорбированный от графитовых включений чугуна. При 700 °С этот водород реагирует с углеродом с образованием метана, при сгорании которого выделяется вода:
С + 2Н2 = СН4, СН4 + 2О2 = СО2 + 2Н2О.
Дефекты, вызванные наличием азота. По «вине» азота сравнительно редко возникают чисто эндогенные дефекты. Это возможно только в том случае, если его содержание в металле превышает 0,010–0,017 % Дефекты имеют вид включений длиной 5–10 мм и шириной 1–2 мм, расположенных в термических узлах отливки и в ее толстых сечениях. На рис. 63 показаны эндогенные азотные газовые включения, вскрывшиеся после механической обработки отливки толщиной 100 мм. Материал отливки – модифицированный чугун марки СЧ30, выплавленный с использованием в шихте 55 % стали.
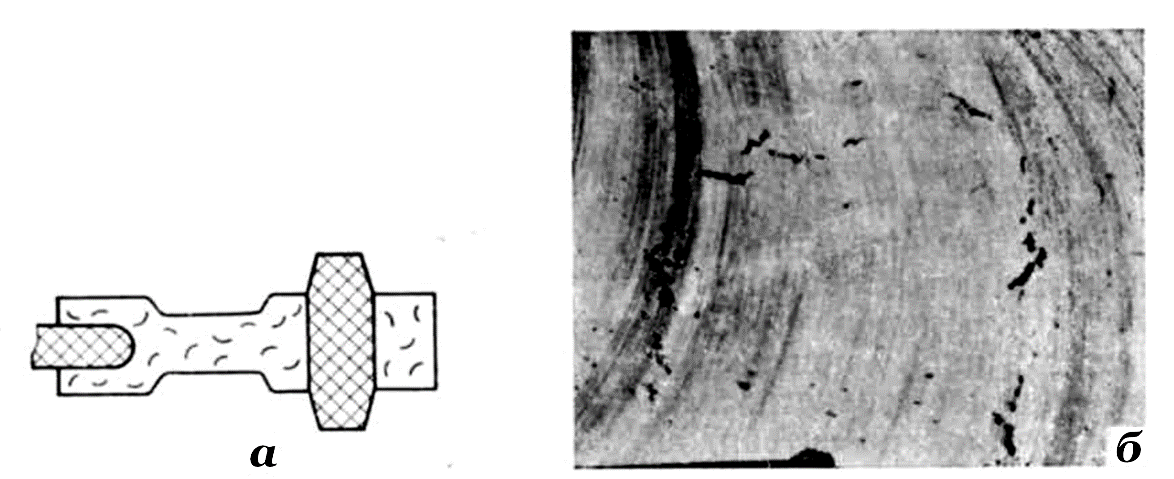
Рис. 63. Азотные поры в отливке из модифицированного чугуна: а – схема; б – дефектная отливка
Главными источниками азота в железоуглеродистых сплавах при их расплавлении являются стальные отходы, печная атмосфера, науглероживатели и др. Сталь, выплавляемая в электродуговых печах, содержит в 5–10 раз больше азота, чем мартеновская. При изготовлении ответственных отливок из серого чугуна следует проверять содержание азота в стальных отходах, особенно, если сталь была выплавлена в электродуговой печи. Для практики особенно важно знать, какое количество стальных отходов в шихте вызывает пористость в чугунных отливках. Одна из таких зависимостей при выплавке модифицированного чугуна показана на рис. 64. Металл выплавлен в вагранке с подогревом дутья.
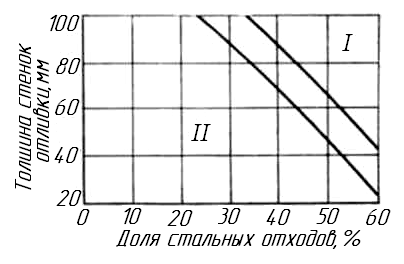
Рис. 64. Влияние количества стальных отходов в шихте на дефекты, вызванные азотной пористостью, в отливках, полученных в формах с фурановыми связующими (8 % азота): I – зона дефектных отливок; II – зона отливок бездефектных
На рис. 65 показано влияние изменения количества стали в шихте на брак отливок из серого чугуна, выплавленного в индукционной печи с различными науглероживателями. Брак уменьшается, если заменить нефтяной кокс электродным графитом, при использовании которого содержание азота в чугуне снижается до 0,011 %.
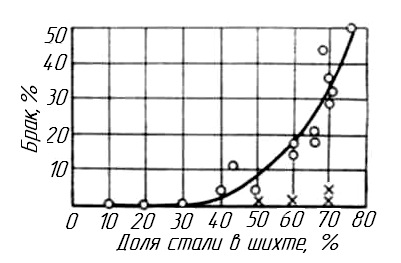
Рис. 65. Влияние науглероживателей на брак, вызванный азотной пористостью: О – нефтяной кокс; X – электродный графит
Практические данные показывают, что повышенный брак в чугунных отливках по раковинам, залитых металлом из индукционной печи получается при использовании науглероживающих добавок с содержанием азота более 1,5 %. Использование другого науглероживателя с содержанием 0,1 % азота позволяет ликвидировать дефекты, вызванные газовыми включениями.
В табл. 12. приведены данные по содержанию азота в науглероживателях.
Таблица 12
Содержание азота в науглероживателях
| Наименование | Содержание азота, % |
| Нефтяной кокс | 2,0 |
| Антрацит | 1,4 |
| Литейный кокс | 0,8 |
| Древесный уголь | 0,6 |
| Графит | 0,1 |
| Электродный бой | 0,1 |
| Сажа | 0,1 |
Эндогенные газовые включения, вызванные наличием азота, можно исключить, если ввести в металл титан, который образует устойчивые нитриды. В чугуне содержание титана не должно превышать 0,05 %, если требования к его структуре высоки.
Дефекты от азота, выделяемого из литейной формы. В стальных и чугунных отливках, полученных в формах с использованием азотосодержащих связующих, образуется ситовидная пористость, подобная водородной. В чугуне раковины имеют правильную сферическую, а в стали — овальную форму. Раковины располагаются вблизи участков формы, откуда выделяется азот (рис. 66).
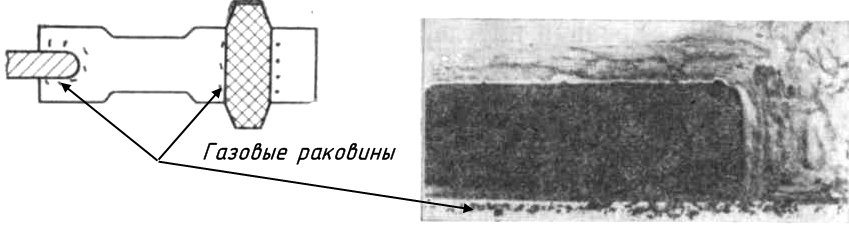
Рис. 66. Образование азотных раковин возле стержней
Разложение органических связующих при заливке форм металлом происходит с одновременным выделением водорода и азота. Тогда появляется смешанная водородно-азотная пористость. Она характерна для отливок из высокопрочного чугуна, в котором остаточный магний каталитически действует на абсорбцию водородных и азотных атомов, особенно при его содержании 0,05 – 0,10 %.
Азотная пористость уменьшается при использовании малоазотистых связующих материалов или уменьшении их количества в смеси. Для стальных отливок вообще не рекомендуется применять связующие вещества с азотом. В ряде стран ответственные чугунные отливки изготовляют в формах с фурановым связующим, в котором содержание азота не превышает 3 %. Для предупреждения пористости следует окрашивать стержни цирконовой краской.
Смешанная водородно-азотная пористость может возникать из-за спиртовых красок, нанесенных на стержни с фурановыми связующими. Если спирт не полностью выгорел, то при заливке металла он выделяет водород, а фурановая смола – азот.
Необходимо быть внимательным при использовании регенерированных песков с фурановыми и другими отходами, которые содержат азот. Лучший регенерат получается при термическом методе. Регенеруемый песок при использовании следует контролировать на содержание азота.
Азотную ситовидную пористость устраняют, используя в смеси 2–5 % оксидов железа Fe2O3. Оксиды железа увеличивают теплопроводность смеси и способствуют быстрому образованию твердой корки металла, т. е. предотвращают доступ азота из формы к металлу.
Дефекты, вызванные наличием оксида углерода. Оксид углерода относится к так называемым восстановительным газам. Он образуется при реакции углерода с оксидами железа, присутствующими в металле.
Окисление железоуглеродистых сплавов увеличивает в них содержание оксида FeO, который с понижением температуры реагирует с углеродом металла по реакции (5). Попадание в отливку шлака вместе с FeO неизбежно приводит к образованию газовых раковин.
Окисленные брызги металла, попавшие в полость литейной формы, выделяют СО [реакции (6) и (8)]. Оксиды железа на поверхности металлических холодильников при заливке металлом реагируют в соответствии с реакциями (6), (7) и (8).
Экзотермический характер этих реакций определяет интенсивность их протекания при охлаждении металла. В зависимости от условий образования газовые раковины, вызванные наличием оксида углерода, могут отличаться видом, размером и распределением в отливке.
Ситовидная пористость в стальных отливках. Помимо водорода, существенной причиной образования ситовидной пористости является окись углерода. Ситовидная пористость представляет собой многочисленные мелкие газовые раковины округленной формы, часто удлиненные, расположенные у поверхности отливки и частично выходящие на поверхность отливки. Поверхность закрытых раковин блестящая, открытых – окисленная.
Главная причина образования ситовидной пористости – недостаточное раскисление стали, при котором с понижением температуры FeO реагирует с углеродом металла. Ситовидная пористость может возникнуть и при раскислении стали, например при дополнительном окислении разливаемого металла, при выдержке металла в ковше и особенно при окислении водяными парами металла, заливаемого в сырые формы. В последнем случае вместе с оксидом углерода выделяется также водород. Газовая пористость особенно «поражает» тонкие стенки отливки, полученной в сырой форме. В толстых сечениях оксиды железа диффундируют в жидкий металл и восстанавливаются алюминием. В тонких стенках такая диффузия затруднена из-за быстрого отверждения металла. В этом случае жидкий металл рекомендуется подводить к тонким стенкам отливки. Перегрев тонких частей отливок уменьшает скорость охлаждения и позволяет всплыть образующимся газам.
Образование ситовидной пористости показано на рис. 67. Удлиненная форма и перпендикулярное к поверхности отливки расположение газовых раковин объясняется ростом дендритов и их давлением на газовую фазу. С увеличением скорости кристаллизации доступ газа к раковинам затрудняется и одновременно прекращается увеличение их размеров. Этим объясняются почти одинаковые размеры раковин, лежащих обычно на глубине 5 –7 мм.
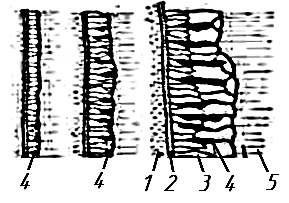
Рис. 67. Образование ситовидной пористости в стальной отливке: 1 – форма; 2 – поверхностный слой окислов железа; 3 – дендриты; 4 –ситовидные поры; 5 – жидкая сталь
Доказательством влияния СО на образование ситовидной пористости является то обстоятельство, что она не появляется в хорошо раскисленной стали даже при высоком содержании водорода. В то же время недостаточно раскисленная сталь образует ситовидную пористость при малом содержании растворенного водорода. Пористость появляется в отливках, полученных в сухих формах, если они содержат окислы железа. Легированные хромом отливки, заливаемые в магнезитовые формы с 8,6 % Fe2О3, получаются с ситовидной пористостью. Если в сталь ввести 0,2 % алюминия, то пористость исчезнет, однако покрытие формы алюминиевой пудрой не приводит к успеху.
Ситовидной пористостью могут быть поражены стальные отливки, полученные в формах СО2-процессом, в большей степени, чем отливки, изготовленные в песчано-бентонитовых формах. Это, вероятно, связано с активным выделением водяных паров из жидкостекольных смесей в начале заливки металла. Сталь, заливающую в жидкостекольные формы, рекомендуется раскислять увеличением на 1/3 количества вводимого алюминия. Качество отливок улучшится, если на поверхность формы нанести сульфитный щелок плотностью 1,2–1,4 и подсушить на воздухе.
Ситовидная пористость увеличивается при повышении температуры заливаемой стали. Отливки, полученные в сухих формах, имеют пористость, если сталь была загазована и перегрета. Сталь рекомендуется заливать при температуре, определяемой уравнением
t = tл + (30 ÷ 50) °С, (3)
где t – температура заливки; tл – температура ликвидуса.
Не рекомендуется охлаждать сталь в ковше, так как при этом она насыщается газами. На рис. 68 показано изменение количества кислорода в стали в зависимости от ее выдержки в ковше. При продолжительной разливке в сталь следует вводить увеличенную дозу алюминия.
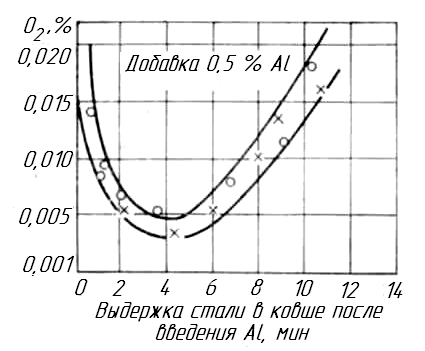
Рис. 68. Влияние выдержки стали в ковше на количество растворяемого в ней кислорода
Качественное раскисление стали – важнейшее средство предотвращения ситовидной пористости. Для раскисления одной тонны стали рекомендуется вводить 1–1,3 кг алюминия. Остаточное количество алюминия в стали должно быть более 0,03 %.
Редкоземельные металлы воздействуют на металл комплексно, как раскислители, десульфураторы и дегазаторы. В малых количествах они рафинируют сталь и повышают ее плотность. Комплексное раскисление жароупорной стали 0,2 % алюминия и 0,2 % мишметалла (сплав редкоземельных элементов) в 3 раза снижает брак от газовых дефектов.
Уменьшение содержания кислорода в расплавленном металле уменьшает ситовидную пористость. В основом кислород попадает в металл из загрязненной шихты, особенно если ее хранят на открытом воздухе (коррозия). При правильном хранении шихты (в контейнерах) содержание в ней окислов снижается на 80 %. Плавить загрязненную шихту невыгодно и с экономической точки зрения, так как при восстановлении оксидов до железа требуется примерно в 5 раз больше энергии, чем при расплавлении чистого железа.
Металлургический процесс получения стали должен проходить в условиях, снижающих содержание в ней газов. Интенсивное кипение в окислительном периоде связано с выделением водорода и азота вместе с оксидом углерода. Чтобы качественно прошел процесс кипения стали, содержание углерода в ней должно быть более 0,4 %, а скорость обезуглероживания – не менее 0,3 % в час. Сталь нельзя переокислять, проводить кипение при высокой температуре. Алюминий для предварительного раскисления следует вводить в глубь ванны на штанге.
Раковины в чугунных отливках от окиси углерода. Чугун можно считать самораскисляющимся материалом, так как в нем содержится много кремния. В чугуне в 4–5 раз меньше кислорода, чем в стали. Несмотря на это, брак, представляющий собой дефекты, вызванные наличием оксида углерода в чугунных отливках, – довольно частое явление. Затвердевшие брызги с окисленной поверхностью способствуют возникновению раковин с блестящей неокисленной поверхностью (рис. 69).
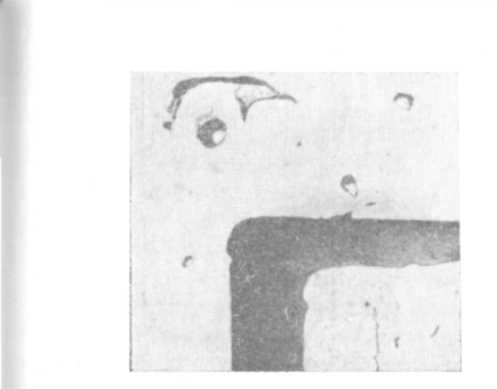
Рис. 69. Газовые раковины от брызг металла
Их величина зависит от размеров брызг. Жидкий металл, соприкасаясь с поверхностью сырой формы, особенно переувлажненной, как бы вскипает, образуя брызги. Как правило, в этом случае образуются мелкие брызги и, соответственно, небольшие газовые раковины.
Ржавые холодильники, жеребейки, литейные гвозди, арматура и другие металлические предметы вызывают образование газовых раковин. Внешние холодильники формируют грубую поверхность под воздействием выделяемых газов.
На практике имели место случаи получения негерметичных отливок корпуса холодильного компрессора из-за использования ржавых литейных гвоздей (рис. 70).
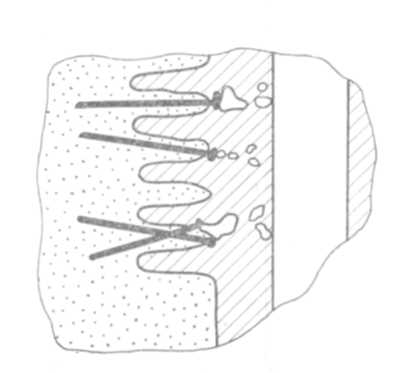
Рис. 70. Раковины от литейных гвоздей
Металлические части формы, соприкасающиеся с жидким металлом, должны быть омеднены или покрыты оловом. Цинкование не рекомендуется из-за низкой температуры кипения цинка. Жеребейки должны устанавливаться чистыми (не в масле) руками.
Холодильники можно окрашивать красками на олифе и затем высушивать в течение 8 ч при 230 °С. Можно холодильники окрашивать краской, состоящей из 92 % молотого ферросилиция и 8 % буры с меляссой. Краску просушивают на воздухе одни сутки или быстро подсушивают при нагреве. Такие холодильники не вызывают отбела в чугунных отливках и обеспечивают чистую поверхность.
Покрытие чугунных холодильников алюминиевой краской не рекомендуется, так как на отливке получается грубая поверхность.
Много дефектов, вызываемых наличием оксида углерода, появляется при низкой температуре заливки окисленного чугуна. Это относится по всем видам чугуна, но особенно к ковкому и модифицированному. Литейщикам хорошо известно, как трудно получить качественные отливки из чугуна с низкой степенью эвтектичности. Серый чугун со степенью эвтектичности, близкой к единице, – самораскисляющийся. В интервале 1350–1480 °С активным раскислителем является кремний, и поэтому в чугуне мало FeO. Раскисление кремнием не связано с выделением газов
2FeO + Si 2Fe + SiО2.
На рис. 71 показан результат статистического анализа влияния кремния на количество газовых дефектов в отливках чугунных дисков массой 60 кг, изготовленных в сухих формах. При содержании кремния меньше 1,2 % качество отливок из чугуна СЧ30 резко ухудшается.
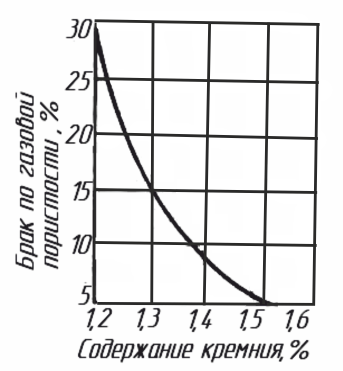
Рис. 71. Влияние содержания кремния на количество дефектов в отливках маховиков
Любая причина, приводящая к окислению чугуна, увеличивает газовые раковины в отливке. При плавке чугуна в вагранке его окисление связано со следующими причинами: большой расход воздуха при недостаточном количестве кокса; зависание шихты при использовании крупных металлических отходов; низко расположенные или сильно наклоненные фурмы; применение мелкой и ржавой шихты; использование крупных и плотных стальных отходов, которые плавятся в окислительной зоне вагранки.
Неправильно поддерживать низкую температуру в тигле индукционной печи, так как железо активно окисляется и образует много шлака, насыщающего расплавленный металл FeO. При температуре выше 1350 °С железо окисляется меньше. Если в шихте преобладают отходы малоуглеродистой стали, то из-за низкого содержания в ней углерода, кремния и марганца железо сильно окисляется и содержание FeO в металле и шлаке увеличивается. Для снижения угара элементов рекомендуется быстро нагревать шихту в индукционной печи до 1350 °С.
Сильно окисленный расплавленный металл получается при плавке в индукционной печи листовых стальных отходов. Предварительный подогрев шихты для удаления влаги при использовании мелких отходов может иметь отрицательный результат. На рис. 72 показано влияние толщины листовой стали на количество оксида железа, вносимого в шихту при предварительном нагреве природным газом.
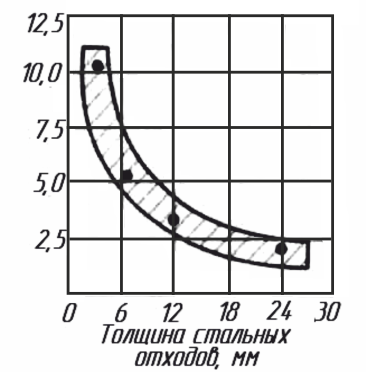
Рис. 72. Влияние толщины стальных отходов на образование в них при нагреве оксидов железа
По литературным данным, пористость отливок из ковкого чугуна, полученных в кислой дуговой печи, уменьшается, если ввести в расплав ферросилиций и алюминий, остаточное количество которых должно составлять около 0,01 %. Но в этом случае возникает опасность появления водородной пористости.
Большое сосредоточение газовых раковин, вызванных наличием оксида углерода в верхних частях отливок из высокопрочного чугуна объясняется всплыванием глобулей графита. Обработка чугуна, модифицированного магнием в ковше, криолитом, полевым шпатом, содой улучшает качество отливок.
Большие газовые раковины получаются при попадании в отливку шлаковых включений, содержащих FeO. Ваграночные шлаки при правильном ведении плавки редко вызывают такие дефекты. Они имеют большую вязкость и хорошо отделяются в ковше или улавливаются литниковой системой. Кроме того, они содержат мало окиси железа. Их химический состав: SiО2 = 55÷60 %; CaO + MgO = 30÷40 %; FeO + MnO – менее 15 %.
На качество отливок влияют шлаки, которые образуются в литейном ковше при охлаждении расплавленного металла. Об их формировании можно судить, наблюдая за поверхностью расплавленного чугуна. После съема шлака поверхность расплава чистая. С понижением температуры начинают появляться пятна вторичного шлака, выделяющегося из металла и состоящего в основном из SiО2. Его количество увеличивается и покрывает поверхность металла тонким слоем. С понижением температуры в шлаке увеличивается содержание FeO. Особенно много шлака отделяется от окисленного жидкого металла. Шлак содержит: 30÷50 % FeO + MnO; 40÷50 % SiО2; 10 % СаО + MnO; 3÷10 % MnS.
Несмотря на небольшое содержание MnS, его влияние на свойства шлака очень большое. Так, фаялит с 10 % MnS понижает температуру плавления до 1060 °С, т. е. температура плавления такого шлака ниже температуры кристаллизации чугуна. Шлаки, богатые сульфидом марганца, имеют низкую вязкость, высокую жидкотекучесть и легко попадают в отливку, внося с собой окись железа, восстанавливающуюся до окиси углерода. Реакция восстановления протекает даже после кристаллизации металла. Доказательством этого служит обезуглероживание поверхности газовых раковин.
На рис. 73 показаны дефекты от окиси углерода, образовавшейся в результате попадания в отливку из модифицированного чугуна шлака с высоким содержанием MnS. Газовые раковины сгруппированы в отдельные зоны, часто вместе с включениями шлака, имеющего вид замерзшей пены. После снятия с поверхности слоя металла в 1–2 мм величина раковин и их число увеличиваются. В некоторых из них находятся частицы шлака. Зачастую включения шлака очень малы и не видны невооруженным глазом. При просмотре под микроскопом рядом с газовыми раковинами видны включения MnS..

Рис. 73. Дефекты, вызванные оксидом углерода, вследствие наличия шлаков, содержащих MnS
Фаялит обычно не виден, так как содержащийся в нем оксид железа восстанавливается до чистого железа. Дефектная зона, обогащенная MnS, определяется пробой по Бауману. На рис. 74 показан снимок отпечатка по Бауману. Темные пятна указывают на скопление MnS возле раковин (светлые участки).
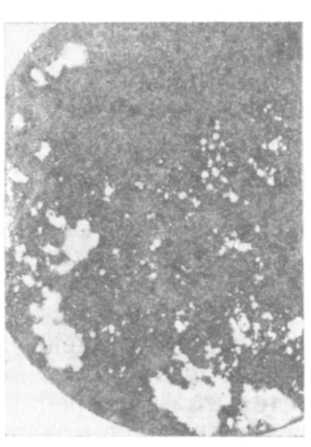
Рис. 74. Отпечаток по Бауману на дефектной чугунной отливке (вторичный шлак содержит много MgS)
Газовые раковины, вызванные шлаками с большим содержанием FeO и MnS, обычно расположены в тонком слое верхней части отливки. Иногда их глубина не превышает припуска на механическую обработку.
Описанные дефекты увеличиваются с уменьшением степени эвтектичности чугуна и с увеличением содержания в ней S и Мn. Дефекты уменьшаются, если содержание S и Мn в чугуне соответствует уравнению
Мn = 0,3 + 1.7S. (4)
Некоторые авторы считают, что между Мn и S существует динамическое равновесие, зависящее от температуры (рис. 75).
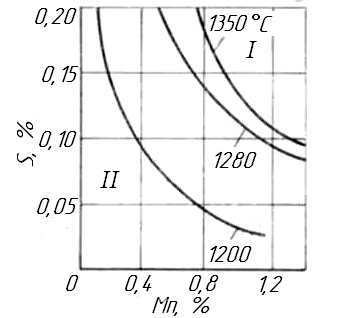
Рис. 75. Влияние температуры и содержания Мn и S на появление дефектов в результате наличия MnS
С уменьшением содержания кремния дефекты увеличиваются, особенно когда разница между содержанием Si и Мn становится меньше 0,5 %. В этом случае при плавке чугуна в вагранке и в индукционной печи начинают интенсивно выгорать Мn и Fe.
Эффективным средством предотвращения газовых раковин от оксида углерода, вызванных вторичным шлаком, является повышение температуры заливаемого металла. Она должна быть примерно на 50 °С выше температуры, при которой образуются вторичные шлаки, насыщенные FeO. Заливать металл следует быстро. Для уменьшения окисления металла его зеркало следует засыпать древесным углем. Ковши должны быть очищены от шлака. Литниковая система должна быть спроектирована с хорошими шлакоуловителями.
Попадание воздуха в полость литейной формы. Воздух, увлекаемый в полость литейной формы, образует газовые раковины, поверхность которых из-за окисления металла имеет синий матовый цвет. Если увлеченные воздушные пузырьки не могут свободно всплыть на поверхность отливки из-за кристаллизации металла, то их форма отличается от сферической. Наиболее часто воздушные раковины образуются на частях отливки, расположенных вблизи питателей. Воздушные пузырьки поступают в отливку с определенной горизонтальной скоростью, а затем всплывают наверх. Если скорость заливки металла большая, то зона расположения воздушных раковин расширяется. Стержни и выступающие части формы влияют на движение жидкого металла и могут изменить расположение раковин (рис. 76).
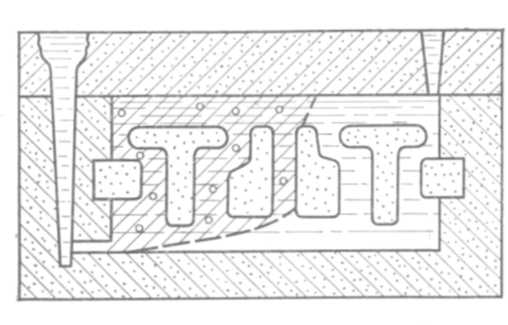
Рис. 76. Влияние конструкций литейной формы и стержня на распределение инжектированных газов в отливке
Инжектирование воздуха в отливку особенно опасно, если металл быстро образует поверхностную корку, например, для тонкостенных отливок или отливок из стали. В крупных чугунных отливках воздушные раковины могут образоваться при сифонной или этажной заливке, особенно если формы изготовлены из смеси с малой газопроницаемостью. Дефектами обычно поражены верхние части отливки.
При движении в каналах литниковой системы жидкий металл может засасывать воздух из пор формы. Если стенки литниковой системы газонепроницаемы, то засасывания не будет. Наибольшая возможность засасывания воздуха существует в стояке и других вертикальных каналах литниковой системы. Скорость движения металла в них (без учета сил трения) подчиняется закону свободного падения тела
![]() , (5)
, (5)
где v – скорость движения жидкого металла, м/с; g – ускорение силы тяжести, м/с2; h – высота падения струи металла, м.
В цилиндрических высоких стояках струя металла падает с большой скоростью и может отделиться от стенок стояка. В образованной полости возникает вакуум, способствующий засасыванию воздуха. Рекомендуется выполнять стояк конической формы, сечение которого определяется соотношением
![]() , (6)
, (6)
где F1 и F2 – площади сечения соответственно верхней и нижней частей стояка; h1 – высота металла в литниковой чаше (рис. 77); h – общая высота стояка c литниковой чашей.
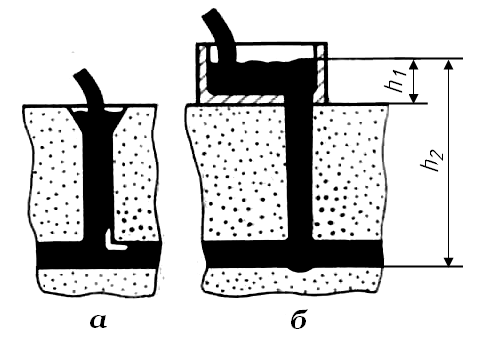
Рис. 77. Цилиндрический (а) и конический (б) стояки
Давление металла на стенки стояка показано на рис. 78. При малой конусности (рис. 78, а) в верхней части стояка при движении металла возникает вакуум. При средней конусности (рис. 78, б) вакуум исчезает, и при большой конусности (рис. 78, в) воздух не засасывается в жидкий металл. Правильная конструкция стояка не предотвращает засасывание воздуха, если в форме выполнены острые грани элементов литниковых систем. Плавное соединение стояка со шлакоуловителем и питателями уменьшает засасывание воздуха (рис. 79).
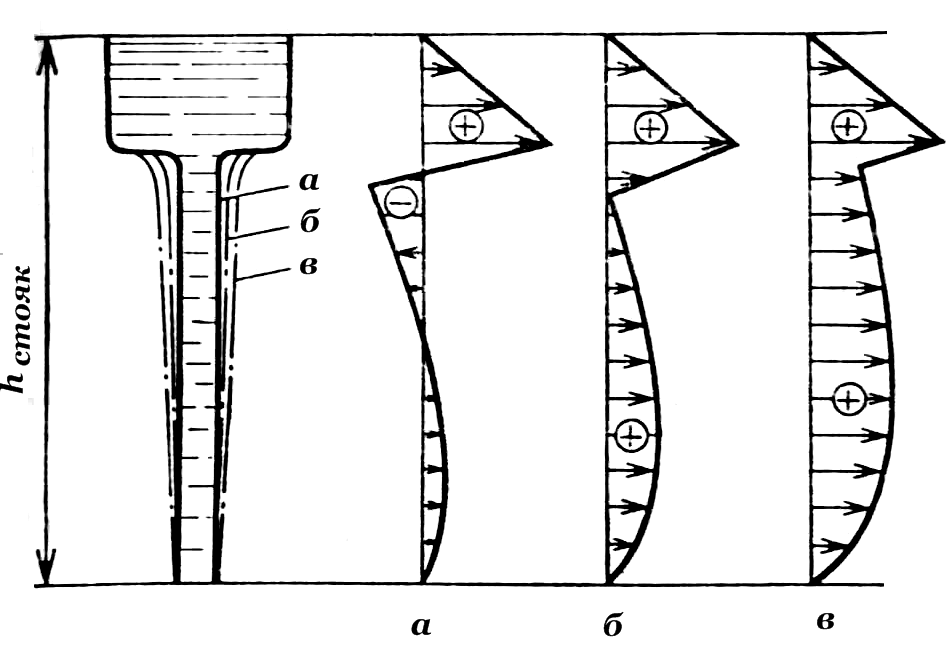
Рис. 78. Зависимость давления металла на стенки формы от конусности стояка
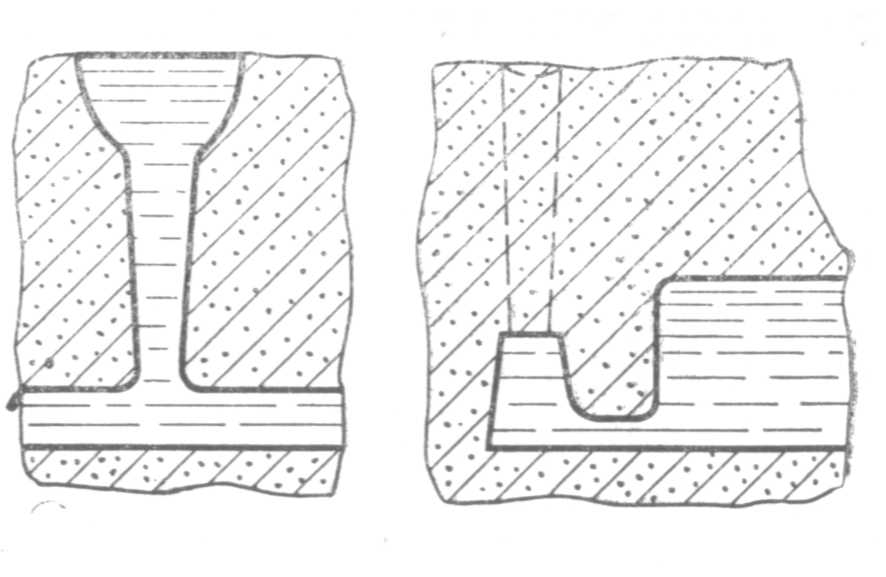
Рис. 79. Оформление переходов между стояком, шлакоуловителем и питателем
Литниковую систему необходимо быстро заполнять металлом и держать ее полной до окончания заливки. Закрытая литниковая система наиболее оптимальна.
Воздух инжектируется в форме при заливке металла в нижнюю часть полости формы, особенно при неправильной конструкции литниковой системы или недостаточной квалификации заливщика. На рис. 80 показана схема заливки высокой детали в вертикальном положении. Это следует делать с максимальной скоростью. Такой способ заливки часто приводит к захватыванию воздуха (рис. 80, а). В этом случае рекомендуется использовать дождевую литниковую систему (рис. 80, б).
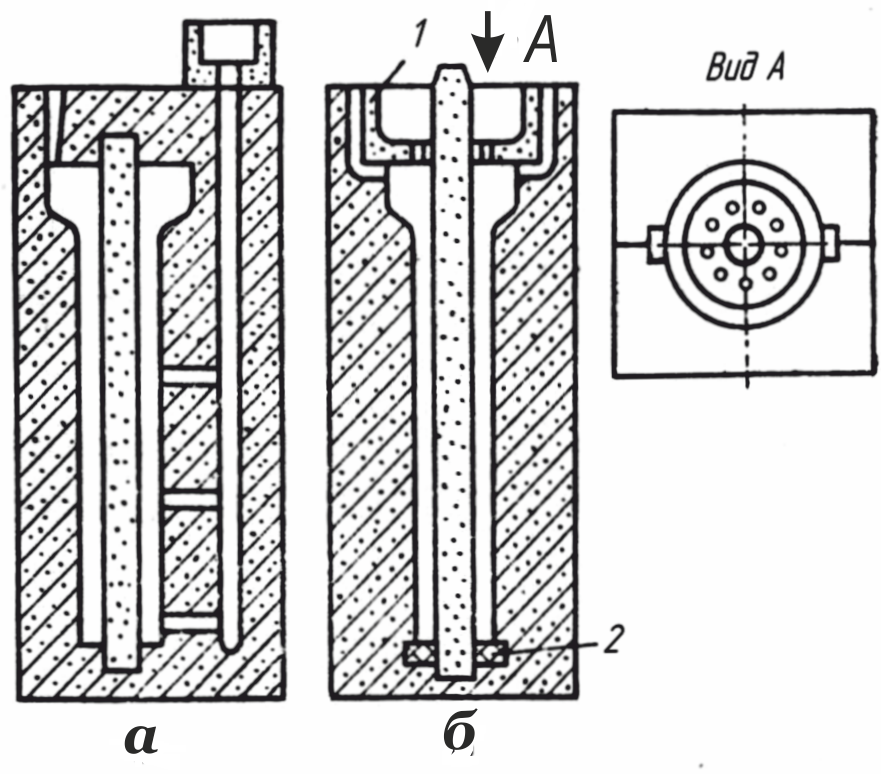
Рис. 80. Заливка колонны машины: а – нижний подвод металла;
б – дождевая заливка; 1 – литниковая чаша; 2 – шамотный кирпич
Газы, выделяемые формой при заливке и отверждении металла.
Такие газы образуются в результате:
– испарения воды;
– сгорания органических компонентов смеси;
– термодеструкции органических компонентов смеси;
– диссоциации выделяющихся газов;
– выделения гидратной воды из минеральных примесей;
– разложения некоторых минеральных примесей;
– расширения воздуха в полости формы и в ее порах.
Количество газов может быть различно. Данные об этом приведены в табл. 13.
Таблица 13
Количество газов, выделяемых различными источниками
| Источник | Количество газов в форме, % | ||
| сырой | сухой | оболочковой | |
| Испарение влаги из смеси | 50–60 | 8–12 | 3–5 |
| Сгорание органических веществ | 2–3 | 5–8 | 2–10 |
| Термодеструкция органических веществ | 30–40 | 45–65 | 80–90 |
| Разложение минеральных примесей | 1–5 | 1–5 | 1–2 |
| Расширение воздуха | До 0,5 | До 1 | До 0,5 |
| Диссоциация газов | 6–10 | 8–12 | 10–15 |
Большое влияние на появление дефектов оказывает испарение влаги в сырых или недостаточно высушенных формах и стержнях. Количество влаги в объемно-высушенных формах для крупных и ответственных отливок не должно превышать 0,5 %. При поверхностной подсушки толщина слоя с влагой 0,5 % должна быть такова, чтобы парообразование нижележащих слоев сырой формы начиналось не раньше, чем образуется корка металла толщиной не менее 2 мм (для чугунных отливок). Для чугунных отливок, заливаемых при 1300 °С, рекомендуют подсушивать форму на следующую глубину (табл. 14).
Таблица 14
Время сушки форм
| Вид отливок | Время заливки, мин | Толщина слоя, мм |
| Мелкие | До 0,25 | 8–12 |
| 0,25–0,50 | 2–17 | |
| Средние | 0,50–0,75 | 17–23 |
| 0,75–1,0 | 23–30 | |
| Крупные | 1,00–1,5 | 30–36 |
| 1,50–2,0 | 36–42 |
Время сушки форм зависит от влагосодержания смеси. С экономической точки зрения выгодно вести поверхностную подсушку форм с минимальным содержанием влаги в смеси. Нанесение водяных красок увеличивает влагосодержание смеси, что необходимо учитывать при определении цикла сушки.
При извлечении форм или стержней из сушил с температурой выше температуры окружающей среды испарение влаги из них продолжается и толщина высушенного слоя увеличивается (рис. 81). При выдержке форм перед заливкой часть влаги из-за капиллярных явлений проникает в высушенный слой. Это не влияет на качество отливок, если форму заливают в тот же день, когда ее высушили.
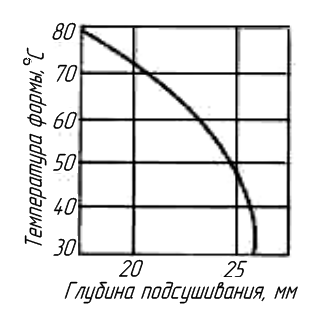
Рис. 81. Изменение влажности в подсушенной форме после ее извлечения из сушила
Газовые дефекты возникают в формах из быстротвердеющих смесей с большим количеством жидкого стекла. Рекомендуется при изготовлении ответственных отливок формы и стержни подсушивать. В еще большей степени это относится к формам из жидкоподвижных смесей с жидким стеклом и феррохромовым шлаком, в которых высокое содержание влаги. Сушка таких форм может продолжаться 3–4 ч.
Продолжительное хранение форм и стержней, изготовленных с гигроскопическими связующими, увеличивает опасность возникновения газовых раковин, например, влажность сухих стержней диаметром 25 мм, полученных из смеси с сульфитным щелоком, после четырехчасовой выдержки в сырой форме увеличивается до 1 %.
Наиболее гигроскопичны такие гидрофильные связующие вещества, как жидкое стекло, декстрин, меласса, сульфитный щелок и др. Изготовленные с ними формы и стержни после продолжительного хранения должны подсушиваться. Стержни, полученные по нагреваемой оснастке с фурановыми и фенольными смолами так же, как и по холодной оснастке, не насыщаются влагой от воздуха. Окрашивание таких форм и стержней водными красками повышает их влагосодержание.
Сгорание органических веществ формы при заливке металла не вызывает большого выделения газов, так как в форме мало кислорода. Исключение составляют сырые формы, в которых углерод органических веществ окисляется водяным паром
С + Н2О = СО + Н2,
С + 2Н2О = СО2 + 2Н2.
Количество выделяемых газов при окислении водяным паром значительно больше, чем при прямом окислении кислородом воздуха.
Термодекструкция органических веществ в форме происходит без доступа кислорода, при этом образуются вода, оксиды углерода, водород, азот, углеводороды и другие органические вещества. Их количество зависит от содержания в форме связующих материалов. Использование высококачественных связующих материалов, которые позволяют получить высокие прочности при малом содержании влаги, улучшает качество отливок.
На качество отливок влияет не только газотворность смеси, но и динамика выделения газов. Чем меньше скорость выделения газов, тем больше возможность их вывода из формы в атмосферу. На рис. 82 показана газотворная способность связующих и динамика выделения газов.
При термодеструкции некоторых органических веществ выделяются газообразные углеводороды, которые диссоциируют с выделением больших количеств газа. Так, например, метан разлагается (СН4 = С + 2Н2) и выделяет много газа, который увеличивает газовое давление в форме.
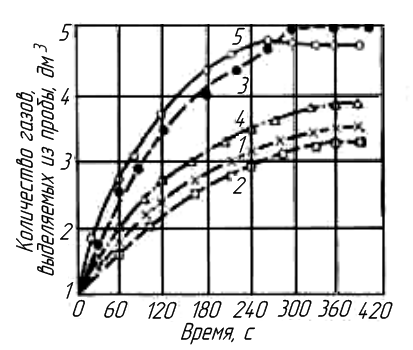
Рис. 82. Газотворная способность смеси, содержащей органические связующие вещества: 1, 2, 3 – фурановая смола соответственно ФФ-ФМ, ФФ-1, М19 с 40 % фурфурилового спирта; 4, 5 – связующие соответственно БС70, 107-1М
При разложении слюды, гидратов железа, присутствующих в глине или бентоните, выделяется гидратная вода. При разложении минеральных примесей (известняк, доломит, магнезит и др.) выделяется углекислый газ. Его количество невелико, но может оказать вредное действие, если эти примеси попадут на границу металл–форма. Так, например, 1 кг СаСО3 выделяет 224000 см3 СО2.
Воздух, находящийся в форме, при нагревании расширяется и может образовывать газовые раковины при малой газопроницаемости формы.
Склеивание литейных стержней – ответственная операция, нарушение которой может привести к образованию газовых раковин. Обыкновенный клей требует тщательного высушивания. Особенно много дефектов возникает от склеенных стержней в отливках сложных двигателей внутреннего сгорания. Клеи на основе термопластичных смол, нанесенные на горячие стержни, выделяют мало газов.
Количество и скорость выделения газов из литейной формы можно уменьшить за счет оптимальной технологии изготовления форм и стержней. Для этого следует применять смеси с высокой газопроницаемостью, выполнять качественную вентиляцию форм и стержней, не переуплотнять форму при изготовлении и т. д. На рис. 83 показаны газовые дефекты в отливке чугунной втулки, образовавшиеся от затрудненного отвода газов из стержня в области теплового узла. Острые ребра стержней активно выделяют газы, а поскольку в таких местах металл затвердевает медленно, опасность появления газовых дефектов увеличивается. Необходимо скруглять острые углы стержней и улучшать их вентиляцию.
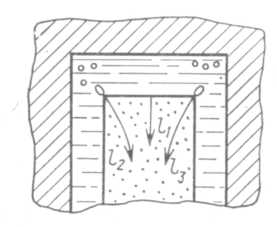
Рис. 83. Газовые дефекты в чугунной втулке
Исправлять стержни следует аккуратно. Отбившиеся куски приклеивают с таким расчетом, чтобы не нарушить отвода газов (рис. 84).
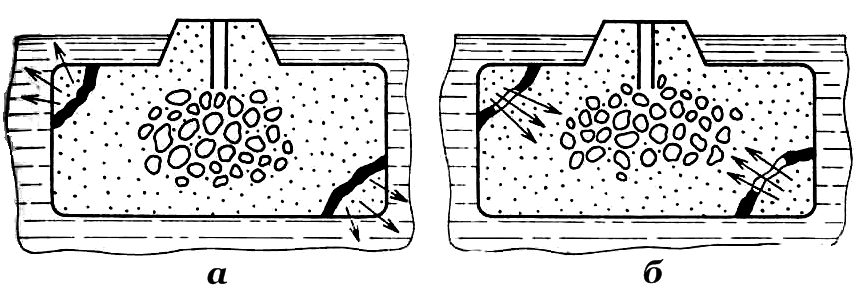
Рис. 84 . Исправление дефектного стержня: а – неправильное; б – правильное
При конструировании отливок следует обращать особое внимание на полости, оформляемые стержнями. Чем меньший объем стержней заливается металлом, тем легче отвести от них газы. На рис. 85 приведено несколько примеров правильного и неправильного оформления стержнями полости отливки.
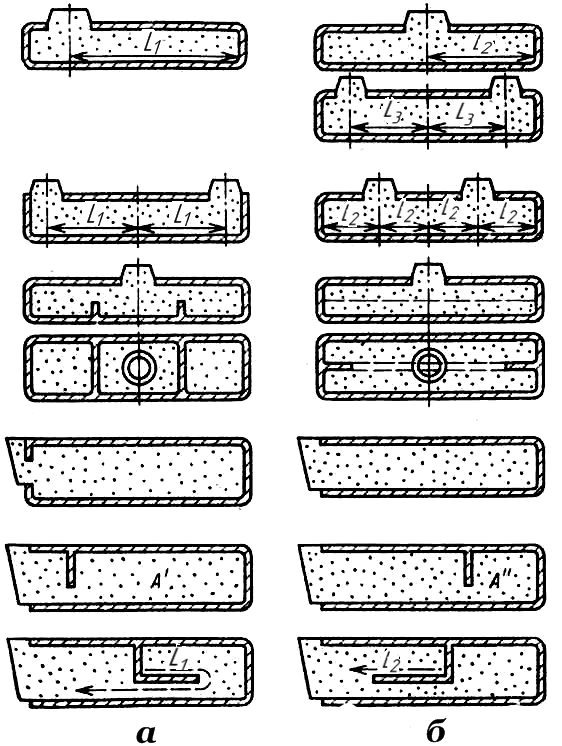
Рис. 85. Влияние конструкции отливки на отвод газов: а – неправильное; б – правильное
Наиболее трудно выполнить вентиляцию в тонких протяженных стержнях, применяемых, например, в отливках блока цилиндров. Значительная часть таких стержней обливается металлом. Для того чтобы отвести большой объем образующихся газов, необходимо иметь высокую газопроницаемость стержней. При окрашивании стержней проникновение газа в металл уменьшается. С другой стороны, краска увеличивает газотворность. Поэтому такие стержни рекомендуется покрывать красками, проникающими на малую глубину с дополнительной подсушкой.
Следует предусматривать такую конструкцию формы, чтобы при ее заливке металл не перекрывал вентиляционные каналы. Наименьшее давление газов в форме получается, если знаки стержней находятся в верхней части формы. Улучшения газового режима при расположении знаков в нижней части формы можно достигнуть заливкой формы в наклонном положении (рис. 86).
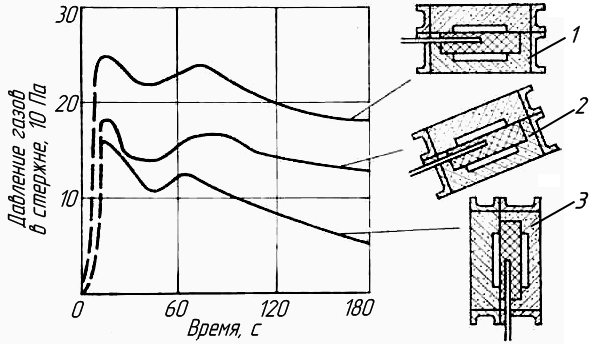
Рис. 86. Изменение давления газов в форме после ее заливки: 1 – горизонтально; 2 – под наклоном; 3 – вертикально
Большие стержни рекомендуется изготовлять полыми. Это улучшает их высушивание и отвод газов, образующихся при заливке металла. Высокая газопроницаемость форм и стержней, изготовленных из самотвердеющих смесей с фурановым связующим, облегчает отвод образующихся газов. Стержни из таких смесей можно изготовлять полыми с помощью полиэтиленовых пакетов или вводить в смесь отходы полистирола.
32. Ситовидная раковина – дефект в виде удлиненных тонких раковин, ориентированных нормально к поверхности отливки, вызванных повышенным содержанием водорода в кристаллизующемся слое (рис. 87). Образование ситовиднх раковин разобрано в пункте 31 данного раздела.
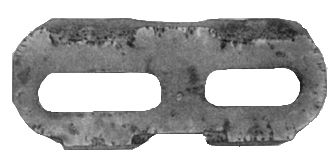
Рис. 87. Ситовидные раковины в сечении стальной отливки
33. Усадочная раковина – дефект в виде открытой или закрытой полости с грубой, шероховатой, иногда окисленной поверхностью, образовавшейся вследствие усадки при затвердевании металла (рис. 88).
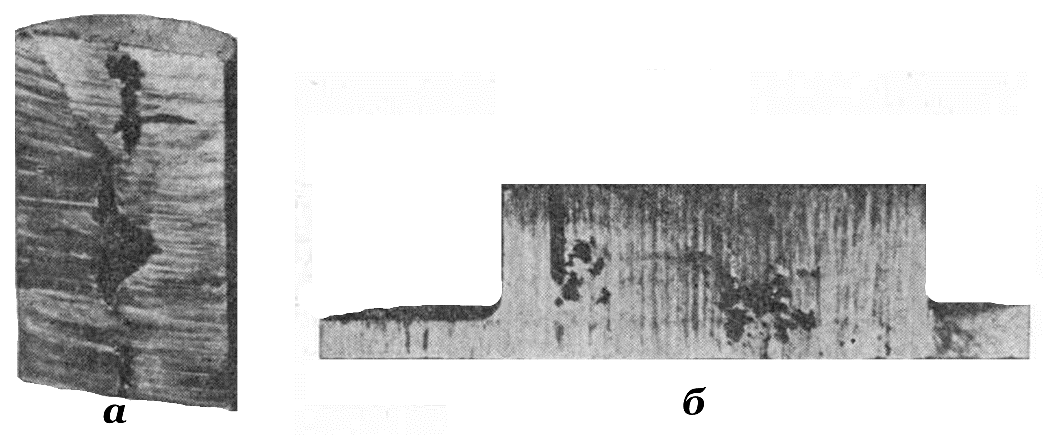
Рис. 88. Концентрированная (а) и рассеянные (б) раковины
Объемная усадка приводит к образованию в отливках концентрированных и рассеянных усадочных раковин. Их внешний вид показан на рис. 88, а, б.
Внешние усадочные раковины обнаруживаются визуально после очистки отливок, внутренние – при механической обработке отливок или в процессе эксплуатации деталей в связи с их недостаточной герметичностью или разрушением. Ответственные отливки проверяют на наличие усадочных раковин ультразвуком или рентгенодефектоскопией. Усадочные раковины легко отличить от газовых по состоянию поверхности. Поверхность газовых раковин – гладкая, ровная; поверхность усадочных раковин – неровная с острыми кристаллами первичного аустенита, образовавшимися при кристаллизации с недостаточным питанием жидким металлом.
Усадочные раковины образуются в большинстве металлов и сплавов. Это является следствием того, что термический коэффициент объемной усадки жидкого и кристаллизующегося металла больше, чем твердого остывающего металла. На рис. 89 показаны этапы кристаллизации чистого железа в отливке, имеющей форму куба. На нижней части рисунка показаны изменения температуры металла от момента заливки (рис. 89, а) до окончательной кристаллизации (рис. 89, д).
После заливки металл имеет температуру заливки tЗ. В некотором интервале времени металл остается в жидком состоянии. При охлаждении металла его объем уменьшается и образуется свободный объем С.О. (рис. 89, б). Величина С.О. тем больше, чем выше температура заливки tЗ, температура кристаллизации tК и чем больше коэффициент объемной усадки. Следующий этап охлаждения приводит к образованию твердой корки металла (рис. 89, б). Начало кристаллизации является начальным моментом образования усадочной раковины. Оставшийся под затвердевшей коркой жидкий металл уменьшает свой объем при кристаллизации больше, чем затвердевший слой, и поэтому образуется усадочная раковина (рис. 89, г, д). Расположение раковин показано на рис. 89, д в геометрическом центре отливки. В действительности усадочная раковина располагается в той части отливки, которая затвердевает последней.
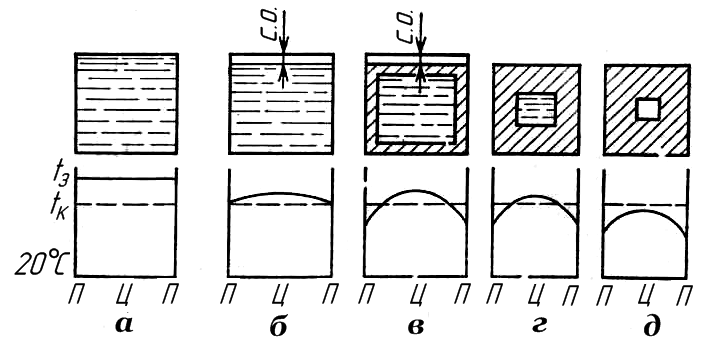
Рис. 89. Этапы образования раковины в отливке из железа: П – переферия; Ц – центр
Значительно сложнее механизм образования усадочных раковин в металле, кристаллизующемся в некотором температурном интервале. На рис. 90 показаны последовательные этапы кристаллизации стали и ковкого чугуна, где tЛ и tC – соответственно температуры ликвидуса и солидуса. Так же, как и для чистого железа, в данном случае пока металл находится в жидком состоянии, его усадка приводит к образованию свободного объема (рис. 90, а, б).
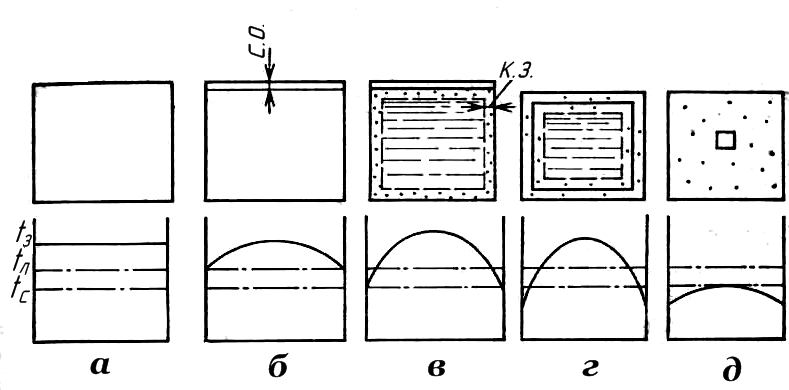
Рис. 90. Этапы образования раковины в отливке из стали
Когда температура поверхностных слоев «пересечет» линию ликвидуса, начинается образование кристаллизационной зоны К. 3. Образуемые в интервале между tК и tC кристаллы аустенита разрастаются и создают отдельные замкнутые объемы, заполненные жидким металлом. Этот металл, остывая и не имея подпитки, образует микроусадочные раковины, распределенные по всему объему К. 3. (рис. 90, в). На последующем этапе охлаждения в отливке образуется три зоны: зона твердого металла, кристаллизующегося металла и жидкого металла в сердцевине отливки.
В кристаллизующейся зоне продолжается процесс образования микроусадочных раковин, и одновременно создаются условия для образования концентрированной усадочной раковины. Рассмотрев механизм образования усадочных раковин, можно назвать факторы, влияющие на этот процесс.
Первый фактор – различие величин термических коэффициентов TЖ, TКР, ТТВ (соответственно жидкого, кристаллизующегося и твердого металла)
ТЖ = n1ТТВ и ТКР = n2ТТВ, (7)
где n1, п2 – величины, показывающие, во сколько раз ТЖ и ТКР больше ТВ.
С увеличением п1 и п2 увеличивается склонность металла к образованию усадочной раковины.
Второй фактор – наличие температурного градиента по сечению отливки
∆t = tЖ – tС, (8)
где tЖ – температура жидкого металла внутри отливки в момент образования затвердевшей корки металла на поверхности отливки; tС – температура солидуса, практически соответствующая температуре поверхностного кристаллизующего слоя металла.
Чем больше значение ∆t , тем, при прочих равных условиях, больше склонность металла к усадочным раковинам.
Большое влияние на образование микроусадочных раковин оказывает склонность металла при затвердевании образовывать разветвленные кристаллы, между которыми остаются микрообъемы жидкого металла. На образование усадочных раковин влияют примеси в сплаве, процесс легирования и модифицирования, степень перегрева жидкого металла, охлаждающая способность формовочных и стержневых смесей и т. д. В одном случае из-за примесей в металле происходят специфические изменения, связанные с межатомными взаимодействиями, в другом случае изменяется теплопроводность металла в жидком состоянии и при кристаллизации. Влиянием ∆t объясняется различная охлаждающая способность сырых, сухих, металлических форм. При большой скорости охлаждения металла в форме увеличивается температурный градиент по сечению отливки, т. е. создается условие для образования усадочной раковины. Тот же фактор действует и при изменении температуры заливки жидкого металла. Высокая температура металла при заливке литейной формы создает повышенный градиент ∆t по сечению отливки и, соответственно, большую усадочную раковину. При охлаждении затвердевшего металла и его полиморфных превращениях форма и относительные размеры усадочных раковин не изменяются.
Рассмотренные примеры образования усадочных раковин относятся к железоуглеродистым сплавам, которые кристаллизуются и остывают только с уменьшением объема, т. е. без роста отливок. Рост отливок наблюдается в графитизирующихся сплавах – серых чугунах и чугунах со сфероидальным графитом. Рост чугуна связан с выделением свободного графита. Особенности механизма образования графита и связанных к ним усадочных дефектов следует рассмотреть дополнительно.
Отдельные этапа образования усадочной раковины в серых чугунах эвтектического состава показаны на рис. 91.
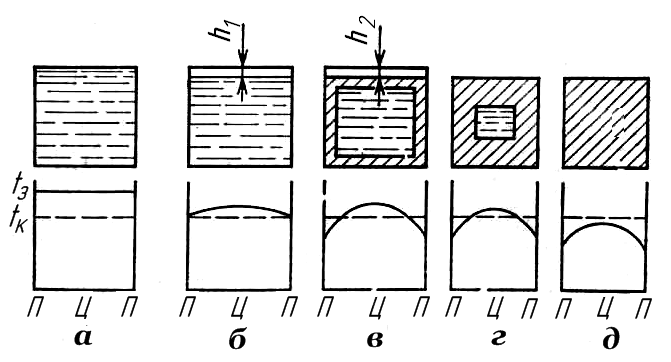
Рис. 91. Этапы образования раковины в отливке из серого эвтектического чугуна
В первые моменты охлаждения чугуна свободной объем образуется между зеркалом металла и верхней плоскостью формы. На рис. 91, б высота этого объема обозначена h1.
При кристаллизации в поверхностном слое протекают процессы с противоположными изменениями объема металла – усадка от понижения температуры и рост от эвтектической кристаллизации жидкий сплав – аустенит – графит). Результирующий эффект этих процессов может привести к положительному или отрицательному изменению объема затвердевшей отливки. При эвтектическом составе чугуна изменение объема зависит от скорости охлаждения отливки. При малой скорости охлаждения положительный эффект графитизации может полностью компенсировать усадочные явления и высота h2 получится очень незначительной.
Следующие этапы кристаллизации отливки (рис. 91, в, г, д) связаны с противоположным действием двух процессов – усадки и роста. В результате этих процессов отливка кристаллизуется без усадочных раковин. Склонность серого чугуна к усадке зависит от содержания в нем углерода. Повышенное содержание углерода (выше эвтектического) изменяет соотношение между усадкой металла и его ростом при графитизации. К положительному эффекту эвтектической графитизации прибавляется эффект от выделения первичного графита. В этом случае создаются условия, при которых компенсируется объемная усадка, и отливка увеличивается в объеме (предусадочное расширение). Чем больше содержание углерода, тем меньше вероятность образования усадочной раковины. В железоуглеродистых сплавах, расположенных левее точки С (область доэвтектических чугунов), содержание углерода недостаточно для образования фаз, компенсирующих объемную усадку (рис. 92).
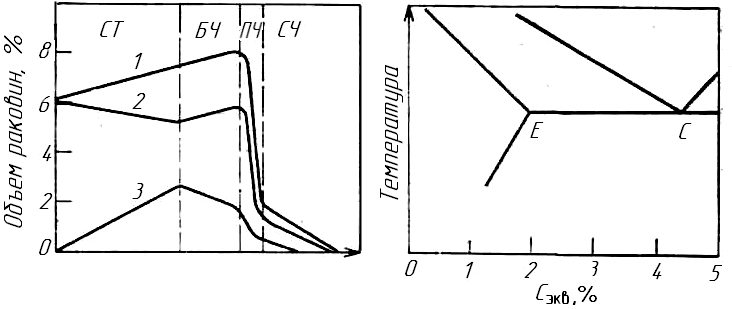
Рис. 92. Влияние углеродного эквивалента СЭКВ на образование раковин в железоуглеродистых сплавах: 1 – общий объем раковин; 2 – объем концентрированной раковины; 3 – объем рассеянных раковин
Вертикальные линии разделяют области сталей СТ, белых БЧ, половинчатых ПЧ и серых СЧ чугунов. Различная величина объемной усадки разных сплавов заставляет в отдельных случаях изменять конструкцию литейной формы.
Механизм образования усадочной раковины в чугунах с шаровидным графитом связан с особенностями эвтектической графитизации. Магний сфероидизирует графитовые включения и уменьшает скорость их образования.
Замедленная эвтектическая кристаллизация проходит как по стабильному, так и по нестабильному вариантам диаграммы железо–углерод с образованием отбела. Образующийся цементит нестабилен и при повышенном содержании кремния разлагается на аустенит и графит. Иными словами, в чугунах с шаровидным графитом графитовая фаза образуется непосредственно из жидкого металла, а также путем распада цементита. Своеобразность такой графитизации сказывается на образовании рассредоточенных и концентрированных усадочных раковин. Это своеобразие проявляется не только в уменьшении величины роста металла при графитизации (расплав → аустенит + графит), но и в значительном расширении затвердевающих слоев отливки, величина которого составляет 0,6–1,2 %. Поэтому чугун с шаровидным графитом имеет повышенную склонность к образованию усадочной раковины (рис. 93). Процесс кристаллизации чугуна с шаровидным графитом во многом зависит от его состава и условий охлаждения.
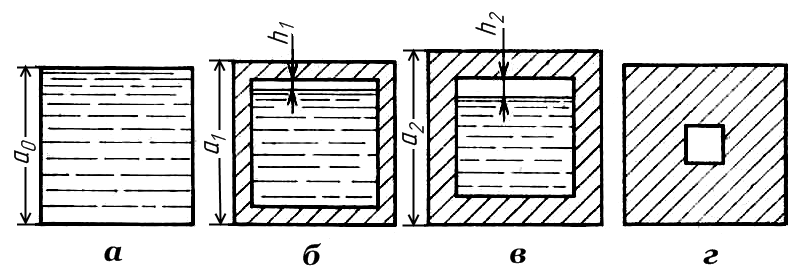
Рис. 93. Этапы образования раковины в чугуне, содержащем шаровидный графит
Графитизирующие факторы (медленное охлаждение, повышенное содержание углерода, кремния и т. д.) повышают относительную долю реакции расплав → аустенит + графит при кристаллизации. Это уменьшает величину начального расширения и увеличивает рост графита при эвтектической реакции. В целом склонность чугуна к образованию усадочной раковины уменьшается (рис. 94 и рис. 95).
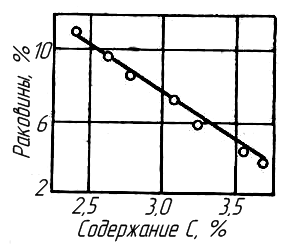
Рис. 94. Влияние содержания углерода на объем раковины в чугуне с шаровидным графитом
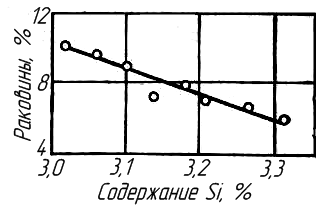
Рис. 95. Влияние содержания кремния на объем раковины в чугуне с шаровидным графитом
Факторы, препятствующие графитизации (повышенное содержание магния, высокая скорость охлаждения и др.), имеют обратное действие. Они увеличивают относительную часть кристаллизации по метастабильной системе и, как следствие, повышают склонность чугуна к образованию усадочных раковин (рис. 96).
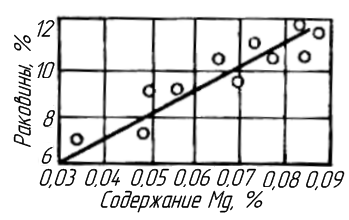
Рис. 96. Влияние содержания магния на объем раковины в чугуне с шаровидным графитом
Максимальный объем рассредоточенных усадочных раковин на границе между сталью и белым чугуном (рис. 92) является результатом широкого интервала кристаллизации. В области белых чугунов объем усадочных раковин уменьшается в результате частичной графитизации. Чем больше степень графитизации, тем меньше объем усадочной раковины.
Железоуглеродистые сплавы, особенно низкоуглеродистые стали, белый чугун и чугун с шаровидным графитом, проявляют особую склонность к образованию внешних утяжин (рис. 97).
Рис. 97. Расположение внутренней и внешней раковин
Образование утяжин вызвано разрежением газовой фазы во внутренней усадочной раковине. Исследования показали, что чем больше объем усадочной раковины, тем больше в ней разрежение, искажающее форму отливки (рис. 98).
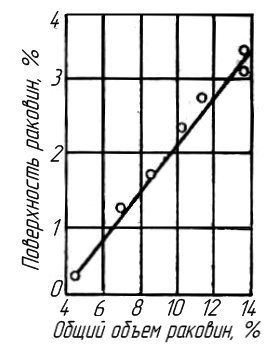
Рис. 98. Влияние общего объема раковин на поверхность раковин
На образование усадочной раковины оказывают влияние примеси в металле, особенно фосфор. В сером чугуне содержание фосфора достигает 0,3–0,4 %. Фосфор образует с железом и углеродом легкоплавкую тройную фосфидную эвтектику (Fe – Fe3C – Fe3P), кристаллизующуюся при 950 °С. Из этого следует, что отдельные микроучастки отливки, занятые фосфидной эвтектикой, остаются в жидком состоянии после кристаллизации основы отливки. При кристаллизации эвтектики ее объем уменьшается, и образуются микроусадочные поры (рис. 99).
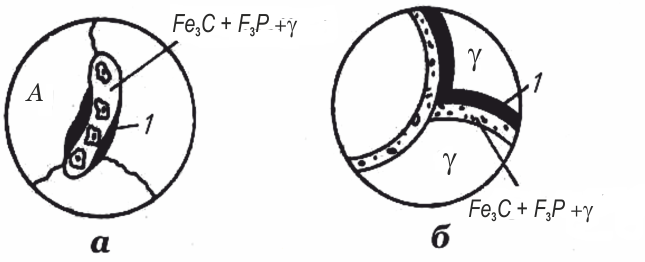
Рис. 99. Расположение микрораковин в чугунах с пониженным (а) и с повышенным (б) содержанием фосфора: 1 – микрораковина; А – аустенит; – раствор углерода в -железе
При низком содержании фосфора микропоры разобщены и не влияют на герметичность отливок. При высоком содержании фосфора создаются условия для соединения микроусадочных пор (рис. 99). Отливки получаются негерметичными. При наличии в чугуне фосфора образуется микропористость, фосфидная эвтектика усиливает предусадочное расширение отливки. Присутствие жидкой фазы в виде фосфидной эвтектики после графитизации при 1050–1145 °С способствует росту отливок в результате реакции цементит → аустенит + графит. При содержании в чугуне 0,1–0,2 % фосфора начальное расширение чугуна составляет 0,6–1,2 %, при 0,6–0,7 % фосфора – 1,5–2,2 %. Такое большое начальное расширение увеличивает и без того высокую склонность чугуна с шаровидным графитом к образованию усадочных раковин. Общий объем усадочных раковин (рис. 100) может достигать 16 %.
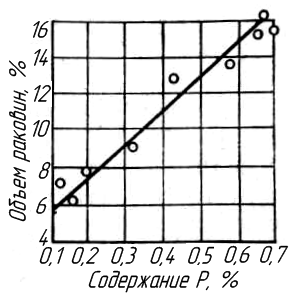
Рис. 100. Влияние содержания фосфора на суммарный объем раковин в чугуне с шаровидным графитом
Высокая склонность чугуна с шаровидным графитом и высоким содержанием фосфора к образованию усадочных раковин создает большие, часто неразрешимые трудности при получении качественных плотных отливок.
Следует иметь в виду, что сама графитовая фаза является источником пористости. Связь графита с составляющими металла – ферритом, аустенитом или цементитом – очень слабая. Пористость графитовых включений усугубляется различными величинами коэффициентов термического расширения (табл. 15).
Таблица 15
Коэффициент термического расширения составляющих чугуна
| Фаза | Графит | Аустенит | Феррит | Цементит |
| Коэффициент термического расширения, К∙10–6 | 8,0 | 23,0 | 14,5 | 12,5. |
Неравномерное изменение размеров отдельных фаз при нагреве и охлаждении уменьшают плотность графитовых включений. Графитовой пористостью можно пренебречь, если включения графита изолированы друг от друга (рис. 101, а). Это характерно для чугунов с малым содержанием углерода. В эвтектических чугунах графитовые включения перекрещиваются, что сказывается на герметичности отливок (рис. 101, б). Такие отливки нельзя термообрабатывать в соляных ваннах. Соляной расплав проникает в металл по графитовым включениям, и металл корродирует.
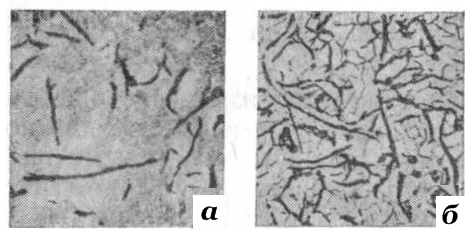
Рис. 101. Микроструктура с изолированными (а) и с соединенными (б) графитовыми включениями
Способы устранения или сведения к минимуму числа усадочных раковин можно объединить в две группы. В первую группу входит комплекс воздействий на жидкий металл, который создает условия для одновременной кристаллизации во всех направлениях, например с помощью холодильников (рис. 102). Одновременная кристаллизация происходит также при заливке металла с допустимо низкой температурой.
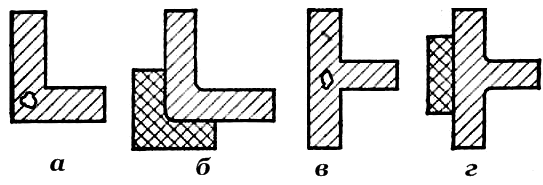
Рис. 102. Использование холодильников для предупреждения образования концентрированных раковин: а, в – без холодильников; б, г – с холодильниками
Вторая группа методов относится к толстостенным отливкам и отливкам с различной толщиной стенок. В этих методах использован принцип направленной (последовательной) кристаллизации (рис. 103).
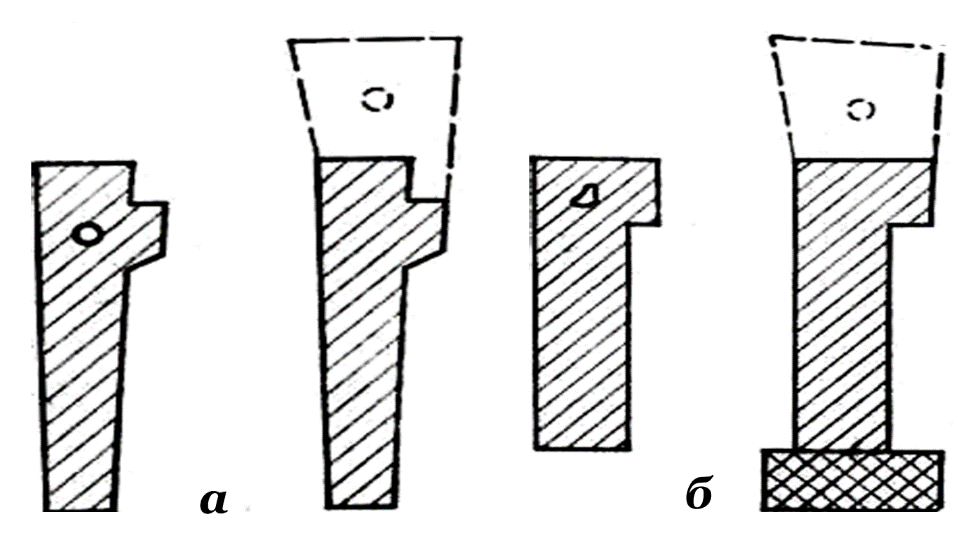
Рис. 103. Использование холодильников и прибылей для предупреждения образования концентрированных раковин: а – установка прибыли; б – установка прибыли и холодильника
Кристаллизация начинается в нижней части отливки и заканчивается в верхней с образованием усадочной раковины. Установка в верхней части отливки прибыли обеспечивает получение плотной отливки. Зачастую используют способы обеих групп. Сопротивление литейной формы предусадочному расширению (особенно в чугунах с шаровидным графитом) позволяет уменьшить объем усадочных раковин. Чем выше плотность набивки и твердость литейной формы, тем меньше объем усадочной раковины (рис. 104).
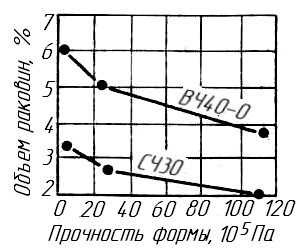
Рис. 104. Влияние прочности литейной формы на объем раковин в отливке
Негерметичность отливок. Негерметичность отливок связана с образованием пористости в металле при его затвердевании. В значительной степени это определяется составом железоуглеродистых сплавов (рис. 105). Наиболее склонны к образованию пористости сплавы с широким интервалом кристаллизации, т. е. заэвтектические стали и чугуны с малой степенью эвтектичности.
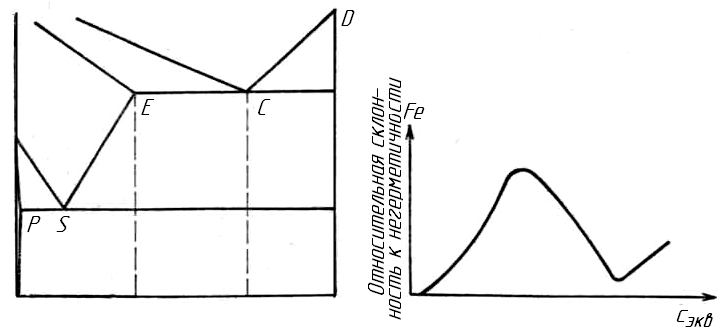
Рис. 105. Влияние сЭКВ сплавов (диаграмма Fe – С) на герметичность отливок
Негерметичность отливок из чугуна заэвтектического состава связана с выделением большого количества графитовых включений. Переплетаясь между собой, крупные и грубые включения первичного графита создают микропористость на границах графит – металлическая основа.
Особенно велика пористость в местах концентрации графита, например, при его «всплывании» в медленно охлаждаемых отливках.
Повышенное содержание фосфора в металле, как это было показано выше, усугубляет появление пористости в отливке (рис. 99).
Из изложенного ясно, что для получения герметичных отливок следует применять те же способы, что и для уменьшения числа усадочных раковин: правильный выбор материала отливок; проектирование технологичных отливок и конструкций формы, обеспечивающих направленное затвердевание металла; гарантированный расчет элементов литниковой системы (прибылей); использование внутренних и внешних холодильников; заливка формы металлом с допустимо низкой температурой.
34. Песчаная раковина – дефект в виде полости, полностью или частично заполненной формовочным материалом (рис. 106). Подробно рассмотрено в пункте 20 настоящего раздела.
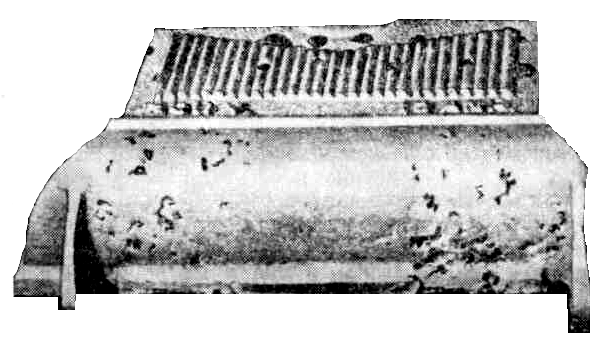
Рис. 106. Включения формовочной смеси в отливке
35. Шлаковая раковина – дефект в виде полости, полностью или частично заполненной шлаком (рис. 107).
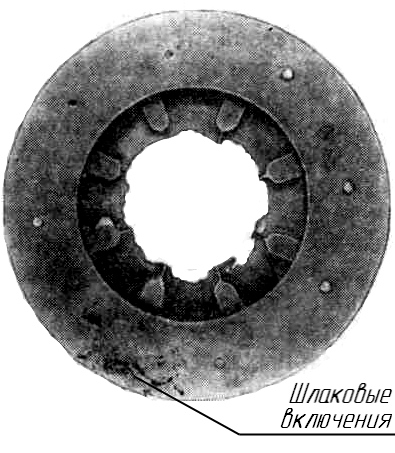
Рис. 107. Поверхностное крупное шлаковое включение в чугунной отливке нажимного диска сцепления грузового автомобиля
Источники образования неметаллических включений. В процессе плавки чугуна и стали при сплавлении оксидов со специально вводимыми в печь шлакообразующими материалами, а также с оксидами, входящими в состав футеровки, образуется шлак.
Добавка известняка и некоторых других материалов при плавке чугуна в вагранке способствует получению жидкого и хорошо укрупняющегося ваграночного шлака. Количество его, зависящее от зольности кокса, степени загрязнения шихты и частичного окисления некоторых примесей чугуна (кремния, марганца), составляет обычно 4–7 % массы металлической шихты. Состав ваграночных шлаков приведен в табл. 16.
Таблица 16
Состав ваграночных шлаков в %
| Футеровка печи | SiО2 | CaO | MgO | Al2О3 | FeO + Fe2O3 | MnO | P2O5 | S |
| Кислая | 42–55 | 18–35 | 1–8 | 7–20 | 5–15 | 2–10 | 0,1–0,5 | 0,05–0,3 |
| Основная | 30–35 | 40–55 | 10–14 | 5–10 | 2–3 | 1–3 | 0,5–1,0 | 0,5–1,0 |
При плавке стали ее примеси окисляются закисью железа, переходящей в металл из шлака, а содержащиеся в металле вредные примеси, такие, как S и Р, переходят в шлак. В зависимости от химического состава и физических свойств шлака удаление вредных примесей из металла может быть более или менее полно. В восстановительный период плавки кислород из металла переходит в шлак. Кроме того, шлак препятствует переходу водорода и азота из атмосферы печи в металл.
В зависимости от содержания кремнезема различают кислые и основные шлаки (табл. 17).
Таблица 17
Состав шлака в конечной стадии плавки стали в %
| Футеровка печи | SiО2 | FeO | MnO | Al2О3 | CaO | Cr2О3 | MgO | CaF2 | CaC2 | S |
| Кислая | 50–60 | 8–15 | 8–15 | 3–8 | 2–10 | 2–4 | – | – | – | – |
| Основная (восстановительный период), белый шлак | 15–20 | <0,5 | <0,4 | 2–5 | 55–60 | – | 8–15 | 15 | < 1,0 | 0,3–0,5 |
| Карбидный шлак | 10–15 | <0,5 | <0,4 | 2–5 | 55–65 | – | 8–15 | 10–15 | – | 0,4–0,7 |
| Полукислый шлак | 20–35 | < ,0 | <2,0 | 8–12 | 15–20 | – | 25–35 | – | – | – |
Кислые шлаки содержат более 40 % кремнезема и 3–15 % окиси кальция, а основные содержат менее 30 % кремнезема и 30–60 % окиси кальция. Кислые шлаки образуются при плавке стали в кислых печах с футеровкой из кремнеземистых материалов, а основные – при плавке стали в печах с магнезитовой или доломитовой футеровкой.
В процессе переливов и заливки в формы расплав взаимодействует с материалом футеровки ковшей и с атмосферой, также образуя шлаки. Шлак обычно стремятся удалить с поверхности расплава, но частицы его остаются в расплаве. Эти частицы могут при заливке попасть в форму и образовать неметаллические (шлаковые) включения в отливке.
При заливке формы расплав все время находится в контакте с формовочной смесью, которая может разрушаться. Частицы смеси попадают в расплав и при затвердевании отливки остаются в ней в виде песчаных включений. Песчаные включения возникают также вследствие попадания формовочной смеси в форму при сборке, простановке стержней, обдувке формы, кантовке или даже из-за небрежности или недостаточной квалификации рабочих. Следует отметить, что чаще всего источником неметаллических включений являются образовавшиеся ранее дефекты (например, ужимины, подрыв, обвал, обжим и т. д.), но песчаные включения могут возникнуть и от других источников. Именно эти дефекты и будут рассмотрены ниже.
Шлаковые включения. Шлаковыми называют включения, имеющие вид и состав шлака. Чаще всего шлаковые включения расположены в верхних частях отливок или на их поверхности. Оставшиеся после удаления шлака полости в теле отливки могут иметь гладкую или шероховатую поверхность с неровными краями. В зависимости от причин образования встречаются отдельные, изолированные открытые включения разнообразных размеров и конфигурации; включения, обнаруживаемые в теле отливки и имеющие выход к поверхности в виде небольшого отверстия; рассеянные включения, расположенные на поверхности отливки в виде сыпи, и т. д.
Шлаковые включения в большинстве случаев серого цвета различных оттенков.
Основная причина образования шлаковых включений – проникновение шлака вместе с расплавом в рабочую полость литейной формы. Возможность такого проникновения определяется количеством и природой шлаковых включений в расплаве, а также надежностью технологических приемов, предотвращающих их попадание в отливку. Шлак попадает в расплав обычно при механическом перемешивании его с расплавом в процессе плавки и при выпуске из плавильного агрегата. Вследствие меньшего удельного веса шлаковые частицы в расплаве стремятся укрупниться и всплыть на поверхность. Однако при недостаточной выдержке металла в ковше перед заливкой, что наблюдается в массовом и серийном производстве, шлаковые частицы не успевают всплыть и могут попасть в форму вместе со сплавом.
Очень мелкие шлаковые частицы, образующиеся вследствие физико-химических реакций в расплаве, обычно не приводят к образованию существенных дефектов. Так, мелкие и тонкостенные отливки затвердевают значительно раньше, чем эти частицы успеют всплыть и укрупниться. Однако в крупных и медленно охлаждающихся отливках, особенно при недостаточной выдержке расплава в ковше, они могут укрупниться и всплыть к окончанию затвердевания. В таких случаях в отливках образуется большое количество мелких подкорковых шлаковых включений.
При отливке деталей из чугуна с шаровидным графитом, модифицированным магнием, в них обнаруживаются шлаковые включения в виде черных пятен. Исследования показали, что такие включения состоят из соединений магния с серой и кислородом и располагаются на горизонтальных поверхностях отливок, в верхних частях или под стержнями. С увеличением содержания серы до 0,08 – 0,12 % количество черных пятен сильно возрастает.
Способы предотвращения шлаковых включений. Основные способы предотвращения шлаковых включений в отливках можно разделить на две группы: способы, направленные на наиболее полное отделение шлака в процессе плавки и подготовки расплава к заливке, и способы, обеспечивающие задержку шлака в литниковой системе за счет применения специальных элементов и приспособлений, а также выбора соответствующих сечений ее составных частей.
В производственных условиях практически исключается возможность длительной выдержки жидкого металла в ковшах, поэтому большое значение имеет повышение температуры перегрева и понижение вязкости шлака. При низкой вязкости шлака его частицы легко укрупняются и всплывают, захватывая по пути мельчайшие частицы других неметаллических включений. Последние из-за ничтожно малых скоростей подъема самостоятельно всплывать не успевают.
Таким образом, для предотвращения возможности образования шлаковых включений процесс шлакообразования и вязкость шлака следует регулировать в процессе плавки путем подбора и строгой дозировки флюса соответствующего состава. Вязкость шлака необходимо периодически контролировать.
При выпуске металла из плавильного агрегата следует исключить возможность попадания шлака вместе с металлом. Это достигается применением копильника в вагранках, установкой на желобах специальных шлакоотделителей, например типа сифонов и т. д. Шлак, образующийся на поверхности расплава в ковше, следует счищать железными или деревянными скребками. Удаление шлака в этом случае облегчается при повышении его вязкости путем присыпки чистым и сухим кварцевым песком. Шлак, приставший к стенкам ковша, должен быть удален перед заливкой в него расплава. Возможность попадания шлака в полость литейной формы существенно уменьшает применение стопорных, чайниковых и сифонных ковшей.
Установка шлакоуловителей позволяет отделить расплав от шлака вследствие разности их удельных весов. Эффективность задержки шлака зависит также от правильности подбора размеров и соотношений площадей сечения отдельных элементов литниковой системы. Литниковая система должна быть построена таким образом, чтобы частицы шлака, попадающие вместе с металлом из ковша, и крупные частицы формовочной смеси, отделяющиеся от стенок ее каналов, были задержаны и не попали в полость формы.
Для обеспечения возможно более быстрого заполнения литниковой системы и всплывания шлаковых частиц необходимо последовательно увеличивать площади сечения элементов от питателей к стояку. Для уменьшения скорости движения расплава на выходе из питателей в цветном и стальном литье считают полезным их делать с плавным расширением (рис. 108).
Наиболее распространено применение следующих литниковых систем:
– тормозящих, в которых литниковый ход состоит из двух или более колен, располагающихся в различных половинах формы и направленных под углом друг к другу (рис. 108, а);
– дроссельных, в которых между стояком и питателем предусматриваются узкие щелевидные каналы, обеспечивающие спокойный вход металла в форму (рис. 108, б);
– с центробежными шлакоуловителями, применение их позволяет значительно уменьшить брак по шлаковым включениям (рис. 108, в);
– дождевые, в которых стояк соединяется с кольцевым шлакоуловителем, расплав из последнего поступает в полость формы через цилиндрические или щелевидные питатели (рис. 108, г);
– сифонные, обеспечивающие подачу металла в форму на одном или нескольких уровнях (рис. 108, д).
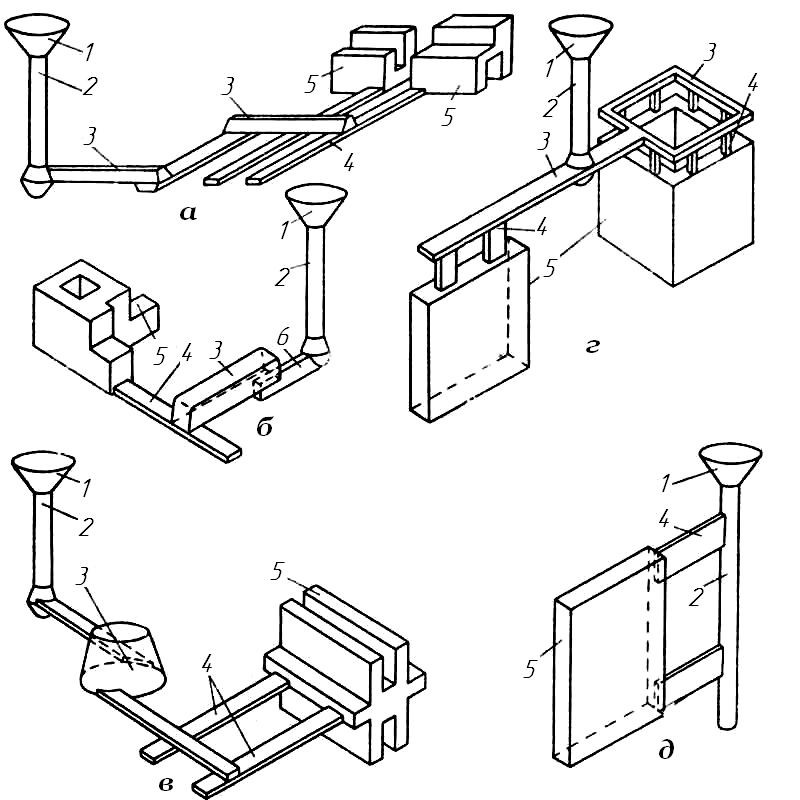
Рис. 108. Схемы литниковых систем: а – тормозящая; б – дроссельная; в – с центробежным шлакоуловителем; г – дождевая; д – сифонная (двухъярусная ); 1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатели; 5 – отливка; 6 – дроссель
Правильная конструкция литниковой системы и спокойная заливка металла – надежные средства против шлаковых включений. В табл. 18 приведены основные причины образования шлаковых включений и способы их предотвращения.
Таблица 18
Причины возникновения шлаковых включений и меры по их предупреждению
| Группа | Основные причины | Способы предотвращения шлаковых включений |
| I | Попадание в литейный ковш большого количества печных шлаков | Ведение плавильного процесса с минимальным выделением шлака
Улучшение конструкции сифонного шлакоотделителя вагранки Сведение до минимума применения окисленной шихты, загрязненных флюсов и некачественных огнеупоров Тщательный ремонт плавильных агрегатов и их подготовка к плавке Хорошая очистка литейных ковшей |
| II | Образование вторичных шлаков в литейном ковше | Уменьшение окисления металла в плавильных агрегатах
Заливка форм чугуном с достаточно высокой температурой Правильное соотношение содержания марганца и серы в чугуне Увеличение содержания кремния в чугуне Очистка ковшей от шлаковой корки Сливание остывшего металла в изложницы Качественное раскисление металла |
| III | Продукты размыва металлом кладки плавильных агрегатов, желобов, ковшевой обмазки | Подбор качественных огнеупоров
Качественная футеровка и сушка печных агрегатов, желобов и литейных ковшей |
| IV | Попадание шлака в форму при заливке металла | Использование чайниковых или стопорных ков-
шей Использование загустителей шлака Применение литниковых чаш, задерживающих шлак Правильная конструкция литниковой системы Заливка форм с полной литниковой чашей Предупреждение окисления металла при заливке |
| V | Неправильная разработка литейной технологии | Увеличение припусков на механическую обработку
Изменение расположения отливки в форме Изменение подвода металла в полость формы |
36. Залитый шлак – дефект в виде частичного заполнения литейной формы шлаком.
37. Графитовая пористость – дефект отливок из серого чугуна в виде сосредоточенных или паукообразных выделений графита, вызывающих неплотности металла при испытании гидравлическим или газовым давлением, как показано в пункте 33 настоящего раздела (рис. 99, б и рис. 101).
Причиной появления крупных грубых пластинок графита в структуре серого чугуна, выплавленного в вагранке, чаще всего является грубая структура графита в исходном чушковом чугуне. Выбор чушковых чугунов для получения ответственных отливок типа гильз, блоков, головок цилиндров двигателей и компрессоров должен производиться с учетом не только их химического состава, но и исходной структуры чушковых доменных чугунов.
38. Усадочная пористость – дефект в виде мелких пор, образовавшихся вследствие усадки металла во время его затвердевания при недостаточном питании отливки.
Форма образующихся усадочных дефектов зависит от характера кристаллизации сплава в отливке. В зависимости от состава сплавы могут затвердевать при постоянной температуре (чистые металлы или эвтектические сплавы) или в интервале температур (сталь). В эвтектических сплавах, например серых чугунах, поверхность, образованная растущими гранями кристаллов, в сечении представляет собой относительно ровную линию (рис. 109, а). При таком характере затвердевания сплава жидкий металл, находящийся в верхней части отливки, практически до момента полного затвердевания компенсирует усадку металла в нижней части отливки. В результате вверху образуются крупные, концентрированные усадочные раковины. Недостаток жидкого металла может проявиться только в конце затвердевания при смыкании двух фронтов кристаллизации, когда зазор между ними становится незначительным. В таком случае по центральной оси сечения (стенки) отливки образуется осевая пористость (рис. 109, г); ширина этой пористой зоны в чугунных тонкостенных отливках невелика (0,5–2 мм) и практически не влияет на качество детали.
В сплавах, затвердевающих в интервале температур, например в сталях, растущие от поверхности отливки кристаллы глубоко вдаются в жидкий металл. В них образуется промежуточная двухфазная зона, состоящая из твердого и жидкого металла. Пока растущие от поверхности кристаллы не встретятся, верхние слои жидкого металла компенсируют усадку нижних слоев, т. е. питают их. В это время в отливке формируется сравнительно крупная концентрированная усадочная раковина. Однако после срастания растущих кристаллов (рис. 109, в) объемы жидкого сплава между ними изолируются один от другого и дополнительный подвод жидкого металла прекращается. При затвердевании жидкого сплава в таких условиях в изолированном пространстве образуются мелкие усадочные раковины – поры. К концу затвердевания центральной части отливки количество изолированных участков жидкого металла и, следовательно, пор весьма велико. Скопление мелких усадочных раковин и называют усадочной пористостью. Часто усадочная пористость располагается под концентрированной усадочной раковиной, являясь как бы ее продолжением.
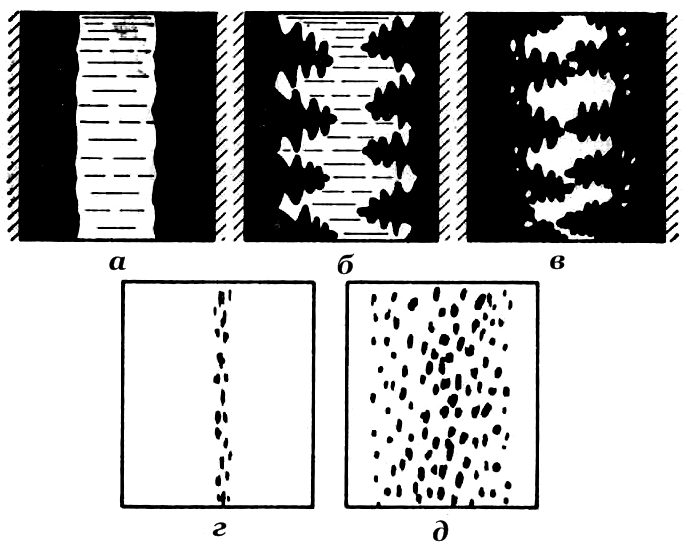
Рис. 109. Характер кристаллизации различных сплавов: а – серые чугуны, затвердевающие в небольшом интервале температур; б – сталь, затвердевающая в широком интервале температур; в – объемы жидкого металла между кристаллами изолированы от питающего узла отливки; г – осевая усадочная пористость в чугунной отливке; д – рассеянная усадочная пористость в стальной отливке
В некоторых случаях, например при очень медленном охлаждении металла в форме, пористая зона может распространяться практически на все сечение стальной отливки. При этом образуется так называемая рассеянная пористость (рис. 109, д). При неравномерной толщине стенок отливки в тонких стенках может возникнуть осевая пористость, а в тепловых узлах – местная пористость.
Существенным различием в характере кристаллизации чугуна и стали является также то, что при затвердевании чугуна выделяются включения графита, в результате чего увеличивается объем отливки. Это явление называется предусадочным расширением. Увеличение объема отливки за счет выделяющихся включений графита может существенно компенсировать уменьшение объема чугуна вследствие усадки. Поэтому общая объемная усадка, а, следовательно, и объем усадочных дефектов в чугунах с пластинчатым и шаровидным графитом меньше, чем в стали.
Количественно объемная усадка металла характеризуется коэффициентом εоб, а линейная усадка отливки – коэффициентом εл, причем εоб ≈ 3εл.
Коэффициенты объемной и линейной усадок для некоторых сплавов приведены в табл. 19.
Таблица 19
Коэффициенты объемной и линейной усадки сплавов
| Сплав | Коэффициент усадки в % | |
| объемной | линейной | |
| Чистое железо
Белый чугун Серый чугун Высокопрочный чугун Сталь углеродистая Алюминиевые сплавы Медные сплавы |
5,5—7,5
4—6 ––0,5—2,5 5,0—7,0 6,5—7,5 3,0—4,2 4,0—6,0. |
1,8—2,5
1,3—2,0 —0,2—0,8* 1,6—2,3 2,2—2,5 1,0—1,4 1,3—2,0 |
* Знак минус означает приращение объема
Следует различать усадку сплава как такового от усадки реальных отливок. Усадка металлов и сплавов зависит только от их физических свойств, в то время как усадка реальных отливок зависит от ряда технологических факторов. Ниже рассмотрены важнейшие из них.
Стенки песчано-глинистой литейной формы, залитой металлом, под действием его напора могут деформироваться и прогибаться. При этом в отливке возникает дефект – распор и, кроме того, увеличивается объем усадочных раковин. В прочной и жесткой форме за счет расширения смеси может произойти уменьшение усадочных дефектов в отливке.
Отдельные части реальных отливок остывают с неодинаковой скоростью, поэтому они как бы разделяются на несколько изолированных частей, в каждой из которых процесс объемной усадки происходит самостоятельно. При этом ранее затвердевшие части отливки тормозят усадку участков, затвердевающих позднее.
Значительное влияние на образование усадочных дефектов оказывает химический состав сплава. Так, увеличение содержания углерода в доэвтектическом чугуне приводит к заметному уменьшению объема усадочных раковин за счет увеличения в нем количества выделяющегося при кристаллизации графита. Чем выше содержание углерода в чугуне, тем меньше в отливках усадочной пористости и больше концентрированных усадочных раковин.
Пористость отливок уменьшается при выделении в чугуне мелкого графита и увеличивается при выделении его в виде грубых пластин. Влияние кремния на возникновение усадочных дефектов зависит от влияния его на процесс образования в чугуне графита. При повышении степени графитизации объем усадочных раковин уменьшается. Вместе с тем отмечено, что плотность и герметичность чугунных отливок повышается с уменьшением содержания углерода и кремния вследствие измельчения выделений графита. Марганец и сера, понижая степень графитизации, увеличивают объем усадочных раковин в чугуне.
Таким образом, влияние легирующих элементов на количество усадочных дефектов в чугуне связано в основном с их влиянием на процесс графитизации. Особенно большое развитие усадочные раковины получают при полном торможении графитизации, когда чугун затвердевает белым. Поэтому введение элементов (медь, никель и др.), способствующих графитизации, может привести к уменьшению объема усадочных раковин.
Белый низкоуглеродистый чугун, применяемый для получения отливок из ковкого чугуна, обладает большой склонностью к усадке в жидком состоянии, при затвердевании и в твердом состоянии. Во избежание появления усадочных раковин, из-за большой усадки в процессе затвердевания у каждого местного утолщения необходимо устанавливать боковые прибыли – питающие бобышки. Большая склонность к образованию усадочных раковин и пористости отливок из белого чугуна, подвергающихся последующему отжигу на ковкий чугун, затрудняет производство отливок, работающих под давлением. Количество усадочных дефектов в отливках из этого чугуна несколько уменьшается с увеличением содержания углерода.
Объем усадочных дефектов в отливках из чугуна с шаровидным графитом и белого чугуна и способы их предотвращения практически аналогичны.
Усадку стали в жидком состоянии увеличивает углерод и незначительно кремний, марганец и фосфор. При увеличении содержания углерода в стали на каждые 0,1 % объемная усадка ее повышается приблизительно на 2 %.
Способы предотвращения усадочных раковин и пор. Усадка является естественным процессом, происходящим в остывающей отливке, и предотвратить ее невозможно. Все методы предотвращения усадочных дефектов сводятся к созданию таких условий затвердевания, при которых недостаток жидкого металла в кристаллизующейся отливке или в отдельных ее узлах восполняется путем подвода жидкого дополнительного металла. Дополнительный подвод металла к месту образования усадочных дефектов должен быть непрерывным и продолжаться до полного затвердевания. Таким образом кристаллизующийся слой отливки должен быть в контакте с жидким металлом.
Для компенсации усадки сплава отливок используют искусственные емкости жидкого металла, называемые прибылями. Прибыли различаются по форме (цилиндрические, шаровые, конические, прямоугольные и т. п.), по принципу действия (обычные, обогреваемые, атмосферного давления, давления газа), по методу подачи металла (прямого питания – установка сверху и бокового питания – отводные), по положению в форме (открытые и закрытые).
Конструкция прибылей зависит от различных факторов, учитывающих производственные традиции, номенклатуру литья, серийность производства, оборудование цеха и т. п. Для того чтобы прибыли выполнили свою роль, они должны отвечать определенным требованиям.
Объем и форма прибыли должны быть такими, чтобы количество жидкого металла в ней в каждый момент времени до полного затвердевания отливки превышал величину объемной усадки еще незатвердевшего металла. Длительность полного затвердевания прибыли должна превышать длительность затвердевания питаемого узла отливки. Зона прилегания прибыли к питаемому узлу отливки должна быть достаточной для того, чтобы жидкий металл проходил с требуемой скоростью, и затвердевать она должна после затвердевания питаемого узла отливки, но раньше, чем затвердеет прибыль.
Выполнение этих требований достигается созданием направленного затвердевания отливки. При направленном затвердевании кристаллизация отливки или отдельных ее частей происходит последовательно в направлении к прибыли с таким расчетом, чтобы к каждому ранее затвердевшему слою отливки был доступ жидкого металла из прилегающего слоя, затвердевающего позже. Участки отливки, затвердевающие последними, соприкасаются непосредственно с прибылью (рис. 110). Этот принцип впервые был выдвинут русским металлургом В. Е. Грум-Гржимайло. Направленное затвердевание в отливке можно создать как правильным конструированием отливки, так и использованием технологических приемов.
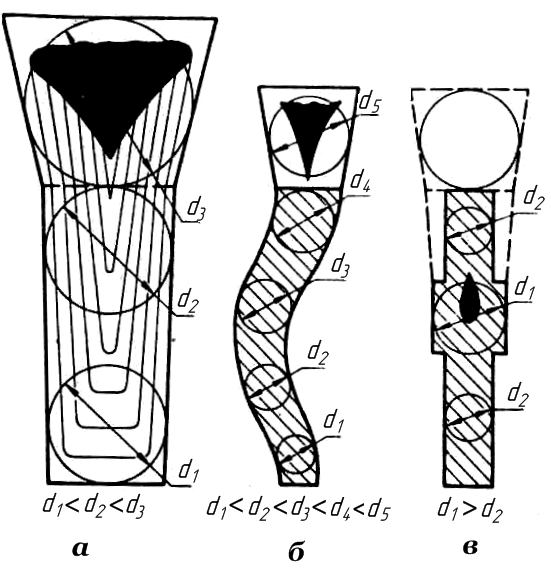
Рис. 110. Конструкции стенок отливок: а, б – обеспечивающие направленное затвердевание; в – не обеспечивающая направленного затвердевания
Для обеспечения принципа направленного затвердевания сечение отливки или отдельных ее стенок должно постепенно увеличиваться по направлению к месту установки прибыли (рис. 110, а)
Для стальных отливок, особенно ответственного назначения, это требование обязательно. Если по конструктивным соображениям невозможно или нежелательно постепенное утолщение стенок к прибыли, то при разработке литейной технологии предусматривают соответствующие технологические напуски, которые должны быть удалены при механической обработке (рис. 110, в).
Возможность направленного затвердевания отливки проверяют по чертежу методом вписанных окружностей (рис. 110, б). По мере приближения к месту установки прибыли диаметр вписанной в сечение стенки отливки окружности должен увеличиваться. Отношение зависит от толщины и высоты (длины) стенки и типа сплава и обычно равно 1,05–1,2. Направленное затвердевание может быть достигнуто путем ускорения охлаждения соответствующего узла отливки и замедления охлаждения прибыльной части.
Для ускорения остывания стенок отливки используют металлические наружные холодильники. Зазор между смежными наружными холодильниками должен быть минимальным, а торцовые стороны холодильников рекомендуется выполнять со скосами. Площадь наружных холодильников должна быть меньше площади охлаждаемого теплового узла, во избежание преждевременного затвердевания прилегающих к тепловому узлу частей отливки, через которые поступает жидкий металл от прибыли.
При получении крупных и массивных отливок применяют внутренние металлические холодильники, устанавливаемые внутрь формы. Нагреваясь, они отбирают тепло от жидкого металла. Толщину холодильников и их число определяют на основе тепловых расчетов и экспериментальных данных. Неоправданное увеличение толщины наружных холодильников может вызвать отбел чугунных отливок, образование трещин и других дефектов. Масса внутренних холодильников не должна превышать 3,5 % массы питаемого узла, иначе не произойдет их прочное соединение со сплавом отливки.
Материал внутренних холодильников обычно такой же, как материал детали.
Простейшими внутренними холодильниками являются шпильки, гвозди, прутки, пластины и др., перед установкой их необходимо очищать от ржавчины.
Для ускорения отвода тепла при отливке крупных и тяжелых деталей в последнее время начали применять принудительное охлаждение путем продувки форм воздухом или паровоздушной смесью.
Замедления скорости охлаждения прибыли можно достигнуть двумя способами: уменьшением отвода тепла от прибыли путем применения формовочных материалов с малой охлаждающей способностью, например асбеста, пористых огнеупорных материалов, изоляции открытой поверхности прибыли и т. д.; подогревом металла в прибыли главным образом путем облицовки ее экзотермическими смесями, выделяющими большое количество тепла при контакте с металлом.
Последний способ достаточно прост и наиболее перспективен; он позволяет получать плотные отливки и в 1,5–3 раза уменьшить расход металла на прибыли. Экзотермическую смесь применяют в виде облицовочной смеси или стержневых стаканов. Эффективность действия открытых прибылей можно повысить путем доливки горячего металла по мере понижения его уровня. Форма вокруг прибыли может быть разогрета при прохождении через нее элементов литниковой системы, и тем самым замедлено охлаждение металла.
Питание тепловых узлов жидким металлом прибыли обеспечивается при определенном давлении сплава, необходимого для преодоления сил, препятствующих его протеканию через узкие каналы между растущими кристаллами. С повышением давления металла плотность отливки увеличивается. Обычно такое давление создается напором металла, определяемым разницей его уровней в прибыли и в питаемом месте отливки. Значительное увеличение высоты прибыли часто бывает невозможно по техническим или экономическим соображениям.
Для повышения давления металла в прибыли в ней устанавливают специальный газопроницаемый стержень, соединяющий ее с атмосферой. В результате на металл, находящийся в прибыли, дополнительно действует атмосферное давление. При установке в полость закрытой прибыли перед заливкой формы небольших стержней, выделяющих при нагреве большое количество газов, также создается дополнительное газовое давление на жидкий металл.
С повышением температуры заливки металла количество усадочных дефектов увеличивается. Чрезмерное уменьшение температуры заливки ухудшает условия заполнения формы и увеличивает опасность образования газовых раковин и других дефектов. Поэтому для отливок каждого типа температуру заливки следует устанавливать с учетом всех факторов, влияющих на их качество.
Для сокращения усадочных раковин необходимо при разработке технологии заливки каждой детали стремиться к тому, чтобы температура металла отливки по мере приближения к прибыли увеличивалась; в прибыль должен попадать наиболее горячий металл.
Выполнить это условие при изготовлении сложных отливок трудно, а иногда и невозможно. Однако некоторые приемы можно использовать. Так, при получении отливок из серого чугуна питатели подводят в более тонкие части детали. Вследствие сравнительно небольшой усадки чугуна это позволяет выравнивать скорость охлаждения массивных и тонких стенок отливки и предотвращать образование усадочных раковин. При заливке стальных отливок металл обычно подводят в массивную часть через прибыль или питающую бобышку. Более целесообразно применение верхних прибылей при заливке сверху. В этом случае прибыли заполняются наиболее горячим металлом
39. Газовая пористость – мелкие раковины, образовавшиеся в отливке в результате выделения растворенных газов из металла при его затвердевании. Процесс образования раковин-пор рассмотрен в пункте 31 настоящего раздела
40. Рыхлота – дефект в виде скопления мелких усадочных раковин.
Примечание. Рыхлота обнаруживается при механической обработке отливки или методами дефектоскопии.
Вследствие уменьшения объема металла в процессе его охлаждения и кристаллизации в отливках возникают усадочные раковины и микропоры. Чтобы правильно представить развитие этих дефектов, необходимо изучить последовательность затвердевания различных частей отливки и условия компенсации усадки в каждом из кристаллизующихся слоев.
Как отмечалось, процесс затвердевания отливки в температурном интервале кристаллизации состоит из двух принципиально различных периодов. Первый период начинается с момента образования первых кристаллов и продолжается до достижения температуры ликвидуса в термическом центре отливки. В этот период возникает и растет центральная усадочная раковина, причем затвердевший металл получается плотным. Во втором периоде объемная усадка переходной зоны происходит за счет развития микропор в металле. Такая схема развития микропористости в отливке позволяет выяснить факторы, обусловливающие возможность получения плотных отливок. Ширина дефектной (пористой) зоны зависит от интервала кристаллизации заливаемого металла.
Повышение интенсивности отвода теплоты от отливки равноценно уменьшению интервала кристаллизации. Было проведено сравнительное исследование с целью определения зависимости зоны микропористости от теплоаккумулирующей способности формы, ее температуры и температуры заливки.
В результате проведенных исследований установлено, что зона пористости уменьшается при увеличении теплоаккумулирующей способности формы только до определенной величины, на практике этим способом можно уменьшить зону пористости, но устранить ее полностью не удается. При повышении температуры заливки металла и начальной температуры формы зона пористости увеличивается. Известно, что интенсивность теплообмена между металлом и литейной формой существенно влияет на характер процесса кристаллизации и образование дефектов в результате усадки и химической неоднородности. С ускорением отвода теплоты из кристаллизующейся отливки возрастает неравномерность расположения микроусадочных раковин по ее сечению и наблюдается тенденция к их сосредоточению в осевой зоне.
Характер распределения пористости в большой степени зависит от условий перемещения питающей жидкой фазы, находящейся в междендритных пространствах, в переходную зону кристаллизующейся отливки. Тепловые условия кристаллизации и теплофизические свойства сплава обуславливают количество, характер и форму междендритных микропространств (капилляров), от которых в основном зависят основные закономерности процесса движения жидкой фазы.
Как говорилось выше, микропористость отливок значительно снижается при использовании форм с высокой теплоаккумулирующей способностью. Добавление в формовочную смесь маршаллита, использование хромомагнезитовых и других теплопроводных смесей приводят к уменьшению микропористости и относительному увеличению центральной усадочной раковины. Устанавливаемые прибыли должны быть рассчитаны таким образом, чтобы в них входила не только центральная усадочная раковина, но и зона, насыщенная микропорами. При этом рабочая часть отливки будет плотной, без дефектов в результате усадки.
В практике литья стали хорошо известно, что при уменьшении микропористости в отдельных узлах отливки целесообразно устанавливать холодильники (внешние или внутренние), которые вставляют в готовую форму до начала заливки.
Интенсивность теплоотвода при использовании внутренних холодильников непосредственно зависит от их объема. Выбор внутренних холодильникорассмотрен в главе 12, подраздел 12.2.
Внутренний холодильник должен быть изготовлен из материала отливки. Такой холодильник удобно использовать для охлаждения каждого большого термического узла. Целесообразно до установки небольшие холодильники лудить или покрывать медью, а большие – очищать от ржавчины. Их установка в форму не должна препятствовать выделению газа из жидкого металла.
Существующие способы определения толщины внешних холодильников сложны и не всегда могут быть использованы. На практике обычно толщину холодильника принимают равной 1/2 или 2/3 толщины охлаждающейся стенки отливки.
Правильный выбор литниковой системы имеет большое значение в борьбе с микропористостью. Жидкую сталь нельзя направлять к утолщенным узлам отливки, так как это может вызвать образование микропор.
41. Непровар жеребеек (холодильников) – дефект в виде несплошности соединения металла отливки с поверхностью жеребеек (холодильников) вследствие их загрязнения, несоответствия масс, пониженной температуры заливаемого металла.
Очень часто металлические включения образуются от нерас-плавившихся жеребеек. Включения образуются и тогда, когда установлено большое количество излишне массивных жеребеек (рис. 111).
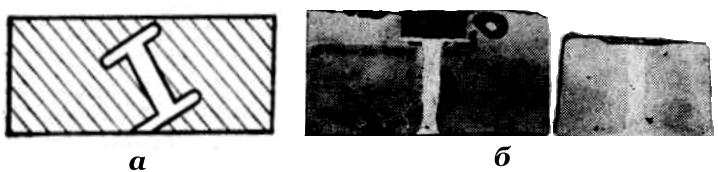
Рис. 111. Дефект – нерасплавившая жеребейка: а – схема; б – дефектная отливка
Внутренние холодильники из стали, устанавливаемые в формы, в которые заливается чугун, не имеющие диффузионной связи с отливкой, также классифицируются как металлические включения.
42. Вскип – скопления раковин и наростов, образовавшихся вследствие парообразования в местах переувлажнения литейной формы или проникновения газов из стержней в полость литейной формы, рассмотрен в пункте 31 настоящей главы.
43. Утяжина – дефект в виде углубления с закругленными краями на поверхности отливки, образовавшегося вследствие усадки металла при затвердевании (рис. 97, пункт 33 настоящей главы).
1.4. Четвертая группа дефектов – включения
44. Металлическое включение – дефект в виде инородного металлического включения, имеющего поверхность раздела с отливкой
Металлические включения представляют собой включения с металлическим блеском и со структурой, отличной от структуры металла отливки. Они образуются при неполном растворении в расплаве металлических примесей, вводимых в ковш или в литейную форму. Обнаруживаются визуально, особенно после механической обработки отливок (рис. 112).
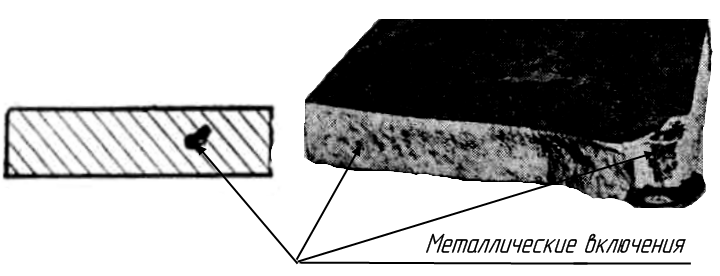
Рис. 112. Дефект – металлические включения
Металлические включения образуются в результате нерастворения ферросплавов, особенно с высокой температурой плавления, таких, как феррохром, ферромолибден и др. Это имеет место в случае введения ферросплавов в ковш непосредственно перед заливкой, т. е. не остается времени для их расплавления.
45. Неметаллическое включение – дефект в виде неметаллической частицы, попавшей в металл механическим путем или образовавшейся вследствие химического взаимодействия компонентов при расплавлении и заливке металла.
Неметаллические включения в отливках образуются от примесей в шихте во время плавки, внепечной обработки и разливки металла. Их размеры меньше размеров песчаных шлаковых включений. Некоторые неметаллические включения, например в стали, неизбежны и их следует оценивать как дефекты самого процесса. Количество, форма и распределение включений заметно сказываются на механических свойствах стали. Аналогичные включения есть и в чугуне, но они мало изменяют его свойства, так как основное влияние на свойства чугуна оказывают включения графита.
Неметаллические включения в стали. Из неметаллических включений в стали имеют значения сульфиды, оксиды и в меньшей степени нитриды. Часть из них вносится шихтой, а остальные образуются при расплавлении металла и формировании отливки. Неметаллические включения, растворимые в металле, образуют при кристаллизации самостоятельные фазы; нерастворимые включения присутствуют в виде твердых частиц (табл. 20).
Таблица 20
Химические формулы неметаллических включении
| Оксиды | Растворимые сульфиды | Нерастворимые нитриды | |
| нерастворимые | растворимые | ||
| SiO2
Al2O3 МnО Сr2О3 TiO2 |
FeO | FeS
MnS |
TiN |
Всплывание неметаллических включений в металле подчиняется закону Стокса
v = (2g/9η) r2(ρМ –– ρВКЛ), (9)
где v – скорость всплывания включений, м/с; g – ускорение силы тяжести, м/с2; r – радиус частицы включения, м; ρМ, ρВКЛ – плотности соответственно металла и включения, кг/м3; η – вязкость металла, Па∙с.
Всплывание неметаллических включений в стали из-за их малых размеров (0,005–0,3 мм) происходит очень медленно, и поэтому очистить жидкий металл от включений выдержкой в ковше или в литниковой системе практически невозможно.
Сульфидные включения оказывают значительное влияние на свойства стали. По международной классификации неметаллические включения разделяют на три типа (табл. 21).
Таблица 21
Типы сульфидных включений
| Тип | Характеристика включений |
| I | Сферической или округлой формы разных размеров с беспорядочным расположением |
| II | Вытянутой формы в виде цепочек, расположенных по границам аустенитного зерна |
| III | Игольчатые различных размеров с беспорядочным расположением |
Некоторые формы включений показаны на рис. 113.
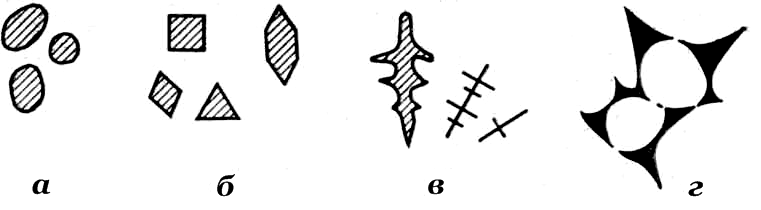
Рис. 113. Формы неметаллических включений, содержащихся в стали: а – сферическая; б – кристаллическая; в – дендритная, г – пленочная
Включения I типа наиболее благоприятны, так как не влияют на прочностные и пластические свойства стали. При наличии включений II типа прочностные свойства стали ухудшаются, отливки из-за хрупкости металла склонны к растрескиванию. Включения III типа занимают промежуточное положение и обычно сталь с такими включениями удовлетворяет требованиям производства.
Форма и распределение сульфидов определяются способом и степенью раскисления стали. Раскисление марганцем, ферросилицием или комплексными кремниевыми раскислителями при конечном содержании алюминия около 0,005 % приводит к образованию оксисульфидов I типа, распределенных равномерно в металле отливки. Однако из-за опасности образования газовых дефектов сталь раскисляют большим количеством алюминия. При содержании в стали 0,005–0,015 % алюминия по границам зерен выделяется сульфид марганца (II тип), снижающий механические свойства отливок. Еще большее содержание алюминия (0,03–0,1) % вызывает образование игольчатых оксисульфидов III типа.
Оптимальное содержание алюминия в стали зависит от многих факторов, и определить его трудно. Так, например, при увеличении в стали содержания серы и уменьшении содержания углерода фактически не удается получить включения III типа при раскислении только алюминием. При больших скоростях охлаждения отливок количество вводимого алюминия увеличивают. С другой стороны, увеличенное содержание алюминия приводит к выделениям на границах зерен нитрида алюминия, вызывающего хрупкость стали.
Форма и распределение сульфидных включений в стали наиболее благоприятны при комплексном раскислении алюминием и си-ликокальцием, алюминием и редкоземельными металлами (лантан, церий) с окончательным раскислением марганцем и цирконием.
Черные пятна. Черные пятна образуются в отливках из высокопрочного чугуна, модифицированного магнием, и представляют собой скопления неметаллических шлаковых включений сложного состава в виде чешуек и пленок толщиной 0,001–0,05 мм (обычно 0,01 мм) и длиною 0,01–10 мм (обычно 1–2 мм). Особенно часто черные пятна образуются из доэвтектического чугуна (рис. 114).
Рис. 114. Черные пятна в отливках из чугуна с шаровидным графитом
Дефекты чаще всего образуются в зоне питателей или в верхней части отливок. При быстром охлаждении металла или в тонкостенных отливках черные пятна распределены равномерно по всему сечению отливки, так как шлаковые включения не успевают всплыть.
Черные пятна уменьшают прочность чугуна на 20–70 % и относительное удлинение примерно на 20 %. Особенно опасен этот дефект для деталей, работающих при ударных нагрузках. Отливки с черными пятнами не выдерживают гидроиспытаний.
Черные пятна образуются от шлаков, выделяющихся при модифицировании чугуна магнием и вторичном модифицировании кремнием. В состав шлаков входят MgO, SiО2, Mg2SiО4 (форстерит), MgSiО3, MgS, AI2O3, 2FeO∙SiО2 (фаялит), железо, нитриды и др. В самом чугуне возможно повышенное содержание S, Si и Mg. С увеличением содержания в чугуне магния и кремния повышается возможность появления черных пятен. Рекомендуемое количество остаточного магния не более 0,03–0,05 %. Количество шлаковых включений уменьшается при модифицировании цериевой лигатурой. Это объясняется сильным раскисляющим действием церия, препятствующего образованию MgO и SiО2.
Нежелательна длительная выдержка чугуна в ковше и медленная его разливка из-за окисления магния до MgO. Желательно иметь температуру заливки чугуна не ниже 1420 °С.
Уменьшение влажности формовочной смеси снижает число черных пятен, так как уменьшается окислительная способность формы. В отливках, полученных в сухих формах, как правило, черные пятна не образуются. Для создания восстановительной атмосферы при заливке содержание каменного угля в сырой форме должно превышать 6 %. В чугуне, полученном в вагранке с кислой футеровкой, черных пятен образуется больше, чем в чугуне, выплавленном в дуговой или индукционной печах с основной футеровкой. Причиной этого является повышенное содержание серы в чугуне, выплавленном в печах с кислой футеровкой. Содержание серы в чугуне не должно превышать 0,015 %. Если содержание алюминия в чугуне превышает 0,01 %, то это увеличивает шлакообразование. С увеличением углеродного эквивалента увеличивается число черных пятен, что объясняется выделением эвтектического графита.
Число дефектов увеличивается, если в чугуне остается нерастворимый ферросилиций. Плохо влияет зашлакованный ковш, особенно его заливочный носок.
При неправильной конструкции литниковой системы шлак попадает в отливку. Острые грани формы и резкие изменения направления струи раздробляют жидкий металл, что приводит к его окислению.
Хорошим средством, предотвращающим появление черных пятен, служат флюсы, растворяющие оксидные пленки. Наиболее часто используют криолит Na3AlFe6. Положительное свойство криолита заключается в разжижении им шлака. Его количество должно составлять 0,1–0,25 %. При большем количестве возможно образование пластинчатого или точечного графита и появление отбела.
46. Королек – дефект в виде шарика металла, отдельно застывшего и несплавившегося с отливкой, образовавшегося брызгами при неправильной заливке.
Корольки характерны для чугунных отливок. Они представляют собой мелкие, затвердевшие отдельно от отливки капли металла, расположенные в открытых или закрытых полостях. Поверхность закрытых полостей и корольков гладкая и блестящая (рис. 115).
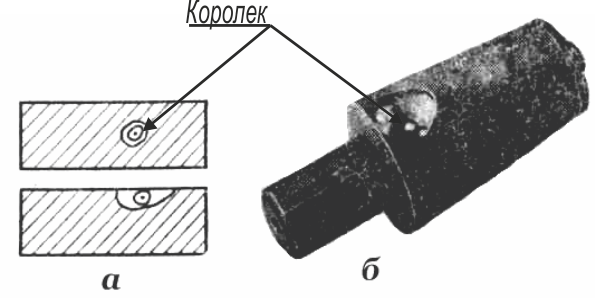
Рис. 115. Дефект – королек: а – схема; б – дефектная отливка
Корольки получаются при разбрызгивании струи металла. Часть капель увлекается металлом, растворяется в нем и не образует корольков. Другие же капли попадают в отдаленную часть формы, остывают, окисляются и не растворяются в металле. Это происходит по разным причинам:
– температура плавления оксидов, покрывающих корольки, выше температуры расплавленного металла;
– слой оксидов на корольках взаимодействует с углеродом чугуна и образует оксид углерода, изолирующий королек от жидкого металла.
Капли жидкого чугуна образуются в начале заливки при разбрызгивании струи металла из-за застывшего на носике ковша шлака. Следует уменьшить высоту струи. При использовании крановых ковшей расстояние от носка до литниковой чаши не должно превышать 300–400 мм, а при применении ручных ковшей – еще меньше. Литниковую систему следует заполнять быстро, иначе корольки могут образоваться в процессе всей заливки. Дождевая заливка часто применяется при изготовлении отливок типа втулок, цилиндров. При такой системе наименее возможно образование корольков.
При литье в сырые формы от соприкосновения металла с сырым формовочным составом может быть взрывоподобное испарение влаги с образованием брызг металла. Поэтому снижение влаги в сырых формах способствует снижению образования корольков. В сухих формах корольки образуются в тех случаях, когда стержень или форма собраны горячими, а при остывании на них конденсируется влага. Особенно склонны к образованию корольков отливки, полученные в металлических формах, из-за быстрого охлаждения брызг металла.
Образование корольков резко снижается при создании в форме восстановительной атмосферы. К сожалению, такая атмосфера возникает после заливки в нее части металла и не предотвращает образования корольков в начале заливки.
Образованию корольков способствует использование ковшей с невысушеной футеровкой, особенно с «сырым» носиком.
Довольно часто капли металла попадают в форму через воздушные каналы формы (при небрежной заливке).
1.5. Пятая группа дефектов – несоответствие по структуре
47. Отбел – дефект в виде твердых, трудно поддающихся механической обработке мест в различных частях отливки из серого чугуна, вызванных скоплением структурно свободного цемента.
Отбел является дефектом структуры отливок из серого чугуна. Он четко выявляется в изломе отливок в виде светлых участков на фоне более темных (от светло- до темно-серого цвета)участков, характерных для серого чугуна (рис. 116).
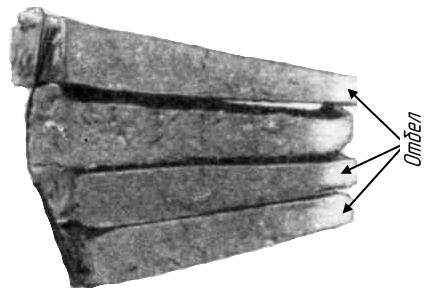
Рис. 116. Отбел в сером чугуне
Отбел обнаруживается в тонких частях отливок или около остроугольных кромок. Причина образования отбела – пониженное содержание углерода и кремния в чугуне или повышенное содержание карбидообразующих элементов: хрома, титана, марганца, ванадия, которые могут попасть в чугун из чушковых чугунов или легированного стального лома.
Образование отбела в тонких частях отливок при нормальном колебании содержания углерода, кремния и легирующих элементов в чугуне иногда является следствием того, что в литейных цехах один и тот же расплав используют для получения отливок различного сечения, требования к структуре которых одинаковы. При этом химический состав выбирают в расчете на среднее сечение, что усугубляет опасность получения отбела в наиболее тонких частях тонкостенных отливок.
Для предупреждения отбела чугун в ковше модифицируют добавками ферросилиция, силикокальция, графита. Количество модификатора составляет 0,2–0,8 % веса жидкого металла. Наиболее эффективно модифицирование чугуна при температуре не ниже 1380–1420 °С.
На образование отбела в особо тонкостенных отливках, например поршневых кольцах, влияет температура заливки. Снижение температуры заливки ниже 1400 °С часто приводит к образованию отбела, так как при этом увеличивается скорость охлаждения чугуна.
Отбел вызывает затруднение механической обработки отливок фрезерованием, строганием и т. п. Этот недостаток обычно связан с повышенной твердостью отливок. Особенно трудно обрабатывать отливки с частичным или полным отбелом. Для разложения цементита отливки следует отжечь по высокотемпературному режиму. Нередки случаи, когда затрудненная обрабатываемость вызвана высокой дисперсностью перлита. Причиной этого могут быть различны: ускоренное охлаждение отливок в литейной форме, быстрое извлечение отливок из формы, повышенное содержание Мn, Сr и других легирующих элементов, которые понижают температуру эвтектоидного превращения и образуют сорбитную структуру, и др. Для улучшения механической обработки, в этом случае отливки следует отжечь. Обычно отливки нагревают выше температуры эвтектоидного превращения и медленно охлаждают. Твердость можно понизить низкотемпературным отжигом, т. е. выдержкой отливок при 680–700 °С. Последний способ выгодно отличается от высокотемпературной обработки малым окислением отливок и отсутствием деформаций.
48. Половинчатость – дефект в виде проявления структуры серого чугуна в отливках из белого чугуна (рис. 117).
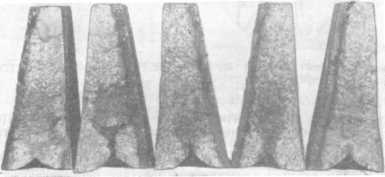
Рис. 117. Половинчатость
Половинчатость является характерным дефектом отливок из белого чугуна и заключается в выделении в массивных частях отливок первичного графита в процессе кристаллизации расплава.
Причина образования половинчатости (отсера) в отливках белого чугуна – повышенное для отливок данного сечения содержание углерода и кремния. Рекомендуемое содержание углерода и кремния в отливках из белого чугуна различного сечения приведено в табл. 26.
Таблица 26
Содержание углерода и кремния в белом чугуне для отливок со стенками различной толщины
| Толщина стенки
в мм |
Содержание в % | Толщина стенки
в мм |
Содержание в % | ||
| углерода | кремния | углерода | кремния | ||
| 4–6
6–9 9–13 |
3,0–2,8
2,8–2,7 2,7–2,6 |
1,2–1,0
1,0–0,8 0,8–0,6 |
13–25
Более 25 |
2,6–2,5
2,5–2,4 |
0,6–0,55
0,55–0,5 |
Если чугун модифицируют бором и алюминием, то одновременно для предупреждения образования отсера в массивных сечениях вводят 0,005–0,025% висмута.
49. Ликвация – дефект в виде местных скоплений химических элементов или соединений в теле отливки, возникших в результате избирательной кристаллизации при затвердевании.
Одним из самых распространенных и трудноустранимых дефектов в стальных отливках является зональная ликвация. Под зональной ликвацией понимается химическая неоднородность во всем объеме затвердевшей отливки. Когда химическая неоднородность сосредоточена в центральной части отливки, имеет место прямая зональная ликвация, если концентрация примеси повышена в периферийных зонах отливки – обратная зональная ликвация.
Склонность к ликвации данного элемента тем больше, чем значительнее разница в его растворимости в твердой и жидкой фазах. Очень часто в отливках наблюдается так называемая осевая V-образная ликвация, которая обуславливается характером движения расплава при усадке. Степень развития зональной ликвации определяется процессом перемещения жидкого металла во время кристаллизации независимо от причин, вызывающих это перемещение.
Различные стали имеют различную склонность к развитию дефектов, вызванных химической неоднородностью.
Проблемам, связанным с устранением этой неоднородности в отливках, уделяется большое внимание в теории и практике литья стали.
Важными факторами, определяющими процесс образования ликвационной неоднородности, являются ширина и время существования переходной зоны в отливке, которые зависят от температурного интервала кристаллизации. Последний можно регулировать, изменяя теплофизические параметры формы. Ширина зоны двухфазной кристаллизации уменьшается под влиянием каждого из факторов, способствующих более крутому подъему температурных кривых кристаллизующейся отливки.
Эффективным средством воздействия на процесс образования зональной ликвации является правильный выбор формовочной смеси с определенными теплофизическими свойствами (основным параметром является теплоаккумулирующая способность). Изменяя теплоаккумулирующую способность в широких пределах, можно коренным образом изменить картину ликвации. Введение в расплав поверхностно-активных веществ способствует уменьшению зональной ликвации.
Установлено, что склонность к ликвации каждого элемента, входящего в состав сплава, в той или иной степени зависит от его поверхностной активности по отношению к расплаву и от интенсивности охлаждения.
Для многокомпонентных сплавов (например стали, особенно высоколегированной) решающее влияние на образование ликвации оказывает их химический состав. Поверхностно-активные элементы сплава движутся во внутренних слоях отливки и ликвируют обратно. Неактивные элементы переносятся к внутренним слоям отливки и ликвируют нормально.
Часто в литейной практике встречаются случаи, когда в стальных отливках под центральной усадочной раковиной образуется зона с повышенным содержанием примесей.
Практический интерес представляет установление степени развития зональной ликвации. Эту степень можно определить химическим анализом проб, взятых по всему сечению отливки, а также с помощью макроструктурного анализа.
Наличие сернистых соединений в стали можно установить методом сернистого отпечатка. Фотобумагу, пропитанную в 5 %-ном растворе сернистой кислоты, плотно приклеивают на подготовленный металлический шлиф. На бумаге появляются темные пятна в тех местах, где имеются сульфиды.
Наиболее сильно ликвирующими элементами являются сера, фосфор и углерод.
Согласно классическим представлениям при затвердевании отливок образуются три зоны кристаллов: внешняя мелкозернистая, средняя с ориентированными кристаллами и внутренняя с равномерно расположенными кристаллами. Столбчатые кристаллы средней зоны растут в жидкой среде по направлению к центру отливки, в них содержится меньше серы, фосфора и углерода, чем в жидком металле.
На рис. 118 показана схема различных видов ликвации.
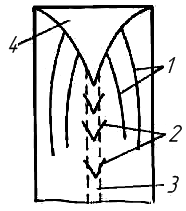
Рис. 118. Различные виды зональной ликвации: 1 – вне центральной зоны; 2 – V-образная; 3 – в центральной зоне; 4 – усадочная раковина
К концу процесса кристаллизации сравнительно быстро и одновременно затвердевает центральная зона отливки. Таким образом, в граничных пространствах между центром отливки и зоной столбчатых кристаллов остаются последние объемы металла, содержащие наибольшее количество ликватов.
Если пробы берут по сечению отливки последовательно от поверхности к центру, то наблюдается повышение содержания углерода, серы и фосфора в этом направлении.
Мероприятия по устранению ликвации в стальных отливках. В качестве основных методов воздействия на процессы образования зональной ликвации можно считать введение модифицирующих добавок в сплав и выбор режима охлаждения отливок.
Устранить или уменьшить ликвацию можно последовательной (направленной) кристаллизацией отливки. Уменьшением содержания вредных примесей в стали (серы, фосфора) и газов получают аналогичные результаты. Необходимо отметить, что в толстостенных стальных отливках ликвационную неоднородность можно уменьшить, но нельзя совсем устранить, что обусловлено характером процесса усадки. Если нельзя создать условия для последовательной кристаллизации отливки, следует применять такой способ ее питания, который бы обеспечил подачу в прибыль горячего металла с пониженным содержанием углерода. При этом доливать металл надо периодически, поддерживая стабильный уровень металла в прибыли. Следовательно, для описываемой технологии уменьшения ликвации доливаемый в прибыль металл должен содержать небольшое количество ликвирующих элементов и быть перегретым до высоких температур.
Основным средством борьбы против зональной ликвации в фасонных стальных отливках является правильный выбор конструкции отливки, применение питателей, а также деаэрация жидкого металла.
Задерживая затвердевание больших стальных отливок, можно создать условия, при которых все всплывающие ликваты сконцентрируются в прибыли. Однако на практике ликваты не могут всплыть из-за повышенной вязкости расплава. При разработке технологии литья сложных фасонных отливок необходимо выбирать сплавы, которые имеют меньшую склонность к ликвации.
50. Флокен – дефект в виде разрыва тела отливки под влиянием растворенного в стали водорода и внутренних напряжений, проходящего полностью или частично через объемы первичных зерен аустенита.
Примечание. Флокен в изломе термически обработанной пробы (отливки) имеет вид сглаженных поверхностей без металлического блеска (матового цвета) на общем сером фоне волокнистой составляющей.
Просмотров: 4 824
Отливки подвергают контролю для определения их соответствия требованиям стандартов и технических условий. Проверяют химический состав сплава, структуру, размеры и геометрию отливок, механические свойства, устанавливают отсутствие поверхностных и внутренних дефектов.
Дефекты можно разделить на две группы: неисправимые и исправимые. Неисправимые дефекты, обычно крупные по размерам, исправить невозможно или невыгодно. В этом случае отливку считают негодной для использования и переводят в разряд окончательного брака. Исправимые дефекты, обычно мелкие, экономически целесообразно подвергать исправлению.
Основные виды дефектов отливок.
Газовые раковины – открытые или закрытые пустоты с чистой и гладкой поверхностью закругленной формы, созданные воздухом или газами, выделяющимися из расплавленного металла при его затвердевании или из материалов формы. Образуются из-за повышенной влажности формы, плохой ее вентиляции, низкой температуры и насыщенности газами металла, недостаточной раскисленности расплава.
Шлаковые (или песчаные) раковины – открытые (иногда закрытые) полости в теле отливки, частично или полностью заполненные шлаком (или формовочной смесью). Образуются в результате разрушения отдельных частей формы из-за низкой прочности, слабого уплотнения формы, смыва формовочной смеси расплавом при неправильном его подводе.
Усадочные раковины – открытые или закрытые полости в теле отливки с неровной «рваной» внутренней поверхностью и грубокристаллическим строением. Образуются в утолщенных местах отливки из-за неправильной ее конструкции или в результате слишком высокой температуры заливки, из-за неправильной установки прибылей .
Усадочная пористость – скопление мелких пустот (пор) неправильной формы, которые образовались в отливке в результате объемной усадки при отсутствии доступа жидкого металла. Она характерна для сплавов с широким интервалом кристаллизации.
Трещины – сквозные и несквозные разрывы тела отливки.
Холодные трещины имеют небольшую ширину и значительную длину. Они образуются при низких температурах и имеют светлую неокисленную поверхность. Причиной образования холодных трещин является усадка сплава, приводящая к значительным внутренним напряжениям. Горячие трещины имеют значительную ширину и небольшую протяженность. Они образуются при высоких температурах и имеют темную окисленную поверхность. Причинами образования трещин являются недостаточная податливость стержней и отдельных частей формы, ранняя выбивка отливки из формы, повышенная усадка.
Заливы – тонкие, различные по величине и форме и не предусмотренные чертежом выступы на отливке. Они чаще всего образуются на месте разъема формы и вдоль стержневых знаков.
Причины образования заливов – недостаточная нагрузка форм при заливке, наличие зазоров между знаками стержней и контурами полости формы и т.д.
Недоливы – получение в форме отливок с неполным контуром. Образуются при низкой температуре заливки и чрезмерной длительности заливки, при недостаточных размерах питателей литниковой системы, при скоплении газов, препятствующих заполнению формы.
Спаи – сквозные или поверхностные щели с закругленными краями в теле отливок. Получаются в результате перерыва струи, низкой температуры или неправильной конструкции литниковой системы.
Перекос – несоответствие конфигурации отливки чертежу из-за смещения одной части отливки относительно другой. Перекос является следствием неправильного центрирования опок при чрезмерном износе штырей, несоответствия знаковых частей стержня на модели и в стержневом ящике, неправильной установки стержня.
Разностенность возникает в результате неправильной установки или смещения стержней при заливке формы в случае непрочного их крепления.
Коробление – искажение размеров и конфигурации отливки вследствие ее изгиба в целом или частично. Возникает вследствие недостаточной податливости формы и стержней при усадке отливки в процессе затвердевания, а также в результате больших внутренних напряжений вследствие неравномерного затвердевания отдельных частей отливки. Во избежание коробления необходимо добиваться меньшей разностенности отливки, а для охлаждения массивных частей применять холодильники.
Методы обнаружения дефектов
Поверхностные дефекты отливок в виде трещин, пор и раковин, пригаров выявляют различными методами. Видимые дефекты обнаруживают внешним осмотром после извлечения отливки из формы или после очистки. Невидимые поверхностные дефекты определяют с помощью люминесцентного контроля, магнитной или цветной дефектоскопии.
При люминесцентном методе на поверхность отливки наносят слой раствора, способного светиться в ультрафиолетовых лучах. Раствор затекает в тонкие трещины поры и раковины. Раствор смывают и после сушки на поверхность наносят тонкоизмельченный силикагель, способный впитывать флюоресцирующий раствор, оставшийся в углублениях и трещинах. Отливку устанавливают под источник ультрафиолетового света и по яркому свечению порошка определяют место и размеры поверхностных дефектов.
Магнитную дефектоскопию применяют для выявления в отливках из магнитных сплавов поверхностных трещин и внутренних дефектов, расположенных на глубине до 2 мм. Отливку намагничивают и покрывают тончайшим магнитным порошком или суспензией порошка в воде или масле. По искажению силовых магнитных линий и возникновению бугорков из магнитного порошка судят о размерах и форме дефекта.
Метод цветовой дефектоскопии состоит в погружении отливок на 5…10 мин в красную краску, которая проникает в трещины и поры. После удаления краски с поверхности отливки на нее наносят тонкий слой белой краски. После подсушки в местах расположения трещин и пор на белом фоне проявляются их следы в виде красных линий и точек.Чем глубже и крупнее дефекты, тем ярче и больше их красные следы. После контроля белую краску смывают растворителем.
Внутренние дефекты выявляют радиографическими или ультразвуковыми методами дефектоскопии.
При использовании радиографических методов (рентгеноскопия, гамма-дефектоскопия) на отливки воздействуют рентгеновским или гамма-излучением и получают негативные снимки. Дефекты отливок (шлаковые включения, газовые и усадочные раковины, поры, трещины) в меньшей степени поглощают интенсивность лучей, чем металл, поэтому на пленке дефекты появляются в виде темных пятен. С помощью этих методов выявляют наличие дефекта, размеры и глубину его залегания.
При ультразвуковом контроле ультразвуковая волна, проходящая через стенку отливки, при встрече с границей дефекта (трещиной, раковиной) частично отражается. По интенсивности и направлению отраженной волны судят о наличии, размерах и глубине залегания дефекта. Для обнаружения дефекта необходимо, чтобы его поперечные размеры были не меньше длины ультразвуковой волны.
Методы исправления дефектов
Дефекты отливок исправляют, если это технически возможно и экономически целесообразно. Наиболее распространенными способами исправления дефектов являются правка, заварка и пропитка.
Правкой исправляют коробление отливок. Для этого на отливку оказывают механическое воздействие – ее пластически деформируют на прессах или молотками и восстанавливают требуемую геометрию.
Поверхностные дефекты на необрабатываемых поверхностях (раковины, сквозные отверстия, трещины) исправляют дуговой и газовой сваркой. Для этого дефектное место отливки разделывают – придают сечению завариваемого места V-образную форму.
Дуговой сваркой без подогрева исправляют дефекты чугунных отливок. Наплавка металла однослойная или многослойная валиками, по необходимости с подчеканкой. Для этого применяют стальные, медно-стальные и медно-никелевые электроды.
Дуговую и газовую сварку с подогревом применяют для исправления дефектов стенок отливок, испытывающих динамические нагрузки. Отливки перед сваркой нагревают (чугунные — до 550…700 0С, алюминиевые и магниевые — до 350…400 0С), чтобы избежать значительных термических напряжений. Для исключения окисления поверхности используют флюсы или защитные газы. Объем дефекта заполняют наплавляемым металлом, близким по химическому составу к материалу отливки. Наплавляемый металл поддерживают некоторое время в жидком состоянии в целях выравнивания химического состава и удаления неметаллических включений. После сварки отливку или дефектное место вновь нагревают до первоначальной температуры и затем медленно охлаждают для устранения сварочных напряжений.
Дефекты механически обработанных стальных отливок исправляют пайкой. Для пайки применяют твердые припои Cu-Ni, Cu-Ag.
Пропитку применяют для устранения пористости. Для пропитки широко используют бакелитовый лак, натуральную олифу, жидкое стекло и этилсиликат. Пропитку лаками проводят в специальных баках при температуре 150…200 0С под давлением 0,5…0,6 МПа. Жидким стеклом отливки пропитывают при температуре 85…95 0С. Перед пропиткой отливки, чтобы очистить их от масла, промывают в тетрахлориде углерода и подвергают вакуумированию. Длительность пропитки определяется толщиной стенок, размерами пор и свойствами пропитывающего материала. Для отверждения пропитывающего материала отливки нагревают и выдерживают в течение определенного времени.
Для устранения течи отливки из цветных металлов пропитывают бакелитовым лаком.
Незначительные поверхностные дефекты исправляют заделкой замазками или мастиками.
Перед заполнением мастикой дефектные места очищают от грязи, обезжиривают и сушат. После заполнения исправленное место заглаживают, обдувают сжатым воздухом и грунтуют. Применяют замазки из наполнителя (каменной муки, цемента, металлической стружки), связующего (жидкого стекла, эпоксидной смолы) и отвердителя.
После исправления дефектов отливки вновь подвергают контролю. Перед сдачей на склад чугунные отливки грунтуют или окрашивают, отливки из магниевых сплавов подвергают специальной химической обработке для получения защитной оксидной пленки.
Что можно сделать, чтобы найти причину недолива отливки и спаев и исправить их?
В процессе производства литой детали всегда возникает проблема, связанная с неполным заполнением форм (недолив) или со спаями. Что можно сделать, чтобы найти причину недолива и устранить ее?
Наши эксперты рекомендуют:
Для точной оценки и анализа дефекта важно знать, изготавливалась ли отливка ранее без проблем или дефект возник при производстве совершенно новой отливки. Например, был ли изменен заливаемый сплав или изменена литноково-питающая система?
На первом этапе мы рекомендуем посмотреть, достаточно ли заливаемого металла, правильно ли спроектирована литниковая система и используется ли оптимальная высота отливки (металлостатическое давление).
Температурный фактор также очень важен: слишком низкая температура заливки всегда приводит к спаям. Поэтому внимательно посмотрите на температурную кривую заливаемого металла (температуры ликвидуса и солидуса), а также на места измерения температуры. Остается ли необходимый температурный баланс в пределах заданных допусков даже в случае сбоя? Предусмотрены ли в вашем процессе какие-либо устройства, например, холодильники, которые влияют на заполнение и/или поведение металла при отверждении? Правильны ли температуры в печи (выдержки или плавильной) и в ковше?
Если вы проверили эти данные, следует обратить внимание на то, всегда ли дефект возникает в одной и той же полости формы (несколько отливок одного типа в одном литейном блоке) или всегда в одном и том же месте в отливке. Проверьте, есть ли значительные различия в толщине стенок в локальной близости, большие различия из-за разной геометрии поперечного сечения (опускание горловины), или есть ли уход металла из-за плохо герметизированных знаков стержней (обратный поток от знаков стержня).
В целом, хорошая вентиляция формы и стержней очень важна! Следует использовать воздушные трубы, которые обеспечивают лучшую вентиляцию форм и, таким образом, предотвращают появление газовых дефектов и плохое заполнение формы из-за избыточного динамического давления.
Если проблема все еще остается после проверки всех вышеперечисленных пунктов, пожалуйста, свяжитесь с нашей сервисной службой ASK-Tech Service.
С момента перехода от плакированных смесей к процессу изготовления стержней в холодных ящиках увеличивается количество дефектов литья на кромках. Есть также подрезы, которые выглядят как литой гребень. Что это может быть и как мы можем этого избежать?
Наши эксперты рекомендуют:
Вы описываете так называемый дефект просечки. Он проявляется в виде тонких металлических ребер на отливках, в основном в углах, углах и кромках. Просечки обусловлены расширением кварцевого песка при определенной температуре (573°C для кварцевого песка). Формовочный материал разрывается, а поступающий металл заполняет образовавшуюся щель и образует ребристое основание. Этот эффект усиливается за счет более быстрого термического разложения связующего при более высоких температурах заливки.
Слишком мелкий песок, слишком высокая доля мелких частиц, приводят к высокой плотности набивки, что может быть причиной образования просечек. Используемая в каждом случае формовочная смесь должна рассматриваться в соответствии с ее специфическими свойствами. Кроме того, недостаточная термическая стойкость, слишком высокая температура и высота заливки, а также слишком длительное время заливки способствуют образованию просечек. Неправильная литниковая система может стать причиной так называемых «горячих точек» (термических центров), которые способствуют возникновению этого дефекта.
Ваш процесс может быть оптимизирован несколькими способами.
Со стороны стержня использование многозернового песка с более крупным размером зерна (ситовое распределение) или, в качестве альтернативы, менее расширяющегося песка (хромитовый или цирконовый пески) приводит к предотвращению возникновения просечек. Положительное влияние оказывают также использование регенерированных песков или песка с содержанием полевого шпата 5-6%, а также добавки в песок с хорошей теплопроводностью. Уплотняющее напряжение, вызываемое расширением кварцевого песка, компенсируется более низкими температурами размягчения этих специальных песков и добавок.
Со стороны формы можно увеличить содержание бентонита для повышения прочности при растяжении. Кроме того, удаление мелкой фракции кварцевого песка улучшает газопроницаемость формы. Уменьшение количества нового песка и/или использование менее влажных формовочных материалов позволяет снизить газообразование и, следовательно, давление газа в форме.
Кроме того, может помочь использование огнеупорного покрытия. Если выбрана подходящая структура огнеупорного керамического наполнителя, то повышается устойчивость к давлению газа. Увеличение толщины слоя нанесенного покрытия приводит к улучшению термоизолирующих свойств. Если дать покрытию высохнуть медленно, это предотвратит растрескивание в высохшем слое покрытия.
Мы также рекомендуем проверить конструкцию литниково-питающей системы, удостовериться, что отсутствует локальный перегрев форм и стержней, отсутсвует эффект «горячей точки». Дальнейшее улучшение может быть достигнуто также за счет сокращения времени заливки.
Если проблема сохраняется после проверки всех упомянутых пунктов, пожалуйста, свяжитесь с нашей технической службой ASK-Tech Service.
В отливках, изготовленных в песчано-глинистых формах (ПГС), я неоднократно замечал обширные шероховатые поверхности в верхней части отливки, которые часто приводят к браковке литья, а также дорогостоящей и трудоемкой финишной зачистке. Как я могу устранить этот дефект?
Наши эксперты рекомендует:
В вашем случае это может быть металлизированный пригар.
Этот дефект может возникнуть во всех отливках, отлитых в песчаных формах (особенно ПГС), независимо от материала. Проникновение металла происходит, в частности, в местах, где форма сильно разогрета, например, на кромках или в местах подвода металла, в местах, где формовочная смесь плохо уплотнена, и при изготовлении толстостенных отливок. Этот дефект часто затрагивает целые секции отливки, его можно увидеть невооруженным глазом, как в вашем случае.
Возможными причинами образования такого дефекта может быть избыточная влажность ПГС («свободная» вода), чрезмерно или неравномерно уплотненная форма, высокая скорость заливки или недостаточное удаление газов из полости формы. Поэтому мы рекомендуем проверить четыре момента и при необходимости оптимизировать их.
Первое — это материал формы: Особое внимание следует уделить использованию термостабильного бентонита с высоким содержанием монтмориллонита, что приводит к снижению доли инертных мелкодисперсных веществ, а также к снижению необходимого количества воды. Положительный эффект может быть достигнут также за счет снижения рециркуляции пыли. Кроме того, здесь следует обратить внимание на степень предварительной обработки, регенерации ПГС. Можно предварительно увлажнить регенерированную смесь, ускорить абсорбцию бентонита водой или, возможно, увеличить время смесеприготовления. Использование стержней, изготовленных из мелкозернистого песка, или более мелкого свежего песка в качестве циркуляционного песка, в котором размер зерна песка уменьшен, может помочь избежать возникновения описанного Вами дефекта. Необходимо отметить, что средний размер зерна песка никогда не должно быть меньше AFS 60; полезно проверить газовую проницаемость формовочной смеси. Другой возможностью для улучшения может быть использование материалов с более низким образованием кокса, но более высоким образованием блестящего углерода.
Во-вторых, на формовочной линии особо следует проверить, уплотняется ли смесь абсолютно равномерно, является ли уплотнение как можно более низким. Кроме того, следует проверить твердость формы и при необходимости снизить давление уплотнения. При этом формовочная линия должна гарантированно заполнять опоки одинаковым количеством смеси.
В-третьих, эффективной мерой может быть нанесение огнеупорного покрытия на формы и стержни или увеличение толщины слоя покрытия на местах, склонных к образованию дефекта.
Наконец, можно изменить литниковую систему и расположение отливок в форме, проверяя, не слишком ли малы расстояния между ними. Увеличивая расстояние можно избавиться от риска возникновения «горячих точек».
Вы также можете попробовать установить в формы вентшнуры для улучшения газоудаления. Во избежание конденсации воды при заливке сырых форм, на части формы, склонные к образованию пригара, можно нанести водостойкий разделительный состав. Заполнение формы может быть оптимизировано путем изменения литниковой системы за счет снижения скорости заливки.
Если проблема сохраняется после проверки всех вышеперечисленных пунктов, пожалуйста, свяжитесь с нашей сервисной службой ASK-Tech Service.
Мы являемся чугунолитейным заводом, и в процессе нашего производства в отливках часто встречаются полости с округлыми, в основном гладкими стенами (большие площади), которые дополняются шлаковыми включениями. Как мы можем предотвратить эти дефекты, которые обычно встречаются в верхней полуформе?
Наши эксперты рекомендуют:
Описываемый вами дефект отливок, пузырьки, в основном, возникают в результате плохого газоотвода из стержней илиформ и чаще встречаются в отливках из чугуна с пластинчатым графитом (GJL), чем в отливках из чугуна с шаровидным графигом (ЧШГ). Полости с круглыми, гладкими стенками обычно образуются на больших площадях. Причиной образования округлых или удлиненных пузырьков являются газы, застрявшие в затвердевающем металле ближе к поверхности отливки, часто сопровождающиеся шлаковыми или оксидгыми включениями. Такие дефекты обычно возникают в верхней полуформе формы, в плохо вентилируемых карманах и/или подрезах.
Причины газообразования мы рекомендуем проверить отдельно.
Стержни
Выброс газов из стержня может способствовать образованию пузырьков. Уменьшение количества добавки связующего или использование газозадерживающих связующих в данном случае может стать преимуществом.
Примечание: чем ниже содержание связующего, тем ниже газообразование.
В зависимости от скорости заполнения формы сплавом необходимо учитывать газопроницаемость огнеупорного покрытия формы/стержня. В целом: быстрое заполнение формы = низкая газопроницаемость, медленное заполнение формы = высокая газопроницаемость.
Всегда следите за тем, чтобы стержни после нанесения покрытия хорошо просушивались!
Стержни следует хранить в сухом помещении при низкой относительной влажности, чтобы исключить насыщение стержней влагой из воздуха. Теплые стержни или стержни, хранящиеся при высокой температуре, имеют тенденцию поглощать больше влаги!
Недостаточная вентиляция стержней также играет важную роль. При использовании огнеупорных покрытий убедитесь в том, что знаковые части стержней не окрашиваюся. В некоторых случаях рекомендуется впоследствии просверлить вентиляционные отверстия или соединить вентиляционные отверстия с помощью керамических вставок.
Формы
При изг+R[-1]Cотовлении форм, особенно на автоматических формовочных линиях, уплотнение формовочной смеси не должно быть слишком высоким. Слишком низкая газопроницаемость формовочной смеси (песчано-смоляной смеси) или слишком высокое газовыделение, например, от связующего, выделяющего блестящий углерод, используемого в ПГС, приводят к риску повышенного газовыделения.
Если при изготовлении формы используется слишком влажный и/или слишком теплый песок, это может привести к «закипанию» формы и, как следствие, к повышенному давлению пара в форме. Улучшить газоудаление из формы можно путем снижения содержания мелкой фракции в песке, использования более крупнозернистого песка, снижения углеродсодержащих компонентов смеси или использования материалов, формирующих блестящий углерод медленно, а также использования бентонита с высоким содержанием монтмориллонита (высокая удельная вяжущая способность) и высокой термической стабильностью. Абсолютно необходим непрерывный контроль за подготовкой формовочного смеси. Снижение силы уплотнения и, как следствие, снижение твердости формы также дает результаты; формовочная смесь должна быть равномерно уплотнена.
При проверке литниковой системы и заливки важно обеспечить достаточную вентиляцию формы (наколы). Увеличение высоты и времени заливки также может обеспечить улучшение.
Расплав
Убедитесь, что расплав достаточно дегазирован, в частности, необходимо соблюдать специфическую температуру кипения и время выдержки расплава. Используйте чистые шихтовые материалы, например, нержавеющую сталь и чушковый чугун, для снижения количества оксидов непосредственно в начале плавки. Во время плавки необходимо быстро пройти температурный диапазон, в котором расплав поглощает больше газа.
Если проблема все еще остается после проверки всех вышеприведенных пунктов, пожалуйста, свяжитесь с нашим техническим сервисом ASK.
У меня проблемы с неполным заполнением стержневых ящиков (недострел стержней) . Что я могу сделать?
Наши эксперты рекомендуют:
Проблемы в процессе настрела стержней вызваны многими факторами. Прежде всего, следует проверить пригодность выбранного стержневого автомата для изготовления конкретногостержня в конкретной стержневой оснастке. Важен достаточный объем стержневого автомата по отношению к объему оснастки (объем стержневого ящика). Пескострельная головка должна иметь достаточно большой радиус действия. Проверьте, обеспечивает ли головка достаточный объем для заполнения стержневого стержневого ящика, даже если выбранный размер пескострельного рукава или стержневого автомата не соответствует требованиям. Для оптимального заполнения стержневой ящика в пескострельной головке можно установить заглушки, направляющие или лабиринты.
Кроме того,необходимо проверить все находящиеся под давлением компоненты, уплотнения и клапаны стержневого автомата, включая уплотнения сопел.
На следующем этапе следует проверить суммарное сечение площади надува и убедиться, что эта площадь достаточна для заполнения стержневого ящика за запланированное время и/или находятся ли сопла в благоприятном для заполнения месте (например, знаковые части стержней).
То же самое относится и к площади отвода воздуха из стержневого ящика: проверьте, соответствует ли суммарная пложадь сечения отвода воздуха ~50% от суммарной площади надува. Вентиляционные отверстия (венты) должны быть расположены в оптимальных для заполнения ящика местах. Тип и размеры вент, включая вентканалы после них, должны быть достаточными для эффективного удаления воздуха из ящика во время настрела. При использовании полиуретановых колд-бокс связующих холодного отверждения необходимо обеспечить прохождение катализатора по полости стержневого ящика. При этом основное внимание уделяется равномерному отверждению.
Если после проверки всех вышеперечисленных пунктов проблема сохраняется, пожалуйста, свяжитесь с нашей службой технической поддержки.
Технология получения изделий из металла литьем известна человечеству более четырех тысячелетий. Металлические предметы — оружие, инструменты, украшения, утварь — составляли существенную часть рукотворного окружения человека.И с первых же отливок мастеров-металлургов начали преследовать дефекты литья.

В древности способы борьбы с дефектами при литье находили интуитивно. Современная металлургия применят для этого научный подход.
Классификация дефектов отливок
В современной металлургии существует несколько классификаций брака при литье. https://youtu.be/OerUcc2Mlk4 В зависимости от степени изменения и возможности исправления виды дефектов подразделяют на:
- Условный брак. Отливка имеет недостатки, которые не ухудшают ее рабочие качества. Отливка идет в дальнейшую обработку
- Исправимый брак. Дефекты существенны, но поддаются коррекции тем или иным производственным способом. Например, наплавкой. После исправления брака литья деталь также идет в дальнейшую обработку.
- Окончательный брак. Ремонту не подлежит, поскольку это невыполнимо или очень дорого.
Дефекты литья также делятся по месту их обнаружения. Брак при литье, обнаруженный внутри участка называют внутренним.  Если же дефект обнаружен при дальнейшей обработке — это внешний брак. По внешнему проявлению различают следующие основные виды дефектов отливок:
Если же дефект обнаружен при дальнейшей обработке — это внешний брак. По внешнему проявлению различают следующие основные виды дефектов отливок:
Пригар
Это слой формовочных материалов, спекшихся с металлом, прочно присоединенный к поверхности отливки.
Приливы
Это увеличение размеров отливок, не предусмотренное проектом. Разделяются на
- Заливы.- Возникают по линии стыковки частей формы. Возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок
- Подутость, или распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) возникают из-за попадания расплава в повреждения формы или стержня.
Дефекты поверхности
Дефекты при литье часто проявляется в виде пороков поверхности. Сюда относятся 
- Засоры. Массы зерен земли или шлаков. Вызваны ошибками в проектировании форм, непродуманным расположением литников, несоблюдением технологии складирования и перевозки опок.
- Ужимины возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и в образовавшуюся пустоту затекает расплав.
- Спаи, или неслитины, возникают в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут правильно сплавиться.
- Плены возникают при окислении легирующих добавок.
- Морщинистость, или складчатость, заключается в появлении на поверхности разнонаправленных складок из-за скопления значительных объемов углерода.
- Выпот выглядит как большое количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — дефекты, вызванные разбрызгиванием расплава во время заливки. Шарик металла кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
Трещины
Еще один часто встречающийся порок литья — это трещины. Они бывают: 
- Горячие. Возникают при температуре кристаллизации из-за усадочных напряжений. Приобретают неровный вид.
- Холодные. Возникают при более низких температурах, имеют ровный, прямой профиль.
- Межкристаллические. Свойственны легированным сталям в зонах неметаллических включений.
Газовые дефекты
- Ситовидная пористость — это множество мелких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения мелких пузырьков.
Изменение структуры металла
Встречается при отливке чугуна, на поверхности детали формируется тонкое включение чугуна другого вида.
Внутренние дефекты Усадочные пороки возникают ввиду сжатия металла при смене им фазового состояния с жидкого на твердое.
Усадочные пороки возникают ввиду сжатия металла при смене им фазового состояния с жидкого на твердое.
 Усадочные пороки возникают ввиду сжатия металла при смене им фазового состояния с жидкого на твердое.
Усадочные пороки возникают ввиду сжатия металла при смене им фазового состояния с жидкого на твердое.Причины возникновения дефектов
Основные причины возникновения брака при литье
- Несоблюдение технологии литья: режима заливки и охлаждения, состава шихты и земли, порядка изготовления форм и т.п.
- Усадка металла при кристаллизации
- Ошибки при проектировании формы в целом и литниковой системы в особенности
- Недостаточная газопроводимость формы и нарушение вентиляции отливки

При условии соблюдения норм проектирования, состава смесей и технологических режимов литья производство получит качественную отливку, сведя вероятность брака литья к минимуму.
Способы исправления литейного брака
Для исправления поверхностных дефектов применяется механическая обработка — токарная, фрезерная или зачистка.  Если при этом размеры детали сократились больше допустимого, применяется наплавка тонкого слоя металла, доводящего размеры до требуемых и, как правило, улучшающего свойства заготовки.
Если при этом размеры детали сократились больше допустимого, применяется наплавка тонкого слоя металла, доводящего размеры до требуемых и, как правило, улучшающего свойства заготовки.  Внутренний брак обнаруживается методами неразрушающего контроля. Иногда, если причина образования дефектов — внутренние напряжения, их удается снять путем нагрева и охлаждения по специальной методике. К сожалению, чаще внутренний брак литья исправлению не подлежат.
Внутренний брак обнаруживается методами неразрушающего контроля. Иногда, если причина образования дефектов — внутренние напряжения, их удается снять путем нагрева и охлаждения по специальной методике. К сожалению, чаще внутренний брак литья исправлению не подлежат.