 Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
При этом у всех почему-то крепко засело в головах, что для работы с оптикой требуются какие-то суперпрофессионалы и обучаться той же сварке оптоволокна нужно очень долго и усердно.
А между тем, производители сварочных аппаратов говорят совершенно обратное. Они утверждают, что их современные приборы настолько совершенны и просты в работе, что справиться с этим процессом может любой человек.
Достаточно придерживаться определенных инструкций, не совершать элементарных ошибок и чудо аппарат сделает за вас большую часть работы самостоятельно.
Так ли это на самом деле или нет? Чтобы объективно ответить на данный вопрос, следует сделать важную ремарку – сама сварка это всего лишь 5% от общей работы кабельщика ВОЛС.
Изучив только процесс сварки, без соответствующих знаний чтения схем, постройки магистралей, навыков разделки и укладки кабеля в кассету и кросс, измерения затухания рефлектометром, вы никогда не будете считаться профессионалом своего дела.
Но давайте все-таки подробнее рассмотрим именно процесс сварочных работ, подготовки кабеля к нему и отметим наиболее распространенные ошибки, которые печальным образом сказываются на месте соединения, уровне сигнала и дальнейшей работе ВОЛС.
Типы оптоволоконного кабеля
Типы оптоволоконного кабеля
Сварочные аппараты для оптики работают примерно по одному принципу. Поэтому не будем заострять внимание на какой-то одной модели, старый добрый Фуджикура (Fujikura) или Ilsintech, изучим саму последовательность процесса.
У вас может быть даже модель с управлением от смартфона. Но это в корне не меняет технологию работ. Она везде одинакова.
Итак, изначально мы имеем два отрезка кабеля ВОЛС, с которых нужно снять внешнюю изоляцию.
Снимая внешнюю оболочку, делайте это с таким прицелом, чтобы в дальнейшем у вас не возникло проблем с укладкой волокон и модулей в сплайс-кассете, кроссе или муфте.
Ошибка №1
Если кабель при этом долго лежал под открытым небом (без защитной капы), перед разделкой обязательно отрезается около 1м с каждого конца.

Дело в том, что нити в кабеле как губка всасывают всю окружающую влагу. В итоге оптоволокно мутнеет.
И даже если вы идеально сделаете соединение, это все равно в дальнейшем не спасет вас от больших потерь сигнала.
Включаете аппарат и выставляете на нем тип кабеля, который будет соединяться.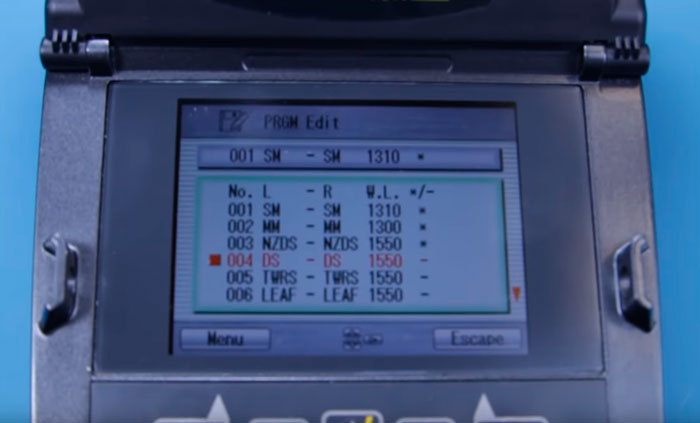
Различают одномодовые (SM) и многомодовые (MM) оптические кабеля.
На одномодовых волокнах в основном используется три длины волны (три окна прозрачности):
- 850нм
- 1310нм
- 1550нм

Все зависит от общей длины трассы и используемого оборудования. Кроме того, волокна подразделяют на:
- обычные — SM
- со смещенной дисперизацией — DS
- с ненулевой смещенной дисперизацией — NZ
Внешне их никак не отличить. При сварке чаще всего работают с простыми и со смещенкой. Соединять смещенку и простые волокна не рекомендуется.
Стриппер для снятия изоляции с оптического кабеля
Стриппер для снятия изоляции с оптического кабеля
Далее требуется удалить изоляцию с модулей и с отдельных жил. Чаще всего для этого используют специальный ручной инструмент — оптический стриппер.
Хотя в отдельных моделях сварочников можно встретить и встроенный термостриппер. Однако механическим работать гораздо удобнее и быстрее.
Тем более, когда варишь не за удобным столиком, а где-нибудь на высоте или в колодце.
Ошибка №2
Запомните, такой инструмент, по-хорошему, должен иметь заводскую юстировку.
Иначе весь процесс может превратиться не в аккуратное срезание, а в царапанье или грубое сдирание оболочки.
Если лаковое покрытие с волокн не снимается с первого раза и приходится юлозить стриппером туда-сюда, это многое говорит о качестве инструмента.
Сначала изоляция снимается с модулей. Перед этим, салфеткой смоченной в спирте, с них счищается гидрофобное покрытие.
Рекомендуется проделывать это в перчатках. Гидрофоб очень неприятная штука, которая в дальнейшем плохо смывается.
А вам после этого еще работать с тонким оптоволокном и сварочником!
Ошибка №3
Удаляя оболочку с жил, не делайте это так, как показано ниже.
Оптоволокно крепкий материал на разрыв, но не на излом! При разделке в минусовую температуру жила при таком способе запросто может сломаться.
Поэтому изоляцию лучше снимать стриппером, поочередно вытягивая ее с каждой жилки, и только после этого переходить к следующей, избегая резких изгибов и заломов.
После снятия внешней изоляции, с волокна удаляется лаковое покрытие. Оно придает ему одновременно гибкость и жесткость.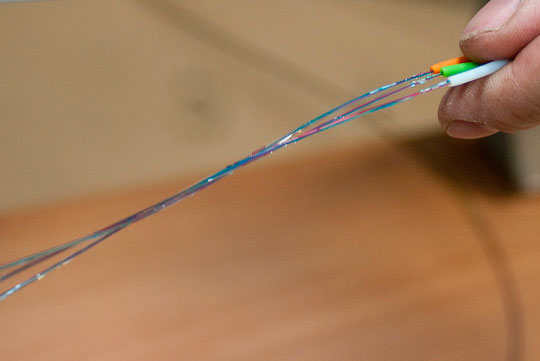
Без него волокно становится очень хрупким. Можете без лака на такую жилку положить мобильник и она сломается. А вот с лаком совсем другое дело.
Бывает, что кабель неделями висит только на этих нитках в лаке, когда вся внешняя оболочка уже повреждена. А оптоволокну хоть бы что, держит и ветровые и растягивающие нагрузки.
Ошибка №4
Когда зачищаете волокно от лака, часть его остаётся на стриппере.
Из-за этого можно случайно сломать или поцарапать следующее волокно, что скажется на качестве сварки. Поэтому переходя к зачистке очередной жилы, каждый раз убирайте с лезвий все лишнее.
Ошибка №5
Оптическим стриппером запрещено перекусывать что-либо другое, кроме жил ВОЛС.
Он рассчитан именно на оптоволоконные жилы в 125мкм. Откусите им пластиковую стяжку и можете идти покупать другой инструмент.
Ошибка №6
Также при зачистке следите, чтобы сварочный аппарат был закрыт и туда не попало посторонних обрезков или мусора.

Испытание сварочника Фуджикура в пыльных и влажных условиях
Кстати, многие сварочники при запылении даже запрещено продувать сжатым воздухом.
В них установлена очень уж чувствительная механика и сильный поток воздуха может нарушить заводские настройки.
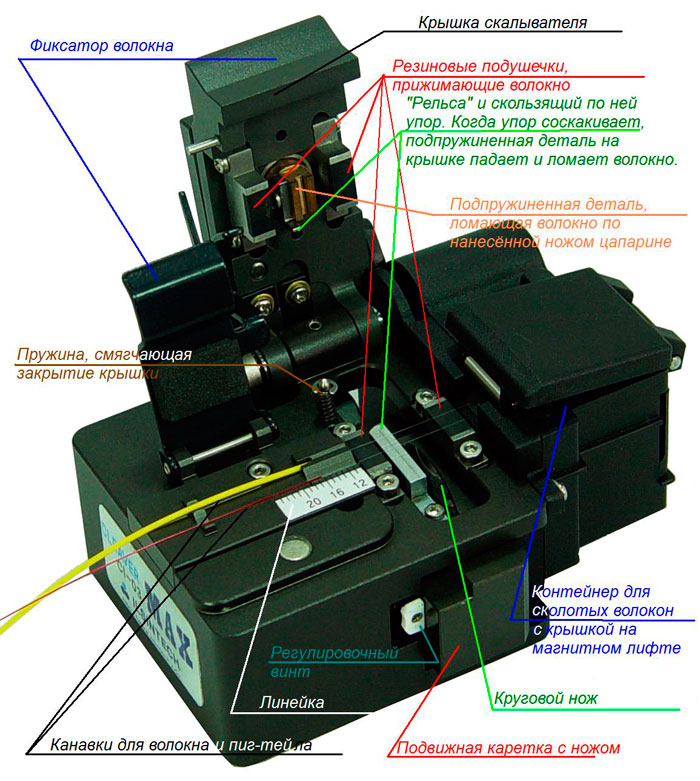
Скалыватель оптических волокон
Скалыватель оптических волокон
После снятия лакового слоя с волокна, его требуется протереть безворсовой салфеткой, смоченной в спирте.
Ошибка №7
При чистке следующего волокна рекомендуется использовать другую салфетку, ну или по крайней мере ту ее часть, которая не участвовала в предыдущей очистке, либо не контактировала с вашими пальцами.
Если жила идеально чистая, протирая ее салфеткой, вы должны услышать характерный скрипящий звук.
Ошибка №8
С этого момента дотрагиваться до волокна руками или чем-либо другим ни в коем случае нельзя.
Более того, пока вы ее не поместили в сварочный аппарат, на нее даже пылинки не должно осесть. Это все влияет на качество сварки и уровень потерь.
После этого волокно нужно идеально ровно отрезать.
Ошибка №9
Нельзя это делать каким-либо другим инструментом, кроме специального скалывателя.
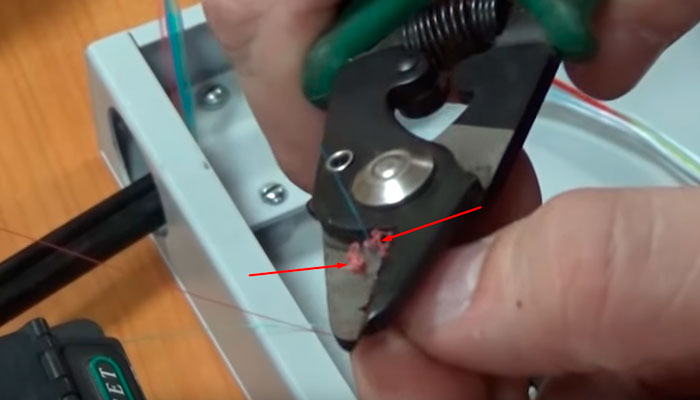
Хотя в СССР на ранних порах развития оптики, применялся даже вот такой универсальный набор кабельщика ВОЛС.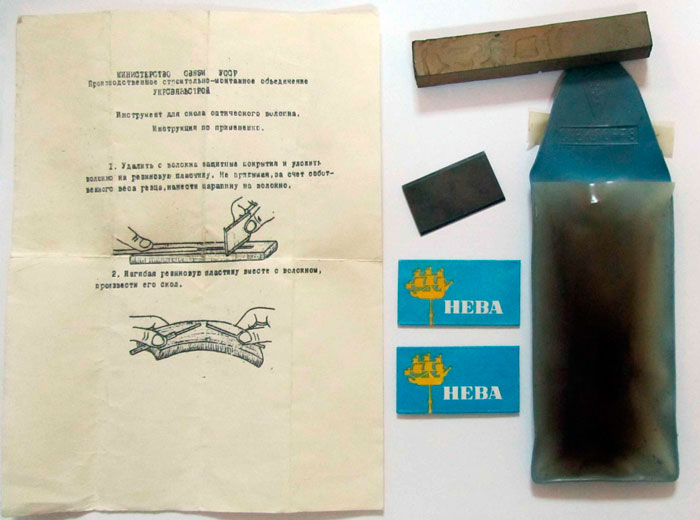
Срез должен быть очень четким, иметь строго цилиндрическую форму, без каких-либо углов и сколов.
Скалыватель может быть как встроен в сварочный аппарат, так и идти отдельным инструментом. Второй вариант предпочтительнее.
Просто помещаете проводок в скалыватель и закрываете крышечки до щелчка.
Ошибка №10
Внимание – остатки и отрезанные кусочки оптоволокна должны обязательно собираться в отдельный контейнер.
Нельзя чтобы они упали на пол, на стол или попали еще куда-либо. Толщина этих жилок настолько мала, что попав вам под кожу, этот кусочек может проникнуть в вену и начнет свое путешествие по всему организму. Также его можно случайно вдохнуть в легкие.
Все это в конечном итоге приведет к печальным последствиям.
Многие решают проблему сбора обрезков при помощи обычных кусочков изоленты. Дешево и сердито.
Ошибка №11
После скалывания волокно больше нельзя протирать спиртом или касаться им чего-либо.
Даже находиться с ним в пыльных или антисанитарных условиях запрещено. Создайте для этого подходящее рабочее место (палатка, затащите и спрячьте кабель в машину и т.п).
Сварка оптоволокна и уровень затухания сигнала
Сварка оптоволокна и уровень затухания сигнала
Подготовленная и зачищенная жила аккуратно вкладывается в посадочное место для сварки, чуть-чуть не доставая своим кончиком середины электрода.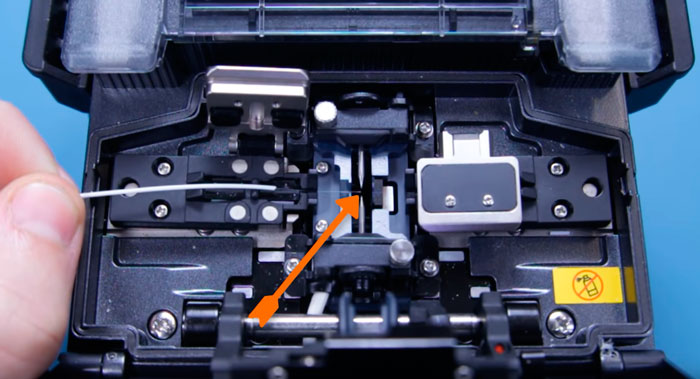
Все те же операции проделываются со вторым концом кабеля.
Ошибка №12
Не забудьте перед этим одеть на второй конец муфточку КДЗС (комплект динамической защиты сварочного соединения), иначе потом будет поздно.
КДЗС — это две термоусадочные трубочки, между которыми располагается стальной штифт.
Волокна должны попасть именно в центральную трубочку, а не между ними.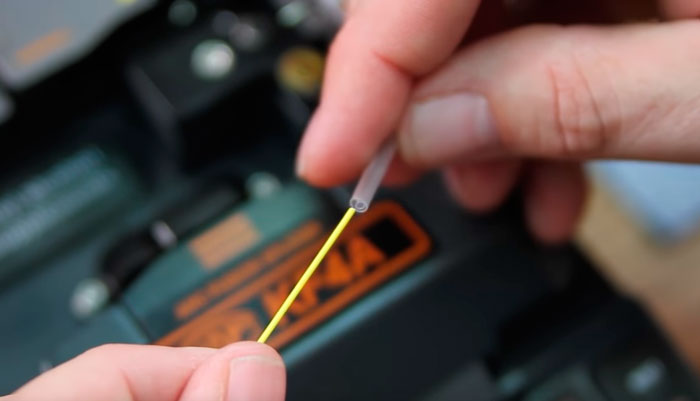
В противном случае после пайки стальной штифт может его поломать.
Подготовленный второй конец закладывается в сварочник с обратной стороны от первого.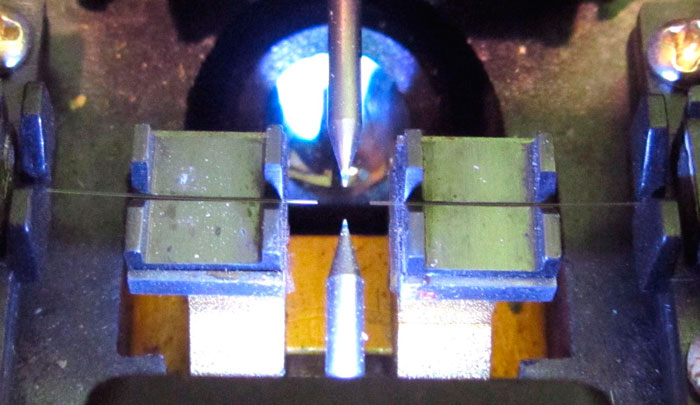
В итоге идеально чистые и ровно срезанные два конца волокна, должны оказаться между двух электродов, которые и будут выполнять сварку.
Если один из концов оказался слишком далеко от электродов и заданного положения, прибор известит вас об этом.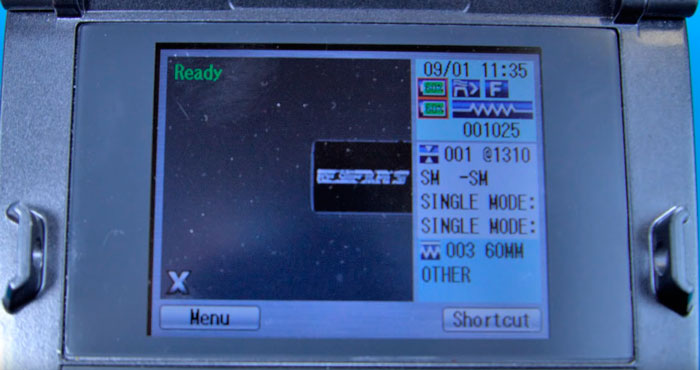
Также высветится ошибка, если волокна будут пересекать друг дружку.
Как только вы закрываете крышку происходит процесс самодиагностики, калибровки и выравнивания двух концов. Все это выводится на экран.
Если все нормально, нажимаете кнопку сварки и она запускается автоматически. Если вдруг один из кончиков оказался срезан недостаточно ровно, система известит вас об этом, не только просигналив об ошибке, но и известив какой конец кабеля виноват.
В данной ситуации процесс зачистки и скалывания повторяется. Со вторым, нормально зачищенным концом ничего делать не нужно.
При успешном завершении сварочного процесса (длится пару секунд), на экран выводятся потери или затухание сигнала в децибелах. Очень хорошим результатом считается 0,01-0,02дб.
Идеал – это соединение вообще без потерь. Бывает и такое.
Хотя даже на заводских пигтейлах (от английского pig tail – поросячий хвостик) встречаются не такие уж идеальные пайки.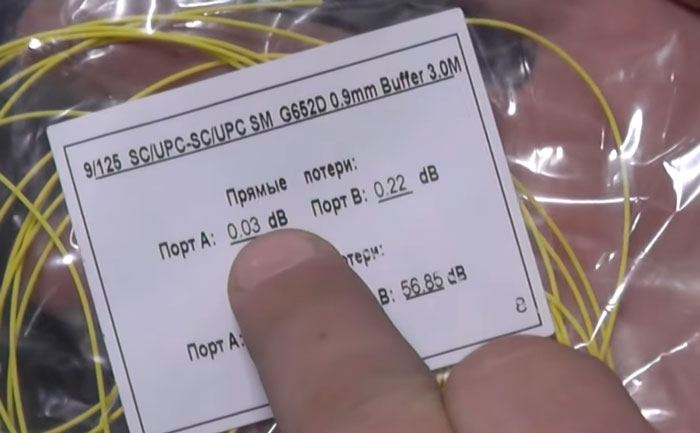
При неудовлетворительных результатах сварки, монитор качественных аппаратов проинформирует вас об этом.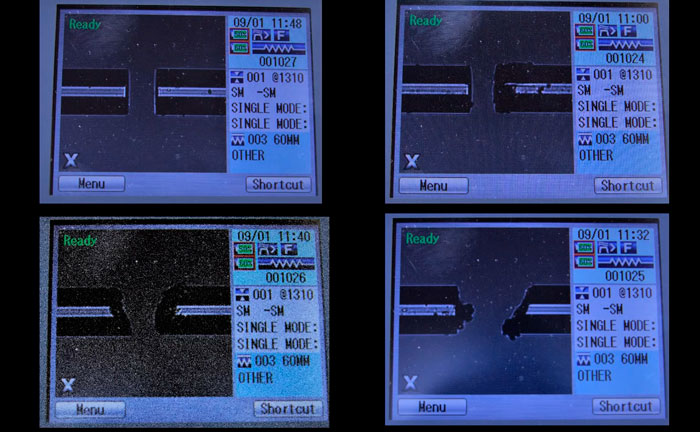
Допустимыми значениями затухания считаются следующие параметры:
Ошибка №13
Однако никогда не полагайтесь только на результат показаний сварочного аппарата.
Для конечной проверки результата обязательно требуется рефлектометр. Иначе после окончания всех работ будете задаваться вот такими вот вопросами:
Объясняется это тем, что камера микроскопа сварочника не способна увидеть всю картинку в 360 градусов вокруг волокна. Отсюда и погрешность.
После сварки и открытия крышки аппарат с расчётным усилием пытается развести жилки, как бы растягивая их. Тем самым проводится тест на прочность контакта.
Если сварка выдержала и не порвалась – все ОК. Однако некоторые кабельщики отключают программно такой тест, предполагая, что такое «растягивание» может повредить еще не до конца остывший контакт.
После этого оптоволокно аккуратно достается из сварочника. На место сварки надвигается муфточка КДЗС.
Ошибка №14
КДЗС должна полностью покрывать всю длину зачищенного волокна, иначе никакой жесткости не обеспечить.

Остался последний этап работ. Оптоволокно с муфтой помещается в печку, которая обычно расположена в верхней части сварочного прибора.
Выравниваете жилу в этой печке и закрываете крышку. Нажимаете на табло значок печки и ждете некоторое время до появления сигнала.
Далее открыв крышку, достаете ваше оптоволокно. При этом внутри прозрачной муфты не должно быть пузырьков, которые свидетельствуют о наличии воздуха или отдельных деформированных участков (локальный перегрев).
С каждого конца муфты должно показаться и вытечь наружу немного клеящего состава. Все это говорит о хорошей сварке и надежном соединении и изоляции проводов.
При сварке многожильного кабеля все готовые муфты КДЗС обычно укладываются в специальный охлаждающий лоток. Его смысл не просто удобно расположить жилы, дабы они не путались и не мешались, а в равномерном охлаждении гильз.
Некоторые кабельщики делают такие лотки самостоятельно, например из алюминиевых уголков.
При последовательной сварке нескольких жил, не оставляйте надолго муфту в данном отсеке, иначе ее стенки расплавятся и прилипнут к стенкам направляющих элементов.
Ошибка №15
Еще одна ошибка – так называемый “горячий пирожок”.
Это когда еще не совсем остывшую муфту, сразу же из печки перекладывают в ложемент сплайс кассеты оптического кросса. С одной стороны очень удобно, сплавил – вставил, сплавил – вставил. Ничего не запутается и не переплетется с другими жилами.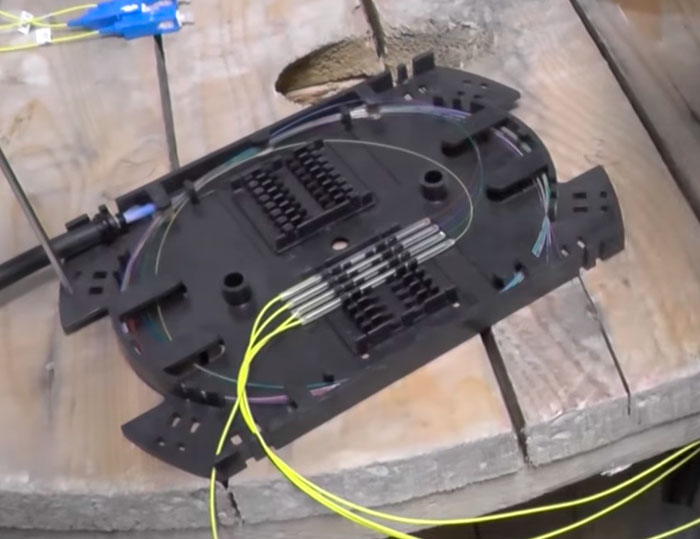
Однако в этом случае стенки ложемента не дают толком остыть муфточке, мягкие стенки гильзы изгибает, что в итоге деформирует волокно и приводит к потерям.
Как видите, даже при использовании профессионального сварочного оборудования в этом деле имеется огромное количество своих нюансов и тонкостей.
Укладка кабеля в оптический кросс и сплайс кассету
Укладка кабеля в оптический кросс и сплайс кассету
Но на этом процесс вовсе не заканчивается. Когда вы заправляете оптоволоконный кабель в кросс или муфту, учтите еще несколько моментов.
Концы кабеля с необходимым запасом должны быть уложены в кассету. Именно эта работа, а не сама сварка считаются у монтажников более ответственным этапом и требует определенной сноровки и навыков.
Запас модуля в кроссе должен составлять порядка 90см, а запас волокна в кассете 2,5-3 оборота.
Поэтому изначально все вымеряйте и не экономьте на разделке.
Место крепления модуля хомутиками, кабельщики рекомендуют обматывать изолентой. Это снижает нагрузку на модуль и не повредит его острыми стенками хомута. Но и перебарщивать с изолентой не стоит. 
При укладке волокон в кассете и самого кабеля в кроссе, нигде не должно образоваться острых углов. Любой острый угол превышающий допустимый радиус изгиба кабеля – это потери и ухудшение сигнала.
Критичный изгиб кабеля может случиться и при его монтаже. Поэтому когда монтажники, заводя оптику в ваш дом или проводя по подъезду, не укладывают ее, а именно “пихают”, ждите беды.
При этом, изгиба в дальнейшем может и не остаться, трасса будет идеально ровной. Однако заломленный кабель при монтаже приводит к трещинам на волокнах.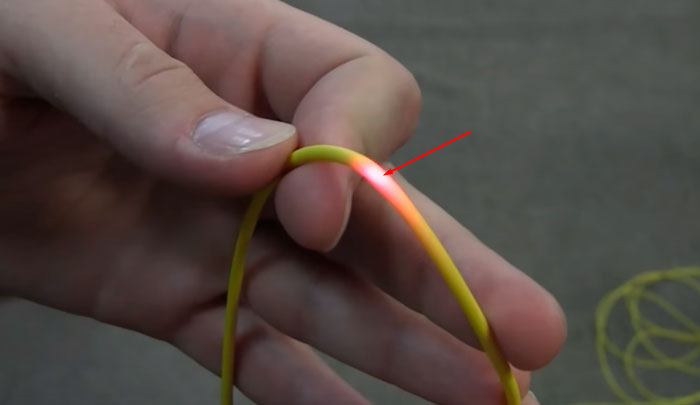
Со временем затухания будут увеличиваться. Активное оборудование поначалу будет вытягивать полезный сигнал из шумов. Но это до тех пор, пока чувствительность приемника и FEC позволяют.
Кассету после укладки жил закрывают крышкой.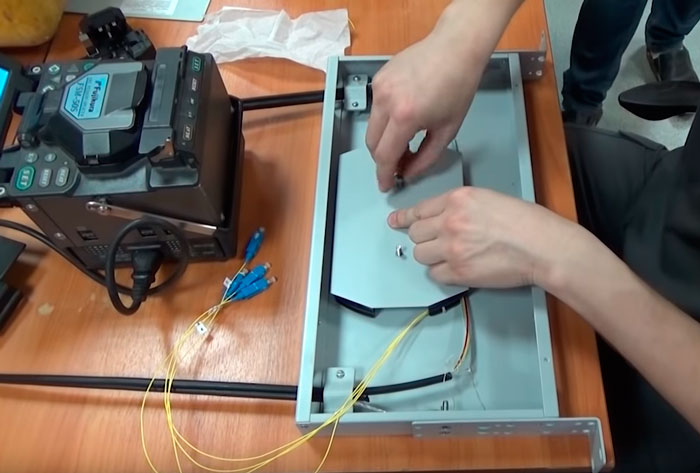
Перед этим обязательно проверьте, не торчат ли где какие проводки. Иначе можете попросту перерубить их этой самой крышкой и весь процесс начнете заново.
Проверка затухания оптическим рефлектометром
Проверка затухания оптическим рефлектометром
Ну и на финальном этапе остается проверить уровень сигнала непосредственно на самом коннекторе. Оптический рефлектометр не только покажет значение в виде цифры, но и проинформирует на каком расстоянии и в какой точке кабеля происходит падение.
Это не обязательно окажется место пайки, вполне возможно, что сигнал будет теряться на каком-нибудь из поворотов трассы.
Подобными сварочными аппаратами легко и удобно варить кабель GPON для подключения одного или нескольких абонентов. А вот если дело коснется 64-х или 96-ти жильной оптики, то конечно данный процесс с поэтапной заправкой каждой жилки будет сплошным мучением.
При этом нужно иметь очень зоркий глаз, дабы не перепутать цветные оттенки многочисленных жилок.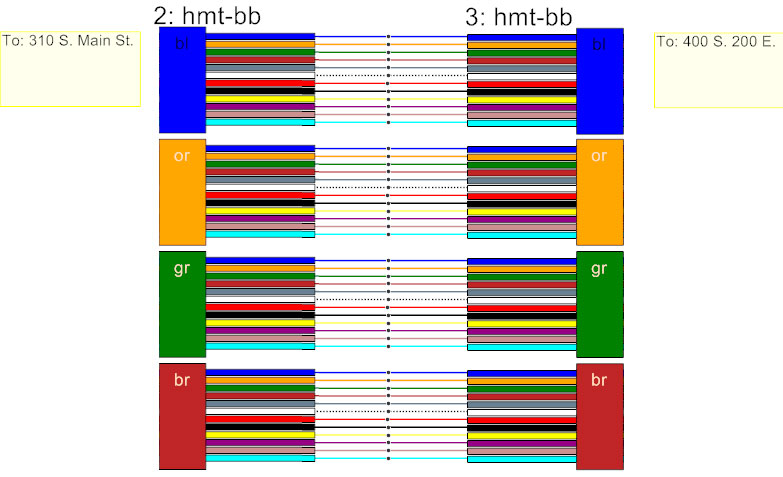
Для опытного кабельщика на фуджике с отдельным скалывателем, технологический процесс сварки 24-х волокон занимает чуть более 40 минут (1,5минуты на жилу). А сборка кросса, со всеми сопутствующими операциями (разделка, укладка, маркировка) – до полутора часов.
Какой вывод можно сделать из всего вышеизложенного? Конечно, сварить оптику на исправном и настроенном оборудовании, стоимостью в несколько сотен тысяч может каждый, у кого руки растут из нужного места.
А вот настроить этот самый сварочник, скалыватель, плюс поддерживать все это в исправном и работоспособном состоянии годами – для этого уже надо быть профессионалом своего дела и любить данную работу.
Сегодня в РФ для передачи сигнала одновременно с металлическим кабелем применяется оптическое волокно (ОВ). Материал обладает многими преимуществами, однако работать с ним сложнее. Для монтажа оптоволоконной сети применяется метод высокоточной сварки, для проведения которой требуется специальное оборудование. Сварка оптоволокна проводится людьми с большим опытом, а новички могут выполнять ее только под присмотром более опытных работников. Какое оборудование для сварки оптоволокна необходимо для проведения работ? Какие технологические особенности нужно учитывать? И какие ошибки может допустить новичок? В статье эти вопросы будут рассмотрены.

Содержание
- 1 Что такое оптоволокно — краткие сведения
- 2 Конструкция оптического волокна
- 3 Особенности сварки оптоволокна
- 4 Пошаговый алгоритм ОВ-сварки
- 5 Нужно ли покупать тестер для ОВ-сварки?
- 6 Популярные ошибки при сварке оптоволокна
- 6.1 Подготовительные ошибки
- 6.2 Ошибки зачистки проводов
- 6.3 Сварочные ошибки
- 7 Заключение
Что такое оптоволокно — краткие сведения
Сварка оптоволоконного кабеля — сложный процесс, для проведения которого нужно знать базовые сведения о конструкции оптоволокна. Поэтому мы сперва кратко рассмотрим вопрос того, что представляет собой этот материал и какими особенностями он обладает. Итак, оптическое волокно (ОВ) — это направляющий канал очень малого диаметра (обычно 125 микрометров), обладающий круглым сечением. Внутри канал является полым, а по нему может проходить электромагнитное излучение с минимальными потерями. Материал активно применяется для передачи сигнала в оптоволоконных линиях связи.
Для генерации сигнала обычно передается свет видимого или инфракрасного диапазона. Свет проходит по каналу под углом, однако за счет полного отражения он не искажается и не затухает. Для создания ОВ-сети применяется оптоволоконный кабель, который состоит из нескольких пучков-жил, в состав которых входит множество направляющих каналов (обычно несколько десятков). Также в состав ОВ-кабеля входят вспомогательные элементы, выполняющие дополнительные функции (защитные, экранирующие, придающие материалу механическую жесткость).
Конструкция оптического волокна
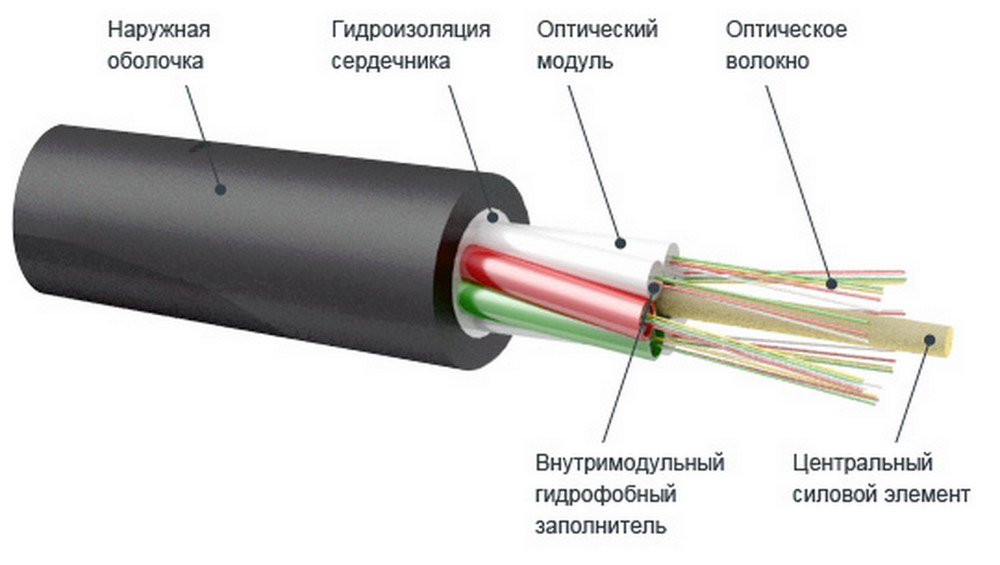
Примерная конструкция ОВ-кабеля выглядит так:
- Несущий трос. Трос делают стекла или упругого металлического сплава, который сверху покрывается тонким слоем лака. Трос выполняет вспомогательные функции — он собирает оптоволоконные и вспомогательные жилы вместе, а также обеспечивает их механическую упругость (чтобы они не сломались и не повредились).
- Двухслойное оптоволокно. Он обеспечивает передачу электромагнитного сигнала по трубкам на любые расстояния. Материал может собираться в пучки, которые часто покрываются цветным лаком. Цвет лака часто указывает на функцию той или иной жилы. Цвет не регулируется государственными правилами, поэтому о назначении той или иной жилы нужно читать в руководстве к материалу.
- Пластиковые трубки. Применяются для сбора оптоволоконных нитей в толстую жилу. В состав одной трубки может входить десятки и даже сотни оптоволоконных полос (на практике их обычно 32-128 штук). Изнутри стенки трубок покрываются гидрофобным гелем. Он обеспечивает отражение лучей свет внутрь материала (скажем, при повреждении кабеля). Также он защищает материал от посторонних сигналов (отталкивает газы и жидкости, которые могут попадать в трубку).
- Кевларовые, стальные защитные нити. Обладают прямоугольной формой и обеспечивают кабелю качественную защиту. Назначение этого слоя — защита материала от растяжения и деформации под действием внешних факторов. Скажем, на открытом воздухе часто есть сильный ветер, который может растягивать материал, что плохо повлияет на качество передачи сигнала. Благодаря металлическим и кевларовым нитям этого не происходит, а кабель сохраняет свою форму в течение длительного времени.

Сигнал при прохождении через оптоволокно может затухать. В идеальных условиях это происходит только из-за естественного затухания, которое возникает из-за поглощения материалом электромагнитного излучения. На степень затухания влияют и другие факторы — наличие повреждений, острые изломы, деформированные участки, нетипичный температурный режим. В случае сбора качественной ОВ-сети степень затухания составляет 2-3 децибел на 1 километр (в случае применения света с длиной волны 0,8 микрометров). В случае длинной протяженной сети допускается использование более длинных волн — это уменьшит степень затухания волны, однако повысит расходы электричества.
Особенности сварки оптоволокна
Для сварки ОВ применяется специальный сварочный аппарат, который способен соединить тонкие жилы в одну нить. Использование обычных сварочных аппаратов в данном случае категорические невозможно — ОВ-каналы обладают очень маленьким диаметром, поэтому применение обычного оборудования в данном случае невозможно. Аппарат для сварки оптоволокна имеет вид небольшой коробки, в которую с двух сторон вставляются края ОВ, а потом выполняется их соединение за счет точечного нагрева.
Сварочный аппарат работает в автоматическом режиме, а большинство операций он проводит без участия оператора. Для сварки понадобится дополнительное оборудование для сварки оптоволокна. Это стриппер, скалыватель (часто выходит в состав сварочной машины), емкость со спиртом (для протирки кабеля), салфетки без ворса, пакетик (для сбора поврежденных мусора или поврежденных оптических волокон), защитные гильзы КДЗС. При необходимости от этого оборудования можно отказаться, однако это снизит качество сварки.
Пошаговый алгоритм ОВ-сварки
Сварка оптоволокна выполняется так:
- Зачистите волокно от лака с помощью стриппера. Обмакните салфетку в спирт, зачистите поверхность материала (обратите внимание, что использовать салфетку повторно не рекомендуется).
- Аккуратно положите край ОВ в аппарат-скалыватель. Класть провод нужно в специальную канавку (линейка на устройства подскажет оптимальную длину). Потом нажмите специальную кнопку, чтобы выполнить скол.
- Достаньте обработанное волокно из скалывателя и поместите его на активную зону сварочного аппарата. Обратите внимание, что к обработанному краю нельзя прикасаться, его нельзя обрабатывать.
- Сколотые фрагменты обязательно соберите в отдельный пакет для сбора мусора. Для удобства утилизации фрагментов можно использовать изоленту или скотч.
- Обработайте второй ОВ-кабель аналогичным образом, положите его на сварочную зону. Наденьте на края защитную гильзу КДЗС, зафиксируйте конструкцию в сварочной зоне с помощью канавок-фиксаторов.
- Выполните запуск аппарата. Устройство автоматически выполнит дополнительную фиксацию, а также очистит края ОВ от частичек пыли и мусора с поверхности с помощью слабого электрического тока.
- Теперь сварочный аппарат сводит края друг с другом, а также проверяет качество сколов. Если все хорошо, то в активную зону посылается мощный электрический разряд, который сплавляет края, формирует прочное соединение.
- Сварочный аппарат тестирует качество полученного соединения и отправляет сигнал оператору. Также выполняется ряд тестов — на затухание, на прочность и другие.
- Оператор достает спайку из сварочного аппарата. Соединение почти готово — чтобы оно получилось прочным, нужно задвинуть КДЗС, поместить конструкцию в печку для сушки (там гильза расплавляется и зафиксирует края).

Нужно ли покупать тестер для ОВ-сварки?
Для пайки купите тест-оборудование, которое покажет, насколько эффективной была сварка. Примеры оборудования — рефлектометры, тестеры, мультиметры и другие. Новичкам следует покупать рефлектометры, поскольку это оборудование дешевое, эргономичное. Еще одно крупное преимущество, которым обладает прибор хорошая чувствительность к затуханию. По ГОСТ нормальным затуханием после сварки признается значение 0,05 децибел. Чувствительность рефлектометров составляет не более 0,01 дБ, поэтому это устройство без проблем определит некачественную сварку.
Рефлектометр выполняет следующие функции:
- Оценивает общее качество сварки, проверяет сеть на наличие мелких дефектов и повреждений.
- Оценивает качество связи при сборке системе, отслеживает все технические параметры сети с высокой точностью, достоверностью.
- Определяет степень затухания сигнала на линии. При обнаружении аномального отклонения (более 0,05 дБ) устройство найдет точку, где происходит наиболее интенсивное затухание.
Популярные ошибки при сварке оптоволокна
При сварке оптического волокна можно допустить много ошибок. Это приводит к проблемам — помехи при прохождении сигнала, появление задержек и даже полное исчезновение сигнала. Чтобы этого не произошло, сварщик должен обладать нужным опытом и квалификацией. Если к работе приступает новичок, то варить ОВ он должен под присмотром более опытного товарища, который сможет поправить или остановить его в нужный момент.
Во время сварочных работ также нужно избегать ошибок, из-за которых могут появиться проблемы с сигналом. Примеры популярных ошибок — помутнение кабеля из-за нарушения правил его хранения, использование кустарно изготовленного стриппера, неправильное хранение сварочного аппарата и другие. В статье популярные ошибки будут рассмотрены и проанализированы, чтобы Вы не допускали их во время сварочных работ. Для удобства чтения и восприятия текста все ошибки будут разделены на несколько категорий.

Подготовительные ошибки
В эту группу попадают ошибки, которые возникают на подготовительном этапе перед проведением сварочных работ, а также на начальном этапе зачистки проводов. Перечислим их:
- Оставление кабеля под открытым небом на долгое время. Кабель под открытым небом нужно хранить в специальной защитной капе. Она минимизирует контакт края кабеля с окружающей средой. Если защитную капу не использовать, то проводные жилы могут впитать в себя влагу и химически активные вещества из окружающей среды. Если Вы все же забыли надеть капу, то перед монтажом/сваркой нужно отрезать от края 1 метр кабеля с каждого конца, чтобы избавиться от потенциально поврежденных жил.
- Применение некачественного стриппера. Инструмент должен пройти юстировку на заводе на финальном этапе изготовления. Юстировка помогает сделать стриппер точным, чтобы во время зачистки кабеля не оставались заусеницы и необработанные участки. Инструменты без юстировки обладают многими недостатками. Самая популярная проблема — при обработке не происходит аккуратного срезания внешнего покрытия, поэтому для удаления оболочки приходится часто двигать стриппером туда-сюда. Из-за это повреждается кабель и снижается качество зачистки.
- Зачистка жил кабеля с помощью стриппера под прямым углом. Подобный способ зачистки является неправильным, поскольку в таком случае легко повреждаются жилы, что может сделать кабельную сеть неработоспособной. Если зачистка выполняется при отрицательных температурах (скажем, зимой), то зачистка под прямым углом может привести к полному слому кабеля.
- При удалении лакового покрытия частички лака остаются на стриппере. Во время зачистки такие частички нужно сразу же удалять с поверхности стриппера. Если этого не сделать, то при зачистке на кабеле могут образовываться микротрещины, из-за которых будет ухудшаться качество сварки. В случае маленьких трещин сигнал по сварному кабелю будет проходить с большими искажениями и задержками. При образовании больших трещин сварная конструкция и вовсе может рассыпаться во время сварки.
- Применение стриппера не по назначению (скажем, для обработки обычного пластика). По техническому регламенту инструмент-стриппер используется только для одной цели — обработка, удаление тонких оптоволоконных жил диаметров до 125 микрометров. Если использовать инструмент для зачистки более толстых объектов (скажем, пластик или металл), то острые части стриппера быстро затупятся, а сам инструмент станет бесполезным.

Ошибки зачистки проводов
Ошибки можно также допустить и при обработке проводов для сварки:
- Использование грязных салфеток для протирки жил. Перед сваркой многие люди протирают жилы с помощью маленьких чистых салфеток, которые снимают остатки грязи и мусора с поверхности провода. Это правильный подход — так увеличивается качество сварочных работ, что делает соединение более прочным. Однако для протирки каждой новой жилы нужно использовать новую салфетку, чтобы старый мусор не попадал на новые чистые жилы.
- Вы зачистили жилу, но прикоснулись к ней после зачистки. Это крупная ошибка, поскольку частички пыли плохо повлияют на качество сварного шва. Если Вы все же прикоснулись, то можно протереть провод чистой салфеткой, чтобы сделать его чистым. Если на жилу что-то капнуло, то рекомендуется срезать этот фрагмент и выполнить зачистку заново (использование салфетки будет малоэффективным, поэтому лучше удалить грязный фрагмент, чтобы не рисковать).
- Срезание поврежденных фрагментов с помощью ручных инструментов. Еще одна популярная ошибка, которую часто допускают сварщики-новички. Срез нужно делать с помощью устройства-срезателя, который обычно входит в состав сварочного агрегата. Для среза нужно поместить провод в устройство и закрыть срезатель до щелчка (в результате должен получиться цилиндрический ровный срез без углов или сколов). На старых сварочных инструментах срезатель может отсутствовать — тогда его нужно купить и использовать отдельно.
- Не выполняется отдельный сбор срезанных кусочков. Срезанные фрагменты оптоволокна могут обладать маленькими размерами (размером с мизинец или даже меньше). Все эти фрагменты нужно собрать и положить в специальных мешочек (сейчас такие мешочки часто продаются вместе с оптоволокном или сварочными устройствами). Почему это так важно? Дело в том, что оптоволокно обладает очень высокой прочностью. Если человек случайно наступит на фрагмент провода, то он может загнать его к себе под кожу или сильно пораниться.
- Зачистка оптоволокна после скалывания или его дальнейшее использование. Остатки волокна следует обязательно утилизировать. Поскольку жилы могут вступать в контакт с химически активными веществами из окружающей среды (это может быть вода, атмосферный воздух и так далее). Поэтому не дальнейшее использование материалов не допускается (запрещается также протирание спиртом, дополнительная обработка и так далее).

Сварочные ошибки
Новички могут не знать технические особенности оптоволокна, поэтому при сварке они часто допускают следующие ошибки:
- Открытие сварочного аппарата перед зачисткой. Сварочные устройства обычно продаются со специальным кожухом, который защищает его от мусора, механических повреждений и мусора. Новички-сварщики часто снимают кожух сразу же после доставки оборудования на участок, где будет проводится сварка. Это большая ошибка — если зачищать провода над разобранным аппаратом, то частички мусора могут попасть в аппарат, что снизит качество обработки либо полностью выведет его из строя.
- Игнорирование КДЗС. Комплект динамической защиты соединения (КДЗС) представляет собой две полые трубочки, внутри которых располагается штифт, выполненный из стали. Это устройство помогает зафиксировать жилу, что положительно скажется на качестве сварки. Монтировать КДЗС нужно аккуратно, чтобы жилы попали точно в металлическую жилу.
- КДЗС не покрывает полностью зачищенное волокно. При таком сценарии жесткость соединения будет низкой. Последствия печальны — деформирование сварного соединения, что приведет к снижению уровня сигнала, ухудшению качества передачи. Особенно это критично в случае работы с большими сетями, к которым подключено множество автономных абонентов.
- Полное доверие сварочному оборудованию. В случае долгого использования сварочного аппарата устройство может начать показывать неточные данные. Поэтому для контроля рекомендуется также купить рефлектометр, с помощью которого можно повысить точность сварки. Использование рефлектометра минимизирует риск высокого затухания сигнала, поскольку он позволяет получить точную картинку вокруг оптического волокна.
- Удаление неостывшей муфты из активной зоны сварки. Подобная операция часто выполняется новичками, поскольку она является практичной и удобной. С ее помощью можно ускорить обработку, а жилы в данном ситуации не переплетаются. Особенно критична такая ошибка, если муфта кладется на ложемент. Из-за этого деформируются стенки жилы (высокая температура делает ее гибкой). Получившаяся сварная конструкция будет некачественной, а качество передаваемого сигнала будет низким.
Заключение
Подведем итоги. Оптоволоконный кабель — сложная конструкция, главным элементом которой являются ОВ-каналы, передающие электромагнитное излучение. Сварка оптоволоконного кабеля осуществляется в несколько этапов специальным аппаратом для сварки оптоволокна. Он имеет вид небольшой коробочки, которая работает преимущественно в автоматическом режиме. Сварочный аппарат выполняет следующие функции — сводит края, выполняет точечную сварку, оценивает качество работ. Перед сваркой следует выполнить зачистку материала с помощью стриппера и скалывателя. По завершении конструкцию следует поместить в печь для расплавления КДЗС-гильзы.
Используемая литература и источники:
- Статья на Википедии
- Листвин А. В., Листвин В. Н., Швырков Д. В. Оптические волокна для линий связи. — М.: ЛЕСАРарт, 2003.
- Волоконно-оптические датчики / Под ред. Э. Удда. — М.: Техносфера, 2008.
- Hecht, Jeff. City of Light, The Story of Fiber Optics. — New York: Oxford University Press, 1999.

Монтажники линий связи едины во мнении, что сварка – один из наиболее сложных, ответственных этапов при прокладке оптоволоконной сети. Внимательный подбор кабеля, четкий профессиональный проект, грамотная прокладка – все это может быть перечеркнуто ошибками при сварке: линия окажется ненадежной, скорость передачи сигнала снизится, количество шумов и помех – увеличится.
В распоряжении современных мастеров гораздо больше технических средств, чем у их коллег, работавших 15-20 лет назад. Сварочные аппараты стали автоматическими, больше не нужно вручную позиционировать волокна, электроника сделает все сама.
Увеличилась точность изготовления кабелей, многие проблемы сварки потеряли актуальность. Казалось бы, что на фоне такого прогресса соединение должно стать предельно простым, но это не так. В чем сложности? Какие ошибки порой допускают не только новички, но и профессионалы? Какого алгоритма сварки придерживаться? Как выбрать аппарат?
Оптоволокно: классификация и нюансы сварки
Тип используемого оптоволокна определяется архитектурой комплекса передачи данных. Востребованы следующие решения (примеры можете посмотреть здесь):
- Классические одномодовые;
- Устойчивые к деформациям на изгиб;
- С нулевой (или присутствующей) смещенной дисперсией;
- Многомодовые.
У каждого класса уникальные особенности передачи сигнала. К примеру, одномодовые решения передают сигнал с минимальными потерями, выраженность которых не выше 0.22 дБ на километр. Впрочем, с позиции сварки учитываются не эти параметры, а конструкция кабеля. Главным образом, нужно ориентироваться на форму профиля показателя преломления центральной части. 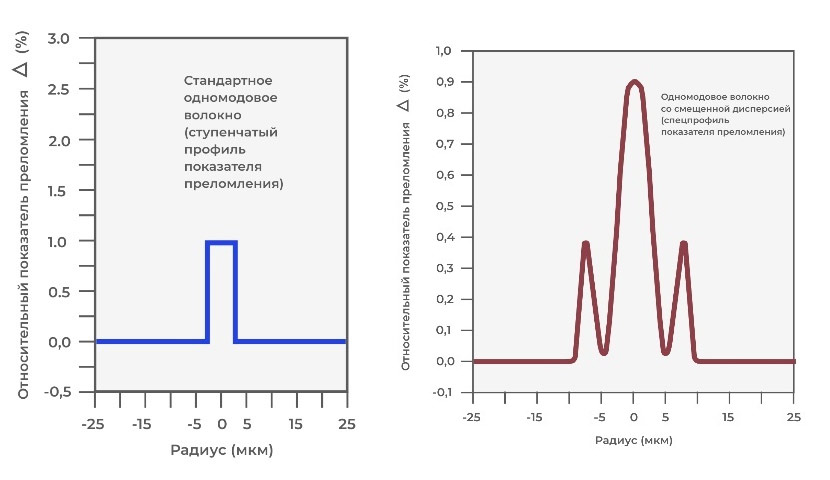
Изображение демонстрирует различия в структуре центральных жил. Эти различия объясняются особенностями распределения легирующих компонентов. Решить проблему сварки в данном случае можно использованием профессионального аппарата. Да, на экране место соединения может выглядеть неоднородным, с явной областью перехода и выраженным швом, но на практике удастся достичь и механической прочности соединения отрезков, и отсутствия помех, сохранения скорости передачи данных.
Выбор сварочного аппарата
Сварка оптоволокна – процесс, при котором два отрезка соединяются за счет локального повышения температуры до точки плавления материалов. Достигается такое повышение высоковольтным разрядом, температура дуги превышает 4 тысячи градусов, хотя для плавления стекла достаточно и 1700.
Трудность – корректное позиционирование волокон, идеальное совпадение центральных жил, исключающее формирование помех для прохождения сигнала. При подборе сварочного аппарата нужно учитывать тип юстировки волокон:
- Активная V-образная канавка. Размещение волокон фиксируется камерой и анализируется процессором. По достижении максимальной точности, они обхватываются зажимами и механическими приводами фиксируются. Подходящая модель для городских линий;
- PAS. Юстировка по центральному профилю. Развитие предыдущей технологии. Такая техника дороже, рекомендована для прокладки магистральных протяженных линий;
- CDS. Выравнивание по тепловой люминесценции. Технология предполагает нагрев, несколько уменьшающий механическую прочность волокон, но ее плюс – высокая точность;
- LID. Наиболее точная методика, фиксирующая излучение изогнутого волокна. Когда мощностный показатель передаваемого излучения в точке касания соединяемых отрезков максимален, процессор делает вывод об идеальном совпадении сердцевин. Такая техника крайне дорога, используется нечасто.

При подборе сварочного аппарата, помимо метода юстировки, нужно учитывать габариты, емкость аккумулятора, защитный индекс корпуса и другие показатели, которые должны на 100% соответствовать условиям эксплуатации и особенностям формируемой линии связи.
Алгоритм действий

- Подготовка кабеля, удаление внешней, промежуточной изоляции, армирующих волокон, геля, защищающего от контакта с водой;
- Фиксация в оптическом кроссе или муфте;
- Демонтаж защитных, изоляционных оболочек, фиксация модуля на вводной группе сплайс-кассеты;
- Удаление с волокон геля, исключающего контакт с водой. Лучше пользоваться специализированной d-жидкостью, составом, эффективно растворяющим компоненты данного геля;
- Размещение на одном из отрезков гильзы КДЗС, изготовленной из прочного полимера. Усадка гильзы достигается термическим воздействием, она фиксирует волокна, исключает их дальнейшее смещение, защищает место сварки от нагрузок;
- Удаление защитного акрилового слоя посредством стриппера, обработка зачищенной области изопропиловым спиртом для окончательного растворения лака, сбора мельчайших пылевых частиц;
- Расположение подготовленного отрезка оптики в прецизионном скалывателе, формирование скола. Скол должен быть направлен строго под 90-градусным углом к оси волокна, отклонения свыше полутора градусов портят качество сварки;
- Размещение волокон в канавках. Требование – не касаться обработанными концами каких-либо поверхностей, даже микроскопическая частичка пыли провоцирует формирование дефекта шва;
- Запуск цикла сварки. Автоматика делает все сама, но мастер может контролировать процесс при помощи увеличенного изображения на дисплее;
- Автоматическая проверка прочности соединения формированием усилия на разрыв;
- Размещение гильзы КДЗС на области сварки (строго центральное), помещение в камеру нагрева, фиксация гильзы.
Распространенные ошибки
Ошибки можно допустить на всех этапах, от хранения оптоволокна до непосредственно сварки. Например, нельзя долгое время хранить оптику под открытым небом, это чревато переувлажнением активных жил. На этапе подготовки нужно использовать качественный инструмент, аккуратно снимать защитные оболочки, полностью удалять гидрофобный гель и акриловый лак, без налипания на жилы пылевых частиц.
Защитная гильза должна на 100% перекрывать область сварки, иначе не приходится говорить о достижении нормативной прочности. Извлекать соединенные отрезки из активной зоны сварочного аппарата можно только после остывания, прохождения теста прочности на разрыв.
Содержание
- Технология сварки ВОЛС
- Необходимый инструмент
- Подготовительные работы
- Процесс соединения
- Скалыватель и рефлектометр
- Строение кабеля
- Процедура сваривания ВОЛС
- Ремонт оптической линии
- Оптоволоконный кабель: виды и состав
- ТОП 5 лучших моделей сварки для оптоволокна
- Разделка и очистка кабеля
- Разделка кабеля
- Классификация оптического кабеля
- Применяемые инструменты
- Способы соединения оптического волокна
- Сложности при сварке оптоволокна
- Строение кабеля
- Сварочные аппараты
- Разделка оптоволоконного кабеля
- Проверка качества сварного шва
- Нюансы сварки оптоволокна
- Оборудование для сварки оптоволокна
- Критерии выбора и грамотная эксплуатация оборудования
Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
- разъемные;
- неразъемные.
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.
 Инструмент для работы с оптоволоконным кабелем
Инструмент для работы с оптоволоконным кабелем
Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Скалыватель и рефлектометр
Скалыватель – это механическое высокоточное устройство, обеспечивающее перпендикулярный срез оптоволокна. От качества скола зависит качество сварки.
При плохом сколе интеллектуальные сварочные аппараты просто не варя оптоволокнот. Среди скалывателей японские тоже лучшие.
Некоторые специалисты придают ему настолько большое значение, что при дефиците средств, предпочитают приобрести высококлассный японский скалыватель, а в придачу к нему покупают относительно дешевый китайский сварочный аппарат.
Сразу после скалывания оптоволокна необходимо его вставить в сварочный аппарат и начинать сварку, никаких промежуточных действий быть не должно, иначе это приводит к загрязнению и низкому качеству сварки.
Третий прибор, без которого нельзя обойтись это рефлектометр, он измеряет качество линии, от его показаний зависит, нужна переделка сварки оптоволокна или нет.
Совокупность точных приборов для сварки в сочетании с опытностью оператора будет давать надежное соединение с оптимальными характеристиками для передачи сигнала.
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.
 Строение оптоволоконного кабеля
Строение оптоволоконного кабеля
Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Процедура сваривания ВОЛС
ВОЛС — волоконно-оптические линии связи. Их сваривание осуществляется поэтапно:
- Оптоволоконный кабель разделяется: снимается изоляционное покрытие, отделяются отдельные модули, состоящие из определенного количества оптического волокна. Их сваривание производится отдельно.
- Волокна зачищаются (с них удаляется влагозащитное покрытие).
- На оптоволокно надевается КДЗС — специальная насадка из термоусадочных трубок и усилительных стержней.
- С волоконных окончаний убирается защитный слой (гель, лак), производится обработка спиртом.
- Затем волокна фиксируют прецизионными скалывателями (скол должен сформироваться перпендикулярно оси волокна).
- Свариваемые волокна помещаются в V-образные канавки (зажим).
- Их совмещают под микроскопом. В современных моделях эта процедура выполняется автоматически.
- Волокна разогреваются электрической сварочной дугой до необходимой температуры.
- Посредством механической деформации сварка оптоволоконного кабеля проверяется на прочность, оценивается процесс затухания, осуществляемый стыками.
- Оператор сварочного оборудования устанавливает защитный комплект на участок сваривания изделия, который далее помещается в специальную тепловую камеру для температурной усадки.
Ремонт оптической линии
Ремонт ВОЛС состоит из следующих действий:
- поиск места обрыва оптической линии;
- организация доступа ремонтника к поврежденным оптическим волокнам;
- ремонт оптического кабеля;
- повторная проверка кабельной трассы.
Как было указано ранее, место обрыва ищут с помощью рефлектометра. Потеря сигнала может произойти как в одном из кроссов или муфт, так и в середине целого участка кабеля (к примеру, проведение подземных работ в месте прокладки кабеля).
 соединительная муфта для ВОЛС
соединительная муфта для ВОЛС
В первом случае ломается место некачественного шва и делается новая сварка оптики. Во втором случае все куда сложнее, ремонт оптоволокна невозможен. Если технический запас и особенность расположения кабеля позволяет, то в месте разрыва устанавливается дополнительная муфта. В противном случае весь участок кабеля меняется, сварные работы проводятся на обоих концах нового кабеля. Ремонт ВОЛС – процесс весьма затратный, поэтому лучше заранее качественно провести монтажные работы.
Оптоволоконный кабель: виды и состав
Прежде чем разбирать инструкцию по сварке кабеля, рассмотрим, что такое оптический кабель. ВОЛС – это волоконно-оптические линии связи, которые разделяют по категориям.
- Конструкционные особенности: могут состоять из оболочки с трубными модулями или многослойного соединения и двухуровневой защиты.
- Место применения: наружное или внутреннее. Учитывая высокую стоимость оптического кабеля, внутренняя прокладка оптоволоконной линии связи применяется крайне редко, только в случаях необходимости высокоскоростной, целостной и точной передачи данных.
- Условия прокладки кабеля: подвесные, грунтовые, канализационные, под водой, подвешиваемые на столбы электропередачи. Наиболее часто в обиходе встречаются подвесные, грунтовые и канализационные кабели. Реже применяют патч-корды, с тросиками и гофроброней.

ТОП 5 лучших моделей сварки для оптоволокна
 Прибор для сварки оптоволокна.
Прибор для сварки оптоволокна.
Опишем наиболее привлекательные аппараты для сварки оптоволоконного материала с точки зрения функциональных возможностей, качества сварных швов и стоимости:
-
Аппарат для сварки оптоволокна Fujikura 80S полностью автоматический.
Он имеет встроенную видео инструкцию и русифицированное меню, что значительным образом упрощает процесс осваивания его возможностей. Агрегат способен выравнивать оптические волокна по сердцевине, имеет автоподстройку мощности дуги, надежно изолирован от воздействия влаги, пыли, а также механического повреждения. Отличается максимально высокой скоростью сварки, поддерживает все типы сетей. Приблизительная стоимость – 425 тыс. руб. -
Jilong KL-280G являет собой экономичный аппарат, который отличается быстрой сваркой – 9 секунд.
Выбор оптимальной программы сварки осуществляется автоматически, после чего аппарат самостоятельно контролирует качество созданного стыка. Имеет жидкокристаллический дисплей с диагональю 5,5”, способен определить и отобразить угол скола волокна, а также его сердцевину. Стоимость – 355 тыс. руб. -
Автоматический агрегат FurukawaS177A зарекомендовал себя в качестве одного из наиболее компактных и легких устройств, способных выравнивать оптоволокно посередине.
Сварочный аппарат оснащен ярким жидкокристаллическим дисплеем, встроенной батареей питания, осуществляет сварку всех типов оптоволоконных кабелей с высокой точностью. Цена 690 – тыс. руб. -
Inno Instrument IFS-15S отличается особой компактностью, выравнивает оптические волокна по середине.
Агрегат оснащен универсальными сменными держателями и дисплеем с диагональю 4,3”. Стоимость – 400 тыс. руб. -
DVP 730 функционирует со всеми типами сетей, аппарат оснащен русским интерфейсом, способен работать от встроенных источников питания длительное время.
Аппарат нужно настраивать вручную, а калибровка и проверка торцов проводится в автоматическом режиме. Цена – 150 тыс. руб.
Разделка и очистка кабеля
Для снятия внешней оболочки применяется нож-стриппер. У него вращающиеся лезвия, с помощью которых можно срезать наружный слой. Если кабель самонесущий, то трос удаляется тросокусами.
 Внутреннюю оболочку следует снимать специально на нее настроенным ножом-стриппером.
Внутреннюю оболочку следует снимать специально на нее настроенным ножом-стриппером.
С модулей удаляются нитки, плёнка, гидрофоб и другие элементы. Для удаления гидрофоба применяется растворитель D-Gel. Работать нужно в перчатках, гель плохо удаляется с рук. Затем модули протираются одноразовыми безворсовыми салфетками с растворителем, потом спиртом.
На нужном расстоянии модули надрезают стриппером и снимают, оставляя волокна голыми. На этом этапе часто происходит поломка оптоволокна
Сварщику нужно работать предельно осторожно
Длина оптоволокна без оболочек обычно составляет 1,5-2 м, этого требуют инструкции по монтажу муфт, при сварке и укладке работы облегчаются.
 Обращение с волокнами должно быть бережным. Любое повреждение на любом этапе работ приводит к тому, что все приходится делать сначала. Перед сваркой оптоволокна протирают 3-4 сухими салфетками, затем новую салфетку смачивают в спирте и протирают начисто.
Обращение с волокнами должно быть бережным. Любое повреждение на любом этапе работ приводит к тому, что все приходится делать сначала. Перед сваркой оптоволокна протирают 3-4 сухими салфетками, затем новую салфетку смачивают в спирте и протирают начисто.
На кабель для последующей герметизации ввода в муфту надевают термоусадочную трубку. Когда кабель будет заварен и уложен в муфту, при помощи горелки трубка усаживается.
Кабель завели в муфту, закрепили, можно приступать к замеру необходимой длины оптоволокна и его зачистке. Затем на него надевают термоусадочную трубку КДЗС, которая в дальнейшем будет защищать место сварки.
Голый очищенный конец оптоволокна вставляют в скалыватель. Устройство отрезает волокно так, что торец должен находиться под углом 90 ° к центральной оси. Допустимая погрешность не более 1,5 °.
Разделка кабеля
 Оборудование для сварки ВОЛС
Оборудование для сварки ВОЛС
Оптоволоконный кабель разделывают с использованием следующих инструментов:
Оборудование для сварки ВОЛС
- стриппер;
- тросокус;
- отвертки;
- бокорезы;
- пузырек спирта;
- безворсовые салфетки;
- изолента;
- цифры-маркеры на самоклеящейся основе и прочие.
Если оптоволоконный кабель хранился на складе в сырости, то необходимо отрезать и выбросить примерно метр кабеля. При наличии троса его необходимо перекусить тросокусом.
Внешняя оболочка кабеля снимается с помощью стриппера. Такой нож имеет вращающееся во все стороны лезвие, которое может регулироваться согласно толщине кабеля. Стриппером делается надрез по кругу на оболочке, затем – два продольных надреза вдоль кабеля, чтобы внешнее покрытие распалось на две части.
 Снятие внешней оболочки с помощью стриппера
Снятие внешней оболочки с помощью стриппера
Если следующим слоем идет кевларовое покрытие, то его перекусывают тросокусом. Металлическая гофра снимается с помощью усиленного ножа. Последняя тонкая оболочка снимается стриппером.
Открывшиеся модули обрабатываются салфетками с использованием спирта. Чтобы снять гидрофоб, используют растворитель. Сам модуль надкусывают и снимают при помощи специального стриппера. Остается только убедиться, что все оптические волокна не поломались.
Классификация оптического кабеля
Оптические кабели можно классифицировать:
По структуре:
- стандартные кабели, имеющие оболочку с модульными трубочками;
- современные многослойные кабели, которые наделены двухуровневой защитой и прочими достоинствами.
По области применения:
- для наружного использования;
- для внутренней прокладки (этот вариант используется нечасто исключительно в дата-центрах).
По условиям эксплуатации:
- подвесные;
- грунтовые;
- для кабельных канализационных систем;
- подводные;
- для ЛЭП.
Наиболее востребованными являются подвесные, грунтовые кабели, тонкие, спаренные патч-корды. Немного реже используются кабели с гофрированной броней и тросиками. Остальные виды оптоволоконных кабелей встречаются редко.
Применяемые инструменты
Как и для пайки оптоволокна, чтобы разделать кабель, необходимо иметь специальный комплект инструментов.
Стандартный набор инструментов монтажника-спайщика включает в себя:
- комплект стрипперов;
- комплект отверток;
- плоскогубцы;
- тросокусы;
- набор ножей;
- прочие дополнительные инструменты для различных рабочих ситуаций.
 Сегодня существует множество наборов инструментов от разных производителей, с разной комплектацией. Они могут быть полностью укомплектованы необходимым инструментом или содержать только основные. Многие производители не уделяют особого внимания прочности кейсов для хранения инструмента, а только его внешнему виду. Их изготавливают из ДВП, покрывают текстурированной фольгой. Соответственно, такие кейсы в тяжелых условиях эксплуатации долго не выдерживают, требуют периодического ремонта.
Сегодня существует множество наборов инструментов от разных производителей, с разной комплектацией. Они могут быть полностью укомплектованы необходимым инструментом или содержать только основные. Многие производители не уделяют особого внимания прочности кейсов для хранения инструмента, а только его внешнему виду. Их изготавливают из ДВП, покрывают текстурированной фольгой. Соответственно, такие кейсы в тяжелых условиях эксплуатации долго не выдерживают, требуют периодического ремонта.
И также плохого качества могут быть и некоторые инструменты из набора, а некоторые, вообще, могут не понадобиться в работе. Дорогостоящие фирменные расходники высокого качества могут быть заменены на более дешевые изделия.
Способы соединения оптического волокна
Оптоволоконная индустрия не стоит на месте: сварка оптического волокна постоянно совершенствуется, меняются методы ее реализации и применяемые расходные материалы.
Выбор оптимальной технологии соединения оптоволокна для каждого конкретного случая важен с точки зрения снижения финансовых расходов и роста показателей производительности.
Малоопытные сварщики не всегда точно знают, что нужно взять во внимание при работе с данным материалом
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
- оптимальная скорость проведения операций;
- временной период, необходимый на подготовку оптоволокна к свариванию;
- количество времени для сварки кабелей;
- стоимость работ;
- опыт специалистов.
При прокладке оптоволоконного полотна постоянно возникает необходимость сварки оптического кабеля в единую линию.
 Муфта для соединения оптоволокна.
Муфта для соединения оптоволокна.
Сегодня наиболее распространены следующие способы выполнения этой операции:
- с помощью механических соединителей;
- непосредственно на оптическом кроссе;
- сваривание оптических волокон при помощи специального оборудования.
Первый способ используется крайне редко, потому что гель в механических соединителях со временем высыхает, что ухудшает параметры стыков кабелей. Второй отличается быстротой и простотой выполнения, но самые лучшие соединения оптоволоконных кабелей создаются путем сварки.
Такая технология характеризуется наилучшими показателями по качеству, долговечности, надежности созданных соединений.
Для начала потребуется выполнить разделку оптического кабеля из 6-8 волокон, соединенных в модуле и покрытых изоляционным материалом. Изоляцию удаляют, а волокна очищают с помощью специальных средств на основе спирта.
После этого волокна укладывают в сварочный аппарат для последующего сваривания в автоматическом режиме
Важно при этом контролировать прочность швов, образующихся на местах соединения оптических волокон. Сваренные элементы потребуется поместить в кассету оптической муфты или кросса
На заметку! Простота данной технологии позволяет выполнить ее даже малоопытному сварщику, который своими глазами наблюдал за выполнением этого процесса руками специалиста. Но главное иметь специальный сварной аппарат: обычные модели не справятся с данной задачей.
Сложности при сварке оптоволокна
Оптоволоконная сеть, по мнению современных специалистов, – это лучшая среда для осуществления скоростной передачи разного рода информации. Материал, примененный для создания такой среды, отличается небольшим весом, низкой восприимчивостью к помехам и излучениям.
Он не способен провоцировать какие-либо преграды на пути информации из одной точки в другую, а благодаря низкой мощности характеризуется абсолютной электробезопасностью.
Так как оптоволоконные материалы обеспечивают созданным путем пайки соединениям высокую функциональность и внушительный КПД, сфера их применения растет с каждым днем.
 Сегодня оптические линии связи широко применяются для передачи информации на большие расстояния, а также при разводке на одном конкретном строении. Но без сварки оптоволокна проложить такие линии не представляется возможным.
Сегодня оптические линии связи широко применяются для передачи информации на большие расстояния, а также при разводке на одном конкретном строении. Но без сварки оптоволокна проложить такие линии не представляется возможным.
Сварка оптоволокна осуществляется с помощью особых сварных аппаратов, которые позволяют выполнить весь комплекс актуальных операций: от соединения и до защиты спаянного места.
Обычный сварочный аппарат для таких операций не подойдет, поскольку он не сможет обеспечить мастеру минимальное затухание на месте сварки.
Нужное для работы с оптоволокном оборудование функционирует по единому принципу: концы оптических волокон нагреваются до определенной температуры плавления с помощью электродуги, а потом соединяются воедино.
Неопытному сварщику сложно точно подогнать края соединяемых кабелей, поскольку они теряют функциональность при погрешностях во время подгонки.
При работе с оптоволоконными кабелями крайне важно обращать внимание на их расцветку при сварке. Она является дополнением к маркировке и свидетельствует об определенной принадлежности кабеля
Так, для идентификации оптоволокна применяют двенадцать разных цветовых оболочек, позволяющих специалисту оперативно выявить тип и назначение волокна, даже если оно смешано с иными кабелями в большом пучке.
На заметку! Проблематика вопроса заключается в том, что на сегодняшний день не принят единый международный стандарт маркировки оптоволоконных кабелей. Такая ситуация провоцирует неприятные ошибки, которые могут допускать молодые специалисты.
Строение кабеля
Суть технологии сварки заключается в соединении торцов оптического волокна и последующего их нагревании до тех пор, пока они не оплавятся и не соединятся в единое целое.
 Для тех, кто работал со стеклом, это покажется элементарным, но нужно иметь в виду, что волокно, по которому передаются данные, имеет диаметр 9 мкм (в 10 раз тоньше человеческого волоса) и требуется, чтобы затухание сигнала не превышало сотых долей децибел.
Для тех, кто работал со стеклом, это покажется элементарным, но нужно иметь в виду, что волокно, по которому передаются данные, имеет диаметр 9 мкм (в 10 раз тоньше человеческого волоса) и требуется, чтобы затухание сигнала не превышало сотых долей децибел.
Чтобы понять суть процесса сварки, надо разобраться в строении оптического кабеля. Он представляет собой сложную конструкцию, в центре которой находится стеклянная нить диаметром 125 мкм. Это всего лишь оболочка 9 микронной нити из сверхчистого стекла, которая и является носителем информации.
Внешнее стекло имеет иной показатель преломления, чем внутреннее. Благодаря этому свет распространяется только по внутренней нити, отражаясь от стенок.
Для защиты оптоволокна от внешних воздействий его покрывают лаком и помещают в трубки-модули с гидрофобным гелем. Дополнительно к этому модули оплетают защитной пленкой.
В качестве дополнительной защиты от влаги все покрывается полиэтиленовой пленкой. Дальше идет броня из кевларовых нитей или стальной проволоки, которая покрывается толстым слоем полиэтилена.
Сварочные аппараты
Для сварки оптических волокон в России чаще всего используют приборы от японских фирм Fujikura, Sumitomo и китайской Jilong. Японские производители изначально прекрасно проявили себя в этой области, их аппараты лучшие, но китайцы наступают на пятки, выпускают достойные сварочные аппараты по низким ценам.
Чтобы получить качественную сварку оптоволокна требуется сварочный аппарат, способный производить юстировку волокон не только по оболочке, но и по сердцевине.
Они имеет несколько сервомоторов, которые могут перемещать волокно во всех плоскостях. Это позволяет достигнуть наибольшей точности соединения оптоволокон. Большая часть изделий вышеназванных фирм могут произвести качественную юстировку.
Где требования не такие жесткие, как на магистральных линиях связи, можно применять сварочные аппараты с юстировкой по оболочке. Оптоволокно в этих аппаратах подается по V-образным канавкам.
При наличии эксцентриситета центральной жилы или царапины на канавке, качество сварки будет ниже, соответственно затухания будут больше. Японские аппараты универсальные, работают практически со всеми типами волокна.
Разделка оптоволоконного кабеля
Основная задача при выполнении разделки оптоволоконного кабеля — сохранить длину его компонентов, обозначенную в инструкции муфты. Поэтому в некоторых случаях необходимо оставлять длинные силовые компоненты, предназначенные для закрепления в муфте, а иногда в этом нет необходимости. В некоторых случаях из кевлара нужно сделать «косичку», зажать ее винтом, кевлар лучше не резать. Эти нюансы зависят от конструктивных особенностей муфты каждого кабеля. Итак, этапы выполнения работы:
Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом
Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт
Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.
Следует обратить внимание, что чистота волокон, особенно их окончаний — это залог качественной сварки оптического волокна. При работе с микронами даже малейшие загрязнения недопустимы!. Обязательно необходимо проверять волокна на целостность покрытия из лака, отсутствие сломанных участков
Если есть повреждения лакового покрытия, то такой кабель рекомендуется переделать (но он не должен быть сломан)
Обязательно необходимо проверять волокна на целостность покрытия из лака, отсутствие сломанных участков. Если есть повреждения лакового покрытия, то такой кабель рекомендуется переделать (но он не должен быть сломан).
- В комплект муфты входит специальная термоусадка, которую надевают на уже разделанный кабель (о чем часто забывают новички). Если кабель будет зажиматься резиной с герметиком, тогда термоусадка не нужна. Чтобы обеспечить герметичность соединения кабеля с муфтой, для выполнения его усадки рекомендуется использовать строительный фен, паяльник, горелку. Но наиболее практичной считается горелка небольших размеров, надеваемая на газовый баллончик.
Перед тем как начать сварку оптического кабеля, рекомендуется дополнительно приобрести крупнозернистую наждачную бумагу. Это поможет обеспечить лучшую адгезию с клеевым составом.
Проверка качества сварного шва
В процессе сварки необходимо обратить внимание на форму дуги сварного шва. Идеальная сварка практически не заметна невооруженным глазом
Если дуга кривая, то рекомендуется сколоть сварной шов и повторить работу заново.
Если сварочный аппарат выдает существенное затухание сигнала в месте шва (более 0,1 Дб), то волокна лучше переварить. Но даже если потеря сигнала несущественная, в сумме несколько сварок все же могут дать потерю сигнала на другом конце кабеля.
 Рефлектометр
Рефлектометр
Проверка затухания всей оптической трассы, состоящей из нескольких муфт и кроссов, проводится при помощи рефлектометра. Это измерительный прибор, который посылает по оптической трассе импульс и анализирует его рассеивание и отражение. С его помощью можно посмотреть общую длину трассы и затухание сигнала на отдельном его участке. Так есть возможность узнать, где именно оптоволоконный кабель дает обрыв сигнала либо его существенное затухание. Прибор сохраняет измерения в электронном файле, что позволяет проводить анализ рассеивания спустя некоторое время после проведения проверки.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс
Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.
Оборудование для сварки оптоволокна
Выбор сварочного аппарата для ВОЛС сводится к определению типа сварки:
- ручной;
- полуавтоматической;
- автоматической.
Аппараты ручного типа не позволяют качественно и быстро произвести работы по соединению кабелей. Трудоемкий процесс сведения контролируется под микроскопом.
На смену ему пришло полуавтоматическое оборудование. Вся работа производится под микроскопом, и оператор может оценить качество автоматического соединения места сварки. Такое устройство значительно экономит время мастера.
Отрицательная характеристика прибора – не свариваются оптические шнуры. Эта часть работы выполняется мастером вручную.
Положительная оценка устройства – низкая стоимость по сравнению с полностью автоматическими сварочными аппаратами.
Полностью автоматизированный прибор появился на рынке недавно. Он позволяет значительно экономить время оператора. Встроенный микроскоп позволяет мастеру контролировать процесс варки. Минус современных моделей – высокая цена.
Критерии выбора и грамотная эксплуатация оборудования
Определившись с целью применения аппарата, можно перейти к оценке оборудования по параметрам:
- типы волокна для сварки;
- время сварки и количество возможных соединений нитей;
- срединная центровка или по V-канавкам;
- комплектация;
- цена – дешевые модели могут иметь низкий потенциал или некачественный шов сварки.
Аппарату со срединной центровкой отдают большее предпочтение. Устройства отличаются по габаритам и комплектации, однако качество сварки на одном уровне.
Сварка ВОЛС обязательно должна производиться под наблюдением мастера.
Каждый этап работы на устройстве требует от оператора навыков работы на сварочном аппарате оптоволоконного кабеля.
Волоконно-оптические линии связи имеют высокую пропускную способность информационного сигнала. Их работа во многом зависит от качества соединения провода: чем лучше соединены волоски, тем меньше степень затухания сигнала в месте контакта. Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Сварка оптоволокна не требует специальных навыков, обучения. Достаточно следовать инструкции. Перед этим будет полезно узнать некоторые нюансы работы. При монтаже линий связи много времени уделяется подготовке кабеля к процессу сварки, для этого существует специальное оборудование.
Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
- разъемные;
- неразъемные.
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.

Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Сравнительная таблица преимуществ и недостатков технологий монтажа оптических коннекторов
Итак, выделим преимущества и недостатки описанных выше технологий установки оптических коннекторов.
Сравнительная таблица преимуществ и недостатков применения различных методов установки оптических коннекторов:
| Splice On Connector | Fast Connector | Пигтейлы | Клеевой коннектор | |
| Простота технологии монтажа | + | + | + | — |
| Скорость монтажа | +/- | + | +/- | — |
| Сохранение допустимых вносимых потерь на соединении на протяжении длительного срока | + | — | + | + |
| Сохранение допустимого уровня отражения сигнала на протяжении длительного срока | + | — | + | + |
| Устойчивость к механическим нагрузкам | + | +/- | +/- | +/- |
| Возможность многократной установки | — | + | + | — |
| Удобство оконечивания кабеля на кроссе оператора | + | + | + | + |
| Удобство оконечивания кабеля в уличных распределительных ящиках | + | + | — | — |
| Удобство оконечивания кабеля в помещении абонента | + | + | — | — |
| Цена (стоимость коннекторов и оборудования для установки) | — | +/- | +/- | + |
Скалыватель и рефлектометр
Скалыватель – это механическое высокоточное устройство, обеспечивающее перпендикулярный срез оптоволокна. От качества скола зависит качество сварки.
При плохом сколе интеллектуальные сварочные аппараты просто не варя оптоволокнот. Среди скалывателей японские тоже лучшие.
Некоторые специалисты придают ему настолько большое значение, что при дефиците средств, предпочитают приобрести высококлассный японский скалыватель, а в придачу к нему покупают относительно дешевый китайский сварочный аппарат.
Сразу после скалывания оптоволокна необходимо его вставить в сварочный аппарат и начинать сварку, никаких промежуточных действий быть не должно, иначе это приводит к загрязнению и низкому качеству сварки.
Третий прибор, без которого нельзя обойтись это рефлектометр, он измеряет качество линии, от его показаний зависит, нужна переделка сварки оптоволокна или нет.
Совокупность точных приборов для сварки в сочетании с опытностью оператора будет давать надежное соединение с оптимальными характеристиками для передачи сигнала.
Greenlee 915FS-KIT1 – комплект оборудования для полного монтажа оптических кабелей.
Аппарат для сварки, в комплекте Greenlee 915FS-KIT1, оборудуется системой выравнивания волокон по активной V канавке. Обеспечивает высокое качество соединения с минимальными потерями в месте соединения. Адаптация к FTTx и PON и возможность установки Splice-On коннекторов. Сварочный аппарат рекомендуется для монтажа ВОЛС в масштабах города, сетей промышленных предприятий, операторов и интернет провайдеров.

Особенности и преимущества комплекта Greenlee 915FS-KIT1
- 3 года гарантийного обслуживания;
- оптитческая юстировка по активной V- канавке;
- низкие потери на сварном стыке: 0, 02дБ;
- автоматическая и ручная калибровка дуги;
- возможность установки Splice-On коннекторов SC, LC, FC, ST;
- защита от воды и пыли: IP52.
С работй аппарата можно познакомится посмотрев видио ниже
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.

Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Процедура сваривания ВОЛС
ВОЛС — волоконно-оптические линии связи. Их сваривание осуществляется поэтапно:
- Оптоволоконный кабель разделяется: снимается изоляционное покрытие, отделяются отдельные модули, состоящие из определенного количества оптического волокна. Их сваривание производится отдельно.
- Волокна зачищаются (с них удаляется влагозащитное покрытие).
- На оптоволокно надевается КДЗС — специальная насадка из термоусадочных трубок и усилительных стержней.
- С волоконных окончаний убирается защитный слой (гель, лак), производится обработка спиртом.
- Затем волокна фиксируют прецизионными скалывателями (скол должен сформироваться перпендикулярно оси волокна).
- Свариваемые волокна помещаются в V-образные канавки (зажим).
- Их совмещают под микроскопом. В современных моделях эта процедура выполняется автоматически.
- Волокна разогреваются электрической сварочной дугой до необходимой температуры.
- Посредством механической деформации сварка оптоволоконного кабеля проверяется на прочность, оценивается процесс затухания, осуществляемый стыками.
- Оператор сварочного оборудования устанавливает защитный комплект на участок сваривания изделия, который далее помещается в специальную тепловую камеру для температурной усадки.
Ремонт оптической линии
Ремонт ВОЛС состоит из следующих действий:
- поиск места обрыва оптической линии;
- организация доступа ремонтника к поврежденным оптическим волокнам;
- ремонт оптического кабеля;
- повторная проверка кабельной трассы.
Как было указано ранее, место обрыва ищут с помощью рефлектометра. Потеря сигнала может произойти как в одном из кроссов или муфт, так и в середине целого участка кабеля (к примеру, проведение подземных работ в месте прокладки кабеля).
соединительная муфта для ВОЛС
В первом случае ломается место некачественного шва и делается новая сварка оптики. Во втором случае все куда сложнее, ремонт оптоволокна невозможен. Если технический запас и особенность расположения кабеля позволяет, то в месте разрыва устанавливается дополнительная муфта. В противном случае весь участок кабеля меняется, сварные работы проводятся на обоих концах нового кабеля. Ремонт ВОЛС – процесс весьма затратный, поэтому лучше заранее качественно провести монтажные работы.
Разварка волокон в оптической муфте и кроссе
Все сварочные работы можно разделить на два основных вида: создание сварных соединений в кроссе и создание сварных соединений в муфте. Вся работа со сварочным аппаратом в обоих случаях практически идентична и совпадает с разобранными выше рекомендациями. Однако есть свои нюансы.
При монтаже кроссов обычно (но не всегда) все вводимые кабели целиком свариваются с пигтейлами (pig-tail – «поросячий хвост», оптический шнур с установленным на одном конце коннектором), установленными в оптических портах. Таким образом, каждое волокно идёт на свой порт. Назначение оптического кросса — дать возможность коммутации и подключения к активному оборудованию.
В муфтах сваривают волокна двух или более кабелей между собой. Схемы разварки муфт могут быть совершенно разными: от самых простых соединительных, когда между собой поволоконно соединяются два магистральных кабеля до сложных разветвительных муфт, установленных в колодцах городской канализации в центре города — а там в муфте могут соединяться и 6, и 8, и 10 кабелей! Муфты служат для размещения неразъёмных соединений.
Одним из очень полезных онлайн-инструментов на нашем сайте является конфигуратор, с помощью которого можно генерировать схемы разварок ОВ в муфте (максимум 4 кабеля): достаточно указать марки всех кабелей, которые соединяем в муфте, указать, какое ОВ с каким надо соединить, и получим удобную красивую схему с учётом цветовой кодировки ОВ в формате PDF.
Перейти в конфигуратор разварки
Ознакомиться с процессом монтажа оптических муфт подробней можно в отдельной статье.
Напоследок дадим небольшую универсальную рекомендацию, которую получают от слушатели наших курсов — соблюдайте культуру монтажа! Неизвестно, придётся ли ещё раз вскрывать смонтированные вами кросс или муфту. Качественных вам сварок!
Илья Смирнов, технический эксперт, преподаватель ВОЛС.Эксперт
Оптоволоконный кабель: виды и состав
Прежде чем разбирать инструкцию по сварке кабеля, рассмотрим, что такое оптический кабель. ВОЛС – это волоконно-оптические линии связи, которые разделяют по категориям.
- Конструкционные особенности: могут состоять из оболочки с трубными модулями или многослойного соединения и двухуровневой защиты.
- Место применения: наружное или внутреннее. Учитывая высокую стоимость оптического кабеля, внутренняя прокладка оптоволоконной линии связи применяется крайне редко, только в случаях необходимости высокоскоростной, целостной и точной передачи данных.
- Условия прокладки кабеля: подвесные, грунтовые, канализационные, под водой, подвешиваемые на столбы электропередачи. Наиболее часто в обиходе встречаются подвесные, грунтовые и канализационные кабели. Реже применяют патч-корды, с тросиками и гофроброней.

ТОП 5 лучших моделей сварки для оптоволокна

Опишем наиболее привлекательные аппараты для сварки оптоволоконного материала с точки зрения функциональных возможностей, качества сварных швов и стоимости:
- Аппарат для сварки оптоволокна Fujikura 80S полностью автоматический. Он имеет встроенную видео инструкцию и русифицированное меню, что значительным образом упрощает процесс осваивания его возможностей. Агрегат способен выравнивать оптические волокна по сердцевине, имеет автоподстройку мощности дуги, надежно изолирован от воздействия влаги, пыли, а также механического повреждения. Отличается максимально высокой скоростью сварки, поддерживает все типы сетей. Приблизительная стоимость – 425 тыс. руб.
- Jilong KL-280G являет собой экономичный аппарат, который отличается быстрой сваркой – 9 секунд. Выбор оптимальной программы сварки осуществляется автоматически, после чего аппарат самостоятельно контролирует качество созданного стыка. Имеет жидкокристаллический дисплей с диагональю 5,5”, способен определить и отобразить угол скола волокна, а также его сердцевину. Стоимость – 355 тыс. руб.
- Автоматический агрегат FurukawaS177A зарекомендовал себя в качестве одного из наиболее компактных и легких устройств, способных выравнивать оптоволокно посередине. Сварочный аппарат оснащен ярким жидкокристаллическим дисплеем, встроенной батареей питания, осуществляет сварку всех типов оптоволоконных кабелей с высокой точностью. Цена 690 – тыс. руб.
- Inno Instrument IFS-15S отличается особой компактностью, выравнивает оптические волокна по середине. Агрегат оснащен универсальными сменными держателями и дисплеем с диагональю 4,3”. Стоимость – 400 тыс. руб.
- DVP 730 функционирует со всеми типами сетей, аппарат оснащен русским интерфейсом, способен работать от встроенных источников питания длительное время. Аппарат нужно настраивать вручную, а калибровка и проверка торцов проводится в автоматическом режиме. Цена – 150 тыс. руб.
Разделка и очистка кабеля
Для снятия внешней оболочки применяется нож-стриппер. У него вращающиеся лезвия, с помощью которых можно срезать наружный слой. Если кабель самонесущий, то трос удаляется тросокусами.
Внутреннюю оболочку следует снимать специально на нее настроенным ножом-стриппером.
С модулей удаляются нитки, плёнка, гидрофоб и другие элементы. Для удаления гидрофоба применяется растворитель D-Gel. Работать нужно в перчатках, гель плохо удаляется с рук. Затем модули протираются одноразовыми безворсовыми салфетками с растворителем, потом спиртом.
На нужном расстоянии модули надрезают стриппером и снимают, оставляя волокна голыми. На этом этапе часто происходит поломка оптоволокна
Сварщику нужно работать предельно осторожно
Длина оптоволокна без оболочек обычно составляет 1,5-2 м, этого требуют инструкции по монтажу муфт, при сварке и укладке работы облегчаются.
Обращение с волокнами должно быть бережным. Любое повреждение на любом этапе работ приводит к тому, что все приходится делать сначала. Перед сваркой оптоволокна протирают 3-4 сухими салфетками, затем новую салфетку смачивают в спирте и протирают начисто.
На кабель для последующей герметизации ввода в муфту надевают термоусадочную трубку. Когда кабель будет заварен и уложен в муфту, при помощи горелки трубка усаживается.
Кабель завели в муфту, закрепили, можно приступать к замеру необходимой длины оптоволокна и его зачистке. Затем на него надевают термоусадочную трубку КДЗС, которая в дальнейшем будет защищать место сварки.
Голый очищенный конец оптоволокна вставляют в скалыватель. Устройство отрезает волокно так, что торец должен находиться под углом 90 ° к центральной оси. Допустимая погрешность не более 1,5 °.
Скалыватель оптоволокна
Очень важный инструмент – это скалыватель. Рабочий орган аппарата – алмазный диск, который срезает волокно под углом 90°. Подготовленное волокно укладывается в скалыватель таким образом, чтобы от края изоляции до уровня среза до было, примерно 16 мм. Контроль по специальной мерительной шкале на корпусе. Затем провод фиксируется зажимом. Сама операция производится простым нажатием на кнопку. Такую же операцию необходимо проделать с другими проводниками.
Внимание! Перед операцией скола нужно надеть термоизоляционные трубку КДЗС для последующей фиксации и изоляции стыка проводника.
Разделка кабеля
Оборудование для сварки ВОЛС
Оптоволоконный кабель разделывают с использованием следующих инструментов:
Оборудование для сварки ВОЛС
- стриппер;
- тросокус;
- отвертки;
- бокорезы;
- пузырек спирта;
- безворсовые салфетки;
- изолента;
- цифры-маркеры на самоклеящейся основе и прочие.
Если оптоволоконный кабель хранился на складе в сырости, то необходимо отрезать и выбросить примерно метр кабеля. При наличии троса его необходимо перекусить тросокусом.
Внешняя оболочка кабеля снимается с помощью стриппера. Такой нож имеет вращающееся во все стороны лезвие, которое может регулироваться согласно толщине кабеля. Стриппером делается надрез по кругу на оболочке, затем – два продольных надреза вдоль кабеля, чтобы внешнее покрытие распалось на две части.

Если следующим слоем идет кевларовое покрытие, то его перекусывают тросокусом. Металлическая гофра снимается с помощью усиленного ножа. Последняя тонкая оболочка снимается стриппером.
Открывшиеся модули обрабатываются салфетками с использованием спирта. Чтобы снять гидрофоб, используют растворитель. Сам модуль надкусывают и снимают при помощи специального стриппера. Остается только убедиться, что все оптические волокна не поломались.
Подготовка инструментов

Для разделки оптоволоконных кабелей требуется специальный инструмент. Он продается в виде готового набора, куда входят стрипперы, тросокусы, макетный нож, растворитель гидрофоба «D-Gel», безворсовые салфетки и другой обычный инструмент.
При разделке кабелей все делается по инструкции к муфте, где будет находиться место соединения кабелей.
Если волоконно-оптический кабель находился в сырости, его конец длиной около 1 метра нужно отрезать, поскольку он, скорее всего, набрал влаги, которая отрицательно действует на оптоволокно.
Классификация оптического кабеля
Оптические кабели можно классифицировать:
По структуре:
- стандартные кабели, имеющие оболочку с модульными трубочками;
- современные многослойные кабели, которые наделены двухуровневой защитой и прочими достоинствами.
По области применения:
- для наружного использования;
- для внутренней прокладки (этот вариант используется нечасто исключительно в дата-центрах).
По условиям эксплуатации:
- подвесные;
- грунтовые;
- для кабельных канализационных систем;
- подводные;
- для ЛЭП.
Наиболее востребованными являются подвесные, грунтовые кабели, тонкие, спаренные патч-корды. Немного реже используются кабели с гофрированной броней и тросиками. Остальные виды оптоволоконных кабелей встречаются редко.
Применяемые инструменты
Как и для пайки оптоволокна, чтобы разделать кабель, необходимо иметь специальный комплект инструментов.
Стандартный набор инструментов монтажника-спайщика включает в себя:
- комплект стрипперов;
- комплект отверток;
- плоскогубцы;
- тросокусы;
- набор ножей;
- прочие дополнительные инструменты для различных рабочих ситуаций.
Сегодня существует множество наборов инструментов от разных производителей, с разной комплектацией. Они могут быть полностью укомплектованы необходимым инструментом или содержать только основные. Многие производители не уделяют особого внимания прочности кейсов для хранения инструмента, а только его внешнему виду. Их изготавливают из ДВП, покрывают текстурированной фольгой. Соответственно, такие кейсы в тяжелых условиях эксплуатации долго не выдерживают, требуют периодического ремонта.
И также плохого качества могут быть и некоторые инструменты из набора, а некоторые, вообще, могут не понадобиться в работе. Дорогостоящие фирменные расходники высокого качества могут быть заменены на более дешевые изделия.
Способы соединения оптического волокна
Оптоволоконная индустрия не стоит на месте: сварка оптического волокна постоянно совершенствуется, меняются методы ее реализации и применяемые расходные материалы.
Выбор оптимальной технологии соединения оптоволокна для каждого конкретного случая важен с точки зрения снижения финансовых расходов и роста показателей производительности.
Малоопытные сварщики не всегда точно знают, что нужно взять во внимание при работе с данным материалом
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
- оптимальная скорость проведения операций;
- временной период, необходимый на подготовку оптоволокна к свариванию;
- количество времени для сварки кабелей;
- стоимость работ;
- опыт специалистов.
При прокладке оптоволоконного полотна постоянно возникает необходимость сварки оптического кабеля в единую линию.

Сегодня наиболее распространены следующие способы выполнения этой операции:
- с помощью механических соединителей;
- непосредственно на оптическом кроссе;
- сваривание оптических волокон при помощи специального оборудования.
Первый способ используется крайне редко, потому что гель в механических соединителях со временем высыхает, что ухудшает параметры стыков кабелей. Второй отличается быстротой и простотой выполнения, но самые лучшие соединения оптоволоконных кабелей создаются путем сварки.
Такая технология характеризуется наилучшими показателями по качеству, долговечности, надежности созданных соединений.
Для начала потребуется выполнить разделку оптического кабеля из 6-8 волокон, соединенных в модуле и покрытых изоляционным материалом. Изоляцию удаляют, а волокна очищают с помощью специальных средств на основе спирта.
После этого волокна укладывают в сварочный аппарат для последующего сваривания в автоматическом режиме
Важно при этом контролировать прочность швов, образующихся на местах соединения оптических волокон. Сваренные элементы потребуется поместить в кассету оптической муфты или кросса
На заметку! Простота данной технологии позволяет выполнить ее даже малоопытному сварщику, который своими глазами наблюдал за выполнением этого процесса руками специалиста. Но главное иметь специальный сварной аппарат: обычные модели не справятся с данной задачей.
Как варить оптоволокно: этапы работ
Перед началом работ по сварке рекомендуется провести некоторую подготовку. Из обязательных требований, которые нужно соблюдать при этих работах мы выделили следующие:
- Подготовка помещения. Под этим следует понимать выполнение требование к температурному режиму (от –10°С до +50°С), отсутствие ветра и дождя. Если работы проводятся на открытом воздухе, то необходимо использовать палатку кабельщика либо проводить работы в специально оборудованном автомобиле с пассажирским кузовом (ЛИОК). В случае низких температур рекомендуется использовать обогреватель. Важно не пренебрегать ни одним из возможных внешних воздействий, ибо в случае сильного ветра будет невозможной работа с ОВ, при попадании воды на сварочный аппарат возможен выход его из строя, а при низких температурах аккумулятор аппарата будет разряжаться почти моментально, а ОВ станет экстремально хрупким.
- Подготовка рабочего места. Настоятельно рекомендуется разложить все необходимые инструменты и расходные материалы так, чтобы до них можно было дотянуться рукой. Лучше всего, работать в положении сидя, а сама сварка будет вестись на столе.
- Использование спецодежды, перчаток — обязательно! Гидрофобный гель, содержащийся в большинстве кабелей, служит источником сильного загрязнения одежды и отстирать его до конца невозможно. Также на одежду могут попадать обломки ОВ, а присутствие их на повседневной одежде недопустимо.
- Подготовка ёмкостей или мешков для утилизации отходов разделки кабеля и ОВ.
- Над рабочим местом нужно обеспечить хорошее освещение. Прозрачное, очищенное волокно можно разглядеть только в отражённом свете, а это необходимо и для укладки ОВ, и для собирания обломков.
После того, как всё готово для проведения работ, можно приступать. Рассмотрим весь рабочий процесс в виде нескольких этапов и подробно поясним некоторые важные моменты.
Процесс пайки оптоволокна
- Разделка оптического кабеля. Обычно включает в себя снятие внешней оболочки кабеля, удаление промежуточных оболочек, бронепокровов, упрочняющих нитей, гидрофобного геля и т. д. Подробно все аспекты этого этапа описаны в соответствующей статье.
- Закрепление кабеля в оптическом кроссе или муфте.
- Снятие оболочек оптических модулей. Закрепление модулей на вводе сплайс-кассеты.
- Смывка гидрофобного геля с волокон. Для этих целей используется так называемый d-gel, специальная жидкость, эффективный растворитель. Необходимо смочить в ней ветошь и протирать волокна до полного удаления гидрофобного геля. Эту жидкость в обиходе называют «апельсинкой» за характерный цитрусовый запах.
- На волокна одного из соединяемых кабелей надевают КДЗС. КДЗС (или гильзы) состоят из двух прозрачных трубочек, внешней из термоусаживаемого полимера, внутренней из термоплавкого клея и армирующего металлического стержня между ними.
- С помощью стриппера с оптического волокна удаляется защитное акриловое покрытие. Длина зачищенного участка должна быть примерно 3–4 см при использовании скалывателя с контейнером для сбора осколков (CT-50). В случае, если контейнера нет, длина должна быть 5–10 см. Зачищенный участок ОВ протирается безворсовой салфеткой, смоченной в изопропиловом спирте. Это делается для удаления остатков лака и возможных следов пыли.
- Зачищенное ОВ помещается в прецизионный скалыватель для получения скола. Основная задача скалывателя — получение ровной, максимально плоской поверхности торца ОВ, перпендикулярной к оси ОВ. При отклонении поверхности торца от перпендикуляра качество сварки может ухудшаться, поэтому сварочный аппарат контролирует величину углового отклонения и предупреждает, если превышена максимально допустимая величина (1,5°). На рис.11 показан порядок работы со скалывателем CT-50:

а)
б)
в)
Рис. 11. а) укладка подготовленного ОВ в канавку, край защитного покрытия должен стоять на отметке, соответствующей длине очищенного конца ОВ, которую хотим получить (достаточно 12–15 мм); б) закрытие крышки, в этот момент производится скол; в) после открытия крышки можем извлечь сколотое ОВ.
- Укладка сколотых ОВ в V-образные канавки и фиксация их прижимами. Важно! После того, как ОВ извлекается из скалывателя, концом ОВ нельзя прикасаться ни к каким поверхностям — это неизбежно приведет к налипанию микроскопических частиц пыли на конце ОВ, а это, в свою очередь, приведет к дефектам сварного шва! Торцы свариваемых ОВ должны оказаться примерно на расстоянии 1 мм от линии электродов, как это показано на рис.12:
Рис. 12. Волокна уложены в канавки, зафиксированы магнитными прижимами и готовы к сварке.
- После закрытия ветрозащитной крышки аппарата запускается цикл сварки. Производится юстировка ОВ. Аппарат автоматически определяет тип ОВ, подбирая оптимальный режим дуги. (Если аппарат не справился с задачей распознавания, работая в режиме AUTO, можно выставить в настройках режима тип волокна принудительно — SM, DSF, NZDSF и т. д., но это почти неактуально для современных сварочников, которые практически всегда правильно идентифицируют ОВ.) Аппарат производит несколько предварительных дуговых разрядов, цель которых сжигание частиц пыли и предварительный разогрев торцов. После чего генерируется основная, рабочая дуга и одновременное сближение ОВ. Процесс происходит очень быстро, буквально через секунду уже видим на экране результат — изображение сваренных ОВ. Также на экране можно увидеть оценочное значение потерь на получившемся соединении, которое подсчитывается аппаратом на основании анализа этого изображения. Важно помнить, что эта оценка делается приблизительно и не является результатом измерения! Её цель — дать повод монтажнику усомниться в качестве сварки или наоборот, подтвердить, что всё прошло хорошо. Обычно, хорошими считаются случаи, когда оцененные потери составляют 0,00-0,02 дБ. Если вы увидели значение потерь 0,03 — рекомендуется переварить.
- Аппарат проводит проверку механической прочности сварного соединения, растягивая сваренные ОВ с определенным усилием. Если стык не разрушается, аппарат признает сварку успешной и издает звуковой сигнал. Можно открыть ветрозащитную крышку (рис.13):
Рис.13. Открытая крышка сварочного аппарата после завершения сварки и успешного теста на разрыв.
- Сваренное ОВ извлекается из зажимов, на место стыка надвигается КДЗС. Важно! Гильза КДЗС должна располагаться так, чтобы место сварки оказалось ровно посередине. В таком положении ОВ с надвинутой гильзой переносятся оператором в нагревательную камеру. При закрытии крышки этой камеры автоматически начинается нагрев. При нагревании клеевая трубочка расплавляется, а внешняя сжимается и вынуждает клеевой расплав равномерно заполнять всё пространство вокруг места сварки.
- После охлаждения усаженной гильзы место стыка оказывается надёжно защищено застывшим клеем гильзы, усиленным армирующим стержнем. Важно! Необходимо дать остыть и полностью затвердеть клеевому расплаву, только после этого гильзу можно укладывать в сплайс-кассету. Если попытаться зафиксировать в ложементе сплайс-кассеты ещё горячую, неостывшую гильзу, она деформируется и передавит сварной стык, когда застынет. Это неизбежно приведет к потерям.





В качестве наглядного примера сварочных работ можно посмотреть видеоролик, в котором наши эксперты проводят сварку 216 волокон:
Сложности при сварке оптоволокна
Оптоволоконная сеть, по мнению современных специалистов, – это лучшая среда для осуществления скоростной передачи разного рода информации. Материал, примененный для создания такой среды, отличается небольшим весом, низкой восприимчивостью к помехам и излучениям.
Он не способен провоцировать какие-либо преграды на пути информации из одной точки в другую, а благодаря низкой мощности характеризуется абсолютной электробезопасностью.
Так как оптоволоконные материалы обеспечивают созданным путем пайки соединениям высокую функциональность и внушительный КПД, сфера их применения растет с каждым днем.

Сварка оптоволокна осуществляется с помощью особых сварных аппаратов, которые позволяют выполнить весь комплекс актуальных операций: от соединения и до защиты спаянного места.
Обычный сварочный аппарат для таких операций не подойдет, поскольку он не сможет обеспечить мастеру минимальное затухание на месте сварки.
Нужное для работы с оптоволокном оборудование функционирует по единому принципу: концы оптических волокон нагреваются до определенной температуры плавления с помощью электродуги, а потом соединяются воедино.
Неопытному сварщику сложно точно подогнать края соединяемых кабелей, поскольку они теряют функциональность при погрешностях во время подгонки.
При работе с оптоволоконными кабелями крайне важно обращать внимание на их расцветку при сварке. Она является дополнением к маркировке и свидетельствует об определенной принадлежности кабеля
Так, для идентификации оптоволокна применяют двенадцать разных цветовых оболочек, позволяющих специалисту оперативно выявить тип и назначение волокна, даже если оно смешано с иными кабелями в большом пучке.
На заметку! Проблематика вопроса заключается в том, что на сегодняшний день не принят единый международный стандарт маркировки оптоволоконных кабелей. Такая ситуация провоцирует неприятные ошибки, которые могут допускать молодые специалисты.
Сварка ВОЛС: типы волокон и особенности их сварки
В зависимости от своей архитектуры, от применяемой технологии передачи данных современные ВОЛС могут быть построены с применением различных типов ОВ. Самые распространённые из них:
- cтандартное одномодовое ОВ (SM, rec.G.652);
- изгибостойкое ОВ (BIF, rec.G.657);
- ОВ с нулевой смещенной дисперсией (DSF, rec.G.653);
- ОВ с ненулевой смещенной дисперсией (NZDSF, rec.G.655);
- многомодовое ОВ (MM, rec.G.651.1).
Все эти типы имеют различные свойства, относящиеся к способности передавать оптический сигнал. Например, задача SM-волокна — обеспечить передачу сигнала с потерями, не превышающими 0.22 дБ/км, а NZDSF-волокна — передача с минимальной дисперсией вблизи длины волны 1550 нм. Но, с точки зрения пригодности этих волокон к сварке, эти свойства нас не интересуют. Определяющей характеристикой является их конструкция, а именно — различная конфигурация профиля показателя преломления (ППП) сердцевины. Не уточняя, какими могут быть эти различия, визуально сравним, как выглядит ППП SM-волокна (рис. 1, слева) и NZDSF-волокна (рис.1, справа).

Рис. 1. диаграмма ППП SMF (слева); диаграмма ППП NZDSF (справа)
Наглядно показано, что структура сердцевин имеет существенное различие. Обусловлено оно разным распределением легирующих добавок. Теперь представим, что надо сварить ОВ двух этих типов друг с другом. Что будет происходить в месте их сплавления, как будет выглядеть структура сердцевины? Думаем, на этот вопрос точно никто ответить не сможет. Но это и не нужно — задача заключается в прочном соединении оптических волокон и минимуме потерь на нём. Современные аппараты без проблем справляются с этой задачей, несмотря на то, что на экране сварочного аппарата такие разнородные соединения смотрятся, мягко говоря, подозрительно.
В качестве примера приведем результаты спайки волокон фирмы Corning® — SMF-28 Ultra и SMF-28 ULL. И хотя обе эти марки соответствуют стандарту G.652, они существенно отличаются по составу легирующих добавок и по форме ППП сердцевины. В первом из них ППП близок к ступенчатой форме, во втором эта форма носит более сложный характер, что обеспечивает рекордно низкие погонные потери ОВ (менее 0,17 дБ/км). На следующих иллюстрациях продемонстрированы три комбинации их сварных соединений между собой.
Рис. 2. Corning® SMF-28 Ultra + Corning® SMF-28 Ultra
Рис. 3. Corning® SMF-28 ULL + Corning® SMF-28 ULL
Рис. 4. Corning® SMF-28 Ultra + Corning® SMF-28 ULL
Можно заметить, что «простое» SMF-28 Ultra сварилось между собой лучше всех, сварной шов незаметен. В случае с SMF-28 ULL шов виден явным образом, а при сварке двух разных типов шов даже подчёркивает различие сердцевин.
Скажем сразу, что это нормально. При последующем измерении потерь на этом стыке с помощью OTDR можем убедиться, что потери во всех случаях находятся в пределах нормы. С результатами этих испытаний можете ознакомиться, посмотрев наше видео с процессом сварки оптоволокна Corning ULL:
Стоит также отметить, что волокно Corning® SMF-28 Ultra соответствует не только стандарту G.652, но и G.657. Это даёт возможность применять это ОВ как в случае необходимости применения первого стандарта, так и при необходимости соответствия второму. Т. е. на тех участках ВОЛС, где проектом предусмотрено соединение двух разных типов ОВ, фактически, соединяем два одинаковых и достигаем минимума потерь. Именно эта марка ОВ используется как основная в кабелях .
Строение кабеля
Суть технологии сварки заключается в соединении торцов оптического волокна и последующего их нагревании до тех пор, пока они не оплавятся и не соединятся в единое целое.
Для тех, кто работал со стеклом, это покажется элементарным, но нужно иметь в виду, что волокно, по которому передаются данные, имеет диаметр 9 мкм (в 10 раз тоньше человеческого волоса) и требуется, чтобы затухание сигнала не превышало сотых долей децибел.
Чтобы понять суть процесса сварки, надо разобраться в строении оптического кабеля. Он представляет собой сложную конструкцию, в центре которой находится стеклянная нить диаметром 125 мкм. Это всего лишь оболочка 9 микронной нити из сверхчистого стекла, которая и является носителем информации.
Внешнее стекло имеет иной показатель преломления, чем внутреннее. Благодаря этому свет распространяется только по внутренней нити, отражаясь от стенок.
Для защиты оптоволокна от внешних воздействий его покрывают лаком и помещают в трубки-модули с гидрофобным гелем. Дополнительно к этому модули оплетают защитной пленкой.
В качестве дополнительной защиты от влаги все покрывается полиэтиленовой пленкой. Дальше идет броня из кевларовых нитей или стальной проволоки, которая покрывается толстым слоем полиэтилена.
Процесс соединения
После завершения подготовительных работ начинается сварка:
- спайщик укладывает подготовленное оптоволокно в аппарат для сварки и фиксирует в нем зажимами;
- устройство автоматически начинает сводить волокна до тех пор, пока они не покажутся в секторе обзора камер микроскопов;
- после этого через электроды пропускается кратковременная электрическая дуга, уничтожающая остатки пыли на оптоволокне;
- если состояние волокон нормальное, то прибор с помощью сервомоторов, имеющих возможность перемещать оптоволокно в трех плоскостях, начинает их совмещать;
- подведя торцы волокон почти вплотную, прибор на несколько секунд подает мощную электрическую дугу, которая размягчает стекло;
- аппарат еще ближе подводит разогретые оптоволокна друг к другу, спаивая их таким образом;
- для проверки прочности соединения прибор с заданным усилием пытается развести оптоволокна в разные стороны;
- если тест пройден, то спайщик надевает трубку КДЗС на место сварки и перекладывает ее в печку, где происходит термоусадка гильзы.
Когда таймер сообщает, что процесс закончился, оператор достает оптоволокно и укладывает гильзу КДЗС на охлаждающую полку. Процесс сварки закончился, начинается укладка оптоволокна в муфту.
Сварочные аппараты
Для сварки оптических волокон в России чаще всего используют приборы от японских фирм Fujikura, Sumitomo и китайской Jilong. Японские производители изначально прекрасно проявили себя в этой области, их аппараты лучшие, но китайцы наступают на пятки, выпускают достойные сварочные аппараты по низким ценам.
Чтобы получить качественную сварку оптоволокна требуется сварочный аппарат, способный производить юстировку волокон не только по оболочке, но и по сердцевине.
Они имеет несколько сервомоторов, которые могут перемещать волокно во всех плоскостях. Это позволяет достигнуть наибольшей точности соединения оптоволокон. Большая часть изделий вышеназванных фирм могут произвести качественную юстировку.
Где требования не такие жесткие, как на магистральных линиях связи, можно применять сварочные аппараты с юстировкой по оболочке. Оптоволокно в этих аппаратах подается по V-образным канавкам.
При наличии эксцентриситета центральной жилы или царапины на канавке, качество сварки будет ниже, соответственно затухания будут больше. Японские аппараты универсальные, работают практически со всеми типами волокна.
Устройство и принцип работы сварочного оборудования
Сварка оптических волокон полностью автоматизирована, происходит без участия оператора. В прибор достаточно правильно заправить концы провода. Процесс соединения происходит под высокой температурой, нагрев обеспечивается электрической дугой. Сварочный аппарат для оптоволокна – сложное устройство, в состав которого входят следующие элементы:
- блок питания;
- преобразователь переменного тока в постоянный;
- материнская плата – мини-процессор, регулирующий процесс спайки;
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью;
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва;
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.
Разделка оптоволоконного кабеля
Основная задача при выполнении разделки оптоволоконного кабеля — сохранить длину его компонентов, обозначенную в инструкции муфты. Поэтому в некоторых случаях необходимо оставлять длинные силовые компоненты, предназначенные для закрепления в муфте, а иногда в этом нет необходимости. В некоторых случаях из кевлара нужно сделать «косичку», зажать ее винтом, кевлар лучше не резать. Эти нюансы зависят от конструктивных особенностей муфты каждого кабеля. Итак, этапы выполнения работы:
Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом
Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт
Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.
Следует обратить внимание, что чистота волокон, особенно их окончаний — это залог качественной сварки оптического волокна. При работе с микронами даже малейшие загрязнения недопустимы!. Обязательно необходимо проверять волокна на целостность покрытия из лака, отсутствие сломанных участков
Если есть повреждения лакового покрытия, то такой кабель рекомендуется переделать (но он не должен быть сломан)
Обязательно необходимо проверять волокна на целостность покрытия из лака, отсутствие сломанных участков. Если есть повреждения лакового покрытия, то такой кабель рекомендуется переделать (но он не должен быть сломан).
- В комплект муфты входит специальная термоусадка, которую надевают на уже разделанный кабель (о чем часто забывают новички). Если кабель будет зажиматься резиной с герметиком, тогда термоусадка не нужна. Чтобы обеспечить герметичность соединения кабеля с муфтой, для выполнения его усадки рекомендуется использовать строительный фен, паяльник, горелку. Но наиболее практичной считается горелка небольших размеров, надеваемая на газовый баллончик.
Перед тем как начать сварку оптического кабеля, рекомендуется дополнительно приобрести крупнозернистую наждачную бумагу. Это поможет обеспечить лучшую адгезию с клеевым составом.
Немного теории
Начнем с азов, чтобы понять, с чем нам придется встретиться, ведь технология оптической связи отличается от обычных и привычных для нас проводов, как по принципу действия, так и по способам монтажа. Конечно, этот раздел можно опустить и приступить сразу к решению практических задач но, все же зная теорию легче решить многие проблемы, возникающие на практике. Постараемся не утруждать вас сложными терминами, а объяснить все просто и популярно.
Как действует передача данных через оптоволокно

Передача сигнала через обычные провода с помощью электрического тока упирается в два препятствия, которые ограничивают предел скорости.
- Сигнал с высокой частотой быстро затухает на большом расстоянии.
- У токов высокой частоты большие потери энергии через излучение в окружающую среду.
- Рядом находящиеся провода и оборудование наводят помехи на сигнал.
С этими негативными факторами борются, применяя промежуточные усилители, экраны, свивая провода. Но всему есть предел. На сегодня повышение скорости передачи информации, в основном, решается с помощью разделения ее на параллельные потоки. Например, USB 3.0 отличается от более раннего USB 2.0 тем, что для передачи данных используются не одна, а несколько пар проводов.
Кардинально решить вопрос смогли только с помощью оптоволоконных кабелей. В них сигнал передается с помощью света, точнее лазерного излучения, которое слабо затухает на больших расстояниях. Для связи используются стеклянные волокна, в которых благодаря специально подобранным свойствам сердечника и внешнего слоя проявляется эффект полного отражения светового пучка.
Также благодаря небольшому диаметру они гибкие (с тонкими гибкими стеклянными волокнами мы встречаемся и в таких привычных материалах как стекловата и стеклоткань).
Работает система чрезвычайно просто — с одной стороны кабеля модулируют излучение лазера, кодируя в нем информацию, которую расшифровывает фотоприемник на другом конце. По одному оптоволокну можно передавать множество потоков, параллельно используя лазеры с разным спектром.
Скорость передачи по оптоволокну на порядки превышает возможности металлических проводников и достигает нескольких терра бит в секунду.
Имеет оптоволокно и другие преимущества:
- Абсолютную защиту от внешних помех, навести посторонний сигнал на такой кабель невозможно.
- Благодаря отсутствию металлических проводников такие линии не могут быть повреждены пробоем изоляции от высокого напряжения, поэтому они еще и безопасны для пользователей.
- Современный оптоволоконный кабель имеет небольшой диаметр и занимает много места в лотках и канализации.
- Считать информацию не повреждая кабель, и не нарушая его работоспособности известными методами (например, фиксируя электромагнитное излучение) невозможно.
Еще одно достоинство оптоволокна — оно не представляет интереса для злоумышленников, так как не содержит цветных металлов.
Но есть и некоторые минусы:
- такие кабеля нельзя соединить обычной пайкой или скруткой, требуется сваривать стекло или применять специальные соединительные элементы;
- стекловолоконные кабели нельзя изгибать по малому радиусу;
- оборудование для приема и передачи сложное, хотя при отработанном и массовом производстве, как и для любой электроники, цена него постоянно снижается.
Как работает технология PON
На первый взгляд для построения абонентской сети можно сделать двумя способами:
- Провести от базовой станции кабеля к каждому пользователю. Так действует стандартная городская сеть — от АТС пары проводов идут к каждому телефону.
- Провести несколько магистральных линий с большой пропускной способностью, на которые подключаются активные коммутаторы — свитчи, которые распределяют доступ между абонентами. Так строились первые сети с использованием витых пар (LAN) а позже и оптоволокна в качестве магистральных линий. Например, к дому шла оптоволоконная линия, доступ к которой по квартирам распределяли уже с помощью витых пар подключенных через свитчи. Такие сети назывались FTTB (Fiber To Building) — волокно до здания.
Технология PON работает по несколько иному принципу:
- Активное оборудование монтируется только у провайдера и клиента.
- На одно волокно может быть подключено до 128 приемников. Сеть строится по принципу дерева, где от линии идут ветви отростки, а от них ветви второго порядка и так далее.
- Все абонентские устройства, подключенные к одному волокну, получают доступ к сети с разделением по времени. То есть сразу передается пакет информации одному клиенту, затем второму и так по очереди. Из-за большой пропускной способности линии это ни в коей мере не снижает скорости передачи данных. Также осуществляется связь и в обратном направлении, но используется другая длина волны излучения лазера.
Такой подход стал возможен благодаря тому, что используются специальные устройства — сплитеры. Они разделяют поток одного волокна на несколько волокон. Потери излучения, конечно, при этом велики, но их компенсируют использованием мощных лазеров, на сегодня цена на них не столь уж и большая.
Достоинства сплитеров в том, что они сравнительно несложны, не требуют подключения к электросетям (это пассивный элемент отсюда и название технологии) и обслуживания.
Эти особенности технологии PON позволяют развивать сети в любых условиях. Если для более старых методов раздачи интернета в отличие от города, где разместить обычные свитчи и сервера можно без проблем на любом чердаке или подвале и нет проблем с подключением электропитания, в сельской местности возникали большие затруднения, для PON таких проблем нет.
Сплитер можно повесить на любой стене или опоре линии электропередач и даже разместить в колодце, устройства не боятся влаги.
Сеть PON
Чтобы было более понятно, как работает технология PON, приведем схему, как организована такая сеть.

Немного поясним схему:
- У поставщика интернета или на АТС находится OLT (на английском — Optical Linear Terminal – Оптический Линейный Терминал) с которого идет раздача. К нему подключены кабельные линии. Это довольно компактное устройство на фото ниже показана стойка, которая может обслужить несколько тысяч абонентов.

- От каждого OLT отходят несколько кабелей, на схеме показан только один, на четыре жилы. Их разводят по всему обслуживаемому участку в кабельной канализации, по опорам или другим способом.
Благодаря высокой мощности лазеров протяженность кабелей может достигать до 60 километров, хотя обычно производители гарантируют качественный сигнал на расстоянии до 20 км, но и этого вполне достаточно для среднего города.
- На каждую жилу вешают сплитер (на схеме это коробки с надписью Spliter), от них идут ответвления либо на другие разветвители, либо сразу к клиентам. На схеме показано разветвление на два кабеля вверху и на четыре внизу, но сигнал может ветвиться и на большее количество кабелей, хотя многовыходные устройства обычно применяются редко.


- После первого сплитера может быть установлено еще несколько.
- В конце линии у абонента ставится ONU (на английском языке Optical Network Unit – Оптическая Сетевая Единица) его могут еще именовать ONT (на английском Optical Network Terminal – Оптический Сетевой Терминал) к которому можно подключить LAN кабеля. Иногда устройство называют оптическим модемом.

- Кроме LAN соединений у ONU почти всегда есть розетки для телефона, так как почти всегда подключение по PON предусматривает пакет услуг: интернет, телефон, телевидение.
Как видно из схемы, сеть легко можно развивать без больших затрат. Например, в верхней части вместо первого по счету ONU установить еще один сплитер, к которому можно подключить уже два абонента. Еще можно заменить двухканальные разветвители на четырехканальные, такие как в нижней части схемы.
Проверка качества сварного шва
В процессе сварки необходимо обратить внимание на форму дуги сварного шва. Идеальная сварка практически не заметна невооруженным глазом
Если дуга кривая, то рекомендуется сколоть сварной шов и повторить работу заново.
Если сварочный аппарат выдает существенное затухание сигнала в месте шва (более 0,1 Дб), то волокна лучше переварить. Но даже если потеря сигнала несущественная, в сумме несколько сварок все же могут дать потерю сигнала на другом конце кабеля.
Рефлектометр
Проверка затухания всей оптической трассы, состоящей из нескольких муфт и кроссов, проводится при помощи рефлектометра. Это измерительный прибор, который посылает по оптической трассе импульс и анализирует его рассеивание и отражение. С его помощью можно посмотреть общую длину трассы и затухание сигнала на отдельном его участке. Так есть возможность узнать, где именно оптоволоконный кабель дает обрыв сигнала либо его существенное затухание. Прибор сохраняет измерения в электронном файле, что позволяет проводить анализ рассеивания спустя некоторое время после проведения проверки.
Монтаж кабельных окончаний при помощи сварных (Splice On) оптических разъемов

Splice On коннекторы (SOC) – это оптические коннекторы, которые устанавливаются при помощи сварочного аппарата непосредственно на приходящее с кабеля волокно таким образом, что КДЗС размещается в хвостовике самого коннектора.
КДЗС (комплект для защиты сварного соединения) – представляет собой изделие, состоящие из двух трубок (одна внутри другой) и металлического или керамического элемента жесткости, размещенного между ними. Верхняя трубка усаживается (уменьшается в диаметре) под влиянием температуры, не допуская попадания пыли и влаги к месту сварки волокна). Элемент жесткости – предохраняет место сварки от изгибов. Во внутреннюю же трубку – помещается непосредственно волокно таким образом, чтобы место сварки было посредине трубки. Наиболее распространенными являются КДЗС длиной 40 и 60 мм. Однако с развитием технологии Splice On набирают популярности и микро КДЗС длиной менее 20 мм.
Применяются Splice On коннекторы при организации всех оптических кроссов и распределительных панелей, где нужны надежные, долговечные и высококачественные оптические соединения.

Рисунок 9 – Конструкция Splice On коннектора
Такая конструкция не требует применения сплайс кассеты (в которой обычно размещается КДЗС) и экономит время монтажа, сохраняя при этом высокие оптические и механические характеристики коннектора.
Splice On коннектор с уверенностью можно назвать заводским полуфабрикатом. Ведь на заводе его полностью подготавливают к установке, которая для монтажника ВОЛС заключается в выполнении сварного соединения (процесс практически не отличается от сварки двух волокон между собой) и сборки корпуса (не сложнее простенького LEGO конструктора для детей дошкольного возраста).

Рисунок 10 – составные части Splice On коннектора Ilsintech
На заводе внутрь ферулы коннектора вклеивают оптическое волокно, которое выступает за пределы коннектора на 2-3 сантиметра. С торцевой стороны волокно скалывается и полируется.
Впрочем, данная технология ничем не отличается от установки клеевых коннекторов на кабель. Однако качество заводской полировки не идет ни в какое сравнение с ручной. В этом не трудно убедиться, проведя инспекцию торца коннектора при помощи оптического микроскопа.
Можно взять для сравнения Splice On коннектор Ilsintech и обычный оптический патчкорд за 200 рублей (хотя при его изготовлении применяется не ручная полировка). Но даже в этом случае разница будет ощутима. Обратите внимание на качество полировки ферулы (рис. 10). Из него видно, что на рисунке 11б наблюдается «зернистость» торца ферулы, что говорит о невысоком качестве полировки.

Рисунок 11 – Качество полировки ферулы оптического коннектора
В результате, получается что-то вроде пиглейла, только с хвостом 2-3 сантиметра (рис. 4)., а не 1,5 м, как у обычных пигтейлов.

Рисунок 12 — Splice On коннектор SC в упаковке от производителя
Большинство производителей сварочных аппаратов для ВОЛС предлагают в качестве аксессуара или в базовом комплекте сварочника специальные держатели, в которые вместо одного из волокон, помещается коннектор. Для подготовки сварочного аппарата к монтажу коннектора, достаточно снять один из держателей волокна, обычно закреплен одним винтиком, и вместо него установить держатель коннектора. В остальном, как уже говорились выше, процесс мало чем отличается от сварки двух волокон между собой. Технология монтажа SC коннектора состоит в следующем:
- На кабель надевается хвостовик коннектора. Хвостовики коннекторов отличаются в зависимости от диаметра и формы кабеля, для установки на который они предназначены. Компания СвязьКомплект поставляет коннекторы для кабеля диаметром 900 мкм, 2-3 мм, Indor, плоский наружный оптический кабель 8.1×4.5 мм, 5.4×3.0 мм, наружный кабель диаметром 5.0 и 5.8 мм.

Рисунок 13 – Монтаж SOC: надевание хвостовика коннектора на кабель
- На этот же кабель надевается мини КДЗС из комплекта поставки коннектора

Рисунок 14 – Монтаж SOC: надевание КДЗС на кабель
- Оптический кабель устанавливается в держатель волокна. Чаще всего сварочные аппараты для ВОЛС поставляются с универсальным держателем волокон, который позволяет зажимать как голое волокно 250 мкм, так и волокна в буфере 900 мкм, патч-кордный кабель 2-3 мм и плоский Indor кабель. Однако в случае монтажа коннекторов удобнее пользоваться съёмными держателями волокон. В ассортименте производителя присутствуют держатели для всех распространенных кабелей, включая и многоволоконные MPO.

Рисунок 15 – Монтаж SOC: крепление волоконно-оптического кабеля в держателе
- Удаление буферного слоя. В данном примере удаление буферного слоя выполняется при помощи термостриппера. Этот способ наиболее комфортен и не повреждает оболочку волокна. Вместе с тем, эту же процедуру можно выполнить и при помощи ручного стриппера буферного слоя.

Рисунок 16 – Монтаж SOC: удаление буферного слоя с оптического волокна
- Удаление остатков буферного слоя и жира при помощи спиртовой салфетки и скол оптического волокна. Прецизионный скалыватель делает насечку (как стеклорез) и ломает волокно таким образом, что угол скола получается 90 ±5 градусов. Такое качество скола позволяет выполнить высококачественное сварное соединение с низкими вносимыми потерями.

Рисунок 17 – Монтаж SOC: скол оптического волокна
- Установка держателя с волокном в сварочный аппарат

Рисунок 18 – Монтаж Splice On коннектора: Установка держателя с волокном в сварочный аппарат
- Оптический Splice On разъем устанавливается в держатель коннектора. С ним производятся те же операции, что и с оптическим кабелем, описанные в пунктах 3-6. Опционально производитель поставляет указанные держатели. Все они перечислены во вкладке «Опции и аксессуары» в описании сварочных аппаратов.

Рисунок 19 – Монтаж SOC: крепление Splice On коннектора в держателе
- Производится сварка волокон из коннектора и оптического кабеля.

Рисунок 20 – Монтаж SOC: приваривание Splice On коннектора к кабелю
- На место сварки надвигается КДЗС и производится его усадка в термоусадочной печи сварочного аппарата. Уличные коннекторы кроме КДЗС имеют и внешнюю защитную термоусадочную трубку. Для ее усадки можно пользоваться газовой горелкой, или специальной термоусадочной печью.

Рисунок 21 – Монтаж SOC: Термоусадка КДЗС в печи сварочного аппарата
- Производится сборка коннектора. Сначала надевается хвостовик коннектора (до легкого щелчка)

Рисунок 22 – Монтаж SOC: внешний вид Splice On коннектора после термоусадки

Рисунок 23 – Монтаж SOC: на сваренный с оптическим кабелем коннектор надевается хвостовик
- Затем надевается внешний корпус коннектора

Рисунок 24 – Монтаж SOC: на Splice On коннектор надевается внешний корпус

Рисунок 25 – Монтаж SOC: готовый к работе Splice On коннектор
Технология монтажа SC коннектора при помощи сварочного аппарата KF4A также показана на этом видео:
Подобным образом осуществляется установка и усиленного коннектора на уличный кабель, однако сама его сборка немного сложнее.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс
Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.
Оборудование для сварки оптоволокна
Выбор сварочного аппарата для ВОЛС сводится к определению типа сварки:
- ручной;
- полуавтоматической;
- автоматической.
Аппараты ручного типа не позволяют качественно и быстро произвести работы по соединению кабелей. Трудоемкий процесс сведения контролируется под микроскопом.
На смену ему пришло полуавтоматическое оборудование. Вся работа производится под микроскопом, и оператор может оценить качество автоматического соединения места сварки. Такое устройство значительно экономит время мастера.
Отрицательная характеристика прибора – не свариваются оптические шнуры. Эта часть работы выполняется мастером вручную.
Положительная оценка устройства – низкая стоимость по сравнению с полностью автоматическими сварочными аппаратами.
Полностью автоматизированный прибор появился на рынке недавно. Он позволяет значительно экономить время оператора. Встроенный микроскоп позволяет мастеру контролировать процесс варки. Минус современных моделей – высокая цена.
Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
При этом у всех почему-то крепко засело в головах, что для работы с оптикой требуются какие-то суперпрофессионалы и обучаться той же сварке оптоволокна нужно очень долго и усердно.
А между тем, производители сварочных аппаратов говорят совершенно обратное. Они утверждают, что их современные приборы настолько совершенны и просты в работе, что справиться с этим процессом может любой человек.
Достаточно придерживаться определенных инструкций, не совершать элементарных ошибок и чудо аппарат сделает за вас большую часть работы самостоятельно.
Так ли это на самом деле или нет? Чтобы объективно ответить на данный вопрос, следует сделать важную ремарку – сама сварка это всего лишь 5% от общей работы кабельщика ВОЛС.
Изучив только процесс сварки, без соответствующих знаний чтения схем, постройки магистралей, навыков разделки и укладки кабеля в кассету и кросс, измерения затухания рефлектометром, вы никогда не будете считаться профессионалом своего дела.
Но давайте все-таки подробнее рассмотрим именно процесс сварочных работ, подготовки кабеля к нему и отметим наиболее распространенные ошибки, которые печальным образом сказываются на месте соединения, уровне сигнала и дальнейшей работе ВОЛС.
Типы оптоволоконного кабеля
Сварочные аппараты для оптики работают примерно по одному принципу. Поэтому не будем заострять внимание на какой-то одной модели, старый добрый Фуджикура (Fujikura) или Ilsintech, изучим саму последовательность процесса.
У вас может быть даже модель с управлением от смартфона. Но это в корне не меняет технологию работ. Она везде одинакова.
Итак, изначально мы имеем два отрезка кабеля ВОЛС, с которых нужно снять внешнюю изоляцию.
Снимая внешнюю оболочку, делайте это с таким прицелом, чтобы в дальнейшем у вас не возникло проблем с укладкой волокон и модулей в сплайс-кассете, кроссе или муфте.
Ошибка №1
Если кабель при этом долго лежал под открытым небом (без защитной капы), перед разделкой обязательно отрезается около 1м с каждого конца.
Дело в том, что нити в кабеле как губка всасывают всю окружающую влагу. В итоге оптоволокно мутнеет.
И даже если вы идеально сделаете соединение, это все равно в дальнейшем не спасет вас от больших потерь сигнала.
Включаете аппарат и выставляете на нем тип кабеля, который будет соединяться.
Различают одномодовые (SM) и многомодовые (MM) оптические кабеля.
На одномодовых волокнах в основном используется три длины волны (три окна прозрачности):
- 850нм
- 1310нм
- 1550нм
Все зависит от общей длины трассы и используемого оборудования. Кроме того, волокна подразделяют на:
- обычные — SM
- со смещенной дисперизацией — DS
- с ненулевой смещенной дисперизацией — NZ
Внешне их никак не отличить. При сварке чаще всего работают с простыми и со смещенкой. Соединять смещенку и простые волокна не рекомендуется.
Стриппер для снятия изоляции с оптического кабеля
Далее требуется удалить изоляцию с модулей и с отдельных жил. Чаще всего для этого используют специальный ручной инструмент — оптический стриппер.
Хотя в отдельных моделях сварочников можно встретить и встроенный термостриппер. Однако механическим работать гораздо удобнее и быстрее.
Тем более, когда варишь не за удобным столиком, а где-нибудь на высоте или в колодце.
Ошибка №2
Запомните, такой инструмент, по-хорошему, должен иметь заводскую юстировку.
Иначе весь процесс может превратиться не в аккуратное срезание, а в царапанье или грубое сдирание оболочки.
Если лаковое покрытие с волокн не снимается с первого раза и приходится юлозить стриппером туда-сюда, это многое говорит о качестве инструмента.
Сначала изоляция снимается с модулей. Перед этим, салфеткой смоченной в спирте, с них счищается гидрофобное покрытие.
Рекомендуется проделывать это в перчатках. Гидрофоб очень неприятная штука, которая в дальнейшем плохо смывается.
А вам после этого еще работать с тонким оптоволокном и сварочником!
Ошибка №3
Удаляя оболочку с жил, не делайте это так, как показано ниже.
Оптоволокно крепкий материал на разрыв, но не на излом! При разделке в минусовую температуру жила при таком способе запросто может сломаться.
Поэтому изоляцию лучше снимать стриппером, поочередно вытягивая ее с каждой жилки, и только после этого переходить к следующей, избегая резких изгибов и заломов.
После снятия внешней изоляции, с волокна удаляется лаковое покрытие. Оно придает ему одновременно гибкость и жесткость.
Без него волокно становится очень хрупким. Можете без лака на такую жилку положить мобильник и она сломается. А вот с лаком совсем другое дело.
Бывает, что кабель неделями висит только на этих нитках в лаке, когда вся внешняя оболочка уже повреждена. А оптоволокну хоть бы что, держит и ветровые и растягивающие нагрузки.
Ошибка №4
Когда зачищаете волокно от лака, часть его остаётся на стриппере.
Из-за этого можно случайно сломать или поцарапать следующее волокно, что скажется на качестве сварки. Поэтому переходя к зачистке очередной жилы, каждый раз убирайте с лезвий все лишнее.
Ошибка №5
Оптическим стриппером запрещено перекусывать что-либо другое, кроме жил ВОЛС.
Он рассчитан именно на оптоволоконные жилы в 125мкм. Откусите им пластиковую стяжку и можете идти покупать другой инструмент.
Ошибка №6
Также при зачистке следите, чтобы сварочный аппарат был закрыт и туда не попало посторонних обрезков или мусора.
Испытание сварочника Фуджикура в пыльных и влажных условиях
Кстати, многие сварочники при запылении даже запрещено продувать сжатым воздухом.
В них установлена очень уж чувствительная механика и сильный поток воздуха может нарушить заводские настройки.
Скалыватель оптических волокон
После снятия лакового слоя с волокна, его требуется протереть безворсовой салфеткой, смоченной в спирте.
Ошибка №7
При чистке следующего волокна рекомендуется использовать другую салфетку, ну или по крайней мере ту ее часть, которая не участвовала в предыдущей очистке, либо не контактировала с вашими пальцами.
Если жила идеально чистая, протирая ее салфеткой, вы должны услышать характерный скрипящий звук.
Ошибка №8
С этого момента дотрагиваться до волокна руками или чем-либо другим ни в коем случае нельзя.
Более того, пока вы ее не поместили в сварочный аппарат, на нее даже пылинки не должно осесть. Это все влияет на качество сварки и уровень потерь.
После этого волокно нужно идеально ровно отрезать.
Ошибка №9
Нельзя это делать каким-либо другим инструментом, кроме специального скалывателя.
Хотя в СССР на ранних порах развития оптики, применялся даже вот такой универсальный набор кабельщика ВОЛС.
Срез должен быть очень четким, иметь строго цилиндрическую форму, без каких-либо углов и сколов.
Скалыватель может быть как встроен в сварочный аппарат, так и идти отдельным инструментом. Второй вариант предпочтительнее.
Просто помещаете проводок в скалыватель и закрываете крышечки до щелчка.
Ошибка №10
Внимание – остатки и отрезанные кусочки оптоволокна должны обязательно собираться в отдельный контейнер.
Нельзя чтобы они упали на пол, на стол или попали еще куда-либо. Толщина этих жилок настолько мала, что попав вам под кожу, этот кусочек может проникнуть в вену и начнет свое путешествие по всему организму. Также его можно случайно вдохнуть в легкие.
Все это в конечном итоге приведет к печальным последствиям.
Многие решают проблему сбора обрезков при помощи обычных кусочков изоленты. Дешево и сердито.
Ошибка №11
После скалывания волокно больше нельзя протирать спиртом или касаться им чего-либо.
Даже находиться с ним в пыльных или антисанитарных условиях запрещено. Создайте для этого подходящее рабочее место (палатка, затащите и спрячьте кабель в машину и т.п).
Сварка оптоволокна и уровень затухания сигнала
Подготовленная и зачищенная жила аккуратно вкладывается в посадочное место для сварки, чуть-чуть не доставая своим кончиком середины электрода.
Все те же операции проделываются со вторым концом кабеля.
Ошибка №12
Не забудьте перед этим одеть на второй конец муфточку КДЗС (комплект динамической защиты сварочного соединения), иначе потом будет поздно.
КДЗС — это две термоусадочные трубочки, между которыми располагается стальной штифт.
Волокна должны попасть именно в центральную трубочку, а не между ними.
В противном случае после пайки стальной штифт может его поломать.
Подготовленный второй конец закладывается в сварочник с обратной стороны от первого.
В итоге идеально чистые и ровно срезанные два конца волокна, должны оказаться между двух электродов, которые и будут выполнять сварку.
Если один из концов оказался слишком далеко от электродов и заданного положения, прибор известит вас об этом.
Также высветится ошибка, если волокна будут пересекать друг дружку.
Как только вы закрываете крышку происходит процесс самодиагностики, калибровки и выравнивания двух концов. Все это выводится на экран.
Если все нормально, нажимаете кнопку сварки и она запускается автоматически. Если вдруг один из кончиков оказался срезан недостаточно ровно, система известит вас об этом, не только просигналив об ошибке, но и известив какой конец кабеля виноват.
В данной ситуации процесс зачистки и скалывания повторяется. Со вторым, нормально зачищенным концом ничего делать не нужно.
При успешном завершении сварочного процесса (длится пару секунд), на экран выводятся потери или затухание сигнала в децибелах. Очень хорошим результатом считается 0,01-0,02дб.
Идеал – это соединение вообще без потерь. Бывает и такое.
Хотя даже на заводских пигтейлах (от английского pig tail – поросячий хвостик) встречаются не такие уж идеальные пайки.
При неудовлетворительных результатах сварки, монитор качественных аппаратов проинформирует вас об этом.
Допустимыми значениями затухания считаются следующие параметры:
Ошибка №13
Однако никогда не полагайтесь только на результат показаний сварочного аппарата.
Для конечной проверки результата обязательно требуется рефлектометр. Иначе после окончания всех работ будете задаваться вот такими вот вопросами:
Объясняется это тем, что камера микроскопа сварочника не способна увидеть всю картинку в 360 градусов вокруг волокна. Отсюда и погрешность.
После сварки и открытия крышки аппарат с расчётным усилием пытается развести жилки, как бы растягивая их. Тем самым проводится тест на прочность контакта.
Если сварка выдержала и не порвалась – все ОК. Однако некоторые кабельщики отключают программно такой тест, предполагая, что такое «растягивание» может повредить еще не до конца остывший контакт.
После этого оптоволокно аккуратно достается из сварочника. На место сварки надвигается муфточка КДЗС.
Ошибка №14
КДЗС должна полностью покрывать всю длину зачищенного волокна, иначе никакой жесткости не обеспечить.
Остался последний этап работ. Оптоволокно с муфтой помещается в печку, которая обычно расположена в верхней части сварочного прибора.
Выравниваете жилу в этой печке и закрываете крышку. Нажимаете на табло значок печки и ждете некоторое время до появления сигнала.
Далее открыв крышку, достаете ваше оптоволокно. При этом внутри прозрачной муфты не должно быть пузырьков, которые свидетельствуют о наличии воздуха или отдельных деформированных участков (локальный перегрев).
С каждого конца муфты должно показаться и вытечь наружу немного клеящего состава. Все это говорит о хорошей сварке и надежном соединении и изоляции проводов.
При сварке многожильного кабеля все готовые муфты КДЗС обычно укладываются в специальный охлаждающий лоток. Его смысл не просто удобно расположить жилы, дабы они не путались и не мешались, а в равномерном охлаждении гильз.
Некоторые кабельщики делают такие лотки самостоятельно, например из алюминиевых уголков.
При последовательной сварке нескольких жил, не оставляйте надолго муфту в данном отсеке, иначе ее стенки расплавятся и прилипнут к стенкам направляющих элементов.
Ошибка №15
Еще одна ошибка – так называемый “горячий пирожок”.
Это когда еще не совсем остывшую муфту, сразу же из печки перекладывают в ложемент сплайс кассеты оптического кросса. С одной стороны очень удобно, сплавил – вставил, сплавил – вставил. Ничего не запутается и не переплетется с другими жилами.
Однако в этом случае стенки ложемента не дают толком остыть муфточке, мягкие стенки гильзы изгибает, что в итоге деформирует волокно и приводит к потерям.
Как видите, даже при использовании профессионального сварочного оборудования в этом деле имеется огромное количество своих нюансов и тонкостей.
Укладка кабеля в оптический кросс и сплайс кассету
Но на этом процесс вовсе не заканчивается. Когда вы заправляете оптоволоконный кабель в кросс или муфту, учтите еще несколько моментов.
Концы кабеля с необходимым запасом должны быть уложены в кассету. Именно эта работа, а не сама сварка считаются у монтажников более ответственным этапом и требует определенной сноровки и навыков.
Запас модуля в кроссе должен составлять порядка 90см, а запас волокна в кассете 2,5-3 оборота.
Поэтому изначально все вымеряйте и не экономьте на разделке.
Место крепления модуля хомутиками, кабельщики рекомендуют обматывать изолентой. Это снижает нагрузку на модуль и не повредит его острыми стенками хомута. Но и перебарщивать с изолентой не стоит.
При укладке волокон в кассете и самого кабеля в кроссе, нигде не должно образоваться острых углов. Любой острый угол превышающий допустимый радиус изгиба кабеля – это потери и ухудшение сигнала.
Критичный изгиб кабеля может случиться и при его монтаже. Поэтому когда монтажники, заводя оптику в ваш дом или проводя по подъезду, не укладывают ее, а именно “пихают”, ждите беды.
При этом, изгиба в дальнейшем может и не остаться, трасса будет идеально ровной. Однако заломленный кабель при монтаже приводит к трещинам на волокнах.
Со временем затухания будут увеличиваться. Активное оборудование поначалу будет вытягивать полезный сигнал из шумов. Но это до тех пор, пока чувствительность приемника и FEC позволяют.
Кассету после укладки жил закрывают крышкой.
Перед этим обязательно проверьте, не торчат ли где какие проводки. Иначе можете попросту перерубить их этой самой крышкой и весь процесс начнете заново.
Проверка затухания оптическим рефлектометром
Ну и на финальном этапе остается проверить уровень сигнала непосредственно на самом коннекторе. Оптический рефлектометр не только покажет значение в виде цифры, но и проинформирует на каком расстоянии и в какой точке кабеля происходит падение.
Это не обязательно окажется место пайки, вполне возможно, что сигнал будет теряться на каком-нибудь из поворотов трассы.
Подобными сварочными аппаратами легко и удобно варить кабель GPON для подключения одного или нескольких абонентов. А вот если дело коснется 64-х или 96-ти жильной оптики, то конечно данный процесс с поэтапной заправкой каждой жилки будет сплошным мучением.
При этом нужно иметь очень зоркий глаз, дабы не перепутать цветные оттенки многочисленных жилок.
Для опытного кабельщика на фуджике с отдельным скалывателем, технологический процесс сварки 24-х волокон занимает чуть более 40 минут (1,5минуты на жилу). А сборка кросса, со всеми сопутствующими операциями (разделка, укладка, маркировка) – до полутора часов.
Какой вывод можно сделать из всего вышеизложенного? Конечно, сварить оптику на исправном и настроенном оборудовании, стоимостью в несколько сотен тысяч может каждый, у кого руки растут из нужного места.
А вот настроить этот самый сварочник, скалыватель, плюс поддерживать все это в исправном и работоспособном состоянии годами – для этого уже надо быть профессионалом своего дела и любить данную работу.
Обломанное оптическое волокно под микроскопом
Здравствуйте, читатели Хабра!
В этой второй части своего рассказа я продолжаю описывать премудрости работы с оптоволокном. Я, в меру своего опыта и знаний, ознакомлю вас со сварочными аппаратами для оптики, расскажу про скалыватели, коснусь механического метода сращивания волокон. И, наконец, будет описание самого процесса сварки с видео, процесса укладки волокон и обзор результатов. В конце — небольшой бонус: сделанные мною анимации из серий фотографий волокон под микроскопом.
В первой части я рассказывал про кабели и их разделку, оптический инструмент, муфты и кроссы, коннекторы и адаптеры.
Часть 1 здесь
Часть 3 здесь
Осторожно: много текста и трафика!
Сварочные аппараты
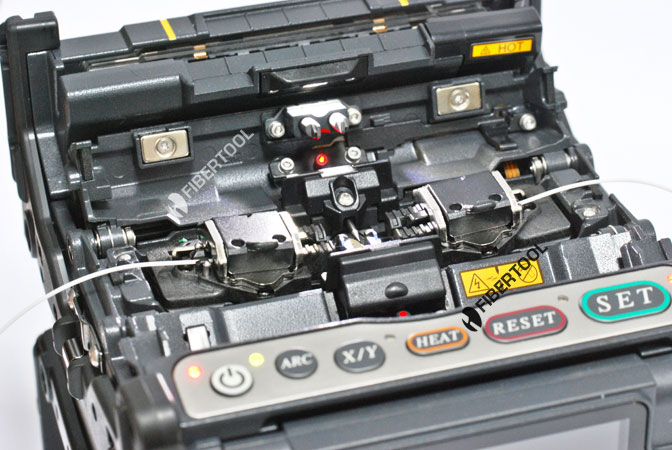
Новейшая Fujukura FSM-80S с открытой крышкой и заложенными волокнами. Fibertool

Что у сварочного аппарата под крышкой
Сварочный аппарат для оптических волокон (arc fusion splicer) — один из самых дорогих и сложных (наряду с рефлектометром) инструментов спайщика. Это умный прибор, который берёт на себя весь процесс сведения (юстировки) и сварки волокон, спайщику остаётся лишь подготовить их и заложить в аппарат, а затем достать, надвинуть термоусадочную гильзу КДЗС и заложить в печку. Вкратце принцип работы любого современного сварочного аппарат таков:
1) Очищенные, сколотые волокна с заранее надетой защитной гильзой КДЗС закладываются спайщиком в аппарат, фиксируясь зажимами.
2) Аппарат сам (или по нажатию кнопки) начинает их сводить, пока не увидит в оптическую систему, состоящую из камер-микроскопов и зеркал на внутренней поверхности крышки.
3) Когда оба волокна в поле зрения камер, аппарат даёт короткую слабую дугу, «сдувающую» с волокон микропылинки, которые обычно остаются несмотря на любую протирку. Есть мнение, что эта короткая дуга также чуть-чуть «оплавляет» волокна, подготавливая их к сварке. Если на волокнах была несгораемая и несдуваемая грязь (например, гидрофоб или жир с пальцев), то эта дуга только «запечёт» эту грязь, да так, что никакая протирка не поможет, только переделывать скол.
4) Если волокна чистые и сколы хорошие, он начинает их сводить прецизионными моторами по трём координатам — сначала грубо, потом точно. Если с волокнами непорядок — говорит нам об этом (пишет на экране и подаёт сигнал писком) и отказывается продолжать варить.
5) Когда волокна сведены и подвинуты почти вплотную друг ко другу, где-то на секунду-две включается основная мощная дуга, в которой волокна разогреваются, и в разогретом виде ещё чуть-чуть досводятся друг с другом, чтобы спаяться. После выключения дуги место сварки за долю секунды остывает.
6) Аппарат оценивает по картинке, нет ли косяка (хорошую сварку практически не видно), а также на просвет пытается примерно определить затухание на получившейся сварке. Информация о сварке (дата, время, затухание) сохраняется в памяти, необнуляемый счётчик сварок увеличивается на единицу.
7) Аппарат с дозированным усилием пытается развести сваренные волокна обратно, если при этом сварка не порвалась — тест прочности пройден. Многие его отключают за ненадобностью, ходят даже слухи, что он может подпортить ещё не остывшую сварку.
Спаянное волокно аккуратно достаёт спайщик, надвигает гильзу КДЗС и кладёт в печку, где КДЗС усаживается, защищая место сварки от воздействий.
9) Когда таймер печки вышел, волокно с горячей КДЗС достаётся и КДЗС кладётся на специальную полочку для охлаждения. Если положить её на стол, горячий пластик прилипнет. В горячем виде запихивать в ложемент на кассете нельзя — легко сломать волокно под ещё мягким пластиком.
Про внутреннее устройство, аппаратную и программную части я, к сожалению, не смогу ничего рассказать: никогда не приходилось ни разбирать сварочник, ни подключать к компьютеру. Могу только поклониться электронщикам, механикам и оптикам, создавшим столь сложное и прецизионное устройство, и программистам, написавшим алгоритмы для работы с изображением волокон.
На рынке сегодня ситуация такова: лучшие сварочные аппараты делают японцы (Fujikura, Sumitomo), на пятки им наступают китайцы (Jilong и другие). Так сложилось, что в России Фуджикуры распространены больше Сумитом и Фителов (моё субъективное мнение).
Цена современного сварочного аппарата, которым можно паять ответственные магистральные линии, немаленькая: она начинается с 120-130 тысяч рублей за китайский (за набор — kit), а хороший японский стоит около 300-350 тысяч рублей за набор. В «китовый» набор обычно входит сам сварочный аппарат, кейс, блок питания, скалыватель, стриппер для волокон, иногда дополнительный аккумулятор, полочка для складывания и остуживания усаженных волокон, пинцеты/кисточки/проволочки для чистки, ремень для переноски кейса, кабели для подключения к компьютеру, диск с ПО и прочее. Из бумаг обычно бывает инструкция, результаты выходных испытаний и декларация о соответствии.
Сварочные аппараты можно примерно классифицировать по назначению. На достоверную и всестороннюю классификацию не претендую, но всё же попробую.
1) Для качественной сварки одиночных волокон. Такие аппараты производят юстировку (взаимное выравнивание) волокон на просвет и по оболочке, и по сердцевине, ориентируясь по картинке с двух стоящих под углом 90 градусов камер с микроскопами (метод PAS — Profile Alignment System). Этот метод предпочтительнее, чем устаревший метод выравнивания по одной только оболочке — ведь волокно может быть с эксцентриситетом, немного овальным или с некоторым осевым смещением центрального 9-микрометрового сердечника. Сервомоторы в таких аппаратах обычно могут двигать волокна «к друг другу — от друг друга», «вниз-вверх», «вперёд-назад», кроме того, микроскопы на камерах могут менять фокус для точной фокусировки. Вращать волокно вдоль продольной оси или наклонять на какой-то угол для компенсации отклонения угла скола от нормы современные сварочники не умеют.
Это дорогие, но качественные и, наверное, самые распространённые аппараты, за счёт своей универсальности и качества. Умеют производить примерную оценку величины затухания на сварке, высчитывая её по хитрому алгоритму по изображению сварки на экране. Многие модели умеют сваривать волокна специально со смещением, чтобы сварка получилась с заданным затуханием, когда нужно получить аттенюатор. Примеры — вся лнейка японских аппаратов Fujikura от FSM-30S до FSM-80S, Sumitomo Type-39 (и друге), Furukawa Fitel S178A, с некоторой натяжкой — китайские Jilong KL-260C, KL-280, KL-300/300T и некоторые другие китайцы.

Fujikura FSM-60S

Sumitomo Type-39 Masteram

Jilong KL-300T

Furukawa-Fitel-S178A
2) Вариант «подешевле» для сварки менее ответственных и которких линий, где за затуханием на сварке не так гонятся. Такой сварочник сводит волокна не по сердцевине, смотря на изображение с камер, а просто сдвигая по двум особо ровным V-образным канавкам, то есть многих сервомоторов там нет. Камера и экран лишь для контроля оператором и примерной оценки потерь. Подразумевается, что пользователь будет часто паять многомод. Понятно, что точность сведения и качество сварки будут статистически хуже, так как малейшая пылинка, несовершенство и неотцентрованность самих оптических волокон или микроцарапинка на канавке резко ухудшает соосность сердечников в волокнах и соответственно качество сварки. Цена ниже, чем у «профессиональных» японцев, но выше или сравнима с «профессиональными» китайцами. Поэтому я лично не вижу смысла брать такой аппарат. Пример — Fujikura FSM-18S, Fujikura FSM-17S, возможно — Sumitomo Type-46.

Fujikura FSM-18S. Похож на «шестидесятку». Fibertool
3) Сварочные аппараты для групповой сварки ленточных (ribbon) волокон. В России их почти что нет, как нет и соответствующих кабелей, и прочего оборудования (соответствующие скалыватели, термострипперы). Кабель такого стандарта внутри в сечении прямоугольный, и в нём лежат ленты, составленные из нескольких (обычно до 12) волокон.
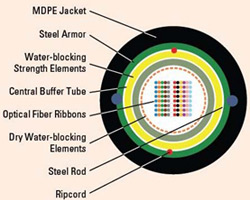
Кабель с ленточными волокнами

Готовый комплет пиг-тейлов для кросса, объединённых в ленту. Одна сварка — и кросс на 12 портов сварен. Здорово, правда?
Такой сварочный аппарат варит сразу всю ленту, сильно экономя время. Долгое время Фуджикура в России делала вид, что этих аппаратов вообще не существует. Вживую никогда такие сварочные аппараты не видел, точно принципов зачистки, сведения и сварки не знаю и сказать о них ничего не могу. Не могу также точно сказать, могут ли они варить одиночные волокна как простые сварочные аппараты. Покупать в России смысла не вижу.

Fujikura FSM-60R

Sumitomo Type-66 Ribbon
4) Прочие аппараты «второго эшелона», предназначенные для сварки FTTx-сетей, например, Sumitomo TYPE-25 и TYPE-25e. Границу с группой №2 провести трудновато. Конструкция менее продвинутая и качество сварки не такое высокое, как у «магистральных» аппаратов, аккумулятор слабее, но габариты и цена ниже. Сюда же, за не очень высокое качество, можно отнести дешёвые китайские аппараты, такие, как DVP-730, Jilong KL-260C и другие.

Fujukura FSM-12S

DVP-730 со скалывателем и стриппером

Sumitomo Type-25e
5) Специальные и лабораторные сварочные аппараты для сварки специальных волокон, например, волокон с сохранением поляризации (Fujikura FSM-100M, FSM-100P, FSM-45F). Такие аппараты очень дорогие, имеют кучу гибких настроек, требуют специальных скалывателей. Как вам, например, возможность сделать сколы под углом 45 градусов и так сварить?

Fujikura FSM-100P

Fujikura FSM-45F
6) Старые советские аппараты. Имели некоторое значение в 90-х, когда массовая оптика только начиналась и ими можно было как-то сварить многомод «лишь бы работало». Сейчас неактуальны, так как варят с большим по современным меркам затуханием (лучше 0,2 дБ сварку на одномоде и 0,1 на многомоде вряд ли возможно сделать), сварка очень сложна и неудобна (сведение под оптическим микроскопом вручную, дуга горит, пока держишь кнопку, «доводку» волокон для их спаивания в момент горения дуги нужно сделать вручную с более чем ювелирной точностью, и пр.), вероятность того, что следующая сварка будет удачной, мала, имеют большой вес и габариты, нет запчастей и сервиса, родной скалыватель — не скалыватель, а просто комплект из лезвия и резинки в виде параллелепипеда, они не рассчитаны на современные волокна, и пр. Примеры — КСС-111, Сова. КСС — это полный хардкор, всё вручную и на глаз. В Сове уже можно было юстировать волокна по уровню сигнала: перед и после местом стыковки волокна в зажимах изгибались и по принципу бокового ввода в одном из зажимов на изгиб светила лампа, в другом зажиме около изгиба стоял фотодиод. Когда ток с фотодиода максимальный — стало быть, сердечники волокон совпали лучше всего и можно варить. Правда, сам я на таких аппаратах не работал, может быть тот, кто работал, в чём-то меня опровергнет.
Вот несколько фотографий раздолбанного КСС-111, который стоит в моём университете.



Лично я работал на всех Фуджикурах от FSM-30S до FSM-60S, несколько волокон сварил на обучении на «урезанном» FSM-18S (который со сведением по V-канавке), несколько — на каком-то Sumitomo (наверное, Type-39 — уже не помню). А последние годы я работаю на китайском сварочном аппарате Jilong KL-280. Вот про эти аппараты я в основном и буду рассказывать.
У каждого аппарата есть свои особенности, свои сильные стороны. Это может быть гарантированно высокое качество, или высокая скорость сварки, или скорость усадки КДЗС, или наличие двух печек для КДЗС, или наличие дополнительных удобных фич, или сенсорный экран, или продублированные кнопки управления для удобной работы вдвоём, или супер-увеличение места сварки, или сверхкомпактность, или защищённость от ударов, мороси и ветра, или просто выгодная цена. Например, Fujikura FSM-60S — признанный лидер, задавший новую планку качеству, удобству и скорости работы, он не боится влаги, пыли и умеренных ударов, он относительно компактный, можно тонко настроить его поведение как нужно, но цена кусается, дорогие запчасти и обслуживание. (Недавно вышла новая Фуджикура — FSM-80S, вероятно, она совершеннее «шестидесятки», но я её вживую не видел и сказать про неё нечего). Китайский DVP-730, например, медленнее, менее надёжный, по слухам камеры могут разбалансироваться от тряски в багажнике, но цена втрое (!) ниже фуджикур. А вот Jilong KL-300T — по мнению многих, оптимальный вариант: по сути переработанный клон Fujikura FSM-50S, стоит значительно дешевле Фуджикур и Сумитом, обладает хорошей надёжностью, варит почти так же качественно, как фуджикуровские флагманы. А если кому-то нужна компактность? Тогда его выбор — Furukawa Fitel, или попроще — Fujikura FSM-12S. Словом, для каждой задачи найдётся наиболее подходящий вариант.
Почему же при таком разнообразии многие стремятся, несмотря на цену, купить дорогой сварочный аппарат, желательно японца-флагмана, который предназначен для сварки магистралей?
Я полагаю, дело в универсальности (кто знает, что придётся завтра варить — магистраль, FTTx, PON?), а также в том, что возможно встретить некоторое недопонимание с работниками заказчика, отвечающими за приёмку построенного объекта. С технической точки зрения ясно, что если для сети типа FTTB с её небольшими расстояниями или для коротких линий на десяток километров затухания на сварках не особо критичны, то для магистралей под сотню километров потеря 0,15 дБ на сварке — это уже криминал. Однако те, кто принимает работы, особенно крупные заказчики, зачастую ничего не хотят слышать и требуют, чтоб любая линия (не волокно, а вся готовая линия от кросса до кросса) укладывалась в показатели по затуханию не хуже 0,22 дБ/км затухания на длине волны 1550 нм и 0,36 дБ/км на 1310 нм, и поблажек особо не дают. С одной стороны их можно понять — ведь теоретически через нашу короткую линию могут однажды проключить и ответственную магистраль. Но с другой стороны, всё же порой требования излишне жёсткие. Понятно, что вывести линию на такие показатели с дешёвым сварочным аппаратом намного труднее, чем с хорошим и дорогим. С дорогим ты просто штатно сварил все муфты, возможно, потом после анализа измерений прошёл по муфтам и исправил пару косячков. А с плохим аппаратом можно бегать исправлять затухания очень долго.
Вообще, по моему личному мнению, сейчас самый классный аппарат — это Fujikura FSM-60S. Если б я выбирал для себя и не был стеснён в средствах — я бы выбрал его (правда, вероятно, новейший FSM-80S ещё лучше: там, например, заявлена фича с автоматически закрывающейся после закладки волокон крышкой, что экономит время). Если же денег не хватило бы, я взял бы или Jilong KL-280 (лично проверенный, неплохой аппарат, варит качественно, минусы — немного габаритнее, медленнее и неудобнее фуджикур, не умеет варить сварки-аттенюаторы с заданным затуханием, нет специально заточенных программ для сварки «смещёнки» и новых «сверхгибких» волокон, и до меня доходили слухи о его недостаточной надёжности) или Jilong KL-300T (его в интернете хвалят за надёжность, достаточно высокое качество сварок и за то, что это большой шаг вперёд для компании Nanjing Jilong по сравнению с прежними KL-280 и KL-260C, но я сам его не щупал).

Jilong KL-280
Как вариант можно рассмотреть б/у Фуджикуры 50S или 60S, но б/у есть б/у, можно нарваться на аппарат с каким-нибудь скрытым, трудновоспроизводимым дефектом, да и гарантии нет (как говорит мой папа, какой дурак продаст тебе хорошее?), а покупка такого дорогого инструмента — это всё-таки не покупка мобильника с рук. Аппараты FSM-30S, FSM-40S и прочие старые я бы не покупал, даже попадись новый экземпляр, завалявшийся на складе: цена на них будет почти такая же, как на современные японские флагманы, слишком они медленные, старые, с электродами и запчастями могут возникнуть проблемы, аккумуляторы там никель-металлгидридные (вместо литий-полимерных или литий-ионных на современных аппаратах) и слабые.

Fujikura FSM-20CS: демон древнего мира!

FSM-30S. Медленный, старый, для сварки нужно много движений, но варит вроде неплохо.
Конечно, картина у меня не самая полная; для полной картины мне нужно бы поварить на Sumitomo (тоже отличные японские аппараты) и Furukawa Fitel, на INNO Instrument, а также на других китайцах. Полную картину мог бы дать или спайщик из крупной фирмы с большим парком разных аппаратов, или тот, кто их продаёт.
Сварочный аппарат нужно беречь. Думаю, это очевидно, помня, сколько он стоит. Если вы покупаете аппарат, а работать на нём будут другие — нужно это внушить будущим работникам. Беречь его нужно фанатично, как зеницу ока! Обдумывать каждый шаг. Надёжно ли он стоит? Надёжно ли стоит рабочий столик? Не упадёт ли на него что-то сверху? Не накинет ли порыв ветра вот эту пыль с дороги на рабочее место? Не собирается ли гроза? Если собирается, взял ли я палатку? А что будет, если кто-то из прохожих дёрнет за торчащий из рабочей палатки свариваемый кабель, не упадёт ли от этого сварочник? Не захотят ли вот те ребята в туфлях и спортивных костюмах познакомиться поближе со сваркой оптоволокна? И так далее. Я всегда стараюсь садиться за сварочный аппарат с таким же чувством, с каким в начале 2000-х, будучи школьником без денег, в первый раз взял в руки мобильный телефон… Хранить и переносить аппарат без кейса нежелательно: кейс неслучайно изнутри отделан толстенным слоем пенопласта. Хотя на испытаниях FSM-60S японцы сбрасывали её с метровой высоты и потом она варила, проверять не советую.

Испытания Фуджикуры FSM-60S пылью и водой
То же самое касается скалывателя: основу скалывателя, наподобие корпусов жёстких дисков, делают из мягкого металла и покрывают легко сдирающейся краской или анодированием/воронением, и это неспроста. Его нельзя бить или ронять. Будет вмятина и содранная краска — гарантии конец. Нельзя также касаться кругового ножа пальцами и прочими предметами, волокна нужно закладывать очень осторожно, одно движение кривыми руками может повлечь порез пальца и минус ресурса в несколько тысяч сколов (если нож частично затупится). За этим также нужно внимательно и фанатично следить. Нельзя, чтоб он ржавел в сырости. Я и напарник можем гордиться: наш скалыватель за 3 года экстремальных чердачно-подвальных условий ни разу не падал.
Сварочному аппарату также периодически нужно делать обслуживание разного «уровня»: минимум — делать очистку электродов мощным током, калибровку положения дуги и калибровку силы тока в дуге. Всё это делается программно, через меню, и всё описано в инструкции. Так обстоит дело с нынешним нашим Jilong’ом KL-280, у японцев немного по-другому, там есть отдельные программы самотестирования. Эти тесты желательно прогонять каждый раз перед началом работы, если после предыдущей калибровки изменилась температура/влажность воздуха (влияет на дугу) или с прошлой калибровки было сделано много сварок (кончики электродов успели немного износиться).
Иногда требуют замены электроды (после нескольких тысяч сварок) и аккумулятор. Иногда требуется чистка от пыли (кстати, продувать баллончиком со сжатым воздухом запрещается — слишком чувствительная механика). Иногда что-то ломается, разъюстируется, и требуется полноценный ремонт в сервис-центре. На некоторых китайцах после 9999 сварок (весьма внушительный объём) аппарат блокируется, требуя нести его в сервис-центр для полного обслуживания.
Что касается электродов, то есть, конечно, рекомендуемые производителем аппарата объёмы сварок, после которых электроды лучше поменять. Однако по факту многие спайщики варят до упора, пока не начнутся плохие сварки и нестабильная дуга. С электродами есть маленький секрет: можно продлить их жизнь ещё на несколько сотен сварок. Дело в том, что износ электродов — штука комплексная. Отчасти он заключается в том, что на электроды постепенно напыляется слой стекла со свариваемых волокон. Отчасти — в выгорании «воронок» на кончиках электродов, что приводит к нестабильной дуге. Так вот, крошки напылённого стекла можно сковырнуть бритвой, то, что осталось — снять чисткой в стирательной резинке. Только резинку нужно выбирать «нежную», без абразивных элементов, иначе электроды придётся выбросить почти сразу.
После замены электродов нужно обязательно прогонять соответствующую калибровку.

Электроды для сварочного аппарата
Вот мы ознакомились с тем, что такое современный аппарат для пайки оптоволокна, какие эти аппараты бывают. Более подробно вернёмся к описанию его работы, когда далее сварим, усадим и уложим волокно. А сейчас познакомимся со скалывателями оптических волокон.
Скалыватели
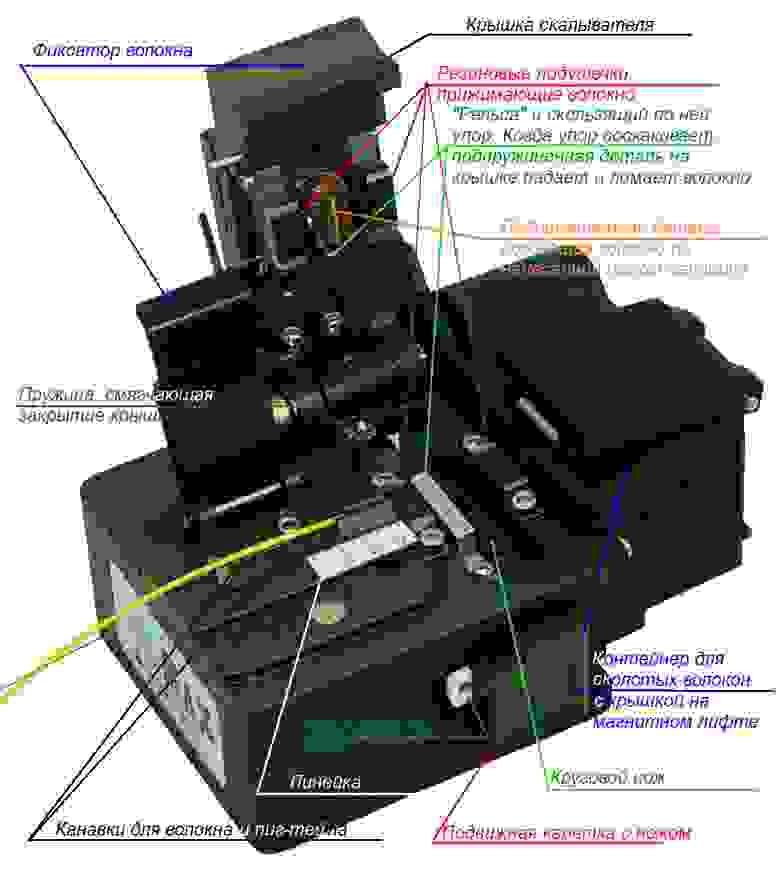
Устройство оптического скалывателя
Скалыватель (cleaver) — это механическое прецизионное устройство, задача которого — сколоть конец оптического волокна так, чтобы плоскость скола была как можно ровнее и как можно перпендикулярнее самому волокну. Хотя существуют специализированные скалыватели и с электроникой, и позволяющие делать углы скола отличные от 90 градусов, я их рассматривать здесь не стану.
Качество скалывателя определяется по таким статистическим параметрам: насколько ровный скол получается, насколько угол плоскости скола отличается от 90 градусов, насколько часто скалыватель ломает волокна, насколько удобно с ним работать, каков ресурс.
Зачем нужен скалыватель? Если мы просто отломаем кончик волокна пинцетом, то вероятность хорошего скола будет крайне мала, и сварка гарантированно не получится. Вот пара примеров плохих сколов (а также картинка в шапке статьи):

Плохой скол на экране сварочника (вид одного и того же волокна с двух камер). На экране рабочая пыль и царапинки. Поэтому я защитную плёнку и не отклеиваю.
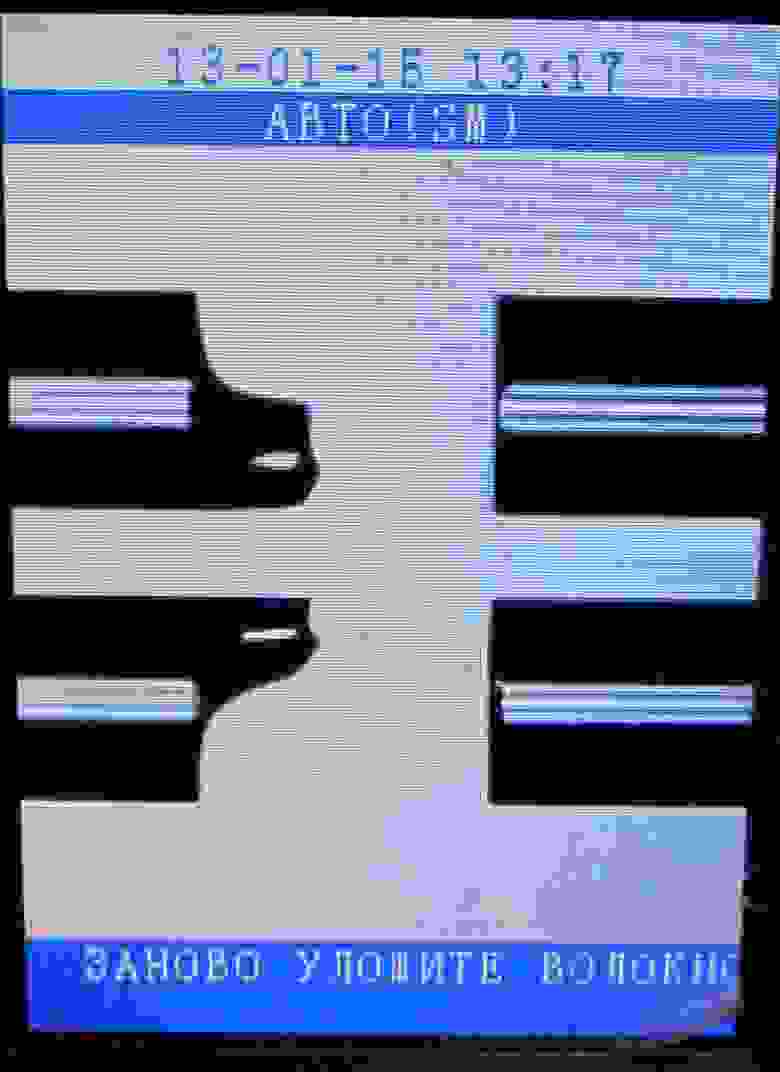
Левое волокно с плохим сколом, правое — нормальное (небольшой чёрный дефект, что на правом волокне — частое явление, он обычно не оказывает влияния на сварку, так как расположен с краю волокна).
А сварка (если мы всё-таки заставим умный сварочник, несмотря на протесты, принудительно сварить) — будет выглядеть как-то так:
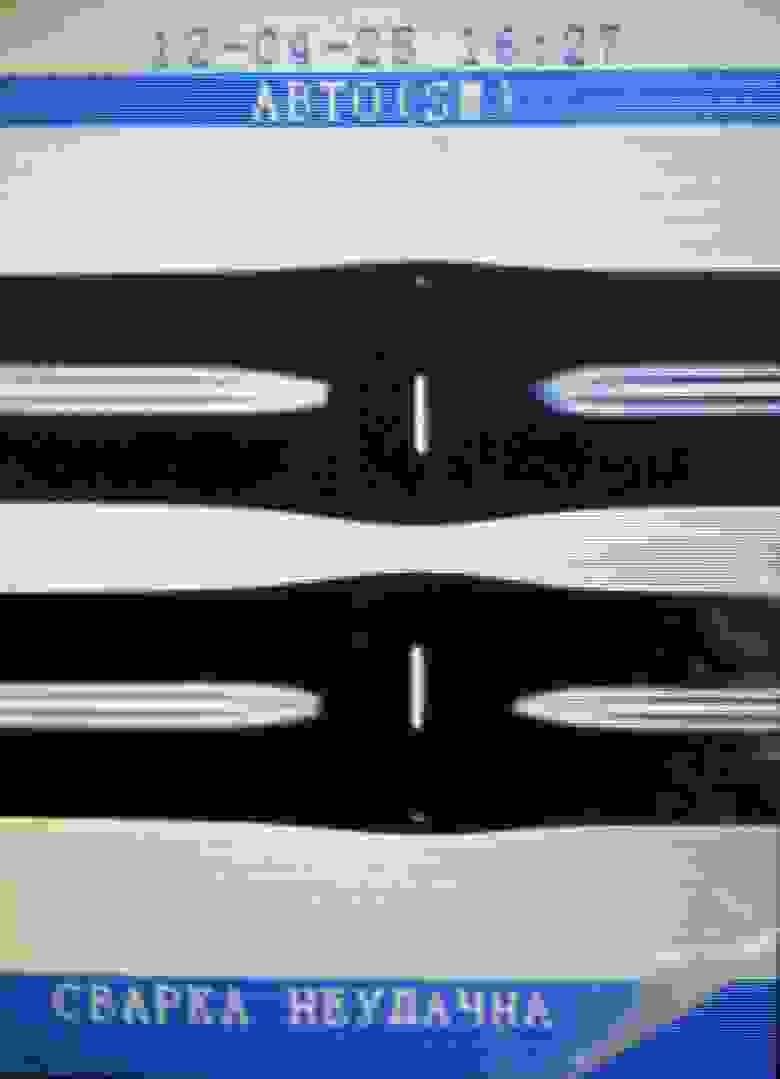
Типичный «пузырь». Сварка подлежит переделыванию. Работать линия с такой сваркой не будет. В лучшем случае, если линия короткая, поднимется с кучей потерь пакетов, но затухание тут будет несколько децибел.
Поэтому нам нужен специальный инструмент, чтобы аккуратно подготовить волокна к сварке.
Скалыватели, как и сварочные аппараты, бывают разные. Подороже, подешевле, сильно подешевле, узкоспециальные, исторические. С контейнером для сколотых волокон и без такого. Полноценный обзор всех существующих скалывателей я дать, пожалуй, не смогу, так как работал всего с двумя моделями. Так что опишу то, с чем работал. Если вкратце — моё мнение такое: если со сварочником можно пойти на компромисс и сэкономить около сотни тысяч рублей, купив хорошего «китайца» вместо японца, то со скалывателем этого лучше не делать. Да, да: купив китайский «кит» с прилагающимся китайским скалываталем, я советую докупить дополнительно хороший японский скалыватель, а «китовый» скалыватель использовать как резервный (или как дополнительный, для ускорения работы). Хороший скол — это уже 50% удачной сварки, а быстрота и удобство в работе — залог того, что спайщик за день успеет сварить больше. Так что вложив лишних 20-30 тысяч, не сильно заметных на фоне стоимости сварочного аппарата, рефлектометра, автомашины и прочего оборудования, мы увеличим и удобство, и качество, и скорость работы спайщика. Хотя, конечно, если цель — сформировать мини-бригаду для обслуживания провайдерской сети при минимальном бюджете, где удобство, скорость работы и качество на втором плане, и строить первоклассные магистрали не планируется — можно и сэкономить, используя стоковый китовый скалыватель.
Вот немного примеров в картинках.
Советский скалыватель! Лезвие, резинка, чехол и инструкция. Бритвы — в дополнение. Спасибо начальнику, что сохранил такой артефакт. Такие толстые волокна, кстати, держать в руках не приходилось. Попытался ради опыта аналогичным образом (новое лезвие и мягкая стирательная резинка) сколоть современное волокно — попытка не удалась.

Jilong KL-21C во время чистки

Fujikura CT-30

Скалыватели INNO Dragon. С нанесённым рисунком!
Опишу первый скалыватель, которым я работал. Это — пример хорошего, проверенного временем скалывателя. Это Fujikura CT-30/CT-30A.
Очень у многих спайщиков имеется именно эта модель. Я с таким работал и скажу, что это действительно хорошее, продуманное и удобное устройство. Он компактный, надёжный, для скола нужно минимум движений, от него не приходится ждать неожиданностей. Только надо брать обязательно с контейнером для сколотых волокон. К сожалению, моё начальство не покупает мне его, приходится работать на китайском. Есть и другие модели фуджикуровских скалывателей, которые позиционируются как более современная, компактная и дешёвая, но отнюдь не менее качественная замена CT-30A. Но всё равно CT-30A – это классика.
Другой скалыватель, на котором я работал и который у меня сейчас — это китайский Jilong KL-21C, который был в наборе со сварочным аппаратом Jilong KL-280. Свою задачу этот скалыватель выполняет, но у меня к нему есть ряд претензий. Например: количество действий, которое нужно произвести для скола. У китайца оно больше, чем у японца. В случае CT-30A нам требуется:
1. Взвести каретку с ножом.
2. Заложить волокно.
3. Закрыть фиксатор волокна.
4. Нажать на крышку, произведя скол.
5. Открыть фиксатор.
6. Достать сколотое волокно.
В некоторых скалывателях нужно ещё меньше действий: даже взводить каретку не нужно, она взводится при открывании крышки и производит рабочий проход при её закрытии.
В случае же KL-21 нужно:
1. Взвести каретку с ножом.
2. Заложить волокно.
3. Закрыть фиксатор волокна.
4. Закрыть крышку.
5. Вручную протолкнуть каретку с ножом, произведя скол.
6. Открыть крышку, преодолев силу магнитов (одной рукой неудобно).
7. Открыть фиксатор.
8. Достать сколотое волокно.
Казалось бы, всего 2 лишних действия. Но это — эргономика, это — время, это — объём работы, который за рабочий день может быть больше, если все операции делаются быстро.
Потом, этот скалыватель порой ломает волокна, причём чистка, продувка особо не помогают. Двадцать раз сколол нормально, на двадцать первый достаёшь волокно — а оно сломалось в каком-то одном из нескольких «любимых» скалывателем мест: перед или после резиновой подушечки, или между подушечкой и ножом. Приходится зачищать и протирать спиртом заново. Вполне допускаю, что кто-то с этим не сталкивался, но факт есть факт.
На холоде и в сырости по не до конца понятным мне причинам начинает колоть хуже и волокна ломать чаще. Доходило до того, что стоишь ночью на обочине дороги в грязи под снегом с дождём, весь мокрый и злой, на капоте машины разложена почти сваренная муфта, которую надо обязательно доделать, не менее продрогший товарищ одной рукой с картонкой прикрывает сварочник от осадков, второй рукой светит фонариком, и тут как назло 2 волокна из 3х ломаются и приходится их переделывать задубевшими пальцами.
Ресурс кругового 16-позиционного ножа у китайского скалывателя довольно маленький: приходится часто (по сравнению с фуджикуровским) поворачивать на следующую позицию, иначе начинает плохо колоть. Когда нож прошёл полный оборот, его соответствующим регулировочным винтом поднимают на какие-то микроны и он проходит второй оборот. После этого — второе поднятие и третий оборот, потом замена ножа.
Полный ресурс хорошего японского скалывателя — где-то 48000 сколов. Вот что значит японская сталь!

Круговые ножи для всевозможных скалывателей. Взаимный масштаб не соблюдён.
Есть и другие скалыватели. Например, дешёвые недо-скалыватели в виде прищепки, которые не обеспечивают точной перпендикулярности скола и которые я бы не советовал применять.
Принцип работы скалывателя такой:
1. Волокно (зачищенное от лака и протёртое от грязи) должно быть хорошо зафиксировано.
2. В момент скалывания на волокне алмазным ножом или ножом из твёрдой стали делается поперечная микроцарапина.
3. К волокну прикладывается такое усилие, чтобы оно треснуло аккурат по поцарапанному месту.
В разных моделях технология произведения этих операций немного разная, и наглядно показать процесс скалывания я не смогу (для этого пришлось бы в каком-нибудь 3DS MAX’е рисовать замедленную полупрозрачную 3D-анимацию процесса скалывания, где каждая деталь подкрашена своим цветом). Но объяснить в общих чертах и показать на видео попробую.
Рассмотрим подробнее скол одного волокна на типичном скалывателе.
1. Оптическое волокно зачищено на определённую длину, хорошо протёрто безворсовой салфеткой со спиртом. Пальцами стекла не касаемся!
2. Открываем фиксатор и крышку и осторожно закладываем волокно в скалыватель. Волокно при этом важно не запачкать и пальцами не влезть в нож! Волокна в лаковой оболочке закладываются в тонкую канавку, а пиг-тейлы в жёлтой оболочке — в толстую. Закладывать совсем толстые патч-корды нельзя; если надо сварить патч-корд — его нужно разделать как кабель, освободив волокно.
3. Волокно должно быть заложено так, чтобы граница между лаковым покрытием и голым стеклом легла на нужную нам цифру на линейке. Эта цифра говорит нам, сколько миллиметров голого стекла будет торчать из лака после скола. Для каждого сварочного аппарата эта цифра своя (например, для нашего Jilong’а KL-280 это 16 мм), надо её просто запомнить для своего аппарата. Если заложить так, что сколется меньшая длина — сварочнику не хватит диапазона подачи кареток, чтобы свести волокна, и он запищит и выведет на экран ошибку «Предел подачи» или «Заново уложите волокно». Если сколоть так, что стекла наоборот останется слишком много — всё сколется и сварится нормально, только вот защитная гильза-КДЗС (если она «короткого» стандарта 40 или 45 мм) может по длине оказаться короче, чем голый стеклянный участок волокна, и не защитить полностью оголённое волокно. В этом случае волокно без защитного лака очень легко сломается от изгиба на выходе из КДЗС (при той же укладке), и такую сварку нужно переделать.
4. Производим скол. В каких-то моделях для этого достаточно нажать на крышку скалывателя, в каких-то надо её закрыть, толкнуть пальцем каретку и снова открыть.
5. Открываем фиксатор, если надо — крышку и осторожно достаём сколотое волокно. Сразу, ещё не доставая, можно понять, не сломалось ли оно. Его теперь нельзя никуда класть, кроме как в сварочный аппарат, потому что стоит коснуться им чего угодно — оно сразу станет грязным. В сварочный аппарат его также надо закладывать таким образом, чтоб не зацепить кончиком никаких деталей и поверхностей: стоит случайно ткнуть торцом сколотого волокна в ту же V-канавку или в электрод при закладке в сварочник — и при сведении волокон вы увидите на этом волокне тонну грязи.

Волокна грязные, кроме этого к волокну прилипла большая пылинка
Такое выпачканное волокно, в принципе, можно попытаться очистить — сначала просто протереть салфеткой, а потом потыкать торцом в спиртовую, а затем в сухую салфетку. Вероятность процентов 60, что оно после этого будет чистым и хорошо сварится. Но всё же лучше его сразу перезачистить и переколоть, а ещё лучше — не ронять и не пачкать протёртые и сколотые волокна.
6. Сколотый кончик волокна, в зависимости от конструкции скалывателя, сам затягивается в контейнер для волокон, остаётся торчать в «валиках» или, если нет контейнера, падает на стол рядом со скалывателем. Соответственно в первом случае нужно просто проконтролировать, нормально ли затянуло волокно в контейнер (слишком длинное не поместится, поэтому зачищать волокна от лака по 10 см не нужно; иногда волокно может как-то соскочить и не затянуться в контейнер), во втором надо специальной ручкой прокрутить валики, чтоб волокно втянуло меж валиков в контейнер как бельё при отжиме в старой стиральной машине, а в третьем — тут же приложить к волокну кусочек изоленты, чтобы волокно к нему прилипло, а потом обклеить эти прилипшие к изоленте волокна со всех сторон. Вообще пользоваться скалывателем без контейнера для волокон КРАЙНЕ не рекомендую, и вот почему.
Кусочки оптического волокна, особенно без лака — это опасный отход производства. В странах с лучшей культурой переработки отходов их собирают и утилизируют. У нас, конечно, как придётся, но всё равно это не повод разбрасывать после себя волокна. Все осколки волокон нужно тщательно собирать! Если такой едва заметный кусочек попадёт в еду, в питьё — можно заработать язву желудка или прочие проблемы. Если он вопьётся в тело и сломается — теоретически может по кровотоку дойти до сердца, хотя обычно становится трудноизвлекаемой, очень неприятной занозой, которую никакой рентген не найдёт и которая крошится под пинцетом при попытке её вытащить. Да и просто волокна в одежде, в обуви, в сиденьях машины — не самая приятная вещь. Поэтому:
1. Никакой еды на рабочем месте.
2. Все волокна до последнего необходимо тщательно собирать. Даже если работа производится где-нибудь в полузатопленном канализацией подвале, где по колено мусора и блох, или в поле по колено в грязи — это не повод мусорить волокнами!
3. Скалыватель — только с контейнером для сколотых волокон.
4. По-хорошему следует пользоваться средствами защиты: очками, спецовкой, фартуком. Но этого никто не делает.
Я лично, когда приходит время чистить контейнер скалывателя от накопившихся кусочков сколотых волокон, сажусь за стол, стелю себе большой лист бумаги и над ним ссыпаю их в отдельную бутылочку, а потом тщательно собираю то, что упало.
Вот радость-то будет врагам в ботинки высыпать!..
Однако вернёмся к скалывателям.
Сами понимаете, что успешный скол зависит от микронов. Поэтому скалыватель нужно беречь от ударов, падений, грязи и кривых рук так же ревностно, как и сварочный аппарат. Он не зря упакован в шкатулку с мягким наполнением.
Нельзя крутить настроечные винты, не будучи точно уверенным, что делаешь. Нельзя лазить вовнутрь руками или твёрдыми предметами — есть риск порезаться и загубить заточку лезвия. Нельзя надолго оставлять скалыватель во влажной среде.
Просто нужно помнить: сварочный аппарат, скалыватель и рефлектометр — три незаменимых вещи, без которых работа встанет. Да, можно помучившись разделать кабель обычным ножом вместо НИМ-25. Да, можно снять лак с волокна бритвой вместо стриппера. Но сделать подручными средствами хороший скол малореально, сварить же волокно — невозможно.
Итак, мы вкратце рассмотрели скалыватели и принцип их работы.
Теперь познакомлю вас с механическим сращиванием волокон — и перейдём к подготовке волокон и их сварке.
Механическое сращивание оптических волокон
Механическое сращивание оптических волокон изначально позиционировалось как более дешёвая альтернатива сварным соединениям. Со временем, когда цены на оборудование снизились, а качество волокна и соответственно требования к параметрам линии выросли, механические соединения стали менее актуальны.
Достоинства:
1. Не требуется капитальных вложений в сварочный аппарат (но скалыватель и весь прочий инструмент всё равно нужен).
2. Выше мобильность монтажника оптики — не нужно таскать большой кейс со сварочником.
3. Подходит как дешёвый резервный вариант для временного восстановления связи, когда сварочника рядом нет или там сел аккумулятор посреди поля, а связь нужна немедленно.
4. Обычно механические соединители можно установить в стандартную кассету вместо КДЗС.
5. Один механический соединитель обычно может выдержать несколько перезаделок волокон, а гильза КДЗС одноразовая.
Недостатки:
1. Потери на соединении в любом случае сильно выше, чем в случае сварного стыка.
2. По времени возни требует не меньше, чем со сваркой.
3. Надёжность ниже. Иногда (от вибрации, от времени) соединение может нарушиться, особенно если файбрлоки/корелинки ставились уже б/у, и придётся долго и уныло искать, какой же из этих треклятых файбрлоков на этот раз отвалился.
4. Сварочный аппарат стоит дорого, но потом цена одного сращивания маленькая. С механическими соединителями — наоборот.
5. Для многих заказчиков такой монтаж — это несерьёзно.
Вообще я читал про случаи, когда короткая линия поднималась и почти без потерь пакетов работала, имея на себе 3-4 механических соединения, выполненных вообще без участия скалывателя! Такое возможно лишь благодаря иммерсионному гелю и везению (чтобы сколы были более-менее ровные, а не как наконечник копья). Но всё же это из разряда извращений, для монтажа механических соединителей всё равно необходим нормальный скалыватель. Тогда можно получать на механических соединениях затухания примерно от 0,1 дБ и выше: для магистрали это много, но как временный вариант или для короткой второстепенной линии — сойдёт.
Монтаж соединителя Fibrlok
Стандартов механического сращивания много.
Наверное, самый известный стандарт механического соединения — это «fibrlok».


Приходилось видеть пару раз вживую и даже монтировать (на обучении, правда). Соединитель представляет собой пластиковый параллелепипед, состоящий из трёх частей. Первая часть — это пластмассовое, в сечении U-образное основание-жёлоб. В него вставляется две других части: пластмассовая П-образная в сечении крышка с защёлками и металлическая V-образная в сечении канавка с круглым «ложем» под волокна не дне.
В эту канавку V-образной канавки с обеих сторон вставляются подготовленные сколотые волокна, обычно концы их макаются в специальный иммерсионный гель для снижения потерь и отражений от перехода света из стекла в воздух и опять в стекло. Капелька иммерсионного геля может уже быть внутри файберлока. Показатель преломления у этого геля близок к показателю преломления стекла сердечников волокон. Этот же гель зачастую обладает гидрофобными свойствами.
Сама канавка может немного сгибаться вокруг заложенных волокон, отдалённо похоже на рояльные петли. Когда волокна заложены, сверху на эту канавку одевается П-образная крышка-фиксатор, которая при одевании сжимает V-канавку, плотно фиксируя вставленные волокна, и сама фиксируется защёлками.
Есть и другие стандарты. Например — Corelink, мне его тоже приходилось видеть вживую. Принцип работы похож на Fibrlok, открывается ключиком.
Ещё мне приходилось на первой работе, когда я мало что знал про оптику, видеть монтаж какого-то механического соединителя, который открывался специальным механизмом на идущем в комплекте монтажном микро-столике. Что за соединитель — уже не вспомнить, прошло 5 лет.
Вывод — таких соединителей много стандартов, с собой можно носить десяток файберлоков на всякий случай, но разумно ли их использовать «на постоянку» — большой вопрос. Сварочный аппарат, конечно, недешёвый, но после пары крупных проектов он себя окупит. А механические соединители сами по себе стоят ощутимо, по времени монтируются столько же, как и сварное соединение, затухания и отражения дают больше, надёжность ниже.
Итак, мы рассмотрели сварочные аппараты, скалыватели и механические соединители. Самое время продолжить рассказ про подготовку и сварку оптического волокна.
Подготовка оптических волокон
В первой части мы остановились на том, что разделали кабель, протёрли волокна, подготовили муфту (или собрали кросс) и завели в неё/в него кабель. Продолжаем монтаж. Впрочем, до процесса сварки нужно сделать ещё кое-что важное.
Следующий важнейший шаг — это маркировка модулей и волокон. Собственно, промаркировать кабель следует ещё до ввода в муфту, иначе это будет сделать не так удобно, просто я позабыл в первой части об этом написать. Но маркировать модули нужно обязательно. Если этого не сделать — потом придётся продёргивать, какие волокна в какой модуль идут. Поверьте, это очень неудобно и легко ошибиться.
Для маркировки используются вот такие бумажные или тряпичные наклейки-маркеры.
Они часто продаются в виде блокнотика с такими листами или в виде десяти барабанчиков, на которые накручены ленты с цифрами от 0 до 9. Обычно входят в комплект муфт, реже — в комплект кросса.
Очень распространённая и при этом труднообнаруживаемая и неприятная ошибка новочков (да и опытные порой этим грешат) — это перепутать модули. Красный (первый) и второй модули перепутать трудно, а вот белые/натуральные/бесцветные — запросто, они же одинакового цвета… Это тот самый случай, когда можно в упор не заметить глупой ошибки. Поэтому семь раз проверь — один раз промаркируй и спаяй.
На этих картинках я схематично нарисовал разрезанный кабель и принцип маркировки его модулей, а также показал пример маркировки реального кабеля.


Маркируются модули следующим образом.
У них обычно цветовая маркировка, которая указана в паспорте кабеля. Тем не менее первый модуль — всегда красный, исключений пока не встречал ни разу. Вот мы на чистые протёртые волокна, выходящие из этого первого модуля, сразу и клеим цифру «1».
Следующий модуль будет тот, который «цветной» и стоит около красного. Около красного, безусловно, стоит 2 модуля, слева и справа, но с другой стороны будет или белый (он же натуральный, он же бесцветный — везде по-разному пишут), или чёрный (или тоже белый) модуль-пустышка. Так вот тот, что около красного и «цветной» (обычно жёлтый, зелёный, синий) — будет второй. Клеим на его волокна цифру «2».
Третий модуль может быть в зависимости от кабеля как ещё одним цветным, так и белым/натуральным/бесцветным. Важно понять следующее. Первые два модуля своим расположением уже задали нам направление «обхода» по кругу модулей в кабеле — либо по часовой стрелке, либо против. Вот мы и продолжаем это направление и клеим на волокна следующего модуля цифру «3». Красный — первый, цветной — второй, следующий по повиву — третий. Ещё один следующий по тому же направлению «обхода» по кругу, обычно бесцветный — четвёртый, и так далее.
Всё вот так просто. Но путают модули часто, и найти и устранить это бывает очень непросто: если в линии пара десятков муфт, которые придётся вскрывать, причём многие из них закопаны на пару метров в грунт и над ними уже колосится кукуруза или находится размытая дождями пашня — сами понимаете, какое мучение с лопатами на жаре исправлять такой косяк.
Как найти место, где перепутали модули?
«Перепутка» определяется следующим образом. Предположим, у нас прямая линия: 2 кросса и между ними несколько муфт.
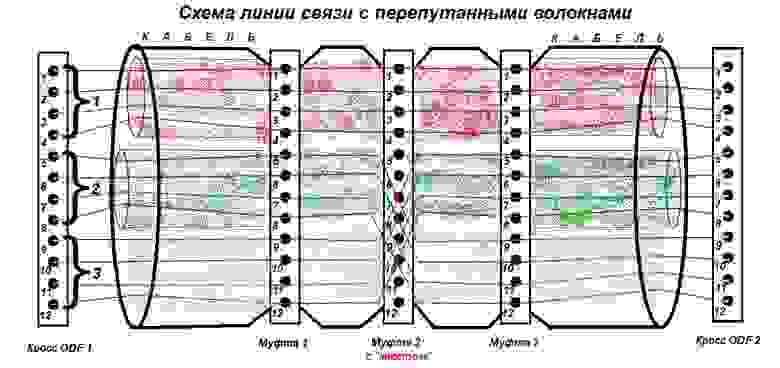
На одном кроссе становится человек с передатчиком оптического излучения длиной 1310 или 1550 нм, на втором кроссе — человек с тестером-приёмником, на котором выставляет ту же длину волны. Ставят и приёмник, и передатчик на первые порты. Если волокна не перепутаны и первый порт на одном кроссе действительно приходит на первый порт второго кросса, тестер покажет некоторый уровень сигнала. И так, созвонившись для координации действий по телефону, «протыкивают» все порты на кроссах.
Кстати: в прежние времена, когда сотовых телефонов ещё не было, а оптику уже тянули, использовались так называемые оптические телефоны: пара трубок с аккумуляторами, настроечными ручками, микрофоном, динамиком и одним или двумя разъёмами FC или LC. Можно поговорить, встав на пару свободных волокон или даже на одно волокно (в этом случае приём на 1310 нм, передача на 1550). Я разок пользовался таким. Сейчас в целом это не нужно, так как, во-первых, есть сотовые, во-вторых на многих мультиплексорах есть встроенный телефон для связи между узлами сети, в-третьих, на многих узлах связи есть городской телефон. Но в принципе может иногда возникнуть необходимость и в таком девайсе.

Оптические телефоны
Вернёмся к поиску «крестов» на линии. Если есть «перепутка» — это сразу становится понятно: начиная с какого-то порта (на нашем рисунке — с пятого) на «передающем» кроссе идёт просто следующий порт, а на втором «приёмном» кроссе сигнала в этом же порте нет, зато он (и последующие n портов) есть в порте со сдвигом на х*n портов, где n — число волокон в модуле, х — число модулей, которые «перескочили» (в нашем случае n=4 волокна в модуле, x=1 (на 1 модуль перескочили): порты с 1 по 4 проходят как надо, а 5-й приходит на 9-й, 6-й на 10-й и так далее.
По-хорошему в случае перепутки надо вскрывать и перебирать все муфты. Можно, конечно, упростить задачу поиска такого косяка: вскрыть муфту посередине линии и вручную проверить её, продёрнув по волокну из каждого модуля. Если на ней перепутки нет, то нужно осторожно (чтоб не сломать) загибать на ней волокна по одному из модуля (скажем, первое из первого модуля, первое из второго модуля и т.д.), а напарник с рефлектометром на кроссе будет смотреть, укоротилась линия или нет. (Помним, что сильно перегнутое волокно теряет излучение на изгибе и дальше сигнал не пропускает). Если укорачиваются именно те волокна, какие и должны — значит, косяк дальше, между вскрытой муфтой и дальним кроссом. Если загибаем, к примеру, волокно из третьего модуля, а короче стало аналогичное волокно с четвёртого модуля — значит, косяк на какой-то муфте между кроссом, где рефлектометр, и вскрытой нами муфтой. Закрываем муфту и едем вскрывать какую-то муфту между кроссом и только что вскрытой до этого и всё повторяем. Для таких работ очень нужно иметь схему распайки и схему линии, на которой будут указаны расстояния от кроссов до всех муфт.
Если схема распайки сложная, в линии много «тройниковых» (или «отпайных») муфт, спаяны кабели с разными цветами волокон и разным количеством их в модулях — задача сильно усложняется. Тут уж придётся собрать мозговой штурм, всерьёз включить мозг и посидеть над схемами, вырабатывая самый оптимальный план поиска муфты с перепуткой.
А вот если в такой сложной линии 2 и более места, где перепутаны модули, то…
… спайщикам нужно больше тренироваться, а не варить сразу большие сложные объекты. И проектировщикам такой сложной схемы распайки можно передать наилучшие пожелания.
Нет — можно, конечно, схалтурить: тупо переткнуть/перекрутить пиг-тейлы изнутри одного из кроссов так, чтобы все порты приходили друг на друга в соответствии со схемой. Но во-первых, заказчик на приёмке может и заглянуть в кроссы, во-вторых, получается, мы сдаём линию, часть которой распаяна непонятно как, а не в соответствии с документацией. Через год часть волокон в линии продадут, часть сдадут в аренду всяким провайдерам, ФСБшникам, транспортникам и прочим организациям. Кому-то потребуется что-то вварить в какую-то из муфт, соответствующий модуль разрежут, чтобы к нему подпаяться, а там окажется, что сигнал идёт не по тем волокнам, по которым должен, и мы разрезали не тот модуль и уронили чей-то магистральный DWDM!!! Который обязательно окажется незарезервированным! Или как вариант окажется, что мы отрубили связь ФСБ. Или уронили сотовую связь на большой территории. Или интернет+телефон с загородной виллы какого-нибудь депутата. Трёхэтажные и продолжительные проклятия от службы эксплуатации в адрес горе-строителей гарантированы! А там как знать, может, в зависимости от ущерба за перерыв связи будет и судебный иск. Да и кто наймёт потом такого подрядчика, сдавшего линию со скрытым дефектом? Не делайте таких вещей своим коллегам-связистам: если уж перепутали модули — надо до сдачи линии найти и исправить.
Бывает лайт-версия перепутки: когда путают не модули, а пару волокон. Например, при плохом освещении запросто можно перепутать белое и серое волокно, серое и бесцветное/прозрачное, белое и светло-розовое, зелёное и бирюзовое и пр. По крайней мере это найти проще: если в муфте в кассете подписано, где какие волокна лежат и куда идут, можно просто открыть муфту и сравнивая со схемой посмотреть, какой цвет на какое волокно разварен. Но если муфты труднодоступны, всё равно радости мало.
Так что вы убедились, как неприятна ошибка с перепутанными модулями или волокнами, и как трудно может быть её исправить. Лучше всё дотошно промаркировать, чем потом бегать по полям с лопатами и трассоискателем или заниматься гимнастикой на опорах с лестницей, откапывая/снимая со столбов муфты, и завалить срок сдачи линии.
Ещё скажу пару слов про случай, когда в кабеле один-единственный модуль и в нём много волокон. Я встречался с таким кабелем Siemens, где маркировка была выполнена следующим образом. Когда снимаем трубку-модуль, перед нами пучок волокон в гидрофобе. Так вот не надо спешить протирать этот гидрофоб. Если попробовать разделить волокна не протирая, выяснится, что они идут двумя или более группами, каждая из которых обёрнута «спиралью» из нитки своего цвета: скажем, синяя и оранжевая нитки. Шаг повива у ниток большой, так что протирая гидрофоб, мы можем легко нарушить ниточную маркировку смешать такие «подмодули», придётся снова разделывать кабель.
Идём дальше.
Волокна на всех кабелях мы промаркировали. Но если мы варим кросс — то мы паяем не кабели между собой, а один кабель развариваем на пиг-тейлы кросса. Я рекомендую эти пиг-тейлы также все промаркировать этими же самоклеящимися циферками. Можно этого и не делать, но придётся во время сварки отвлекать внимание ещё и на то, правильный ли пиг-тейл взят. Конечно, это проще, чем продёргивать непромаркированный модуль кабеля, и в случае ошибки пиг-тейлы на кроссе легко поменять местами: тут это ничем не грозит. Но лучше всё же потратить 10 минут, промаркировать и забыть. Некоторые кроссы идут уже собранные и с промаркированными по порядку (и иногда даже зачищенными) пиг-тейлами, тогда повезло: сэкономим кучу времени и наклейки-маркеры.
Итак, модули/волокна и пигтейлы промаркированы. Теперь мы (уже введя в муфту кабель и закрепив его за косичку из кевлара, под специальный зажим, за силовой центральный элемент или червячным хомутиком к стальной рамке муфты) крепим модули к кассете (заранее продумав, какие модули в какую кассету пойдут). Я предпочитаю подматывать кончики модулей изолентой (но так, чтобы было видно, какого цвета кончик), а затем за подмотанное место уже крепить парой маленьких стяжек к кассете: в этом случае их трудно случайно выдернуть из кассеты, а без изоленты они легко выскакивают из-под стяжки: сила трения покоя пластиков типа лавсана крайне мала. Правда, если модули недостаточно хорошо оттёрты от гидрофоба — изолента к ним не прилипнет.
Следующий этап — отмеривание волокон в кассете.
Они отмеряются путём предварительной укладки в кассету и подрезаются ножницами у центра ложемента для КДЗС, в котором планируется их уложить после сварки.
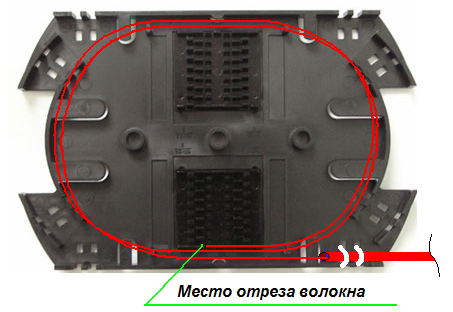
В некоторых кассетах (например, как на этом снимке), где множество разнонаправленных каналов для волокон, отмеривание волокон в принципе можно не производить — всё равно найдётся «путь» для укладки волокон, чтоб после сварки легло красиво.
Однако в случае сварки большого числа волокон отмерять всё же следует, а путь укладки желательно выбрать самый простой (по кругу), без хитрых сложных петель и переходов по каналам. В обычных же кассетах отмерять нужно обязательно, так как если заранее не отмерить волокна по длине и не продумать, как они лягут в кассету после сварки, при укладке возникнут серьёзные проблемы. В лучшем случае (если останутся значительные запасы и ими получится «сыграть») волокна уложатся, но будут нарушены допустимые радиусы изгиба волокон, что может повлечь повышенное затухание для сигнала, и кассета будет выглядеть некрасиво. В худшем волокна просто не удастся уложить так, чтобы крышка кассеты закрылась и нигде ничего не зажало.
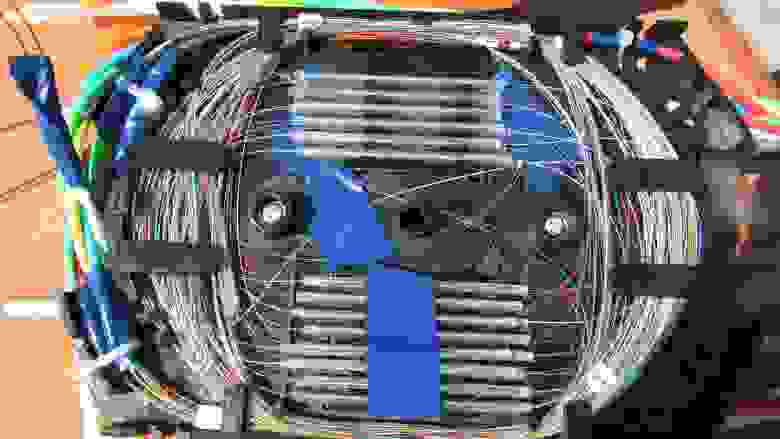
Вот такой кошмар получается, если забыли отмерить волокна: часть волокон внатяг и из-за этого слишком сильно изгибаются (будет затухание на изгибах), некоторые слишком длинные и их приходится класть по маленьким радиусам и фиксировать изолентой.
В том случае, если два волокна, которые предстоит сварить, выходят из модулей, которые заходят в кассету «встречно» друг другу, достаточно каждое из них отмерить путём простой укладки
нескольких (обычно двух) оборотов и отрезать над ложементом, где планируется уложить КДЗС этой сварки.
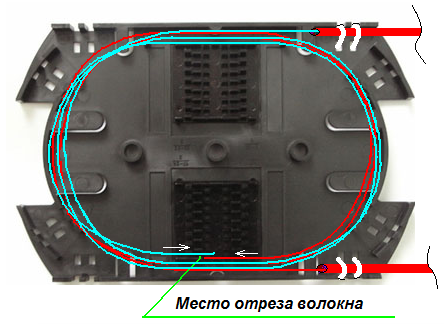
В том случае, если модули заходят «сонаправленно» (так всегда случается, если в одной кассете варим 3 кабеля), одно из волокон следует отмерить как обычно, второе же волокно следует отмерить с учётом перехода, который осуществляется S-
образной петлёй посередине кассеты.
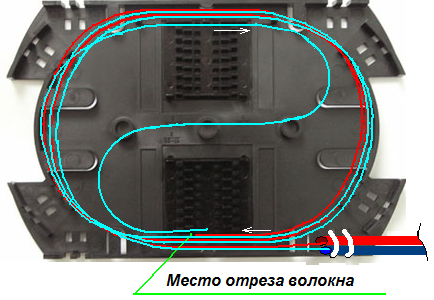
Вообще вышепоказанной ситуации с S-образным переходом волокон следует избегать и стараться завести модули «встречно», так как, во-первых, не все кассеты рассчитаны на такой переход волокон, и S-образную петлю перехода волокон (а их может быть много) приходится фиксировать в центре кассеты изолентой, что нетехнологично и нежелательно. А во-вторых, это занимает больше времени на отмерку волокон. Если муфта и так сложная, содержит несколько кассет и имеются переходы волокон в трубках между нижними и верхними кассетами, схема разварки запутана, заходит 3-4 или более кабелей, то ситуация чрезмерно усложняется, можно допустить ошибку при монтаже, найти и исправить которую впоследствии будет очень непросто.
Также надо продумать, все ли волокна, которые мы хотим сварить, поместятся в кассету. Рассмотрим несколько случаев.
Самый простой случай — это когда нужно спаять 2 одинаковых кабеля, скажем, на 32 волокна, где 4 модуля и в каждом модуле — по 8 волокон. Типичная кассета как раз и рассчитана на эти 32 (или там 36 — тогда 4 места останутся свободны) волокон. КДЗС, в которых соединяются первый и второй модули, лягут в нижней половине кассеты (8 + 8 штук, в 2 «этажа», как и рассчитано), а третий и четвёртый модули лягут в верхнюю половину кассеты. Всё просто.
Более сложный случай — 2 одинаковых кабеля на 64 волокна, 8 модулей по 8 волокон в каждом. В одну кассету столько не влезет, значит, половина волокон пойдёт на нижнюю кассету, половина на верхнюю (кассеты ставятся одна на другую). Стало быть, половина модулей (1-й, 2-й, 3-й и 4-й) обоих кабелей заводися в одну кассету, вторая половина (5-й, 6-й, 7-й и 8-й) — в другую. Модули хрупкие и ломкие, но если они закреплены в кассете хорошо — верхнюю кассету можно всегда аккуратно приподнять, чтоб работать с нижней.
Кстати: какую кассету расположить сверху, какую снизу? Однозначного ответа нет. Кто-то варит муфту «с конца», тогда начало будет на верхней кассете, что логично. Кто-то варит по порядку. Это не так важно.
Ещё более сложный случай — когда нам нужно сварить два разных кабеля, у которых разное количество модулей и в модулях разное и непостоянное число волокон. Пример: первый кабель (назовём его А) — 64 волокна, 8 модулей по 8 волокон. Второй кабель (Б) — тоже 64 волокна, но у него 6 модулей, в первом и втором модуле по 8 волокон, а в модулях с 3-го по 6-й — по 12 волокон. Как быть в этом случае? Нужно хорошо продумать, сколько сварок мы разместим в каждой кассете, чтоб не запутаться — волокна (уже промаркированные по модулям) нужно дополнительно разделить на группы «по укладке» и промаркировать бумажками с подписями. В нашем конкретном примере первый и второй 8-волоконные модули кабеля А хорошо разварятся на первый и второй 8-волоконные модули кабеля Б. Отлично, 16 сварок есть, пол-кассеты заняли. А что дальше? Третий модуль кабеля А — на 8 волокон, а третий модуль кабеля Б — на 12. Наша кассета рассчитана на 32 сварки, лишние 4 в неё на влезут
хотя схалтурить и приклеить на изоленту можно
. Как быть? Значит, мы варим (цвета волокон — согласно схеме распайки) весь третий модуль кабеля А (все 8 волокон) на часть третьего модуля кабеля Б (только первые 8 волокон), и кассета заполнена. А оставшиеся 4 волокна с третьего модуля кабеля Б мы должны вывести из заполненний кассеты с противоположной её стороны и завести в следующую кассету, где продолжить варить. Между кассетами волокна должны идти в пластиковой трубочке, которая стяжками крепится к обеим кассетам так же, как модули. Вот так модуль делится на 2 кассеты.
Понятно, зачем лучше разделывать кабель подлиннее? Если волокна будут короткие, да ещё сантиметров 30 съест этот переход — варить и укладывать такие короткие огрызки будет совсем тоскливо. А отрезать лишнее никогда не проблема.
Ещё более сложный случай — когда 3-4 совершенно разных кабеля и безумная схема распайки, плюс работа ночью (днём не дали обрывать абонентам связь — увы, весьма типичная ситуация!) и жёсткий лимит по времени. Тут нужно всерьёз включать голову, заранее нарисовать себе план расположения волокон на кассете, и вообще такие муфты лучше не давать паять новичкам, и браться за них нужно на свежую голову.
Что такое переходная трубочка? Это обычная трубочка из полиэтилена. По диаметру как трубка от капельницы, пластик – полиэтилен (такой же, как стержень у гелевой ручки, только стенки потоньше). Они идут в комплекте с некоторыми муфтами. Если её нет, можно заменить на какой-нибудь кембрик или на ту же трубку от капельницы. Использовать вместо этой трубки снятый модуль не стоит: он ломкий, тонкий и внутри много гидрофоба. Делать переход волокон без трубки также не стоит: волокна должны быть защищены.
Итак, мы промаркировали модули, отмерили волокна, продумали, как они лягут в кассеты. Дальше нужно одевать на них защитные гильзы КДЗС, зачищать и варить.
Тут можно действовать по-разному. Кто-то берёт пару свариваемых волокон, одевает на одно из них КДЗС, зачищает их, скалывает, варит и укладывает. Потом берёт вторую пару, и так далее. Я предпочитаю делать не так: я сначала одеваю КДЗС на все волокна (вернее, на половину из них: ведь 1 КДЗС защищает 1 сварку, которая получается из 2х волокон), потом все волокна зачищаю стриппером (но не скалываю и не протираю спиртом), и тогда только достаю схему распайки и начинаю варить. Сварил группу, которую удобно укладывать (обычно 1 модуль) — уложил. Сварил второй модуль — уложил. И так далее. При этом мы экономим время и меньше вероятности забыть одеть КДЗС.
Что такое КДЗС? Это одноразовая составная гильза-термоусадка, защищающая место сварки.
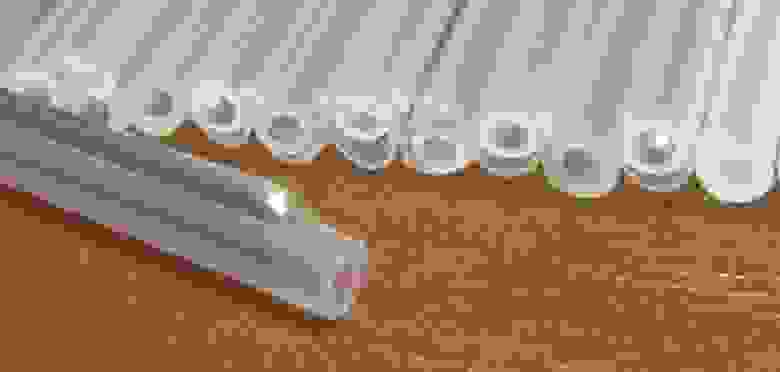
Продаются десятками и сотнями штук, часто идут в комплекте к муфтам/кроссам, стоят недорого (по 3-5 рублей/штука). Аббревиатура, насколько я знаю, раскладывается как «Комплект Для Защиты Сварного стыка». Состоит из 3 частей: внутри трубочка из легкоплавкого пластика, снаружи трубочка из пластика с термоусадочными свойствами, и между ними для жёсткости железная проволочка. КДЗС одевается перед сваркой на одно из свариваемых волокон, когда волокна успешно спаялись — она надвигается на место сварки так, чтобы полностью скрыть стекло, и волокно в немного натянутом состоянии закладывается в печку сварочного аппарата секунд на 20-40. В печке внутренний пластик расплавляется, укутывая сваренные волокна, а внешний термоусаживается.
КДЗС (и, соответственно, оптические кассеты) бывают разных стандартов.
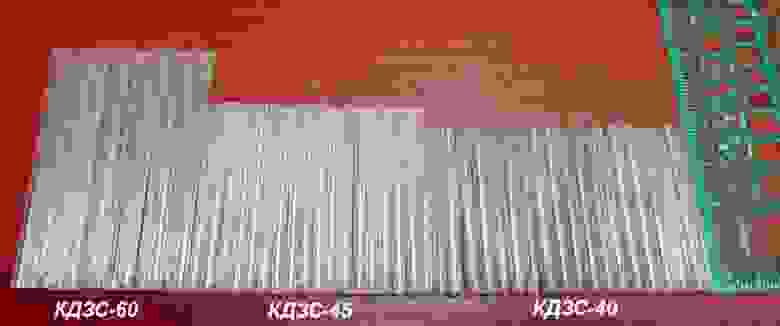
Раньше чаще всего встречались КДЗС длиной 60 мм, они и сейчас широко используются. Теперь массово идут муфты/кроссы с кассетами, рассчитанными на КДЗС длиной 40 или 45 мм. Такие КДЗС лучше: требуют меньше времени на усадку, занимают в кассете меньше места.
В кассету, рассчитанную на КДЗС-60, можно вложить КДЗС-40, но они будут болтаться в своих посадочных местах, потребуется фиксация всё той же волшебной изолентой. В кассету, рассчитанную на КДЗС-40/КДЗС-45, тоже можно впихнуть КДЗС-60, однако это чревато следующими вещами:
1. КДЗС-60 после усадки немного толще КДЗС-40/КДЗС-45, вставляться будут с трудом, соответственно, запихивая, можно сломать внутри пластика сваренное волокно.
2. Часто в кассете, на ложементе для КДЗС, стоят столбики-ограничители, которые не дают положить длинные КДЗС. Можно, конечно, их откусить бокорезами…
3. Кассета под маленькие КДЗС — и сама маленькая. Значит, длинная КДЗС будет нарушать минимально допустимые радиусы изгиба волокна, и её придётся класть очень точно по центру и аккуратно. Стоит сместить её относительно центра ложемента — и радиус изгиба с одной из сторон будет нарушен, на 1550 нм начнутся затухания… Я на этом пару раз обжигался: не было маленьких КДЗС, ставил большие, а заказчик купил маленькие компактные муфты с маленькими кассетами под КДЗС-40. Долго не мог понять, почему в линии столько плохих сварок с затуханиями, бегал переваривал, а потом дошло… Уложил все КДЗС строго по центру — затухания пропали.
Вообще, если нужно сварить муфту с кассетой под КДЗС-45, а есть только КДЗС-60 — как вариант, можно бокорезами пооткусывать от КДЗС лишние 2 см. Тоньше они от этого не станут, но хотя бы избавимся от проблемы с маленькими радиусами волокон.
Существуют фирменные КДЗС Fujikura, которые усаживаются за считаные секунды против 30-40 секунд для обычной КДЗС. Но мне работать с такими не приходилось.
Хорошая КДЗС — плотненькая, тоненькая, монолитная, аккуратная. А плохая КДЗС — мягкая, разваливается в руках на 3 составные части, после усадки остаётся слишком толстой и плохо лезет в своё место, между слоями большие щели, из-за чего одевая её на волокно можно по ошибке пропустить волокно между внутренней и внешней трубками, что плохо.
Бывает, что у сварочного аппарата сломалась печка, а работать надо. Тогда некоторые спайщики усаживают КДЗС над зажигалкой. В принципе так усадить можно, но мы рискуем перегреть КДЗС и поплавить стекло волокон, усадить КДЗС неравномерно, поджечь лак на волокнах (а горит он весело!), и просто КДЗС будет некрасивая, закопчённая. Так что так делать крайне нежелательно.
В одну КДЗС положено закладывать только 1 пару волокон. Есть, конечно, халтурщики, которые экономят там, где не надо, и в одной КДЗС усаживают по 2-3 и больше сварок. Но так делать НЕЛЬЗЯ. Понадобится потом какому-нибудь связисту вскрыть муфту, чтобы продёрнуть волокна, посмотреть, что с чем сварено и какое-то одно волокно перепаять — и если он наткнётся на несколько сварок в одной КДЗС, то будет долго вспоминать спайщика и его родственников непечатными словами.
Итак, мы промаркировали и отмерили волокна, одели на них гильзы. Теперь можно их зачищать от полиамидного покрытия-лака стриппером.
Тут всё достаточно просто. Главное — делать всё не спеша и аккуратно, чтобы не ломать волокна: помним, что волокна отмерены и стоит 2-3 раза какое-то волокно сломать — оно станет короче и уже нормально не ляжет в то место, где нами было задумано. Зачищать нужно примерно сантиметра на 3, точное расстояние нужно найти методом проб и просто «на глаз» его запомнить. Поначалу можно помогать себе линейкой.
Если зачищать слишком коротко — после скалывания волокна оставшийся кончик будет слишком коротким и валики контейнера для волокон могут его не захватить. Если зачистить слишком много — этот отколотый кончик окажется таким длинным, что не поместится в контейнере для волокон и будет из него торчать. Оба варианта нежелательны. Однако если подряд 2-3 сварки оказались неудачными (что иногда бывает даже на флагманских аппаратах), волокно становится короткое и для его экономии приходится сознательно зачищать коротко, лишь бы сколол скалыватель. А оставшийся кончик можно кинуть в контейнер для волокон пинцетом или обезопасить его изолентой.
Оптический стриппер — тонкий и дорогой инструмент. Его выемка отвечает строгим допускам: он должен за 1 проход снять лак с волокна без остатка, но стекло не расколоть. Так что не перекусывайте этим стриппером пластиковые стяжки и тем более проволочки. Он рассчитан только на зачистку и откусывание 125-микрометровых волокон.

И вот наконец все волокна промаркированы, зачищены, снабжены КДЗС. Вся подготовительная работа закончена! Можно убирать со стола ненужный разделочный инструмент, помыть руки и гордо извлечь из кейса наше главное сокровище — сварочный аппарат для оптики. Начинаем варить!
Сварка оптических волокон
Самая высокотехнологичная часть работы. Руки должны быть чистыми! Времени обычно занимает немного меньше, чем предшествующие этапы — разделка кабеля, подготовка муфты/кросса, волокон.
Итак, что нам нужно для сварки? На столе должно остаться следующее:
1. Сварочный аппарат.
2. Скалыватель.
3. Помпа/пузырёк со спиртом.
4. Безворсовые нетканные салфетки.
5. Подготовленная муфта (или кросс).
6. Пинцет.
7. Изолента (крепить S-образный переход волокон в кассете, собирать осколки волокон).
8. Схема разварки.
9. Стриппер на случай, если придётся перезачистить и переколоть волокно.
а) Включаем сварочный аппарат. Если нужно — проводим самодиагностику, калибровку, тест дуги, обжиг электродов и прочее.
б) Берём первое волокно, с усилием протираем его стеклянную часть смоченной в спирте салфеткой несколько раз с нескольких сторон (протаскивая через сложенную салфетку), с поворотом на некоторый угол при каждом проходе, чтоб гарантированно снять всю грязь. Следующее волокно вообще желательно протирать новой салфеткой, если всё же используется старая – её следует развернуть так, чтоб с волокном соприкасалась новая чистая часть салфетки. Нельзя разворачивать салфетку так, чтобы с волокном контактировала та её сторона, за которую мы раньше держались пальцами. Вообще чистота спаиваемых волокон – очень важный момент, это напрямую влияет на качество будущей сварки и затухание на ней, поэтому чистоте необходимо уделять первоочередное внимание.
в) Чистое волокно укладывается в скалыватель и скалывается на необходимую длину. Про скалывание см. выше, в разделе про скалыватель.
г) Сколотое волокно нельзя никуда класть, потому что оно должно быть сверхчистым.

Оно сразу после скола укладывается в сварочный аппарат. При этом важно положить его в V-образную канавку так, чтобы не коснуться ничего концом волокна и не собрать на торец волокна всю микропыль с этой канавки: закладываем аккуратно, затаив дыхание, заложив — закрываем фиксатор подвижной каретки. Важно заложить так, чтоб конец волокна свешивался из V-канавки на пару миллиметров, но не пересекал середину сварочника (воображаемую линию между электродами). Пример правильной закладки — на фотографии в шапке первой части.
Если заложим так, что кончик не будет свешиваться с V-канавки — не хватит диапазона подачи кареток чтоб свести волокна, если положим так, что кончик пересечёт воображаемую линию между кончиками электродов — аппарату придётся не сводить, а разводить волокна, чтоб увидеть концы, а в обратную сторону у каретки нет места для движения, и аппарат нам выведет ошибку.
Закладка волокна в сварочный аппарат
д) Шаги «б-г» производятся для второго волокна.
е) Нажимаем кнопку, и производится сварка оптических волокон в автоматическом режиме.
Сварка оптических волокон
Как выглядит ситуация, если скол одного из волокон плохой
В разных аппаратах это выглядит немного по-разному. В Фуджикурах процесс можно тонко настроить, вплоть до силы тока в дуге и таймингов, но в эти тонкие настройки лучше не лезть (их вообще часто паролит поставщик сварочного оборудования). При сварке следует обратить внимание на форму дуги (если дуга кривая и нестабильная — что-то не так: может, пора поменять электроды, или сделать калибровку?), на наличие дефектов в месте сварки. Хорошую сварку практически не видно, или видно слабенькую полосочку или некую лёгкую расплывчатость. Признаки плохой сварки — чёрная точка-пузырь, или какое-нибудь осевое смещение волокон, или сильная тёмная полоска поперёк волокна на месте сварки, или прочие косяки. Если сварка вроде бы качественная, но сварочный аппарат выводит нам слишком большое оценочное затухание (скажем, 0,1 дБ) — лучше переварить. Неудачную сварку следует в любом случае переделать. В случае сомнений тоже лучше переделать, а не надеяться на авось. Ведь потом очень не захочется ехать, выкапывать/снимать со столба муфту и переваривать одно плохое волокно. Хотя опытный спайщик может и сознательно оставить некоторые косяки: скажем, некоторая «замыленность» места сварки обычно говорит о расплавившихся и растёкшихся на поверхности волокон остатках грязи, а маленький пузырь может образоваться не по центру, а с краю волокна и не повлиять на затухание. Но лучше не рисковать и переварить.
Впрочем, в случае большого объекта с десятками муфт/кроссов всё равно где-то что-то вылазит и приходится доделывать: изредка бывает так, что на экране сварочника сварка идеальная, но потом при измерениях оказывается, что на ней заметное затухание. Это происходит из-за того, что камеры-микроскопы не могут охватить все 360 градусов вокруг волокна и косяк изредка может спрятаться в слепой зоне камер.
Вот несколько примеров «косяков», подлежащих переделке.
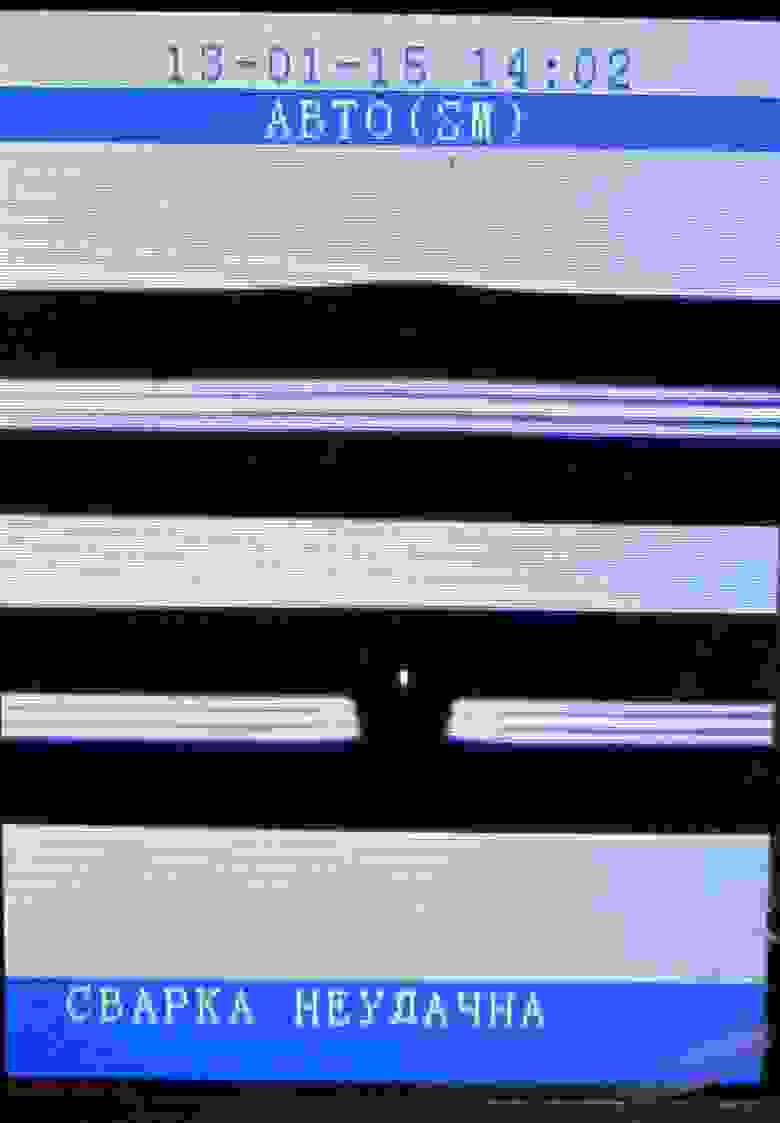
Большой «пузырь». Переделываем.
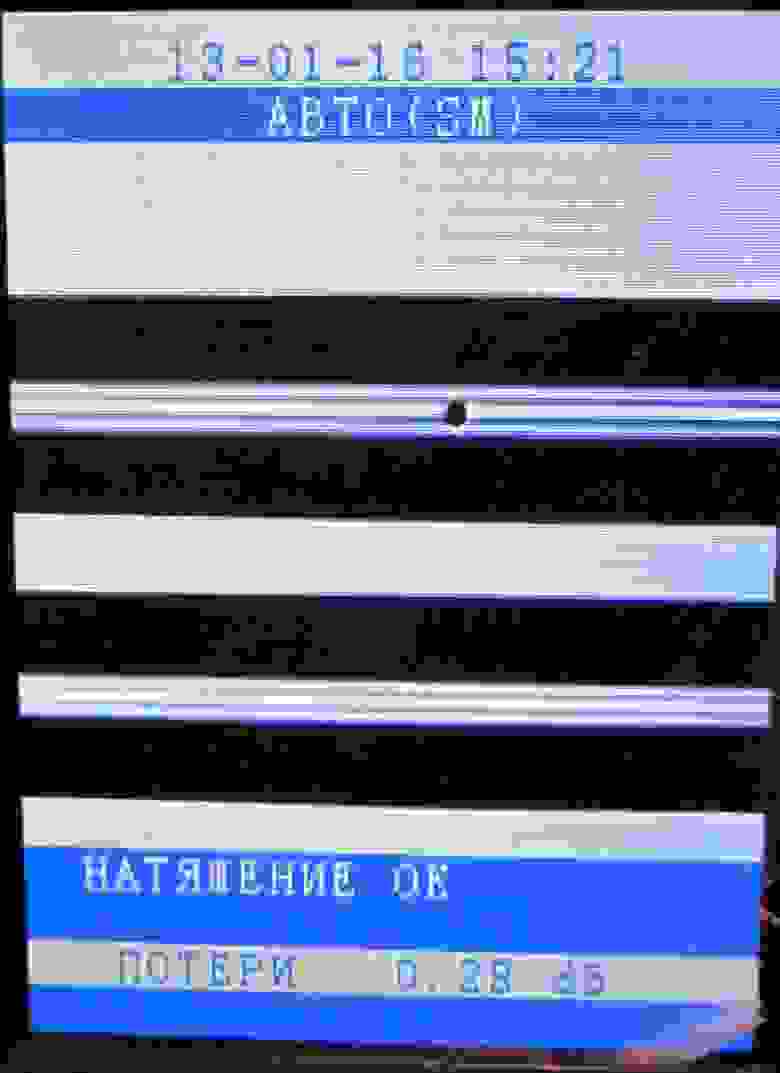
Маленький пузырь. Если он не затронул сердцевину, затухания на сварке может не быть вовсе, но если нет измерителя с рефлектометром, который скажет «Всё в порядке, вари дальше» — однозначно переделывать.
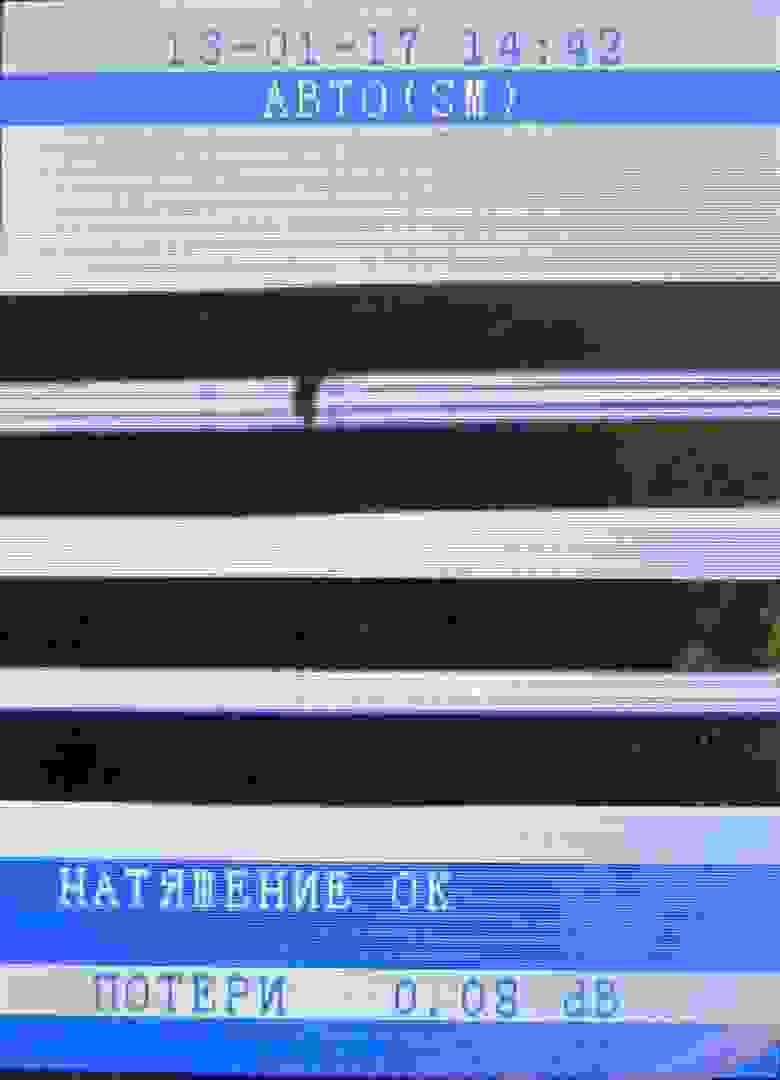
Некоторое осевое смещение волокон + какая-то неоднородность. Переделываем.
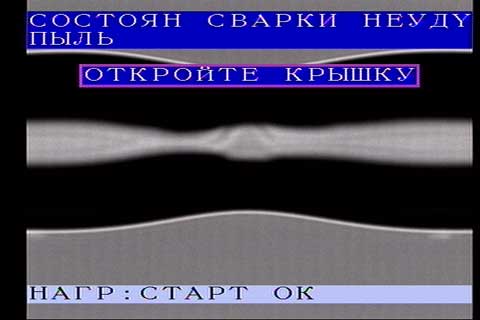
Подобное бывает, если дуга шла слишком долго или ток слишком большой, либо сварка как-то плохо получилась, мы на удачу дали дугу ещё раз и удача не сработала. Переделываем.

Здесь, похоже, неисправны или неоткалиброваны сводящие микромоторы в сварочном аппарате (слишком сильно столкнули волокна в момент подачи дуги).
Вообще, если есть возможность, лучше всего варить под контролем рефлектометра. Например, двое варят, а третий сидит на ближайшем кроссе и контролирует по рефлектометру качество сварки. Если проскочил незамеченный косяк — он сразу перезвонит спайщикам, чтоб переделали. Общее правило такое: если затухание на сварке 0,05 дБ и больше (на любой из длин волн — 1310 нм или 1550 нм), то сварку перевариваем. Если меньше — оставляем, усаживаем КДЗС и варим дальше.
Пример нормальной сварки. Небольшая полоска или разводы, как на фото, в принципе нежелательны, но статистически на затухание это почти не влияет. Если варится волокно SM с волокном-«смещёнкой», то на месте сварки бывают две характерные точечки.
Иногда возникает необходимость сварить аттенюатор, то есть сварку с некоторым затуханием. Тогда при выборе этого режима сварочный аппарат намеренно смещает одно из волокон на несколько микрон и сварка получается немного кривая. Такие аттенюаторы я не варил и что-то рассказать про это не могу.
ё) Сваренное волокно внатяжку аккуратно извлекается из сварочного аппарата и на место сварки надвигается гильза КДЗС. Пока КДЗС не усажена, волокно ничем не защищено и можно легко поломать.
Сваренное волокно (макросъёмка). В месте сварки видна точка, преломляющая свет — это нормально.
После этого волокно с гильзой укладывается внатяжку в печку сварочного аппарата таким образом, чтобы края лакового защитного покрытия обеих волокон заходили в КДЗС, то есть чтобы после усадки на волокне не было участков с голым незащищённым стеклом. Для гильзы следует установить соответствующее время работы печки (использовать заранее настроенные режимы для КДЗС 40 или 60 мм).
Сейчас сварка всегда усаживается в КДЗС. Однако я видел старую технологию, когда в кассете вместо ложемента для КДЗС была такая длинная пластиковая ванночка, туда заливали коричневого цвета полупрозрачный клей или компаунд и сваренные волокна аккуратно укладывали, топя место сварки в этой ванночке. Через какое-то время клей застывал и стекло оказывалось под защитой. Недостатки такого метода очевидны — нет доступа к отдельному волокну чтобы продёрнуть волокна и посмотреть, какой цвет с каким спаян, как следствие трудно найти нужную пару волокон, если требуется что-то переварить, и процесс монтажа сложнее.
ж) Сваренное и усаженное волокно извлекается из печки и кладётся в лоток для охлаждения примерно на минуту. Неоствышую КДЗС нельзя укладывать в кассету, так как пластмасса КДЗС ещё мягкая и волокно внутри КДЗС легко раскрошить, задавливая КДЗС в ложемент кассеты. Кстати: если КДЗС не вытащить из печки сразу после окончания таймера, она там может прилипнуть. Распространённая ошибка новичка: забыл сразу вытащить КДЗС, она прилипла, но ещё до конца не застыла. Новичок начинает её выковыривать пинцетом и сквозь ещё мягкий пластик ломает волокно… И не заметив этого укладывает КДЗС в кассету. Если уж КДЗС прилипла в печке, можно или поддеть её чем-то вроде линейки, или сильно натянув в стороны волокна вытянуть её вверх, или подождать, когда остынет, и тронуть пинцетом — она легко отлипнет.
з) Сваренное остывшее волокно (или сразу весь сваренный модуль) укладывается в кассету.
Укладка волокон в кассету
Укладку можно производить разными способами: либо сначала уложить КДЗС в ложемент, а потом уложить одну и вторую петлю волокон, либо начать с одной из петель волокна, дойдя до КДЗС, уложить КДЗС и потом уложить оставшуюся длину волокна. В любом случае следует проявлять аккуратность, чтобы не повредить укладываемое и другие волокна и уложить волокно ровно. Если волокна перед сваркой не были отмерены и подрезаны, то после сварки волокно может лечь в кассету неаккуратно или вовсе не лечь. При укладке очень важно соблюдать радиусы изгиба, не допускать слишком сильных перегибов и зажатий волокна, так как такой перегиб будет источником сильного затухания сигнала. Если где-то ошиблись с отмериванием и волокна нормально не ложатся — лучше пусть будут приклеены к кассете изолентой, чем натянуты на направляющих с сильными изгибами.
и) После того, как волокна уложены, следует на кассете подписать и указать стрелочками и фигурными скобочками, какие волокна куда идут. Также можно стрелками с надписями показать, какой кабель куда идёт, или наклеить изнутри муфты на кабели бирки с обозначением направления. Аналогичные бирки, только влагозащитные, положено крепить и снаружи муфты/кросса на кабель, на этих бирках указывается куда кабель идёт, код линии связи, владелец и прочее по желанию заказчика. Также хорошим тоном будет кинуть в муфту копию схемы распайки (хотя это и спорный момент: тот, кто полезет в муфту легально, и так должен иметь эту схему, а если кто-то копается в муфте без схемы — это уже ненормально).
й) После того, как все волокна сварены в соответствии со схемой разварки и уложены, можно (не забыв сделать фотографию муфты, если это требует заказчик, и кинув в муфту пакет силикагеля) приступать к сборке муфты и герметизации. Эти операции осуществляются в соответствии с инструкцией по сборке муфты. Если кабели герметизируются термоусадками, важно при их усадке промышленным феном или газовой горелкой не допустить перегрева трубки, так как некоторые термоусадочные трубки имеют тенденцию лопаться от локального перегрева. На некоторых термоусадочных трубках (Tyco electronics, например), имеется зелёная маркировка точечками, которая исчезает, когда участок достаточно прогрет. Если термоусадка всё же лопнула, то, чтобы не переделывать с нуля работу, можно усадить разъёмную термоусадочную манжету, известную как XAGA (если имеется в наличии). Такая манжета представляет собой термоусаживаемое полотно с термоклеем с одной из сторон и с «бортиками» по краям.

Эти манжеты бывают разных размеров. Одни подойдут для герметизации кабельного ввода в муфте, другие могут обхватить всю муфту (если у нас муфта типа МОГ или МТОК А1).
Отрезав кусок полотна, обернув вокруг кабеля клеевой стороной вовнутрь, совместив бортиками и надвинув на них замок, мы получаем по сути обычную термоусадку. Греем феном или горелкой — клей плавится, манжета усаживается. Но такая манжета сравнительно дорогая (около 2000 руб. за 1,5 метра).
Два кабеля из трёх, входящих в муфту (один из оптических — нижний и провод заземления в металлорукаве — верхний) загерметизированы с помощью термоусаживаемой манжеты. Верхний — немного небрежно: манжета наполовину слезла с патрубка.
Если кабели герметизируются холодным способом, следует уделить внимание качеству адгезии герметика к кабелю, соблюдать требования в инструкции (зачистка кабеля наждачной бумагой и прочее). Негерметичность муфты недопустима! Особенно важно качество герметизации для муфт, устанавливаемых в сырых подвалах и колодцах, где возможно полное затопление. Также следует положить в муфту пакетик силикагеля (если есть в комплекте), чтобы силикагель впитал в себя влагу из воздуха внутри муфты.
Собранную и загерметизированную муфту следует аккуратно, не надломив кабели, разместить на её постоянном месте и если требуется – закрепить. Если муфта должна находиться на столбе (опоре), то запас кабеля наматывается на большую железную крестовину-УПМК, которая заранее фиксируется к столбу стальной лентой.
Про крепление кабелей и муфт я постараюсь рассказать в следующей части.
Бонус
Я недавно купил себе микроскоп студенческого уровня — Микромед С-11, с оптическим увеличением до 800х. Отчасти потому, что давно хотел такую игрушку. Отчасти потому, что тема про оптику оказалась интересна читателям и я решил, что вам будет интересно посмотреть на фотографии волокон в микроскоп.
Одно дело — профессиональные фотографии из интернета, а другое — вот такие, сделанные своими руками. Не знаю для кого как, а для меня поначалу не было в сварке оптики того самого «мостика» между микромиром и макромиром, не за что было «зацепиться», чтобы «пощупать» и посмотреть волокна. Да, я имел уже практику пайки, да, я знал теорию, но вот «пощупать своими руками», понять — этого мне не хватало. Надеюсь, эти фотографии дадут вам такой «мостик».
Зафиксировать веб-камеру резинкой на окуляре микроскопа — пара пустяков. Для большей наглядности я сделал серии фотографий, понемногу изменяя фокусировку поднятием предметного столика, и объединил серии в анимации A-PNG. Выкладываю то, что получилось. В старой Опере (которая на Presto) анимации работают, в Firefox вроде работают, в IE 9 — не работают, про другие браузеры не знаю.
Хорошо сколотые волокна выглядят неинтересно: преломление света в стеклянном цилиндрике мы видим, а понятие об объёме теряется, поэтому я взял специально волокна, обломанные пинцетом, при этом при изменении точки фокусировки нагляднее виден объём волокна.
Волокно во внешнем свете
Волокно в проходящем свете

Ещё волокно в проходящем свете
Снова в проходящем свете. На хабрасторадж не уместилось по лимиту, если картинка станет битая — потом поправлю
Поперечная расплывчивая черта — это игла в окуляре, которая нужна для облегчении точного позиционирования на изучаемом объекте при смене объективов.
Торец волокна с увеличением 800х
Самая интересная и сложная в изготовлении анимация: мы видим с увеличением 800х плохо сколотый торец оптического волокна на просвет. Для создания этой анимации я взял кусочек пластилина и сколотое с одной стороны волокно. Той стороной волокна, где нет скола, я проколол пластилин, затем пинцетом отломал прошедший сквозь пластилин грязный конец волокна и положил на предметное стекло так, чтобы свет от подсветки микроскопа (светодиода) проходил сквозь волокно. Дело в том, что на увеличении 800х что-то увидеть без использования штатной подсветки не удаётся — объектив микроскопа почти лежит на исследуемом предмете и закрывает весь внешний свет.
Надо сказать, я сам не до конца понимаю, что мы видим на этой последней фотографии. Волокно одномодовое. Слева или по хорде идёт плохой скол, или с той стороны, что прилегает к стеклу, краешек волокна запачкался и свет не проходит. Справа острый предмет — это игла-указатель в окуляре. Ещё правее — однозначно по хорде плохой скол (на анимации, когда я меняю фокус, видно, как зона фокуса гуляет по этой части волокна). А вот откуда берутся чередующиеся концентрические окружности — я не знаю.
Свет, очевидно, проходит и через стеклянный сердечник, и через стеклянную оболочку (на длине пары сантиметров они одинаково прозрачны). По идее мы должны видеть или равномерно светлый круг (с учётом вышеописанных дефектов от грязи и скола), или в центре отдельную точку, или же мы должны видеть что-то типа того, что мы видели бы посмотрев на свет в длинную, зеркальную изнутри трубу.
На этом я заканчиваю вторую часть своего рассказа. В третьей части постараюсь написать про измерения на оптике, про рефлектометры, а также немного затрону тему крепления кабеля. Кроме того, хочу показать типичные схемы распайки и показать, как они читаются. Также у меня есть некоторое количество фотографий с мест работы, часть по работе (муфты, палатка, столик, люки с кабелями, крепления и пр), а многие из них напрямую не связанных с оптикой (просто пейзажи с крыш, переплетение кабелей, подвалы с мусором, неизвестные мне стойки с оборудованием в разных ЛАЗах и серверных и прочее). Возможно, я оформлю их потом отдельным постом-аддоном.
Спасибо за внимание.
Волоконно-оптические линии связи имеют высокую пропускную способность информационного сигнала. Их работа во многом зависит от качества соединения провода: чем лучше соединены волоски, тем меньше степень затухания сигнала в месте контакта. Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Сварка оптоволокна не требует специальных навыков, обучения. Достаточно следовать инструкции. Перед этим будет полезно узнать некоторые нюансы работы. При монтаже линий связи много времени уделяется подготовке кабеля к процессу сварки, для этого существует специальное оборудование.
Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
- разъемные;
- неразъемные.
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.

Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Сравнительная таблица преимуществ и недостатков технологий монтажа оптических коннекторов
Итак, выделим преимущества и недостатки описанных выше технологий установки оптических коннекторов.
Сравнительная таблица преимуществ и недостатков применения различных методов установки оптических коннекторов:
| Splice On Connector | Fast Connector | Пигтейлы | Клеевой коннектор | |
| Простота технологии монтажа | + | + | + | — |
| Скорость монтажа | +/- | + | +/- | — |
| Сохранение допустимых вносимых потерь на соединении на протяжении длительного срока | + | — | + | + |
| Сохранение допустимого уровня отражения сигнала на протяжении длительного срока | + | — | + | + |
| Устойчивость к механическим нагрузкам | + | +/- | +/- | +/- |
| Возможность многократной установки | — | + | + | — |
| Удобство оконечивания кабеля на кроссе оператора | + | + | + | + |
| Удобство оконечивания кабеля в уличных распределительных ящиках | + | + | — | — |
| Удобство оконечивания кабеля в помещении абонента | + | + | — | — |
| Цена (стоимость коннекторов и оборудования для установки) | — | +/- | +/- | + |
Скалыватель и рефлектометр
Скалыватель – это механическое высокоточное устройство, обеспечивающее перпендикулярный срез оптоволокна. От качества скола зависит качество сварки.
При плохом сколе интеллектуальные сварочные аппараты просто не варя оптоволокнот. Среди скалывателей японские тоже лучшие.
Некоторые специалисты придают ему настолько большое значение, что при дефиците средств, предпочитают приобрести высококлассный японский скалыватель, а в придачу к нему покупают относительно дешевый китайский сварочный аппарат.
Сразу после скалывания оптоволокна необходимо его вставить в сварочный аппарат и начинать сварку, никаких промежуточных действий быть не должно, иначе это приводит к загрязнению и низкому качеству сварки.
Третий прибор, без которого нельзя обойтись это рефлектометр, он измеряет качество линии, от его показаний зависит, нужна переделка сварки оптоволокна или нет.
Совокупность точных приборов для сварки в сочетании с опытностью оператора будет давать надежное соединение с оптимальными характеристиками для передачи сигнала.
Greenlee 915FS-KIT1 – комплект оборудования для полного монтажа оптических кабелей.
Аппарат для сварки, в комплекте Greenlee 915FS-KIT1, оборудуется системой выравнивания волокон по активной V канавке. Обеспечивает высокое качество соединения с минимальными потерями в месте соединения. Адаптация к FTTx и PON и возможность установки Splice-On коннекторов. Сварочный аппарат рекомендуется для монтажа ВОЛС в масштабах города, сетей промышленных предприятий, операторов и интернет провайдеров.

Особенности и преимущества комплекта Greenlee 915FS-KIT1
- 3 года гарантийного обслуживания;
- оптитческая юстировка по активной V- канавке;
- низкие потери на сварном стыке: 0, 02дБ;
- автоматическая и ручная калибровка дуги;
- возможность установки Splice-On коннекторов SC, LC, FC, ST;
- защита от воды и пыли: IP52.
С работй аппарата можно познакомится посмотрев видио ниже
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.

Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Процедура сваривания ВОЛС
ВОЛС — волоконно-оптические линии связи. Их сваривание осуществляется поэтапно:
- Оптоволоконный кабель разделяется: снимается изоляционное покрытие, отделяются отдельные модули, состоящие из определенного количества оптического волокна. Их сваривание производится отдельно.
- Волокна зачищаются (с них удаляется влагозащитное покрытие).
- На оптоволокно надевается КДЗС — специальная насадка из термоусадочных трубок и усилительных стержней.
- С волоконных окончаний убирается защитный слой (гель, лак), производится обработка спиртом.
- Затем волокна фиксируют прецизионными скалывателями (скол должен сформироваться перпендикулярно оси волокна).
- Свариваемые волокна помещаются в V-образные канавки (зажим).
- Их совмещают под микроскопом. В современных моделях эта процедура выполняется автоматически.
- Волокна разогреваются электрической сварочной дугой до необходимой температуры.
- Посредством механической деформации сварка оптоволоконного кабеля проверяется на прочность, оценивается процесс затухания, осуществляемый стыками.
- Оператор сварочного оборудования устанавливает защитный комплект на участок сваривания изделия, который далее помещается в специальную тепловую камеру для температурной усадки.
Ремонт оптической линии
Ремонт ВОЛС состоит из следующих действий:
- поиск места обрыва оптической линии;
- организация доступа ремонтника к поврежденным оптическим волокнам;
- ремонт оптического кабеля;
- повторная проверка кабельной трассы.
Как было указано ранее, место обрыва ищут с помощью рефлектометра. Потеря сигнала может произойти как в одном из кроссов или муфт, так и в середине целого участка кабеля (к примеру, проведение подземных работ в месте прокладки кабеля).
соединительная муфта для ВОЛС
В первом случае ломается место некачественного шва и делается новая сварка оптики. Во втором случае все куда сложнее, ремонт оптоволокна невозможен. Если технический запас и особенность расположения кабеля позволяет, то в месте разрыва устанавливается дополнительная муфта. В противном случае весь участок кабеля меняется, сварные работы проводятся на обоих концах нового кабеля. Ремонт ВОЛС – процесс весьма затратный, поэтому лучше заранее качественно провести монтажные работы.
Разварка волокон в оптической муфте и кроссе
Все сварочные работы можно разделить на два основных вида: создание сварных соединений в кроссе и создание сварных соединений в муфте. Вся работа со сварочным аппаратом в обоих случаях практически идентична и совпадает с разобранными выше рекомендациями. Однако есть свои нюансы.
При монтаже кроссов обычно (но не всегда) все вводимые кабели целиком свариваются с пигтейлами (pig-tail – «поросячий хвост», оптический шнур с установленным на одном конце коннектором), установленными в оптических портах. Таким образом, каждое волокно идёт на свой порт. Назначение оптического кросса — дать возможность коммутации и подключения к активному оборудованию.
В муфтах сваривают волокна двух или более кабелей между собой. Схемы разварки муфт могут быть совершенно разными: от самых простых соединительных, когда между собой поволоконно соединяются два магистральных кабеля до сложных разветвительных муфт, установленных в колодцах городской канализации в центре города — а там в муфте могут соединяться и 6, и 8, и 10 кабелей! Муфты служат для размещения неразъёмных соединений.
Одним из очень полезных онлайн-инструментов на нашем сайте является конфигуратор, с помощью которого можно генерировать схемы разварок ОВ в муфте (максимум 4 кабеля): достаточно указать марки всех кабелей, которые соединяем в муфте, указать, какое ОВ с каким надо соединить, и получим удобную красивую схему с учётом цветовой кодировки ОВ в формате PDF.
Перейти в конфигуратор разварки
Ознакомиться с процессом монтажа оптических муфт подробней можно в отдельной статье.
Напоследок дадим небольшую универсальную рекомендацию, которую получают от слушатели наших курсов — соблюдайте культуру монтажа! Неизвестно, придётся ли ещё раз вскрывать смонтированные вами кросс или муфту. Качественных вам сварок!
Илья Смирнов, технический эксперт, преподаватель ВОЛС.Эксперт
Оптоволоконный кабель: виды и состав
Прежде чем разбирать инструкцию по сварке кабеля, рассмотрим, что такое оптический кабель. ВОЛС – это волоконно-оптические линии связи, которые разделяют по категориям.
- Конструкционные особенности: могут состоять из оболочки с трубными модулями или многослойного соединения и двухуровневой защиты.
- Место применения: наружное или внутреннее. Учитывая высокую стоимость оптического кабеля, внутренняя прокладка оптоволоконной линии связи применяется крайне редко, только в случаях необходимости высокоскоростной, целостной и точной передачи данных.
- Условия прокладки кабеля: подвесные, грунтовые, канализационные, под водой, подвешиваемые на столбы электропередачи. Наиболее часто в обиходе встречаются подвесные, грунтовые и канализационные кабели. Реже применяют патч-корды, с тросиками и гофроброней.

Устройство и место оптического коннектора
Неотъемлемым компонентом любой оптической сети, впрочем, как и медной, являются разъёмные соединители. В сетях, построенных на базе оптического волокна, они называются коннекторными соединениями и состоят из двух основных компонентов: двух оптических коннекторов и розетки (адаптера) для их соединения.

Рисунок 1 – Структура разъемного оптического соединения
Оптическая розетка (адаптер) – это приспособление со сквозным продольным отверстием и крепежными элементами для коннекторов определенного типа с обеих сторон. Назначением оптической розетки является точное сведение ферул двух коннекторов и фиксация их в таком положении для обеспечения передачи данных.
В зависимости от диаметра ферулы соединяемых коннекторов, диаметр сквозного отверстия может быть 2,5 мм (например, для FC, SC, ST коннекторов) или 1,25 мм (например, для LC и E2000 коннекторов).
Оптические адаптеры устанавливаются в оптическом кроссе, распределительных ящиках и т.д. В виде оптических адаптеров выполнены также выходы SFP модулей приемо-передающей аппаратуры, а также выходы контрольно-измерительных приборов.
Оптический коннектор – это часть оптического разъема, представляющая собой кабельное окончание.

Рисунок 2 – размещение адаптеров (розеток) и коннекторов в оптическом кроссе)

Рисунок 4 – схема подключения оптического кабеля к приемо-передающей аппаратуре
Как видно из рисунка 4, к оптическому кроссу можно отнести кабельное окончание и оптические розетки, установленные на оптической патч панели, а также коммутационные патч-корды.
Качество оптического кросса напрямую зависит от характеристик прохождения оптического сигнала через разъемный соединитель, а именно от потерь и отражения сигнала в нем. Поэтому высокое качество применяемых в кроссе или распределительном ящике конструктивных элементов, качественное монтажное оборудование и профессионализм монтажника гарантируют отличные характеристики сети, высокую и стабильную скорость доступа и как следствие – удовлетворенность абонентов.
И если с розетками и патч-кордами все понятно – достаточно просто купить этот элемент уже проверенного качества, то с оптическими коннекторами не все так однозначно. Ведь существует несколько способов оконечивания оптического кабеля. Каждый из этих способов имеет свои преимущества и недостатки. Рассмотрим их более детально.
ТОП 5 лучших моделей сварки для оптоволокна

Опишем наиболее привлекательные аппараты для сварки оптоволоконного материала с точки зрения функциональных возможностей, качества сварных швов и стоимости:
- Аппарат для сварки оптоволокна Fujikura 80S полностью автоматический. Он имеет встроенную видео инструкцию и русифицированное меню, что значительным образом упрощает процесс осваивания его возможностей. Агрегат способен выравнивать оптические волокна по сердцевине, имеет автоподстройку мощности дуги, надежно изолирован от воздействия влаги, пыли, а также механического повреждения. Отличается максимально высокой скоростью сварки, поддерживает все типы сетей. Приблизительная стоимость – 425 тыс. руб.
- Jilong KL-280G являет собой экономичный аппарат, который отличается быстрой сваркой – 9 секунд. Выбор оптимальной программы сварки осуществляется автоматически, после чего аппарат самостоятельно контролирует качество созданного стыка. Имеет жидкокристаллический дисплей с диагональю 5,5”, способен определить и отобразить угол скола волокна, а также его сердцевину. Стоимость – 355 тыс. руб.
- Автоматический агрегат FurukawaS177A зарекомендовал себя в качестве одного из наиболее компактных и легких устройств, способных выравнивать оптоволокно посередине. Сварочный аппарат оснащен ярким жидкокристаллическим дисплеем, встроенной батареей питания, осуществляет сварку всех типов оптоволоконных кабелей с высокой точностью. Цена 690 – тыс. руб.
- Inno Instrument IFS-15S отличается особой компактностью, выравнивает оптические волокна по середине. Агрегат оснащен универсальными сменными держателями и дисплеем с диагональю 4,3”. Стоимость – 400 тыс. руб.
- DVP 730 функционирует со всеми типами сетей, аппарат оснащен русским интерфейсом, способен работать от встроенных источников питания длительное время. Аппарат нужно настраивать вручную, а калибровка и проверка торцов проводится в автоматическом режиме. Цена – 150 тыс. руб.
Разделка и очистка кабеля
Для снятия внешней оболочки применяется нож-стриппер. У него вращающиеся лезвия, с помощью которых можно срезать наружный слой. Если кабель самонесущий, то трос удаляется тросокусами.
Внутреннюю оболочку следует снимать специально на нее настроенным ножом-стриппером.
С модулей удаляются нитки, плёнка, гидрофоб и другие элементы. Для удаления гидрофоба применяется растворитель D-Gel. Работать нужно в перчатках, гель плохо удаляется с рук. Затем модули протираются одноразовыми безворсовыми салфетками с растворителем, потом спиртом.
На нужном расстоянии модули надрезают стриппером и снимают, оставляя волокна голыми. На этом этапе часто происходит поломка оптоволокна
Сварщику нужно работать предельно осторожно
Длина оптоволокна без оболочек обычно составляет 1,5-2 м, этого требуют инструкции по монтажу муфт, при сварке и укладке работы облегчаются.
Обращение с волокнами должно быть бережным. Любое повреждение на любом этапе работ приводит к тому, что все приходится делать сначала. Перед сваркой оптоволокна протирают 3-4 сухими салфетками, затем новую салфетку смачивают в спирте и протирают начисто.
На кабель для последующей герметизации ввода в муфту надевают термоусадочную трубку. Когда кабель будет заварен и уложен в муфту, при помощи горелки трубка усаживается.
Кабель завели в муфту, закрепили, можно приступать к замеру необходимой длины оптоволокна и его зачистке. Затем на него надевают термоусадочную трубку КДЗС, которая в дальнейшем будет защищать место сварки.
Голый очищенный конец оптоволокна вставляют в скалыватель. Устройство отрезает волокно так, что торец должен находиться под углом 90 ° к центральной оси. Допустимая погрешность не более 1,5 °.
Скалыватель оптоволокна
Очень важный инструмент – это скалыватель. Рабочий орган аппарата – алмазный диск, который срезает волокно под углом 90°. Подготовленное волокно укладывается в скалыватель таким образом, чтобы от края изоляции до уровня среза до было, примерно 16 мм. Контроль по специальной мерительной шкале на корпусе. Затем провод фиксируется зажимом. Сама операция производится простым нажатием на кнопку. Такую же операцию необходимо проделать с другими проводниками.
Внимание! Перед операцией скола нужно надеть термоизоляционные трубку КДЗС для последующей фиксации и изоляции стыка проводника.
Разделка кабеля
Оборудование для сварки ВОЛС
Оптоволоконный кабель разделывают с использованием следующих инструментов:
Оборудование для сварки ВОЛС
- стриппер;
- тросокус;
- отвертки;
- бокорезы;
- пузырек спирта;
- безворсовые салфетки;
- изолента;
- цифры-маркеры на самоклеящейся основе и прочие.
Если оптоволоконный кабель хранился на складе в сырости, то необходимо отрезать и выбросить примерно метр кабеля. При наличии троса его необходимо перекусить тросокусом.
Внешняя оболочка кабеля снимается с помощью стриппера. Такой нож имеет вращающееся во все стороны лезвие, которое может регулироваться согласно толщине кабеля. Стриппером делается надрез по кругу на оболочке, затем – два продольных надреза вдоль кабеля, чтобы внешнее покрытие распалось на две части.

Если следующим слоем идет кевларовое покрытие, то его перекусывают тросокусом. Металлическая гофра снимается с помощью усиленного ножа. Последняя тонкая оболочка снимается стриппером.
Открывшиеся модули обрабатываются салфетками с использованием спирта. Чтобы снять гидрофоб, используют растворитель. Сам модуль надкусывают и снимают при помощи специального стриппера. Остается только убедиться, что все оптические волокна не поломались.
Подготовка инструментов

Для разделки оптоволоконных кабелей требуется специальный инструмент. Он продается в виде готового набора, куда входят стрипперы, тросокусы, макетный нож, растворитель гидрофоба «D-Gel», безворсовые салфетки и другой обычный инструмент.
При разделке кабелей все делается по инструкции к муфте, где будет находиться место соединения кабелей.
Если волоконно-оптический кабель находился в сырости, его конец длиной около 1 метра нужно отрезать, поскольку он, скорее всего, набрал влаги, которая отрицательно действует на оптоволокно.
Классификация оптического кабеля
Оптические кабели можно классифицировать:
По структуре:
- стандартные кабели, имеющие оболочку с модульными трубочками;
- современные многослойные кабели, которые наделены двухуровневой защитой и прочими достоинствами.
По области применения:
- для наружного использования;
- для внутренней прокладки (этот вариант используется нечасто исключительно в дата-центрах).
По условиям эксплуатации:
- подвесные;
- грунтовые;
- для кабельных канализационных систем;
- подводные;
- для ЛЭП.
Наиболее востребованными являются подвесные, грунтовые кабели, тонкие, спаренные патч-корды. Немного реже используются кабели с гофрированной броней и тросиками. Остальные виды оптоволоконных кабелей встречаются редко.
Применяемые инструменты
Как и для пайки оптоволокна, чтобы разделать кабель, необходимо иметь специальный комплект инструментов.
Стандартный набор инструментов монтажника-спайщика включает в себя:
- комплект стрипперов;
- комплект отверток;
- плоскогубцы;
- тросокусы;
- набор ножей;
- прочие дополнительные инструменты для различных рабочих ситуаций.
Сегодня существует множество наборов инструментов от разных производителей, с разной комплектацией. Они могут быть полностью укомплектованы необходимым инструментом или содержать только основные. Многие производители не уделяют особого внимания прочности кейсов для хранения инструмента, а только его внешнему виду. Их изготавливают из ДВП, покрывают текстурированной фольгой. Соответственно, такие кейсы в тяжелых условиях эксплуатации долго не выдерживают, требуют периодического ремонта.
И также плохого качества могут быть и некоторые инструменты из набора, а некоторые, вообще, могут не понадобиться в работе. Дорогостоящие фирменные расходники высокого качества могут быть заменены на более дешевые изделия.
Немного теории
Начнем с азов, чтобы понять, с чем нам придется встретиться, ведь технология оптической связи отличается от обычных и привычных для нас проводов, как по принципу действия, так и по способам монтажа. Конечно, этот раздел можно опустить и приступить сразу к решению практических задач но, все же зная теорию легче решить многие проблемы, возникающие на практике. Постараемся не утруждать вас сложными терминами, а объяснить все просто и популярно.
Как действует передача данных через оптоволокно

Передача сигнала через обычные провода с помощью электрического тока упирается в два препятствия, которые ограничивают предел скорости.
- Сигнал с высокой частотой быстро затухает на большом расстоянии.
- У токов высокой частоты большие потери энергии через излучение в окружающую среду.
- Рядом находящиеся провода и оборудование наводят помехи на сигнал.
С этими негативными факторами борются, применяя промежуточные усилители, экраны, свивая провода. Но всему есть предел. На сегодня повышение скорости передачи информации, в основном, решается с помощью разделения ее на параллельные потоки. Например, USB 3.0 отличается от более раннего USB 2.0 тем, что для передачи данных используются не одна, а несколько пар проводов.
Кардинально решить вопрос смогли только с помощью оптоволоконных кабелей. В них сигнал передается с помощью света, точнее лазерного излучения, которое слабо затухает на больших расстояниях. Для связи используются стеклянные волокна, в которых благодаря специально подобранным свойствам сердечника и внешнего слоя проявляется эффект полного отражения светового пучка.
Также благодаря небольшому диаметру они гибкие (с тонкими гибкими стеклянными волокнами мы встречаемся и в таких привычных материалах как стекловата и стеклоткань).
Работает система чрезвычайно просто — с одной стороны кабеля модулируют излучение лазера, кодируя в нем информацию, которую расшифровывает фотоприемник на другом конце. По одному оптоволокну можно передавать множество потоков, параллельно используя лазеры с разным спектром.
Скорость передачи по оптоволокну на порядки превышает возможности металлических проводников и достигает нескольких терра бит в секунду.
Имеет оптоволокно и другие преимущества:
- Абсолютную защиту от внешних помех, навести посторонний сигнал на такой кабель невозможно.
- Благодаря отсутствию металлических проводников такие линии не могут быть повреждены пробоем изоляции от высокого напряжения, поэтому они еще и безопасны для пользователей.
- Современный оптоволоконный кабель имеет небольшой диаметр и занимает много места в лотках и канализации.
- Считать информацию не повреждая кабель, и не нарушая его работоспособности известными методами (например, фиксируя электромагнитное излучение) невозможно.
Еще одно достоинство оптоволокна — оно не представляет интереса для злоумышленников, так как не содержит цветных металлов.
Но есть и некоторые минусы:
- такие кабеля нельзя соединить обычной пайкой или скруткой, требуется сваривать стекло или применять специальные соединительные элементы;
- стекловолоконные кабели нельзя изгибать по малому радиусу;
- оборудование для приема и передачи сложное, хотя при отработанном и массовом производстве, как и для любой электроники, цена него постоянно снижается.
Как работает технология PON
На первый взгляд для построения абонентской сети можно сделать двумя способами:
- Провести от базовой станции кабеля к каждому пользователю. Так действует стандартная городская сеть — от АТС пары проводов идут к каждому телефону.
- Провести несколько магистральных линий с большой пропускной способностью, на которые подключаются активные коммутаторы — свитчи, которые распределяют доступ между абонентами. Так строились первые сети с использованием витых пар (LAN) а позже и оптоволокна в качестве магистральных линий. Например, к дому шла оптоволоконная линия, доступ к которой по квартирам распределяли уже с помощью витых пар подключенных через свитчи. Такие сети назывались FTTB (Fiber To Building) — волокно до здания.
Технология PON работает по несколько иному принципу:
- Активное оборудование монтируется только у провайдера и клиента.
- На одно волокно может быть подключено до 128 приемников. Сеть строится по принципу дерева, где от линии идут ветви отростки, а от них ветви второго порядка и так далее.
- Все абонентские устройства, подключенные к одному волокну, получают доступ к сети с разделением по времени. То есть сразу передается пакет информации одному клиенту, затем второму и так по очереди. Из-за большой пропускной способности линии это ни в коей мере не снижает скорости передачи данных. Также осуществляется связь и в обратном направлении, но используется другая длина волны излучения лазера.
Такой подход стал возможен благодаря тому, что используются специальные устройства — сплитеры. Они разделяют поток одного волокна на несколько волокон. Потери излучения, конечно, при этом велики, но их компенсируют использованием мощных лазеров, на сегодня цена на них не столь уж и большая.
Достоинства сплитеров в том, что они сравнительно несложны, не требуют подключения к электросетям (это пассивный элемент отсюда и название технологии) и обслуживания.
Эти особенности технологии PON позволяют развивать сети в любых условиях. Если для более старых методов раздачи интернета в отличие от города, где разместить обычные свитчи и сервера можно без проблем на любом чердаке или подвале и нет проблем с подключением электропитания, в сельской местности возникали большие затруднения, для PON таких проблем нет.
Сплитер можно повесить на любой стене или опоре линии электропередач и даже разместить в колодце, устройства не боятся влаги.
Сеть PON
Чтобы было более понятно, как работает технология PON, приведем схему, как организована такая сеть.

Немного поясним схему:
- У поставщика интернета или на АТС находится OLT (на английском — Optical Linear Terminal – Оптический Линейный Терминал) с которого идет раздача. К нему подключены кабельные линии. Это довольно компактное устройство на фото ниже показана стойка, которая может обслужить несколько тысяч абонентов.

- От каждого OLT отходят несколько кабелей, на схеме показан только один, на четыре жилы. Их разводят по всему обслуживаемому участку в кабельной канализации, по опорам или другим способом.
Благодаря высокой мощности лазеров протяженность кабелей может достигать до 60 километров, хотя обычно производители гарантируют качественный сигнал на расстоянии до 20 км, но и этого вполне достаточно для среднего города.
- На каждую жилу вешают сплитер (на схеме это коробки с надписью Spliter), от них идут ответвления либо на другие разветвители, либо сразу к клиентам. На схеме показано разветвление на два кабеля вверху и на четыре внизу, но сигнал может ветвиться и на большее количество кабелей, хотя многовыходные устройства обычно применяются редко.


- После первого сплитера может быть установлено еще несколько.
- В конце линии у абонента ставится ONU (на английском языке Optical Network Unit – Оптическая Сетевая Единица) его могут еще именовать ONT (на английском Optical Network Terminal – Оптический Сетевой Терминал) к которому можно подключить LAN кабеля. Иногда устройство называют оптическим модемом.

- Кроме LAN соединений у ONU почти всегда есть розетки для телефона, так как почти всегда подключение по PON предусматривает пакет услуг: интернет, телефон, телевидение.
Как видно из схемы, сеть легко можно развивать без больших затрат. Например, в верхней части вместо первого по счету ONU установить еще один сплитер, к которому можно подключить уже два абонента. Еще можно заменить двухканальные разветвители на четырехканальные, такие как в нижней части схемы.
Способы соединения оптического волокна
Оптоволоконная индустрия не стоит на месте: сварка оптического волокна постоянно совершенствуется, меняются методы ее реализации и применяемые расходные материалы.
Выбор оптимальной технологии соединения оптоволокна для каждого конкретного случая важен с точки зрения снижения финансовых расходов и роста показателей производительности.
Малоопытные сварщики не всегда точно знают, что нужно взять во внимание при работе с данным материалом
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
- оптимальная скорость проведения операций;
- временной период, необходимый на подготовку оптоволокна к свариванию;
- количество времени для сварки кабелей;
- стоимость работ;
- опыт специалистов.
При прокладке оптоволоконного полотна постоянно возникает необходимость сварки оптического кабеля в единую линию.

Сегодня наиболее распространены следующие способы выполнения этой операции:
- с помощью механических соединителей;
- непосредственно на оптическом кроссе;
- сваривание оптических волокон при помощи специального оборудования.
Первый способ используется крайне редко, потому что гель в механических соединителях со временем высыхает, что ухудшает параметры стыков кабелей. Второй отличается быстротой и простотой выполнения, но самые лучшие соединения оптоволоконных кабелей создаются путем сварки.
Такая технология характеризуется наилучшими показателями по качеству, долговечности, надежности созданных соединений.
Для начала потребуется выполнить разделку оптического кабеля из 6-8 волокон, соединенных в модуле и покрытых изоляционным материалом. Изоляцию удаляют, а волокна очищают с помощью специальных средств на основе спирта.
После этого волокна укладывают в сварочный аппарат для последующего сваривания в автоматическом режиме
Важно при этом контролировать прочность швов, образующихся на местах соединения оптических волокон. Сваренные элементы потребуется поместить в кассету оптической муфты или кросса
На заметку! Простота данной технологии позволяет выполнить ее даже малоопытному сварщику, который своими глазами наблюдал за выполнением этого процесса руками специалиста. Но главное иметь специальный сварной аппарат: обычные модели не справятся с данной задачей.
Как варить оптоволокно: этапы работ
Перед началом работ по сварке рекомендуется провести некоторую подготовку. Из обязательных требований, которые нужно соблюдать при этих работах мы выделили следующие:
- Подготовка помещения. Под этим следует понимать выполнение требование к температурному режиму (от –10°С до +50°С), отсутствие ветра и дождя. Если работы проводятся на открытом воздухе, то необходимо использовать палатку кабельщика либо проводить работы в специально оборудованном автомобиле с пассажирским кузовом (ЛИОК). В случае низких температур рекомендуется использовать обогреватель. Важно не пренебрегать ни одним из возможных внешних воздействий, ибо в случае сильного ветра будет невозможной работа с ОВ, при попадании воды на сварочный аппарат возможен выход его из строя, а при низких температурах аккумулятор аппарата будет разряжаться почти моментально, а ОВ станет экстремально хрупким.
- Подготовка рабочего места. Настоятельно рекомендуется разложить все необходимые инструменты и расходные материалы так, чтобы до них можно было дотянуться рукой. Лучше всего, работать в положении сидя, а сама сварка будет вестись на столе.
- Использование спецодежды, перчаток — обязательно! Гидрофобный гель, содержащийся в большинстве кабелей, служит источником сильного загрязнения одежды и отстирать его до конца невозможно. Также на одежду могут попадать обломки ОВ, а присутствие их на повседневной одежде недопустимо.
- Подготовка ёмкостей или мешков для утилизации отходов разделки кабеля и ОВ.
- Над рабочим местом нужно обеспечить хорошее освещение. Прозрачное, очищенное волокно можно разглядеть только в отражённом свете, а это необходимо и для укладки ОВ, и для собирания обломков.
После того, как всё готово для проведения работ, можно приступать. Рассмотрим весь рабочий процесс в виде нескольких этапов и подробно поясним некоторые важные моменты.
Процесс пайки оптоволокна
- Разделка оптического кабеля. Обычно включает в себя снятие внешней оболочки кабеля, удаление промежуточных оболочек, бронепокровов, упрочняющих нитей, гидрофобного геля и т. д. Подробно все аспекты этого этапа описаны в соответствующей статье.
- Закрепление кабеля в оптическом кроссе или муфте.
- Снятие оболочек оптических модулей. Закрепление модулей на вводе сплайс-кассеты.
- Смывка гидрофобного геля с волокон. Для этих целей используется так называемый d-gel, специальная жидкость, эффективный растворитель. Необходимо смочить в ней ветошь и протирать волокна до полного удаления гидрофобного геля. Эту жидкость в обиходе называют «апельсинкой» за характерный цитрусовый запах.
- На волокна одного из соединяемых кабелей надевают КДЗС. КДЗС (или гильзы) состоят из двух прозрачных трубочек, внешней из термоусаживаемого полимера, внутренней из термоплавкого клея и армирующего металлического стержня между ними.
- С помощью стриппера с оптического волокна удаляется защитное акриловое покрытие. Длина зачищенного участка должна быть примерно 3–4 см при использовании скалывателя с контейнером для сбора осколков (CT-50). В случае, если контейнера нет, длина должна быть 5–10 см. Зачищенный участок ОВ протирается безворсовой салфеткой, смоченной в изопропиловом спирте. Это делается для удаления остатков лака и возможных следов пыли.
- Зачищенное ОВ помещается в прецизионный скалыватель для получения скола. Основная задача скалывателя — получение ровной, максимально плоской поверхности торца ОВ, перпендикулярной к оси ОВ. При отклонении поверхности торца от перпендикуляра качество сварки может ухудшаться, поэтому сварочный аппарат контролирует величину углового отклонения и предупреждает, если превышена максимально допустимая величина (1,5°). На рис.11 показан порядок работы со скалывателем CT-50:
а)
б)
в)
Рис. 11. а) укладка подготовленного ОВ в канавку, край защитного покрытия должен стоять на отметке, соответствующей длине очищенного конца ОВ, которую хотим получить (достаточно 12–15 мм); б) закрытие крышки, в этот момент производится скол; в) после открытия крышки можем извлечь сколотое ОВ.
- Укладка сколотых ОВ в V-образные канавки и фиксация их прижимами. Важно! После того, как ОВ извлекается из скалывателя, концом ОВ нельзя прикасаться ни к каким поверхностям — это неизбежно приведет к налипанию микроскопических частиц пыли на конце ОВ, а это, в свою очередь, приведет к дефектам сварного шва! Торцы свариваемых ОВ должны оказаться примерно на расстоянии 1 мм от линии электродов, как это показано на рис.12:
Рис. 12. Волокна уложены в канавки, зафиксированы магнитными прижимами и готовы к сварке.
- После закрытия ветрозащитной крышки аппарата запускается цикл сварки. Производится юстировка ОВ. Аппарат автоматически определяет тип ОВ, подбирая оптимальный режим дуги. (Если аппарат не справился с задачей распознавания, работая в режиме AUTO, можно выставить в настройках режима тип волокна принудительно — SM, DSF, NZDSF и т. д., но это почти неактуально для современных сварочников, которые практически всегда правильно идентифицируют ОВ.) Аппарат производит несколько предварительных дуговых разрядов, цель которых сжигание частиц пыли и предварительный разогрев торцов. После чего генерируется основная, рабочая дуга и одновременное сближение ОВ. Процесс происходит очень быстро, буквально через секунду уже видим на экране результат — изображение сваренных ОВ. Также на экране можно увидеть оценочное значение потерь на получившемся соединении, которое подсчитывается аппаратом на основании анализа этого изображения. Важно помнить, что эта оценка делается приблизительно и не является результатом измерения! Её цель — дать повод монтажнику усомниться в качестве сварки или наоборот, подтвердить, что всё прошло хорошо. Обычно, хорошими считаются случаи, когда оцененные потери составляют 0,00-0,02 дБ. Если вы увидели значение потерь 0,03 — рекомендуется переварить.
- Аппарат проводит проверку механической прочности сварного соединения, растягивая сваренные ОВ с определенным усилием. Если стык не разрушается, аппарат признает сварку успешной и издает звуковой сигнал. Можно открыть ветрозащитную крышку (рис.13):
Рис.13. Открытая крышка сварочного аппарата после завершения сварки и успешного теста на разрыв.
- Сваренное ОВ извлекается из зажимов, на место стыка надвигается КДЗС. Важно! Гильза КДЗС должна располагаться так, чтобы место сварки оказалось ровно посередине. В таком положении ОВ с надвинутой гильзой переносятся оператором в нагревательную камеру. При закрытии крышки этой камеры автоматически начинается нагрев. При нагревании клеевая трубочка расплавляется, а внешняя сжимается и вынуждает клеевой расплав равномерно заполнять всё пространство вокруг места сварки.
- После охлаждения усаженной гильзы место стыка оказывается надёжно защищено застывшим клеем гильзы, усиленным армирующим стержнем. Важно! Необходимо дать остыть и полностью затвердеть клеевому расплаву, только после этого гильзу можно укладывать в сплайс-кассету. Если попытаться зафиксировать в ложементе сплайс-кассеты ещё горячую, неостывшую гильзу, она деформируется и передавит сварной стык, когда застынет. Это неизбежно приведет к потерям.





В качестве наглядного примера сварочных работ можно посмотреть видеоролик, в котором наши эксперты проводят сварку 216 волокон:
Сложности при сварке оптоволокна
Оптоволоконная сеть, по мнению современных специалистов, – это лучшая среда для осуществления скоростной передачи разного рода информации. Материал, примененный для создания такой среды, отличается небольшим весом, низкой восприимчивостью к помехам и излучениям.
Он не способен провоцировать какие-либо преграды на пути информации из одной точки в другую, а благодаря низкой мощности характеризуется абсолютной электробезопасностью.
Так как оптоволоконные материалы обеспечивают созданным путем пайки соединениям высокую функциональность и внушительный КПД, сфера их применения растет с каждым днем.

Сварка оптоволокна осуществляется с помощью особых сварных аппаратов, которые позволяют выполнить весь комплекс актуальных операций: от соединения и до защиты спаянного места.
Обычный сварочный аппарат для таких операций не подойдет, поскольку он не сможет обеспечить мастеру минимальное затухание на месте сварки.
Нужное для работы с оптоволокном оборудование функционирует по единому принципу: концы оптических волокон нагреваются до определенной температуры плавления с помощью электродуги, а потом соединяются воедино.
Неопытному сварщику сложно точно подогнать края соединяемых кабелей, поскольку они теряют функциональность при погрешностях во время подгонки.
При работе с оптоволоконными кабелями крайне важно обращать внимание на их расцветку при сварке. Она является дополнением к маркировке и свидетельствует об определенной принадлежности кабеля
Так, для идентификации оптоволокна применяют двенадцать разных цветовых оболочек, позволяющих специалисту оперативно выявить тип и назначение волокна, даже если оно смешано с иными кабелями в большом пучке.
На заметку! Проблематика вопроса заключается в том, что на сегодняшний день не принят единый международный стандарт маркировки оптоволоконных кабелей. Такая ситуация провоцирует неприятные ошибки, которые могут допускать молодые специалисты.
Сварка ВОЛС: типы волокон и особенности их сварки
В зависимости от своей архитектуры, от применяемой технологии передачи данных современные ВОЛС могут быть построены с применением различных типов ОВ. Самые распространённые из них:
- cтандартное одномодовое ОВ (SM, rec.G.652);
- изгибостойкое ОВ (BIF, rec.G.657);
- ОВ с нулевой смещенной дисперсией (DSF, rec.G.653);
- ОВ с ненулевой смещенной дисперсией (NZDSF, rec.G.655);
- многомодовое ОВ (MM, rec.G.651.1).
Все эти типы имеют различные свойства, относящиеся к способности передавать оптический сигнал. Например, задача SM-волокна — обеспечить передачу сигнала с потерями, не превышающими 0.22 дБ/км, а NZDSF-волокна — передача с минимальной дисперсией вблизи длины волны 1550 нм. Но, с точки зрения пригодности этих волокон к сварке, эти свойства нас не интересуют. Определяющей характеристикой является их конструкция, а именно — различная конфигурация профиля показателя преломления (ППП) сердцевины. Не уточняя, какими могут быть эти различия, визуально сравним, как выглядит ППП SM-волокна (рис. 1, слева) и NZDSF-волокна (рис.1, справа).

Рис. 1. диаграмма ППП SMF (слева); диаграмма ППП NZDSF (справа)
Наглядно показано, что структура сердцевин имеет существенное различие. Обусловлено оно разным распределением легирующих добавок. Теперь представим, что надо сварить ОВ двух этих типов друг с другом. Что будет происходить в месте их сплавления, как будет выглядеть структура сердцевины? Думаем, на этот вопрос точно никто ответить не сможет. Но это и не нужно — задача заключается в прочном соединении оптических волокон и минимуме потерь на нём. Современные аппараты без проблем справляются с этой задачей, несмотря на то, что на экране сварочного аппарата такие разнородные соединения смотрятся, мягко говоря, подозрительно.
В качестве примера приведем результаты спайки волокон фирмы Corning® — SMF-28 Ultra и SMF-28 ULL. И хотя обе эти марки соответствуют стандарту G.652, они существенно отличаются по составу легирующих добавок и по форме ППП сердцевины. В первом из них ППП близок к ступенчатой форме, во втором эта форма носит более сложный характер, что обеспечивает рекордно низкие погонные потери ОВ (менее 0,17 дБ/км). На следующих иллюстрациях продемонстрированы три комбинации их сварных соединений между собой.
Рис. 2. Corning® SMF-28 Ultra + Corning® SMF-28 Ultra
Рис. 3. Corning® SMF-28 ULL + Corning® SMF-28 ULL
Рис. 4. Corning® SMF-28 Ultra + Corning® SMF-28 ULL
Можно заметить, что «простое» SMF-28 Ultra сварилось между собой лучше всех, сварной шов незаметен. В случае с SMF-28 ULL шов виден явным образом, а при сварке двух разных типов шов даже подчёркивает различие сердцевин.
Скажем сразу, что это нормально. При последующем измерении потерь на этом стыке с помощью OTDR можем убедиться, что потери во всех случаях находятся в пределах нормы. С результатами этих испытаний можете ознакомиться, посмотрев наше видео с процессом сварки оптоволокна Corning ULL:
Стоит также отметить, что волокно Corning® SMF-28 Ultra соответствует не только стандарту G.652, но и G.657. Это даёт возможность применять это ОВ как в случае необходимости применения первого стандарта, так и при необходимости соответствия второму. Т. е. на тех участках ВОЛС, где проектом предусмотрено соединение двух разных типов ОВ, фактически, соединяем два одинаковых и достигаем минимума потерь. Именно эта марка ОВ используется как основная в кабелях .
Строение кабеля
Суть технологии сварки заключается в соединении торцов оптического волокна и последующего их нагревании до тех пор, пока они не оплавятся и не соединятся в единое целое.
Для тех, кто работал со стеклом, это покажется элементарным, но нужно иметь в виду, что волокно, по которому передаются данные, имеет диаметр 9 мкм (в 10 раз тоньше человеческого волоса) и требуется, чтобы затухание сигнала не превышало сотых долей децибел.
Чтобы понять суть процесса сварки, надо разобраться в строении оптического кабеля. Он представляет собой сложную конструкцию, в центре которой находится стеклянная нить диаметром 125 мкм. Это всего лишь оболочка 9 микронной нити из сверхчистого стекла, которая и является носителем информации.
Внешнее стекло имеет иной показатель преломления, чем внутреннее. Благодаря этому свет распространяется только по внутренней нити, отражаясь от стенок.
Для защиты оптоволокна от внешних воздействий его покрывают лаком и помещают в трубки-модули с гидрофобным гелем. Дополнительно к этому модули оплетают защитной пленкой.
В качестве дополнительной защиты от влаги все покрывается полиэтиленовой пленкой. Дальше идет броня из кевларовых нитей или стальной проволоки, которая покрывается толстым слоем полиэтилена.
Процесс соединения
После завершения подготовительных работ начинается сварка:
- спайщик укладывает подготовленное оптоволокно в аппарат для сварки и фиксирует в нем зажимами;
- устройство автоматически начинает сводить волокна до тех пор, пока они не покажутся в секторе обзора камер микроскопов;
- после этого через электроды пропускается кратковременная электрическая дуга, уничтожающая остатки пыли на оптоволокне;
- если состояние волокон нормальное, то прибор с помощью сервомоторов, имеющих возможность перемещать оптоволокно в трех плоскостях, начинает их совмещать;
- подведя торцы волокон почти вплотную, прибор на несколько секунд подает мощную электрическую дугу, которая размягчает стекло;
- аппарат еще ближе подводит разогретые оптоволокна друг к другу, спаивая их таким образом;
- для проверки прочности соединения прибор с заданным усилием пытается развести оптоволокна в разные стороны;
- если тест пройден, то спайщик надевает трубку КДЗС на место сварки и перекладывает ее в печку, где происходит термоусадка гильзы.
Когда таймер сообщает, что процесс закончился, оператор достает оптоволокно и укладывает гильзу КДЗС на охлаждающую полку. Процесс сварки закончился, начинается укладка оптоволокна в муфту.
Сварочные аппараты
Для сварки оптических волокон в России чаще всего используют приборы от японских фирм Fujikura, Sumitomo и китайской Jilong. Японские производители изначально прекрасно проявили себя в этой области, их аппараты лучшие, но китайцы наступают на пятки, выпускают достойные сварочные аппараты по низким ценам.
Чтобы получить качественную сварку оптоволокна требуется сварочный аппарат, способный производить юстировку волокон не только по оболочке, но и по сердцевине.
Они имеет несколько сервомоторов, которые могут перемещать волокно во всех плоскостях. Это позволяет достигнуть наибольшей точности соединения оптоволокон. Большая часть изделий вышеназванных фирм могут произвести качественную юстировку.
Где требования не такие жесткие, как на магистральных линиях связи, можно применять сварочные аппараты с юстировкой по оболочке. Оптоволокно в этих аппаратах подается по V-образным канавкам.
При наличии эксцентриситета центральной жилы или царапины на канавке, качество сварки будет ниже, соответственно затухания будут больше. Японские аппараты универсальные, работают практически со всеми типами волокна.
Устройство и принцип работы сварочного оборудования
Сварка оптических волокон полностью автоматизирована, происходит без участия оператора. В прибор достаточно правильно заправить концы провода. Процесс соединения происходит под высокой температурой, нагрев обеспечивается электрической дугой. Сварочный аппарат для оптоволокна – сложное устройство, в состав которого входят следующие элементы:
- блок питания;
- преобразователь переменного тока в постоянный;
- материнская плата – мини-процессор, регулирующий процесс спайки;
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью;
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва;
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.
Разделка оптоволоконного кабеля
Основная задача при выполнении разделки оптоволоконного кабеля — сохранить длину его компонентов, обозначенную в инструкции муфты. Поэтому в некоторых случаях необходимо оставлять длинные силовые компоненты, предназначенные для закрепления в муфте, а иногда в этом нет необходимости. В некоторых случаях из кевлара нужно сделать «косичку», зажать ее винтом, кевлар лучше не резать. Эти нюансы зависят от конструктивных особенностей муфты каждого кабеля. Итак, этапы выполнения работы:
Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом
Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт
Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.
Следует обратить внимание, что чистота волокон, особенно их окончаний — это залог качественной сварки оптического волокна. При работе с микронами даже малейшие загрязнения недопустимы!. Обязательно необходимо проверять волокна на целостность покрытия из лака, отсутствие сломанных участков
Если есть повреждения лакового покрытия, то такой кабель рекомендуется переделать (но он не должен быть сломан)
Обязательно необходимо проверять волокна на целостность покрытия из лака, отсутствие сломанных участков. Если есть повреждения лакового покрытия, то такой кабель рекомендуется переделать (но он не должен быть сломан).
- В комплект муфты входит специальная термоусадка, которую надевают на уже разделанный кабель (о чем часто забывают новички). Если кабель будет зажиматься резиной с герметиком, тогда термоусадка не нужна. Чтобы обеспечить герметичность соединения кабеля с муфтой, для выполнения его усадки рекомендуется использовать строительный фен, паяльник, горелку. Но наиболее практичной считается горелка небольших размеров, надеваемая на газовый баллончик.
Перед тем как начать сварку оптического кабеля, рекомендуется дополнительно приобрести крупнозернистую наждачную бумагу. Это поможет обеспечить лучшую адгезию с клеевым составом.
Технология монтажа FAST Connector (быстрого коннектора, механического коннектора)
Несмотря на то, что оптические Fast коннекторы разных производителей построены по одному принципу, отличия все же между ними некоторое есть. В основном отличия заключаются в способе фиксации кабеля. Поэтому сама технология установки не значительно отличается в зависимости от производителя конкретного коннектора. Разберем технологию установки на примере Fast коннектора производства компании Tempo Communication (США).
Рисунок 27 – комплект поставки быстрого коннектора Tempo Communication
- Надеть хвостовик коннектора на оптоволокно. Удалить 40 мм оболочки кабеля и защитного буфера. Удалить 3-х миллиметровую оболочку кабеля и 900 мкм буферный слой можно при помощи стриппера буфферного слоя (с тремя пазами).

Рисунок 28 – Монтаж оптического Fast коннектора: удаление верхней оболочки кабеля
- Акриловый лак удаляется с волокна на участке 20 мм от конца волокна, после чего волокно необходимо протереть безворсовой салфеткой, смоченной в изопропиловом спирте (рис. 29).

Рисунок 29 – Удаление буферного слоя с оптического волокна

Рисунок 30 – Удаление буферного слоя с оптоволокна
- Выполнить скол оптического волокна при помощи прецизионного скалывателя. Чем выше качество скола оптоволокна, тем больше срок жизни быстрого коннектора.

Рисунок 31 – Выполнение скола оптического волокна при помощи прецизионного скалывателя Greenlee 920CL

Рисунок 32 – Выполнение скола оптического волокна при помощи прецизионного скалывателя стороннего производителя
Компания Tempo адаптировала свои скалыватели 920CL к работе с Fast коннекторами. Так, в качестве аксессуара к ним поставляется специальный держатель для патчкордного кабеля. В этом случае не требуется отмерять 20 мм перед снятием буферного слоя. Его удаление происходит как изображено на рисунке 30. Далее, этот же держатель устанавливается в скалыватель 920CL для выполнения скола.
При установке волокна в скалывателе (за исключением Greenlee 920CL) следует обеспечить, чтобы 250-ти микронный буфер волокна заканчивался напротив цифры «10» мерной линейки (рис. 7). Таким образом, расстояние от окончания буферного слоя (акрилового лака) до окончания волокна после скола будет 10 мм.
В случае, если Fast коннектор используется для оперативного восстановления работоспособности сети с последующей заменой на Splice On коннектор или пигтейл, то скол можно выполнить и при помощи более дешевого ручного скалывателя. Пока в коннекторе достаточно иммерсионного геля, коннектор будет обеспечивать допустимые характеристики соединения. Вместе с тем стоит учитывать, что качество скола ручным скалывателем значительно хуже, чем прецизионным. Соответственно, если в случае высыхания геля в смонтированном при помощи прецизионного скалывателя коннекторе просто повысятся потери и отражение, то в случае использования ручного скалывателя он перестанет работать вовсе. И выход из строя произойдет намного раньше. Обычно период жизни коннектора в этом случае составляет не более 1 – 1,5 месяцев. Такого срока вполне достаточно, чтобы найти время и возможность заменить механическое соединение более надежным – сварным.
- Сколотое оптическое волокно вставляется в коннектор до упора, пока часть волокна, находящаяся в хвостовике коннектора, не начнет изгибаться. Это значит, что торец волокна оконечиваемого кабеля соприкасается с вклеенным в коннектор на заводе волокном.

Рисунок 33 – Вставка оптического волокна в Fast коннектор
- Для фиксации волокна в таком положении необходимо снять монтажный зажим, как изображено на рисунке 34.

Рисунок 34 – Фиксация волокна в коннекторе
После этого необходимо слегка прижать корпус разъема к волокну, чтобы волокно в месте изгиба (рис 33) выровнялось.
- Фиксация самого кабеля в разъеме осуществляется при помощи хвостовика коннектора. Закрутите хвостовик таким образом, чтобы он зажал кевларовые нити. Остаток нитей необходимо обрезать при помощи ножниц.

Рисунок 35 – Фиксация кабеля в коннекторе и окончательная сборка коннектора
Вывод: как видите, установка быстрого коннектора очень проста, требует минимум инструментов и может быть выполнена в очень короткие сроки. Вместе с тем, недолговечность такого соединения накладывает некоторые ограничения на применение этой технологии. Поэтому наиболее предпочтительным применением Fast коннекторов является оперативное устранение поломок, когда нет «под рукой» сварочного аппарата.
Самым простым комплектом инструментов для установки такого коннектора может быть: стриппер буфферного слоя, ручной скалыватель, ножницы или нож, спиртовые салфетки.
Проверка качества сварного шва
В процессе сварки необходимо обратить внимание на форму дуги сварного шва. Идеальная сварка практически не заметна невооруженным глазом
Если дуга кривая, то рекомендуется сколоть сварной шов и повторить работу заново.
Если сварочный аппарат выдает существенное затухание сигнала в месте шва (более 0,1 Дб), то волокна лучше переварить. Но даже если потеря сигнала несущественная, в сумме несколько сварок все же могут дать потерю сигнала на другом конце кабеля.
Рефлектометр
Проверка затухания всей оптической трассы, состоящей из нескольких муфт и кроссов, проводится при помощи рефлектометра. Это измерительный прибор, который посылает по оптической трассе импульс и анализирует его рассеивание и отражение. С его помощью можно посмотреть общую длину трассы и затухание сигнала на отдельном его участке. Так есть возможность узнать, где именно оптоволоконный кабель дает обрыв сигнала либо его существенное затухание. Прибор сохраняет измерения в электронном файле, что позволяет проводить анализ рассеивания спустя некоторое время после проведения проверки.
Монтаж кабельных окончаний при помощи сварных (Splice On) оптических разъемов

Splice On коннекторы (SOC) – это оптические коннекторы, которые устанавливаются при помощи сварочного аппарата непосредственно на приходящее с кабеля волокно таким образом, что КДЗС размещается в хвостовике самого коннектора.
КДЗС (комплект для защиты сварного соединения) – представляет собой изделие, состоящие из двух трубок (одна внутри другой) и металлического или керамического элемента жесткости, размещенного между ними. Верхняя трубка усаживается (уменьшается в диаметре) под влиянием температуры, не допуская попадания пыли и влаги к месту сварки волокна). Элемент жесткости – предохраняет место сварки от изгибов. Во внутреннюю же трубку – помещается непосредственно волокно таким образом, чтобы место сварки было посредине трубки. Наиболее распространенными являются КДЗС длиной 40 и 60 мм. Однако с развитием технологии Splice On набирают популярности и микро КДЗС длиной менее 20 мм.
Применяются Splice On коннекторы при организации всех оптических кроссов и распределительных панелей, где нужны надежные, долговечные и высококачественные оптические соединения.

Рисунок 9 – Конструкция Splice On коннектора
Такая конструкция не требует применения сплайс кассеты (в которой обычно размещается КДЗС) и экономит время монтажа, сохраняя при этом высокие оптические и механические характеристики коннектора.
Splice On коннектор с уверенностью можно назвать заводским полуфабрикатом. Ведь на заводе его полностью подготавливают к установке, которая для монтажника ВОЛС заключается в выполнении сварного соединения (процесс практически не отличается от сварки двух волокон между собой) и сборки корпуса (не сложнее простенького LEGO конструктора для детей дошкольного возраста).

Рисунок 10 – составные части Splice On коннектора Ilsintech
На заводе внутрь ферулы коннектора вклеивают оптическое волокно, которое выступает за пределы коннектора на 2-3 сантиметра. С торцевой стороны волокно скалывается и полируется.
Впрочем, данная технология ничем не отличается от установки клеевых коннекторов на кабель. Однако качество заводской полировки не идет ни в какое сравнение с ручной. В этом не трудно убедиться, проведя инспекцию торца коннектора при помощи оптического микроскопа.
Можно взять для сравнения Splice On коннектор Ilsintech и обычный оптический патчкорд за 200 рублей (хотя при его изготовлении применяется не ручная полировка). Но даже в этом случае разница будет ощутима. Обратите внимание на качество полировки ферулы (рис. 10). Из него видно, что на рисунке 11б наблюдается «зернистость» торца ферулы, что говорит о невысоком качестве полировки.

Рисунок 11 – Качество полировки ферулы оптического коннектора
В результате, получается что-то вроде пиглейла, только с хвостом 2-3 сантиметра (рис. 4)., а не 1,5 м, как у обычных пигтейлов.

Рисунок 12 — Splice On коннектор SC в упаковке от производителя
Большинство производителей сварочных аппаратов для ВОЛС предлагают в качестве аксессуара или в базовом комплекте сварочника специальные держатели, в которые вместо одного из волокон, помещается коннектор. Для подготовки сварочного аппарата к монтажу коннектора, достаточно снять один из держателей волокна, обычно закреплен одним винтиком, и вместо него установить держатель коннектора. В остальном, как уже говорились выше, процесс мало чем отличается от сварки двух волокон между собой. Технология монтажа SC коннектора состоит в следующем:
- На кабель надевается хвостовик коннектора. Хвостовики коннекторов отличаются в зависимости от диаметра и формы кабеля, для установки на который они предназначены. Компания СвязьКомплект поставляет коннекторы для кабеля диаметром 900 мкм, 2-3 мм, Indor, плоский наружный оптический кабель 8.1×4.5 мм, 5.4×3.0 мм, наружный кабель диаметром 5.0 и 5.8 мм.

Рисунок 13 – Монтаж SOC: надевание хвостовика коннектора на кабель
- На этот же кабель надевается мини КДЗС из комплекта поставки коннектора

Рисунок 14 – Монтаж SOC: надевание КДЗС на кабель
- Оптический кабель устанавливается в держатель волокна. Чаще всего сварочные аппараты для ВОЛС поставляются с универсальным держателем волокон, который позволяет зажимать как голое волокно 250 мкм, так и волокна в буфере 900 мкм, патч-кордный кабель 2-3 мм и плоский Indor кабель. Однако в случае монтажа коннекторов удобнее пользоваться съёмными держателями волокон. В ассортименте производителя присутствуют держатели для всех распространенных кабелей, включая и многоволоконные MPO.

Рисунок 15 – Монтаж SOC: крепление волоконно-оптического кабеля в держателе
- Удаление буферного слоя. В данном примере удаление буферного слоя выполняется при помощи термостриппера. Этот способ наиболее комфортен и не повреждает оболочку волокна. Вместе с тем, эту же процедуру можно выполнить и при помощи ручного стриппера буферного слоя.

Рисунок 16 – Монтаж SOC: удаление буферного слоя с оптического волокна
- Удаление остатков буферного слоя и жира при помощи спиртовой салфетки и скол оптического волокна. Прецизионный скалыватель делает насечку (как стеклорез) и ломает волокно таким образом, что угол скола получается 90 ±5 градусов. Такое качество скола позволяет выполнить высококачественное сварное соединение с низкими вносимыми потерями.

Рисунок 17 – Монтаж SOC: скол оптического волокна
- Установка держателя с волокном в сварочный аппарат

Рисунок 18 – Монтаж Splice On коннектора: Установка держателя с волокном в сварочный аппарат
- Оптический Splice On разъем устанавливается в держатель коннектора. С ним производятся те же операции, что и с оптическим кабелем, описанные в пунктах 3-6. Опционально производитель поставляет указанные держатели. Все они перечислены во вкладке «Опции и аксессуары» в описании сварочных аппаратов.

Рисунок 19 – Монтаж SOC: крепление Splice On коннектора в держателе
- Производится сварка волокон из коннектора и оптического кабеля.

Рисунок 20 – Монтаж SOC: приваривание Splice On коннектора к кабелю
- На место сварки надвигается КДЗС и производится его усадка в термоусадочной печи сварочного аппарата. Уличные коннекторы кроме КДЗС имеют и внешнюю защитную термоусадочную трубку. Для ее усадки можно пользоваться газовой горелкой, или специальной термоусадочной печью.

Рисунок 21 – Монтаж SOC: Термоусадка КДЗС в печи сварочного аппарата
- Производится сборка коннектора. Сначала надевается хвостовик коннектора (до легкого щелчка)

Рисунок 22 – Монтаж SOC: внешний вид Splice On коннектора после термоусадки

Рисунок 23 – Монтаж SOC: на сваренный с оптическим кабелем коннектор надевается хвостовик
- Затем надевается внешний корпус коннектора

Рисунок 24 – Монтаж SOC: на Splice On коннектор надевается внешний корпус

Рисунок 25 – Монтаж SOC: готовый к работе Splice On коннектор
Технология монтажа SC коннектора при помощи сварочного аппарата KF4A также показана на этом видео:
Подобным образом осуществляется установка и усиленного коннектора на уличный кабель, однако сама его сборка немного сложнее.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс
Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.
Оборудование для сварки оптоволокна
Выбор сварочного аппарата для ВОЛС сводится к определению типа сварки:
- ручной;
- полуавтоматической;
- автоматической.
Аппараты ручного типа не позволяют качественно и быстро произвести работы по соединению кабелей. Трудоемкий процесс сведения контролируется под микроскопом.
На смену ему пришло полуавтоматическое оборудование. Вся работа производится под микроскопом, и оператор может оценить качество автоматического соединения места сварки. Такое устройство значительно экономит время мастера.
Отрицательная характеристика прибора – не свариваются оптические шнуры. Эта часть работы выполняется мастером вручную.
Положительная оценка устройства – низкая стоимость по сравнению с полностью автоматическими сварочными аппаратами.
Полностью автоматизированный прибор появился на рынке недавно. Он позволяет значительно экономить время оператора. Встроенный микроскоп позволяет мастеру контролировать процесс варки. Минус современных моделей – высокая цена.
Технология сварки оптических волокон
Информационные кабельные сети
Сварка оптического волокна производится с использованием специальных сварочных аппаратов, которые позволяют провести весь комплекс работ от совмещения свариваемых концов до защиты соединения.
Сварочный аппарат для оптоволокна — сложное устройство, в состав которого входят следующие элементы:
- блок питания,
- механический узел,
- нагреватель,
- дисплей.
2. На волокна одного из кабелей надеваются специальные гильзы — КДЗС (комплект для защиты соединений), состоящие из двух термоусадочных трубок и силового стержня. КДЗС бывают разного размера, а также используются для дроп-кабелей.
3. С концов волокон (2−3 см) необходимо снять цветной лак и защитный слой при помощи стриппера. После каждого снятия акрилового покрытия протирайте стриппер, чтобы убрать остатки акрила. Волокно протирают 2−3 раза безворсовыми проспиртованными салфетками.
4. Зачищенное волокно скалывается специальным скалывателем. Плоскость скола волокон должна быть перпендикулярна оси волокна. Допустимое отклонение — до 1,5° на каждый скол.
5. Волокна, предназначенные для сварки, укладываются в зажимы сварочного аппарата и V-образные канавки.
Источник
Процесс сварки оптоволокна
Волоконно-оптические линии связи имеют высокую пропускную способность информационного сигнала. Их работа во многом зависит от качества соединения провода: чем лучше соединены волоски, тем меньше степень затухания сигнала в месте контакта. Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Сварка оптоволокна не требует специальных навыков, обучения. Достаточно следовать инструкции. Перед этим будет полезно узнать некоторые нюансы работы. При монтаже линий связи много времени уделяется подготовке кабеля к процессу сварки, для этого существует специальное оборудование.
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.

Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Устройство и принцип работы сварочного оборудования
Сварка оптических волокон полностью автоматизирована, происходит без участия оператора. В прибор достаточно правильно заправить концы провода. Процесс соединения происходит под высокой температурой, нагрев обеспечивается электрической дугой. Сварочный аппарат для оптоволокна – сложное устройство, в состав которого входят следующие элементы:
- блок питания;
- преобразователь переменного тока в постоянный;
- материнская плата – мини-процессор, регулирующий процесс спайки;
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью;
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва;
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.
Сварочный аппарат оптоволокна выпускается нескольких модификаций. Основные различия моделей:
- по способу выравнивания концов кабеля (юстировка): по осевой линии или по V-образным направляющим;
- разновидности контроля точности процесса спайки;
- количеству свариваемых оптоволоконных жил.
Выбор сварочного аппарата
От способа соединения кабеля зависит степень затухания сигнала, качество линии связи. Надежный шов возможен при точном совмещении концов провода, поэтому предпочтение отдается приборам, выравнивающим волокно по центру. Аппарат для сварки оптоволокна выбирают по следующим параметрам:
- модификации свариваемого волокна, предпочтительнее универсальные модели;
- скорость спайки учитывает количество соединений за определенный временной интервал;
- способу выравнивания кабеля;
- комплектации.
Многофункциональные сложные аппараты не всегда себя оправдывают. Китайские модели стоят намного дешевле японских, а по качеству сварки провода они сопоставимы.

Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.

Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс. Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.
Источник
Правильная сварка оптики — 15 фейлов, которые не стоит повторять.
Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
При этом у всех почему-то крепко засело в головах, что для работы с оптикой требуются какие-то суперпрофессионалы и обучаться той же сварке оптоволокна нужно очень долго и усердно.
Достаточно придерживаться определенных инструкций, не совершать элементарных ошибок и чудо аппарат сделает за вас большую часть работы самостоятельно.
Так ли это на самом деле или нет? Чтобы объективно ответить на данный вопрос, следует сделать важную ремарку – сама сварка это всего лишь 5% от общей работы кабельщика ВОЛС.
Изучив только процесс сварки, без соответствующих знаний чтения схем, постройки магистралей, навыков разделки и укладки кабеля в кассету и кросс, измерения затухания рефлектометром, вы никогда не будете считаться профессионалом своего дела.
Но давайте все-таки подробнее рассмотрим именно процесс сварочных работ, подготовки кабеля к нему и отметим наиболее распространенные ошибки, которые печальным образом сказываются на месте соединения, уровне сигнала и дальнейшей работе ВОЛС.
Сварочные аппараты для оптики работают примерно по одному принципу. Поэтому не будем заострять внимание на какой-то одной модели, старый добрый Фуджикура (Fujikura) или Ilsintech, изучим саму последовательность процесса.
У вас может быть даже модель с управлением от смартфона. Но это в корне не меняет технологию работ. Она везде одинакова.
Итак, изначально мы имеем два отрезка кабеля ВОЛС, с которых нужно снять внешнюю изоляцию.

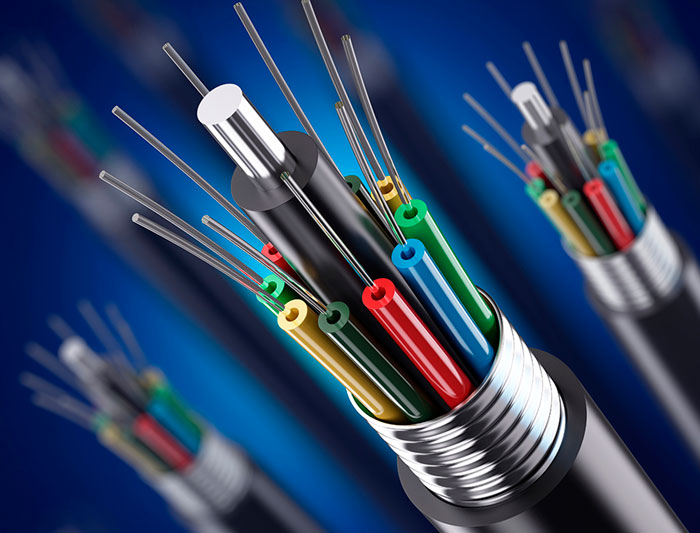
Снимая внешнюю оболочку, делайте это с таким прицелом, чтобы в дальнейшем у вас не возникло проблем с укладкой волокон и модулей в сплайс-кассете, кроссе или муфте.
Дело в том, что нити в кабеле как губка всасывают всю окружающую влагу. В итоге оптоволокно мутнеет.
И даже если вы идеально сделаете соединение, это все равно в дальнейшем не спасет вас от больших потерь сигнала.
Включаете аппарат и выставляете на нем тип кабеля, который будет соединяться.
Различают одномодовые (SM) и многомодовые (MM) оптические кабеля.

На одномодовых волокнах в основном используется три длины волны (три окна прозрачности):
Все зависит от общей длины трассы и используемого оборудования. Кроме того, волокна подразделяют на:
- со смещенной дисперизацией — DS
- с ненулевой смещенной дисперизацией — NZ
Внешне их никак не отличить. При сварке чаще всего работают с простыми и со смещенкой. Соединять смещенку и простые волокна не рекомендуется.
Далее требуется удалить изоляцию с модулей и с отдельных жил. Чаще всего для этого используют специальный ручной инструмент — оптический стриппер.


Хотя в отдельных моделях сварочников можно встретить и встроенный термостриппер. Однако механическим работать гораздо удобнее и быстрее.


Тем более, когда варишь не за удобным столиком, а где-нибудь на высоте или в колодце.
Иначе весь процесс может превратиться не в аккуратное срезание, а в царапанье или грубое сдирание оболочки.
Если лаковое покрытие с волокн не снимается с первого раза и приходится юлозить стриппером туда-сюда, это многое говорит о качестве инструмента.
Сначала изоляция снимается с модулей. Перед этим, салфеткой смоченной в спирте, с них счищается гидрофобное покрытие.
А вам после этого еще работать с тонким оптоволокном и сварочником!
Оптоволокно крепкий материал на разрыв, но не на излом! При разделке в минусовую температуру жила при таком способе запросто может сломаться.
Поэтому изоляцию лучше снимать стриппером, поочередно вытягивая ее с каждой жилки, и только после этого переходить к следующей, избегая резких изгибов и заломов.
После снятия внешней изоляции, с волокна удаляется лаковое покрытие. Оно придает ему одновременно гибкость и жесткость.
Без него волокно становится очень хрупким. Можете без лака на такую жилку положить мобильник и она сломается. А вот с лаком совсем другое дело.
Бывает, что кабель неделями висит только на этих нитках в лаке, когда вся внешняя оболочка уже повреждена. А оптоволокну хоть бы что, держит и ветровые и растягивающие нагрузки.
Из-за этого можно случайно сломать или поцарапать следующее волокно, что скажется на качестве сварки. Поэтому переходя к зачистке очередной жилы, каждый раз убирайте с лезвий все лишнее.
Он рассчитан именно на оптоволоконные жилы в 125мкм. Откусите им пластиковую стяжку и можете идти покупать другой инструмент.
Испытание сварочника Фуджикура в пыльных и влажных условиях
Кстати, многие сварочники при запылении даже запрещено продувать сжатым воздухом.
В них установлена очень уж чувствительная механика и сильный поток воздуха может нарушить заводские настройки.
После снятия лакового слоя с волокна, его требуется протереть безворсовой салфеткой, смоченной в спирте.
Если жила идеально чистая, протирая ее салфеткой, вы должны услышать характерный скрипящий звук.
Более того, пока вы ее не поместили в сварочный аппарат, на нее даже пылинки не должно осесть. Это все влияет на качество сварки и уровень потерь.
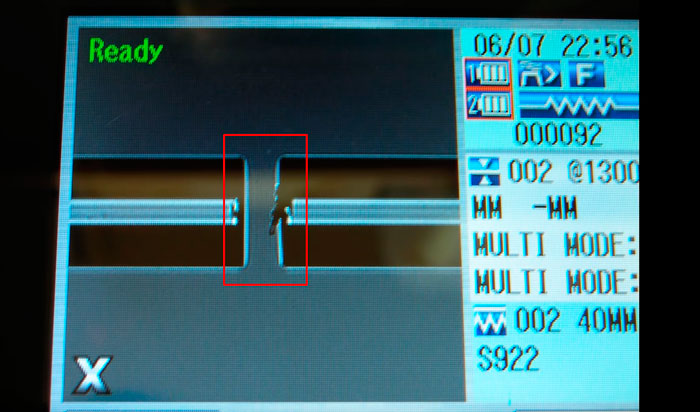
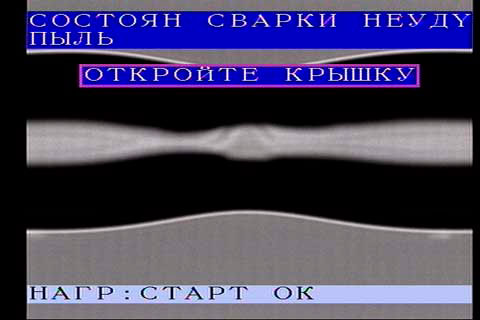
После этого волокно нужно идеально ровно отрезать.
Хотя в СССР на ранних порах развития оптики, применялся даже вот такой универсальный набор кабельщика ВОЛС.
Срез должен быть очень четким, иметь строго цилиндрическую форму, без каких-либо углов и сколов.
Скалыватель может быть как встроен в сварочный аппарат, так и идти отдельным инструментом. Второй вариант предпочтительнее.
Просто помещаете проводок в скалыватель и закрываете крышечки до щелчка.
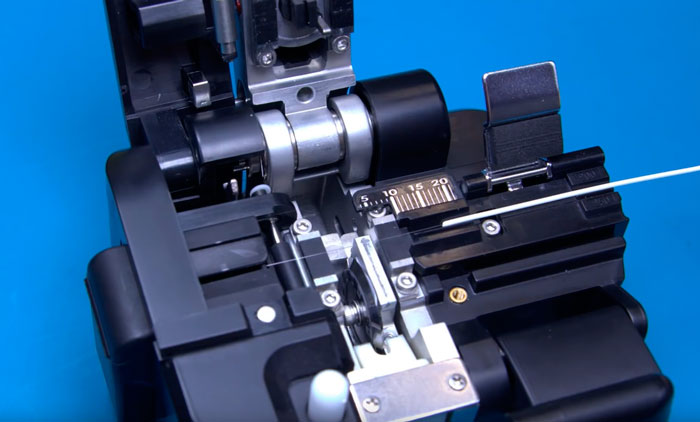
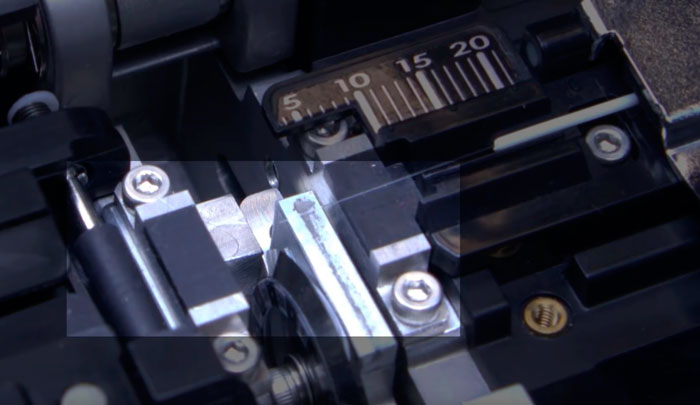


Нельзя чтобы они упали на пол, на стол или попали еще куда-либо. Толщина этих жилок настолько мала, что попав вам под кожу, этот кусочек может проникнуть в вену и начнет свое путешествие по всему организму. Также его можно случайно вдохнуть в легкие.
Все это в конечном итоге приведет к печальным последствиям.
Многие решают проблему сбора обрезков при помощи обычных кусочков изоленты. Дешево и сердито.
Даже находиться с ним в пыльных или антисанитарных условиях запрещено. Создайте для этого подходящее рабочее место (палатка, затащите и спрячьте кабель в машину и т.п).
Подготовленная и зачищенная жила аккуратно вкладывается в посадочное место для сварки, чуть-чуть не доставая своим кончиком середины электрода.
Все те же операции проделываются со вторым концом кабеля.
КДЗС — это две термоусадочные трубочки, между которыми располагается стальной штифт.


Волокна должны попасть именно в центральную трубочку, а не между ними.
В противном случае после пайки стальной штифт может его поломать.
Подготовленный второй конец закладывается в сварочник с обратной стороны от первого.
В итоге идеально чистые и ровно срезанные два конца волокна, должны оказаться между двух электродов, которые и будут выполнять сварку.
Если один из концов оказался слишком далеко от электродов и заданного положения, прибор известит вас об этом.
Также высветится ошибка, если волокна будут пересекать друг дружку.
Как только вы закрываете крышку происходит процесс самодиагностики, калибровки и выравнивания двух концов. Все это выводится на экран.
Если все нормально, нажимаете кнопку сварки и она запускается автоматически. Если вдруг один из кончиков оказался срезан недостаточно ровно, система известит вас об этом, не только просигналив об ошибке, но и известив какой конец кабеля виноват.
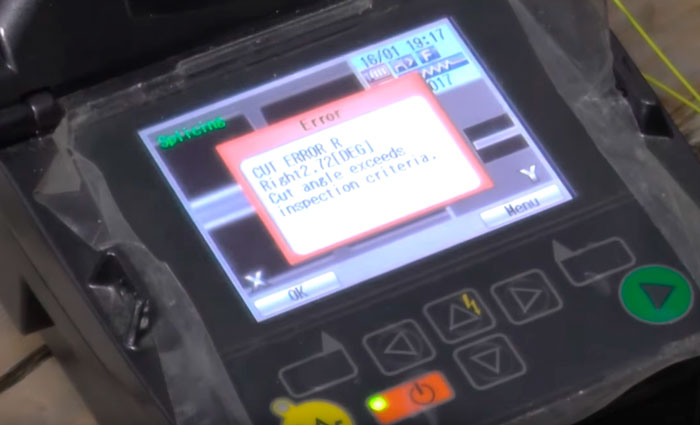

В данной ситуации процесс зачистки и скалывания повторяется. Со вторым, нормально зачищенным концом ничего делать не нужно.
При успешном завершении сварочного процесса (длится пару секунд), на экран выводятся потери или затухание сигнала в децибелах. Очень хорошим результатом считается 0,01-0,02дб.


Идеал – это соединение вообще без потерь. Бывает и такое.
Хотя даже на заводских пигтейлах (от английского pig tail – поросячий хвостик) встречаются не такие уж идеальные пайки.
При неудовлетворительных результатах сварки, монитор качественных аппаратов проинформирует вас об этом.
Допустимыми значениями затухания считаются следующие параметры:

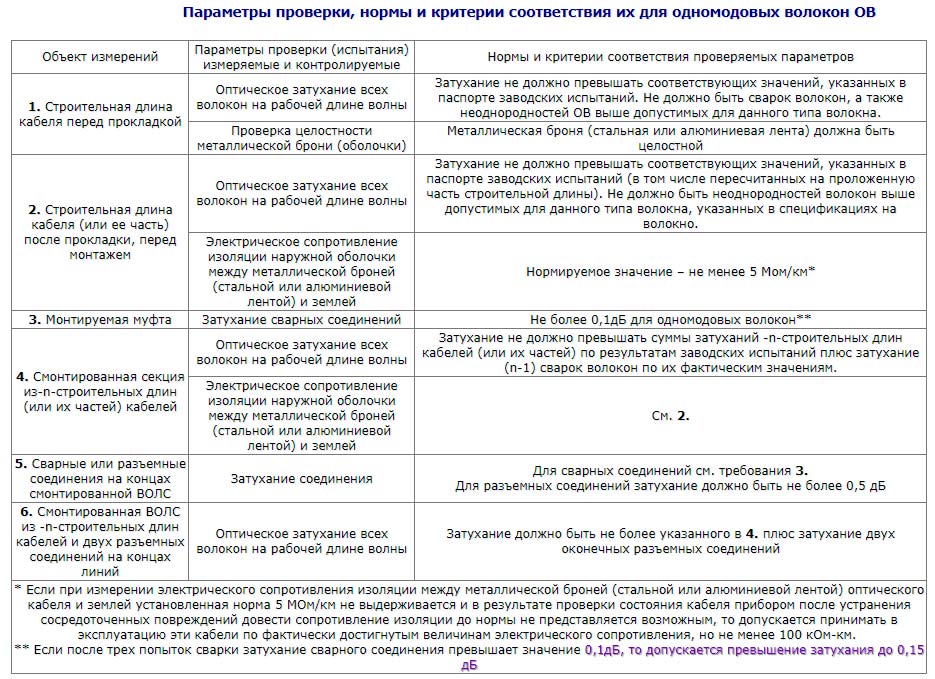
Для конечной проверки результата обязательно требуется рефлектометр. Иначе после окончания всех работ будете задаваться вот такими вот вопросами:
Объясняется это тем, что камера микроскопа сварочника не способна увидеть всю картинку в 360 градусов вокруг волокна. Отсюда и погрешность.
После сварки и открытия крышки аппарат с расчётным усилием пытается развести жилки, как бы растягивая их. Тем самым проводится тест на прочность контакта.
Если сварка выдержала и не порвалась – все ОК. Однако некоторые кабельщики отключают программно такой тест, предполагая, что такое «растягивание» может повредить еще не до конца остывший контакт.
После этого оптоволокно аккуратно достается из сварочника. На место сварки надвигается муфточка КДЗС.
Остался последний этап работ. Оптоволокно с муфтой помещается в печку, которая обычно расположена в верхней части сварочного прибора.


Выравниваете жилу в этой печке и закрываете крышку. Нажимаете на табло значок печки и ждете некоторое время до появления сигнала.
Далее открыв крышку, достаете ваше оптоволокно. При этом внутри прозрачной муфты не должно быть пузырьков, которые свидетельствуют о наличии воздуха или отдельных деформированных участков (локальный перегрев).
С каждого конца муфты должно показаться и вытечь наружу немного клеящего состава. Все это говорит о хорошей сварке и надежном соединении и изоляции проводов.
При сварке многожильного кабеля все готовые муфты КДЗС обычно укладываются в специальный охлаждающий лоток. Его смысл не просто удобно расположить жилы, дабы они не путались и не мешались, а в равномерном охлаждении гильз.
Некоторые кабельщики делают такие лотки самостоятельно, например из алюминиевых уголков.
При последовательной сварке нескольких жил, не оставляйте надолго муфту в данном отсеке, иначе ее стенки расплавятся и прилипнут к стенкам направляющих элементов.
Это когда еще не совсем остывшую муфту, сразу же из печки перекладывают в ложемент сплайс кассеты оптического кросса. С одной стороны очень удобно, сплавил – вставил, сплавил – вставил. Ничего не запутается и не переплетется с другими жилами.
Однако в этом случае стенки ложемента не дают толком остыть муфточке, мягкие стенки гильзы изгибает, что в итоге деформирует волокно и приводит к потерям.
Как видите, даже при использовании профессионального сварочного оборудования в этом деле имеется огромное количество своих нюансов и тонкостей.
Но на этом процесс вовсе не заканчивается. Когда вы заправляете оптоволоконный кабель в кросс или муфту, учтите еще несколько моментов.
Концы кабеля с необходимым запасом должны быть уложены в кассету. Именно эта работа, а не сама сварка считаются у монтажников более ответственным этапом и требует определенной сноровки и навыков.
Запас модуля в кроссе должен составлять порядка 90см, а запас волокна в кассете 2,5-3 оборота.
Поэтому изначально все вымеряйте и не экономьте на разделке.
Место крепления модуля хомутиками, кабельщики рекомендуют обматывать изолентой. Это снижает нагрузку на модуль и не повредит его острыми стенками хомута. Но и перебарщивать с изолентой не стоит.
При укладке волокон в кассете и самого кабеля в кроссе, нигде не должно образоваться острых углов. Любой острый угол превышающий допустимый радиус изгиба кабеля – это потери и ухудшение сигнала.
Критичный изгиб кабеля может случиться и при его монтаже. Поэтому когда монтажники, заводя оптику в ваш дом или проводя по подъезду, не укладывают ее, а именно “пихают”, ждите беды.
При этом, изгиба в дальнейшем может и не остаться, трасса будет идеально ровной. Однако заломленный кабель при монтаже приводит к трещинам на волокнах.
Со временем затухания будут увеличиваться. Активное оборудование поначалу будет вытягивать полезный сигнал из шумов. Но это до тех пор, пока чувствительность приемника и FEC позволяют.
Кассету после укладки жил закрывают крышкой.
Перед этим обязательно проверьте, не торчат ли где какие проводки. Иначе можете попросту перерубить их этой самой крышкой и весь процесс начнете заново.
Ну и на финальном этапе остается проверить уровень сигнала непосредственно на самом коннекторе. Оптический рефлектометр не только покажет значение в виде цифры, но и проинформирует на каком расстоянии и в какой точке кабеля происходит падение.
Это не обязательно окажется место пайки, вполне возможно, что сигнал будет теряться на каком-нибудь из поворотов трассы.
Подобными сварочными аппаратами легко и удобно варить кабель GPON для подключения одного или нескольких абонентов. А вот если дело коснется 64-х или 96-ти жильной оптики, то конечно данный процесс с поэтапной заправкой каждой жилки будет сплошным мучением.
При этом нужно иметь очень зоркий глаз, дабы не перепутать цветные оттенки многочисленных жилок.
Для опытного кабельщика на фуджике с отдельным скалывателем, технологический процесс сварки 24-х волокон занимает чуть более 40 минут (1,5минуты на жилу). А сборка кросса, со всеми сопутствующими операциями (разделка, укладка, маркировка) – до полутора часов.
Какой вывод можно сделать из всего вышеизложенного? Конечно, сварить оптику на исправном и настроенном оборудовании, стоимостью в несколько сотен тысяч может каждый, у кого руки растут из нужного места.
А вот настроить этот самый сварочник, скалыватель, плюс поддерживать все это в исправном и работоспособном состоянии годами – для этого уже надо быть профессионалом своего дела и любить данную работу.
Источник

Сварка оптоволокна – операция, проводимая с помощью специального сварочного аппарата, вследствие которой, под воздействием высоких температур, происходит соединение оптических волокон в единую поверхность.
Благодаря использованию особого оборудования, весь комплекс актуальных работ по спайке оптоволокна от начала и до конца занимает сравнительно немного времени. Но выполнять такие работы необходимо с учетом всех нюансов работы с оптическим волокном.
Блок: 1/7 | Кол-во символов: 455
Источник: https://tutsvarka.ru/vidy/svarka-optovolokna
Содержание
- 1 Строение кабеля
- 2 Сложности при сварке оптоволокна
- 3 Устройство и принцип работы сварочного оборудования
- 4 Устройство агрегата для сварки
- 5 Требуемый инструментарий
- 6 Способы соединения оптического волокна
- 7 Что такое сварка ВОЛС и как она происходит
- 8 Сварочный аппарат и сварка
- 8.1 Порядок сварки в сварочном аппарате:
- 8.2 Важно помнить:
- 9 Приборы для соединения
- 10 Технология
- 11 Резюме
- 12 Разделка оптоволоконного кабеля
- 13 Нюансы сварки оптоволокна
- 14 ТОП 5 лучших моделей сварки для оптоволокна
- 15 Применяемые инструменты
- 16 Подведем итоги
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.
Строение оптоволоконного кабеля
Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Блок: 2/6 | Кол-во символов: 957
Источник: https://svarkaprosto.ru/tehnologii/protsess-svarki-optovolokna
Сложности при сварке оптоволокна
Оптоволоконная сеть, по мнению современных специалистов, – это лучшая среда для осуществления скоростной передачи разного рода информации. Материал, примененный для создания такой среды, отличается небольшим весом, низкой восприимчивостью к помехам и излучениям.
Он не способен провоцировать какие-либо преграды на пути информации из одной точки в другую, а благодаря низкой мощности характеризуется абсолютной электробезопасностью.
Так как оптоволоконные материалы обеспечивают созданным путем пайки соединениям высокую функциональность и внушительный КПД, сфера их применения растет с каждым днем.
 Сегодня оптические линии связи широко применяются для передачи информации на большие расстояния, а также при разводке на одном конкретном строении. Но без сварки оптоволокна проложить такие линии не представляется возможным.
Сегодня оптические линии связи широко применяются для передачи информации на большие расстояния, а также при разводке на одном конкретном строении. Но без сварки оптоволокна проложить такие линии не представляется возможным.
Сварка оптоволокна осуществляется с помощью особых сварных аппаратов, которые позволяют выполнить весь комплекс актуальных операций: от соединения и до защиты спаянного места.
Обычный сварочный аппарат для таких операций не подойдет, поскольку он не сможет обеспечить мастеру минимальное затухание на месте сварки.
Нужное для работы с оптоволокном оборудование функционирует по единому принципу: концы оптических волокон нагреваются до определенной температуры плавления с помощью электродуги, а потом соединяются воедино.
Неопытному сварщику сложно точно подогнать края соединяемых кабелей, поскольку они теряют функциональность при погрешностях во время подгонки.
При работе с оптоволоконными кабелями крайне важно обращать внимание на их расцветку при сварке. Она является дополнением к маркировке и свидетельствует об определенной принадлежности кабеля.
Так, для идентификации оптоволокна применяют двенадцать разных цветовых оболочек, позволяющих специалисту оперативно выявить тип и назначение волокна, даже если оно смешано с иными кабелями в большом пучке.
На заметку! Проблематика вопроса заключается в том, что на сегодняшний день не принят единый международный стандарт маркировки оптоволоконных кабелей. Такая ситуация провоцирует неприятные ошибки, которые могут допускать молодые специалисты.
Блок: 2/7 | Кол-во символов: 2249
Источник: https://tutsvarka.ru/vidy/svarka-optovolokna
Устройство и принцип работы сварочного оборудования
Сварка оптических волокон полностью автоматизирована, происходит без участия оператора. В прибор достаточно правильно заправить концы провода. Процесс соединения происходит под высокой температурой, нагрев обеспечивается электрической дугой. Сварочный аппарат для оптоволокна – сложное устройство, в состав которого входят следующие элементы:
- блок питания;
- преобразователь переменного тока в постоянный;
- материнская плата – мини-процессор, регулирующий процесс спайки;
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью;
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва;
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.
Сварочный аппарат оптоволокна выпускается нескольких модификаций. Основные различия моделей:
- по способу выравнивания концов кабеля (юстировка): по осевой линии или по V-образным направляющим;
- разновидности контроля точности процесса спайки;
- количеству свариваемых оптоволоконных жил.
Блок: 3/6 | Кол-во символов: 1137
Источник: https://svarkaprosto.ru/tehnologii/protsess-svarki-optovolokna
Устройство агрегата для сварки
Рассмотрим подробнее устройство сварочного агрегата:
- БП;
- ЭБ, включающий материнку, блоки, преобразователи;
- механические элементы;
- монитор для видеоконтроля.
 Такое оборудование называют аппаратом автоматической сварки оптоволокна.
Такое оборудование называют аппаратом автоматической сварки оптоволокна.
Каждая отдельная модель сварки оснащена уникальным программным обеспечением, интерфейсом пользователя: монитор, рабочее меню (сервисное, пользовательское), клавиатура.
Сервисное меню, как правило, секретное, открывается с помощью специального пароля или одновременным нажатием комбинации определенных клавиш. Его используют для максимальной настройки сварочных работ. Пользовательское меню — открытое.
Современные сварочные аппараты можно разделить на следующие
- для сваривания оптических волокон;
- для сварки с выравниванием по сердцевине;
- с фиксированными канавками V-образной формы.
Блок: 3/7 | Кол-во символов: 863
Источник: https://tokar.guru/svarka/kak-vypolnyaetsya-svarka-optovolokna.html
Требуемый инструментарий

Сварка оптоволоконных кабелей нереальна без наличия некоторых атрибутов. Кабель из оптоволокна не следует разрезать при помощи стандартных пассатижей.
Вам потребуется целый набор рабочего инвентаря. Тот, который используется для работы с оптическим волокном.
Неопытным мастерам советуем инструмент «НИМ-25». В легком малогабаритном чемоданчике вы отыщите стрипперы, всевозможные кусачки, отвертки, пассатижи, ножики и другой инструментарий, который вам пригодится в процессе работы.
В похожих наборах бывает растворитель, безворсовые салфетки, изоляционные ленты, маркеры с числами для обозначения кабелей. Советуем купить хомуты и стяжки.
Не волнуйтесь, что какие-то материалы из чемоданчика израсходуются. Из опыта скажем, что вместо салфеток, возможно воспользоваться платочками из бумаги без ароматических добавок.
Вместо растворителя возможно воспользоваться бензином. Его использование позволительно исключительно при работе вне помещения. При работе внутри следует пользоваться хорошим растворителем.
У вышеупомянутого набора существует лишь один минус — низкокачественный чемоданчик. Он схож с алюминиевым, но это только визуальный эффект. Данный чемоданчик долго не прослужит.
Мы советуем Вам поменять его на прочный. Им пользоваться следует аккуратно. Не обязательно тратиться и приобретать новый. Можно найти подержанные чемоданчики для инструментов, они идеально пойдут вместо рабочего чемодана.
Вы сможете купить более «крутые» наборы, где комплект предметов шире. Советуем стартовать с дешевых комплектов, они содержат стандартный набор инструментов.
Блок: 3/5 | Кол-во символов: 1591
Источник: https://prosvarku.info/tehnika-svarki/svarka-optovolokna
Способы соединения оптического волокна
Оптоволоконная индустрия не стоит на месте: сварка оптического волокна постоянно совершенствуется, меняются методы ее реализации и применяемые расходные материалы.
Выбор оптимальной технологии соединения оптоволокна для каждого конкретного случая важен с точки зрения снижения финансовых расходов и роста показателей производительности.
Малоопытные сварщики не всегда точно знают, что нужно взять во внимание при работе с данным материалом.
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
- оптимальная скорость проведения операций;
- временной период, необходимый на подготовку оптоволокна к свариванию;
- количество времени для сварки кабелей;
- стоимость работ;
- опыт специалистов.
При прокладке оптоволоконного полотна постоянно возникает необходимость сварки оптического кабеля в единую линию.
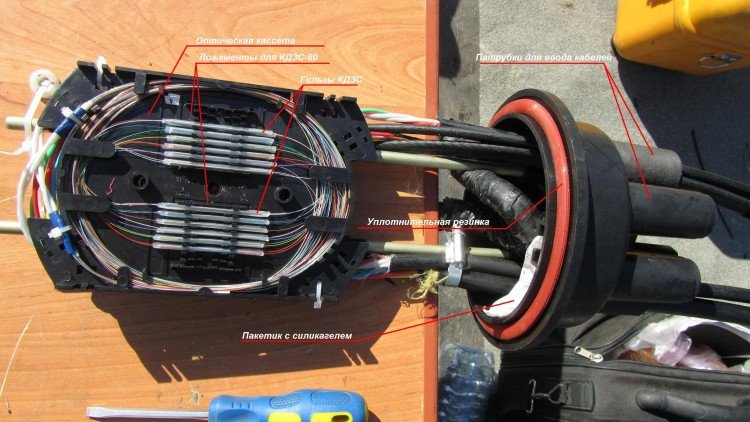
Муфта для соединения оптоволокна.
Сегодня наиболее распространены следующие способы выполнения этой операции:
- с помощью механических соединителей;
- непосредственно на оптическом кроссе;
- сваривание оптических волокон при помощи специального оборудования.
Первый способ используется крайне редко, потому что гель в механических соединителях со временем высыхает, что ухудшает параметры стыков кабелей. Второй отличается быстротой и простотой выполнения, но самые лучшие соединения оптоволоконных кабелей создаются путем сварки.
Такая технология характеризуется наилучшими показателями по качеству, долговечности, надежности созданных соединений.
Для начала потребуется выполнить разделку оптического кабеля из 6-8 волокон, соединенных в модуле и покрытых изоляционным материалом. Изоляцию удаляют, а волокна очищают с помощью специальных средств на основе спирта.
После этого волокна укладывают в сварочный аппарат для последующего сваривания в автоматическом режиме. Важно при этом контролировать прочность швов, образующихся на местах соединения оптических волокон. Сваренные элементы потребуется поместить в кассету оптической муфты или кросса.
На заметку! Простота данной технологии позволяет выполнить ее даже малоопытному сварщику, который своими глазами наблюдал за выполнением этого процесса руками специалиста. Но главное иметь специальный сварной аппарат: обычные модели не справятся с данной задачей.
Блок: 3/7 | Кол-во символов: 2312
Источник: https://tutsvarka.ru/vidy/svarka-optovolokna
Что такое сварка ВОЛС и как она происходит
ВОЛС расшифровывается как волоконно-оптические линии связи. Сварка их проходит следующие этапы:

Прежде чем начать сварку оптоволокна, необходимо снять изоляцию.
- Первым делом оптоволокно разделяется. Как правило, это включает в себя снятие изоляции всего волокна, а потом и отдельных его модулей, каждый из которых составляет определенное количество оптоволокна, сварка которого происходит отдельно.
- Далее волокна очищают от материалов, защищающих от влаги. Наиболее часто применяют либо не имеющий цвета, либо немного покрашенный гель.
- На оптоволокно надевают специальную насадку, именуемую КДЗС, этот комплект состоит из труб для термоусадки и стержней усиления.
- С кончиков волокна снимают лак и слой защиты, после этого его обрабатывают спиртом.
- Уже зачищенные волокна скалывают специальными прецизионными скалывателями. Скол должен быть перпендикулярным оси волокна. Отклонения больше 1,5° недопустимы.
- Волокна, с которыми будет проделываться сварка оптоволокна, укладывают в зажим сварочного аппарата (V-канавки).
- При помощи манипулятора под микроскопом их совмещают, но в новейших моделях это происходит в автоматическом режиме.
- Благодаря электрической дуге волокна разогреваются до требуемой температуры с небольшим зазорчиком, при этом торцы совмещаются при помощи микродоводки держателя.
- Устройство проверяет прочность соединений путем механических деформаций и проводит оценку затухания, которое вносится стыками.
- Комплект для защиты соединения оператор устанавливает на место сваривания, после чего участок помещают в тепловую камеру, в которой и происходит температурная усадка.
Блок: 3/5 | Кол-во символов: 1633
Источник: https://expertsvarki.ru/tehnologii/svarka-optiki.html
Сварочный аппарат и сварка
Сварочный аппарат для оптических волокон — это сложное высокоточное устройство, полностью выполняющее процесс юстировки и сварки волокон.
О видах сварочных аппаратов можно написать отдельную большую статью. Если вкратце, то основная часть моделей на рынке представлена японскими (Fujikura, Sumitomo) и китайскими (Jilong, к примеру) разработками. Японские лучше, но существенно дороже. В принципе, если перед вами не стоит задача варить особо важные магистрали — вполне можно обойтись и хорошим китайским сварочником.
Вариант подороже, японский Fujikura FSM-60S:
Вариант подешевле, китайский Signal Fire AI-7. Устройство с хорошими показателями быстрого нагрева, постороено на новой технологии центрирования ядра, имеет в своем арсенале шесть сервоприводов и автофокус. Данный сварочный аппарат отвечает всем стандартам сращивания оптоволоконного кабеля известным на данный момент:
Порядок сварки в сварочном аппарате:
- Сколотые очищенные волокна укладываются в специальные канавки и фиксируются зажимами. Гильза КДЗС надевается на волокна заранее.
- Аппарат начинает передвигать волокна по направлению друг к другу до тех пор, пока не зафиксирует их в своей оптической системе.
- Устройство подает на концы волокон короткий разряд, очищая от случайно попавшей пыли. Но если на концах сколов — жирные отпечатки пальцев или грязь, которую так просто не сдуешь, она только запекается и окончательно портит скол.
- Далее сварочный аппарат сводит волокна для окончательной сварки — по трем координатам, с нарастающей точностью. Если на этом этапе умное устройство обнаружит неровность сколов или еще что-то, что помешает их качественно сварить — процесс сварки остановится, на экране сварочного аппарата появится соответствующее сообщение.
- Если же все нормально, подается окончательный разряд, сколы оплавляются, и аппарат во время этого придвигает их уже вплотную друг к другу. Все, волокна спаяны.
- Далее сварочный аппарат оценивает качество сварки по изображению места стыка под микроскопами оптической системы, и на просвет определяет затухание. Следующая стадия проверки — на прочность, устройство при этом пытается развести только что сваренные волокна в стороны. Однако многие эту функцию отключают, боясь что не остывшая до конца сварка может испортиться.
- Пайщик достает спаянные волокна, надвигает гильзу КДЗС, закрывая место сварки и прилегающее оголенное оптоволокно, и кладет гильзу в печку для усаживания.
- После извлечения из печки гильза выкладывается на специальную полочку, чтобы остыть. В горячем виде ее нельзя располагать в кассете — есть риск сломать оптоволокно, т.к. защищающая его гильза еще мягкая. Кроме того, класть ее куда-то кроме специально предназначенной полочки тоже нельзя — горячий пластик может прилипнуть. Именно поэтому и забывать ее в печке тоже нельзя — прилипнет. Вынимать гильзу из печки нужно сразу после сигнала таймера.
Наглядный процесс сварки вы сможете увидеть в данном видеообзоре:
На фото — сваренное волокно. Хорошо видна точка, в которой преломляется свет — место сварки.
Важно помнить:
И сварочный аппарат, и скалыватель — дорогие и сложные устройства. Да, пайщики оптоволокна работают в самых разных условиях — в канализации, на чердаках, в поле, в мороз и дождь. Но при этом нужно беречь технику от падения и ударов. Ведь не зря их чемоданчики для переноса выложены изнутри пенопластом или толстой мягкой тканью. Фирма-производитель легко определит, перестало ли устройство работать «само» или этому предшествовало падение или удар. В последнем случае гарантии не будет.
Поэтому при работе всегда проверяйте — надежно ли стоит устройство? Надежно ли стоит стол, на котором расположен сварочник или скалыватель? И т.д. Собственно, зная цену хорошего сварочного аппарата, это даже нельзя назвать фанатизмом.
Важно также регулярно проводить техническое обслуживание устройств (многие профилактические действия предусмотрены в самом аппарате и выполняются по инструкции), а не использовать до последнего.
Блок: 3/3 | Кол-во символов: 3987
Источник: https://lantorg.com/article/montazh-vols-svarka-optovolokna
Приборы для соединения
Сварка признана самым надежным видом соединений оптоволоконного кабеля, потому что обеспечивает минимальные вносимые потери и показатели отражения от сварного шва. Но самое главное даже не это.
Самый большой плюс такой технологии заключается в том, что она позволяет придавать полученным соединениям стабильные механические и оптические характеристики. Главное подобрать качественное оборудование, которое подходит для сварки оптики по всем параметрам.
Современный сварочный аппарат для оптоволокна представляет собой уникальный промышленный агрегат с собственной системой управления. Такое оборудование отличается компактными размерами и сравнительно небольшим весом, что делает его использование комфортным.
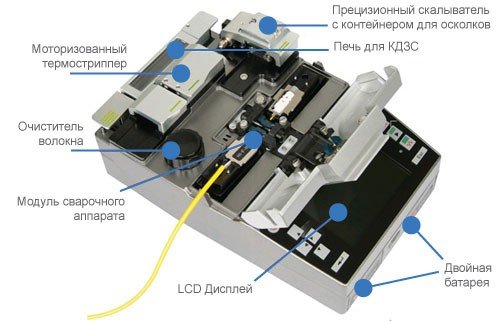
Прибор для сварки оптоволоконного кабеля.
Прибор для сварки оптоволокна состоит из следующих частей:
- электронный блок с преобразователями напряжения, управляющей платой, а также иными электронными составляющими деталями;
- микроскоп или камера с дисплеем для контроля над точным взаимным позиционированием оптических волокон и выбора рабочего режима;
- механический блок и сварочная камера с манипуляторами, зажимами, частями аппарата, создающими сварочную дугу;
- тепловая камера с защитной муфтой, зафиксированной на сварном шве с помощью термоусадки.
Сварочный инструмент для оптоволокна делится на разные типы, исходя из уровня автоматизации процесса сварки:
- С ручным управлением.
Такой аппарат требует от сварщика определенных навыков в работе, потому что стыковать волокна потребуется вручную. При этом качество созданного стыка контролируют с помощью микроскопа.
- Полуавтомат.
Оборудования такого типа отлично ручных аналогов тем, что стыковка кабеля производится автоматически, но контроль над качеством стыка остается за сварщиком.
- Автоматический агрегат.
Юстировка, стыковка и сварка осуществляются в автоматическом режиме, а оператор только контролирует процессы на дисплее, куда поступает сигнал камеры.
Отметим! При желании автоматический аппарат для сварки можно доукомплектовывать скалывателями, зачищающими волокна устройствами, комплексным оборудованием подготовки кабеля и контроля над конечным результатом.
Блок: 4/7 | Кол-во символов: 2309
Источник: https://tutsvarka.ru/vidy/svarka-optovolokna
Технология

Сварка оптоволоконного кабеля стартует с его изъятия. Достанем его из пластиковой кассеты. На фотографиях, приведенных в обзоре, вы увидите разноцветные шнуры, это оптоволокно.
Оно находится в защитном покрытии. Само по себе оно прозрачное. Его покрытие всегда является разноцветным, чтобы была возможность идентификации.
В кабеле возможно от двух волокон и более. Обычный кабель для подачи иннета, складывается из пары волокон. Быстрота подачи зависит от оборудования, которое установлено в конце оптической трассы.
Далее поговорим о сварке. Следует убрать изоляционный материал с кабеля при помощи инструментария. Оголите волокно и удостоверьтесь, что срез ровный. Его режут при помощи особого прибора.
Обрезанные кусочки нужно незамедлительно переместить в зону сварки. Их возможно утерять из-за отсутствия цвета. Сварка подразумевает пакование волокон в оптическую муфту. Это нужно, чтобы у волокна не было изломов. После этого приступаем к варке.
Для сварки применяется специальный варочный агрегат. В его устройстве есть пазы для закладки волокон. После помещения их в сварку, прижмите зажимами.
Заходим в опцию настроек. В это время мастеру следует самостоятельно разложить волокна одно напротив другого. Это происходит в автоматическом режиме.
Когда они займут правильное положение, сварка выдает короткую электродугу и быстро паяет оптоволокно между собой. Эта работа длится около десяти секунд.
После оптоволокно вынимается и на него надевается термоусадочная трубка. Она нагревается при помощи строительного фена. Она должна вплотную соединить друг с другом оптоволокна. Эта трубка оберегает соединение от влажности и грязи.
Блок: 4/5 | Кол-во символов: 1648
Источник: https://prosvarku.info/tehnika-svarki/svarka-optovolokna
Резюме
Сварка оптоволоконного кабеля — ответственная работа. Ее осилит только хороший и ответственный мастер. Чтобы работать в этой сфере, следует быть не только внимательным.
Нужно очень дорожить своим занятием и изучать современные технологии.
Если вы работали с оптоволокном, поделитесь навыками с нашими читателями в комментах. Удачи всем в работе!
Блок: 5/5 | Кол-во символов: 353
Источник: https://prosvarku.info/tehnika-svarki/svarka-optovolokna
Разделка оптоволоконного кабеля
Основная задача при выполнении разделки оптоволоконного кабеля — сохранить длину его компонентов, обозначенную в инструкции муфты. Поэтому в некоторых случаях необходимо оставлять длинные силовые компоненты, предназначенные для закрепления в муфте, а иногда в этом нет необходимости. В некоторых случаях из кевлара нужно сделать «косичку», зажать ее винтом, кевлар лучше не резать. Эти нюансы зависят от конструктивных особенностей муфты каждого кабеля. Итак, этапы выполнения работы:
 Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом. Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт. Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.
Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом. Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт. Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.
 Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом. Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт. Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.
Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом. Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт. Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.Следует обратить внимание, что чистота волокон, особенно их окончаний — это залог качественной сварки оптического волокна. При работе с микронами даже малейшие загрязнения недопустимы!
Обязательно необходимо проверять волокна на целостность покрытия из лака, отсутствие сломанных участков. Если есть повреждения лакового покрытия, то такой кабель рекомендуется переделать (но он не должен быть сломан).
- В комплект муфты входит специальная термоусадка, которую надевают на уже разделанный кабель (о чем часто забывают новички). Если кабель будет зажиматься резиной с герметиком, тогда термоусадка не нужна. Чтобы обеспечить герметичность соединения кабеля с муфтой, для выполнения его усадки рекомендуется использовать строительный фен, паяльник, горелку. Но наиболее практичной считается горелка небольших размеров, надеваемая на газовый баллончик.
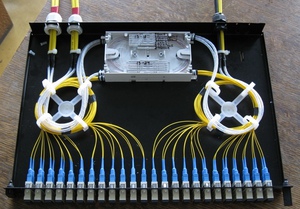 В комплект муфты входит специальная термоусадка, которую надевают на уже разделанный кабель (о чем часто забывают новички). Если кабель будет зажиматься резиной с герметиком, тогда термоусадка не нужна. Чтобы обеспечить герметичность соединения кабеля с муфтой, для выполнения его усадки рекомендуется использовать строительный фен, паяльник, горелку. Но наиболее практичной считается горелка небольших размеров, надеваемая на газовый баллончик.
В комплект муфты входит специальная термоусадка, которую надевают на уже разделанный кабель (о чем часто забывают новички). Если кабель будет зажиматься резиной с герметиком, тогда термоусадка не нужна. Чтобы обеспечить герметичность соединения кабеля с муфтой, для выполнения его усадки рекомендуется использовать строительный фен, паяльник, горелку. Но наиболее практичной считается горелка небольших размеров, надеваемая на газовый баллончик.Перед тем как начать сварку оптического кабеля, рекомендуется дополнительно приобрести крупнозернистую наждачную бумагу. Это поможет обеспечить лучшую адгезию с клеевым составом.
Блок: 6/7 | Кол-во символов: 2036
Источник: https://tokar.guru/svarka/kak-vypolnyaetsya-svarka-optovolokna.html
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс. Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.
Блок: 6/6 | Кол-во символов: 666
Источник: https://svarkaprosto.ru/tehnologii/protsess-svarki-optovolokna
ТОП 5 лучших моделей сварки для оптоволокна
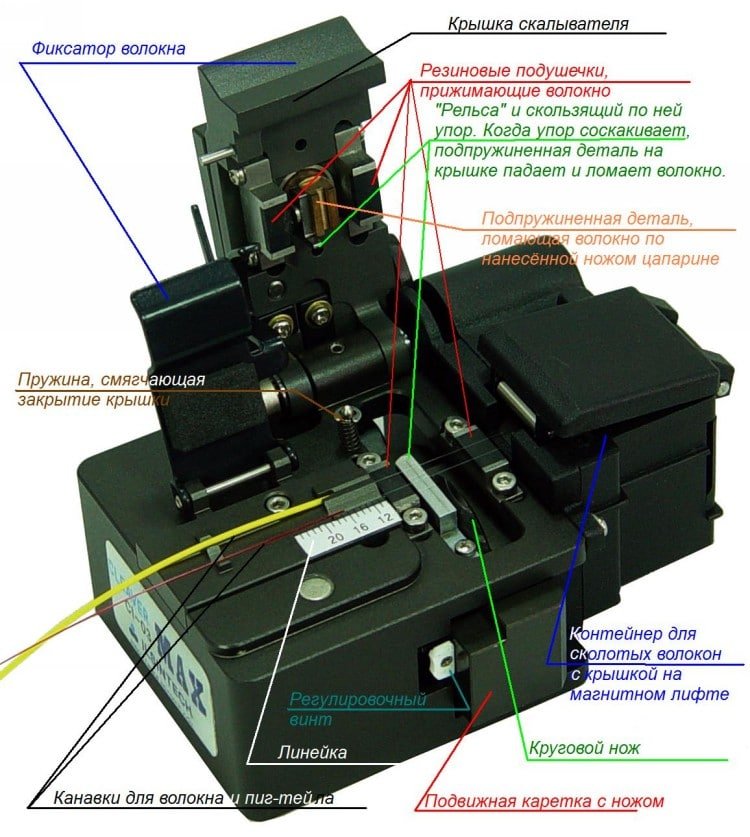
Прибор для сварки оптоволокна.
Опишем наиболее привлекательные аппараты для сварки оптоволоконного материала с точки зрения функциональных возможностей, качества сварных швов и стоимости:
- Аппарат для сварки оптоволокна Fujikura 80S полностью автоматический.
Он имеет встроенную видео инструкцию и русифицированное меню, что значительным образом упрощает процесс осваивания его возможностей. Агрегат способен выравнивать оптические волокна по сердцевине, имеет автоподстройку мощности дуги, надежно изолирован от воздействия влаги, пыли, а также механического повреждения. Отличается максимально высокой скоростью сварки, поддерживает все типы сетей. Приблизительная стоимость – 425 тыс. руб.
- Jilong KL-280G являет собой экономичный аппарат, который отличается быстрой сваркой – 9 секунд.
Выбор оптимальной программы сварки осуществляется автоматически, после чего аппарат самостоятельно контролирует качество созданного стыка. Имеет жидкокристаллический дисплей с диагональю 5,5”, способен определить и отобразить угол скола волокна, а также его сердцевину. Стоимость – 355 тыс. руб.
- Автоматический агрегат FurukawaS177A зарекомендовал себя в качестве одного из наиболее компактных и легких устройств, способных выравнивать оптоволокно посередине.
Сварочный аппарат оснащен ярким жидкокристаллическим дисплеем, встроенной батареей питания, осуществляет сварку всех типов оптоволоконных кабелей с высокой точностью. Цена 690 – тыс. руб.
- Inno Instrument IFS-15S отличается особой компактностью, выравнивает оптические волокна по середине.
Агрегат оснащен универсальными сменными держателями и дисплеем с диагональю 4,3”. Стоимость – 400 тыс. руб.
- DVP 730 функционирует со всеми типами сетей, аппарат оснащен русским интерфейсом, способен работать от встроенных источников питания длительное время.
Аппарат нужно настраивать вручную, а калибровка и проверка торцов проводится в автоматическом режиме. Цена – 150 тыс. руб.
Блок: 6/7 | Кол-во символов: 1976
Источник: https://tutsvarka.ru/vidy/svarka-optovolokna
Применяемые инструменты
Как и для пайки оптоволокна, чтобы разделать кабель, необходимо иметь специальный комплект инструментов.
Стандартный набор инструментов монтажника-спайщика включает в себя:
- комплект стрипперов;
- комплект отверток;
- плоскогубцы;
- тросокусы;
- набор ножей;
- прочие дополнительные инструменты для различных рабочих ситуаций.
 Сегодня существует множество наборов инструментов от разных производителей, с разной комплектацией. Они могут быть полностью укомплектованы необходимым инструментом или содержать только основные. Многие производители не уделяют особого внимания прочности кейсов для хранения инструмента, а только его внешнему виду. Их изготавливают из ДВП, покрывают текстурированной фольгой. Соответственно, такие кейсы в тяжелых условиях эксплуатации долго не выдерживают, требуют периодического ремонта.
Сегодня существует множество наборов инструментов от разных производителей, с разной комплектацией. Они могут быть полностью укомплектованы необходимым инструментом или содержать только основные. Многие производители не уделяют особого внимания прочности кейсов для хранения инструмента, а только его внешнему виду. Их изготавливают из ДВП, покрывают текстурированной фольгой. Соответственно, такие кейсы в тяжелых условиях эксплуатации долго не выдерживают, требуют периодического ремонта.
И также плохого качества могут быть и некоторые инструменты из набора, а некоторые, вообще, могут не понадобиться в работе. Дорогостоящие фирменные расходники высокого качества могут быть заменены на более дешевые изделия.
Блок: 7/7 | Кол-во символов: 1064
Источник: https://tokar.guru/svarka/kak-vypolnyaetsya-svarka-optovolokna.html
Подведем итоги
Только высококлассные сварочные аппараты для оптоволокна предоставляют сварщику возможность создавать действительно качественные и надежные швы на оптическом материале для передачи информации.
Именно поэтому важно выбрать такую модель аппарата для сварки оптического волокна, которая будет соответствовать основным требованиям к такому оборудованию как гарантия высококлассного результата.
Блок: 7/7 | Кол-во символов: 404
Источник: https://tutsvarka.ru/vidy/svarka-optovolokna
Кол-во блоков: 22 | Общее кол-во символов: 31284
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaprosto.ru/tehnologii/protsess-svarki-optovolokna: использовано 3 блоков из 6, кол-во символов 2760 (9%)
- https://tokar.guru/svarka/kak-vypolnyaetsya-svarka-optovolokna.html: использовано 3 блоков из 7, кол-во символов 3963 (13%)
- https://expertsvarki.ru/tehnologii/svarka-optiki.html: использовано 1 блоков из 5, кол-во символов 1633 (5%)
- https://lantorg.com/article/montazh-vols-svarka-optovolokna: использовано 2 блоков из 3, кол-во символов 8007 (26%)
- https://prosvarku.info/tehnika-svarki/svarka-optovolokna: использовано 4 блоков из 5, кол-во символов 5216 (17%)
- https://tutsvarka.ru/vidy/svarka-optovolokna: использовано 6 блоков из 7, кол-во символов 9705 (31%)
|
Поделитесь в соц.сетях: |
Оцените статью:
|