Сам с подобной проблемой не сталкивался, может поможет описание ошибок. Думаю, имеет смысл проверить значения ускорений. Удачи!
25000 Ось %1 Сбой аппаратуры активного датчика
Объяснение:
%1 = Название оси, номер шпинделя
Сигналы активного в данный момент датчика фактического положения
(интерфейсный сигнал V 380×0001.5) отсутствуют, не являются синфазными
или обнаруживают замыкание на корпус/короткое замыкание.
Реакция:
ЧПУ не готово к работе.
Блокировка запуска ЧПУ.
Останов ЧПУ при аварийном сигнале.
ЧПУ переключается в следящий режим.
Индикация аварийного сигнала.
Устанавливаются сигналы интерфейса.
Оси больше не синхронизированы с фактическим значением станка (точка
отсчета).
Устранение:
Проверьте штекер измерительной цепи на правильность замыкания
контактов. Проверьте сигналы датчика, в случае ошибок замените
измерительный датчик.
Продолжение программы Выключить-включить систему управления.
25050 Ось %1 Контроль контура
Объяснение:
%1 = Название оси, номер шпинделя
ЧПУ рассчитывает для каждой опорной точки интерполяции в оси (заданное
значение) действительное значение, которое должно получаться на
основании внутренней модели. Если это расчетное действительное значение
и фактическое значение станка отличаются друг от друга на величину,
превышающую значение параметра станка 36400 CONTOUR_TOL, то
происходит прерывание программы с выдачей аварийного сигнала.
Реакция:
ЧПУ не готово к работе.
При известных условиях возможность переключения в канале через MD.
Канал не готов к работе.
Блокировка запуска ЧПУ.
Останов ЧПУ при аварийном сигнале.
ЧПУ переключается в следящий режим.
Индикация аварийного сигнала.
Устанавливаются сигналы интерфейса.
Устранение:
• Проверьте значение допуска в MD 36400 CONTOUR_TOL, возможно,
было предусмотрено слишком малое значение.
• Проверьте оптимальность позиционного регулятора (Kv-
коэффициент в параметре станка 32200 POSCTRL_GAIN), следует ли
ось установке заданного значения без перерегулирования. В противном
случае нужно улучшить оптимальность регулятора частоты вращения
или уменьшить Kv-коэффициент.
• Проверьте ускорение в MD 32300 MAX_AX_ACCEL. Если вследствие
слишком высокого ускорения достигаются пределы тока, то из-за этого
отключается позиционное регулирование. “Пропавшее“ фактическое
значение нагоняется снова в форме выброса при перерегулировании, как
только контур регулирования опять замкнется.
• Улучшение оптимальности регулятора частоты вращения.
• Проверьте механику (легкость хода, инерционная масса).
Продолжение программы Удалить сообщение с помощью клавиши RESET. Снова запустить программу
обработки деталей.
25060 Ось %1 Ограничение заданного значения частоты вращения
Объяснение:
%1 = Название оси, номер шпинделя
Заданное значение частоты вращения превысило свой верхний предел
дольше допустимого времени.
Максимальное заданное значение частоты вращения ограничивается
специфическим для осей параметром станка 36210 CTRLOUT_LIMIT в
процентах. Вводимое значение 100% соответствует номинальной частоте
вращения электродвигателя и тем самым скорости быстрого хода.
Кратковременные превышения допускаются, если они длятся не дольше,
разрешено значением параметра MD 36220 CTRLOUT_LIMIT_TIME,
специфического для осей. В течение этого времени заданное значение
ограничивается до установленного максимального значения (MD 36210
CTRLOUT_LIMIT).
Реакция:
ЧПУ не готово к работе.
При известных условиях возможность переключения в канале через MD.
Блокировка запуска ЧПУ.
Останов ЧПУ при аварийном сигнале.
ЧПУ переключается в следящий режим.
Индикация аварийного сигнала.
Устанавливаются сигналы интерфейса.
Устранение:
Этот аварийный сигнал не должен появляться в случае правильно
настроенного регулятора привода и обычных соотношений обработки.
• Проверьте фактические значения: локальное затруднение хода
салазок [суппорта], возмущение частоты вращения из-за выброса
момента при контакте с заготовкой/инструментом, наезд на жесткое
препятствие и др.
• Проверьте направление регулирования: Ось проходит бесконтрольно?
• Проверьте кабель заданного значения частоты вращения.
Продолжение программы Удалить сообщение с помощью клавиши RESET.
Всем доброго дня.
Небольшой отчет по попытке «победить» Sinumeric 840D в части заливки архива по причине сдохшей батарейки и ошибки 120202.
см. посты #1892……#1903
в двух словах станок стоял три года без движения и вдруг понадобилось его запустить.
при включении замигал станочный пульт и выскочила ошибка 120202 (нет коммуникации с PLC)
недолго погуглив было выяснено, что эта ошибка означает потерю информации в оперативной памяти NCU поддерживаемой батарейкой.
Заменил батарейку на новую. И радостно потирая руки начал плясать с бубном возле станка, пытаясь залить архивы NC.ARC и PLC.ARC
Архив NC.ARC ну никак не хотел заливаться. Всё время при старте заливки архива выскакивала ошибка 120202.
По ходу пьесы были измучены дилетантскими вопросами уважаемые участники сего представительного форума.
Выяснено, что для редактирования станочных архивов весьма полезна программа SinuCom ARC и WinPCin.
На просторах интерента был найден весьма обширный архив (порядка 100 файлов) на русском языке по Sinumerik 802/840. Готов дать на него ссылочку или залить сюда, но боюсь быть заподозрен в рекламе сторонних ресурсов.
Вобщем танцы с бубнами продолжались около недели. Безуспешно но познавательно.
В конце концов решил проверить может моя новая батарейка что в блоке с вентилятором в NCU уже сдохла, раз творится такое непотребное.
Извлек её вместе с вентилятором и начал мерять напряжение. Напряжение в норме -3.17V, ток при КЗ дает порядка 0.6 А. Тоесть батарея огонь! Обратил внимание, что проводки которые я вставлял в отверстия разъёма батарейки для измерения напряжения, в отверстия соседнего однотипного разъёма вентилятора входят весьма плотно, а вразъём батарейки весьма свободно. ЁПТ! вот где собака зарылась! Наверняка и в разъёме NCU с которым коннектится батарейка контакта нет, или есть но хреновый. Нашел разъём чтоб поплотнее проводки в него втыкались, старый разъём отрезал, новый припаял к батарейке и всё это хозяйство обратно вставил в NCU.
Архивы залились с первой попытки. Станок ожил!
Мораль сей басни такова: никогда не пренебрегайте проверкой соответствия комплектующих заявленным характеристикам и требованиям предъявляемым к ним. Особенно к неоригинальным комплектующим. Особенно к китайским анналогам.
Огромная благодарность участникам форума с никами Granenyi, Anabolik , Terex_&
Изменено 29.06.2018 22:04 пользователем Andre30
- 24 Авг 2016
andreieinav сказал(а):
Добрый день!
На станке с Sinumerik 840d проблема — ошибка 25000 — энкодер или связь с энкодером
Но может ли быть проблема в том что ремень двигатель-ось был растянут и ослаб, произошла рассинхронизация линейного и кругового перемещения?
Где хранятся данные с линеек и энкодеров в ЧПУ?
Хочу попробовать восстановить из архива.
Спасибо!
Если это линейная ось,то такая неисправность говорит об отсутствии фидбека(обратной связи) с ведущим энкодером Если в комплект входит оптическая линейка,то ,как правило,-это она!Оборванный ремень движка к таким сбоям привести не может т к при референсе оси,ведомый энкодер обнуляется Ищи проблему в линейке,-могут быть следующие варианты:
1 Убитые подшипники оси —>увеличенный зазор между головкой линейки и корпусом
2 Оборванный коннектор энкодера на линейке,или в шкафу
3 Проблема в плате драйвера энкодера (см по книжке его адрес,но не перепутай с ведомым!)
В общем,-кусок работы у тебя есть! Удачи!
Дело оказалось в отсутствующем болте на головке линейки… из-за этого был перекос….как болтик выкрутился?…может рабочие выкрутили ибо то провод в станке выпадет самозажимной колодки, то плк слетит в ноль, то вот это
Спасибо!
- 25 Авг 2016
andreieinav, Siemens 840C Сделал сброс ,ввод в эксплуатацию ,пролил все файлы.Машина включается ,загружается,подключаются привода,включается гидравлика.
Светится кнопка оси X ,другие не выбираются и ни одна ось не двигается.Все сигналы на контроллер приходят конечники,гидравлики и т.д.Что ей не хватает для движения??
- 26 Авг 2016
san-vai сказал(а):
andreieinav, Siemens 840C Сделал сброс ,ввод в эксплуатацию ,пролил все файлы.Машина включается ,загружается,подключаются привода,включается гидравлика.
Светится кнопка оси X ,другие не выбираются и ни одна ось не двигается.Все сигналы на контроллер приходят конечники,гидравлики и т.д.Что ей не хватает для движения??
А ошибок никаких не выдаёт?
Я не эксперт, но попробовать другой архив PLC залить, если нет других, то снова этот же перезалить. Думаю обработка кнопок и команд идет от PLC.
- 28 Авг 2016
san-vai сказал(а):
andreieinav, Siemens 840C Сделал сброс ,ввод в эксплуатацию ,пролил все файлы.Машина включается ,загружается,подключаются привода,включается гидравлика.
Светится кнопка оси X ,другие не выбираются и ни одна ось не двигается.Все сигналы на контроллер приходят конечники,гидравлики и т.д.Что ей не хватает для движения??
Проверь,-реагирует ли машина на переключение скорости подачи,-на пульте это должно быть видно в правом верхнем углу экрана!
- 29 Авг 2016
Добрый день!
На станке с Sinumerik 840d проблема — ошибка 400260
Machine control panel (MCP) at machine control panel interface 1 has failed. Timer of FB1 parameter MCP1Timeout has expired.Reactions:- Alarm display.Remedy:Check the connection with the MCP. Do not use timer T0 through T9 in the user program. Increase the value of timer parameter MCP1Timeout. Set MCP1Cycl to the default value.
Как следует из описания, что-то не в порядке с тайм-аутом при работе со станочной панелью. При этом панель подвешивается намертво и не реагирует не на одну кнопку.
После перезагрузки станка или выдергивания разъёма питания на панели работоспособность восстанавливается. За день работы выскакивает раз 5-6, абсолютно непредсказуемо. Подсоединение разъёмов проверяли. Подскажите что еще надо проверить.
- 30 Авг 2016
Лежат на стеллаже 2 шт. — дефект тот же. Одна ещё реагировала на охлаждение снегом в районе МС контроллера — помогает только замена — увы ((((
- 30 Авг 2016
anatoly_k_57, Спасибо.
Будем заказывать.
- 30 Авг 2016
andreieinav, Частично разобрался с выносного пульта управляются все оси ,а с панели нет ,также горит ось X другие не выбираются.Может что не прописано ?
- 2 Сен 2016
Доброго дня
Станок gildemeister ctx400serie2
Sinumerik 810d
Небольшая предистория
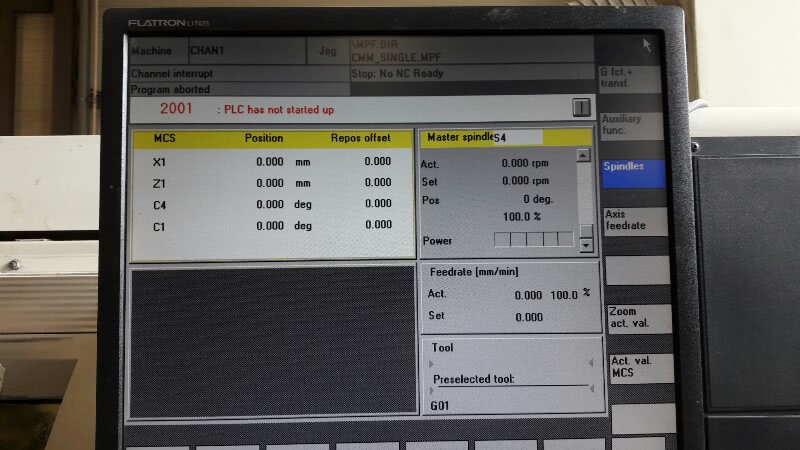
Работал нормально, пол дня стоял включеным без работы, появилась ошибка «plc нет связи, ждите». Выключил машину на пару минут, включил- все ок, проработал неделю, потом неделя простоя.
Включаю опять ошибка «plc не стартовал», перезагрузка больше не помогает, все кнопки пульта мигают. Батарейку меняли 2 месяца назад.
На мой взгляд нестандартная ситуация, когда во время работы теряется plc, потом опять находится после перезагрузки, а потом теряется напрочь.
Где в первую очередь искать причину? Может контакт гденибудь в электроавтоматике теряется. Помогите кто чем может. Заранее благодарен



- 5 Сен 2016
Добрый день,есть турецкий станок для резки стекла CMSmachine FLC 3225 на базе sinumerik 810d, на блоке CCU горит индикатор «6» светодиод 5+, SF , PR, на HMI пишет ошибка 120202 STOP:No NC Ready,при нажатии сброса NCK CCU щелкает реле и горит желтая надпись NC Communication failed. Батарейка 3,07 вольта. Шпиндели обесточены,при перемещении каретки руками,на главном экране стоят нули,система не видит где находится каретка,на пульт не реагирует Прошу помощи.Есть два архива,е ли полазить через MMC но содержимое не знаю,как можно сделать бекап того что сейчас есть и опробовать эти архивы?
- 7 Сен 2016
СашаМ сказал(а):
Доброго дня
Станок gildemeister ctx400serie2
Sinumerik 810d
Небольшая предистория
Работал нормально, пол дня стоял включеным без работы, появилась ошибка «plc нет связи, ждите». Выключил машину на пару минут, включил- все ок, проработал неделю, потом неделя простоя.
Включаю опять ошибка «plc не стартовал», перезагрузка больше не помогает, все кнопки пульта мигают. Батарейку меняли 2 месяца назад.
На мой взгляд нестандартная ситуация, когда во время работы теряется plc, потом опять находится после перезагрузки, а потом теряется напрочь.
Где в первую очередь искать причину? Может контакт гденибудь в электроавтоматике теряется. Помогите кто чем может. Заранее благодарен
Значит так,
1Причиной падения интерфейсов не всегда является батарейка,-это могут быть
а)плохо сдящая в коннекторе заглушка
б)остановка одного из перефкрийных осцилляторов
с)плохой контакт на батарейке поддержки протоколов интерфейса
д)наводки от неисправного контура заземления ,или реактора приводов
2 Так как интерфейсы у тебя упали и бояться больше нечего ,сделай следуюшее,
а)пробегись по всему кабелю,проверь коннекторы и заглушки
б)под высоковольтными шинами,под CPU,должна находиться батарейка и вентилятор охлаждения Надо это все аккуратно вытащить и проверить!Учти,-коннекторы хлипкие,действуй осторожно!
с)Когда все проверки закончишь,-внимательно почитай темку,проверь наличие архивов ,и,обязательно выполни процедуру полной чистки регистров!Не экономь время,делай все пошагово,не торопясь!
Удачи тебе!
Добавлено 07-09-2016 14:35
AntonovA сказал(а):
Добрый день,есть турецкий станок для резки стекла CMSmachine FLC 3225 на базе sinumerik 810d, на блоке CCU горит индикатор «6» светодиод 5+, SF , PR, на HMI пишет ошибка 120202 STOP:No NC Ready,при нажатии сброса NCK CCU щелкает реле и горит желтая надпись NC Communication failed. Батарейка 3,07 вольта. Шпиндели обесточены,при перемещении каретки руками,на главном экране стоят нули,система не видит где находится каретка,на пульт не реагирует Прошу помощи.Есть два архива,е ли полазить через MMC но содержимое не знаю,как можно сделать бекап того что сейчас есть и опробовать эти архивы?
Все это уже обсуждалось много раз,в разных вариациях!
Завари себе кофейку,закури сигаретку и,потрать часик,-почитай эту темку!Найдешь ответ в куче вариантов!
- 7 Сен 2016
Сейчас пишет 300701,300739,при ручном движении стола руками,по трем осям пишет 0.0000мм,PLC в составе блока работает. До этого через адаптер CP5512 Profibus и step-7 был слит проект трехсотого,и через программу SinuCom NC создан архив. Уровень доступа manufacturing. Пароль не вводился.В созданном архиве две папки NC и PLC.Вес архива 200кб.Не знаю достаточно этого или нет.Все ли данные выгрузил.
- 12 Сен 2016
andreieinav, Андрей добрый день.Давно читаю эту тему.много полезного.спасибо вам за это большое.Сейчас возникла конкретная проблема.
Имеем станок лазерной резки TRUMPF 3050 2000 г.в. SIMENS 840D. Есть острая необходимость опустить ось z на 3-4 мм. При попытке это сделать требует пароль второго уровня.Нужно бы поскорей.стоим. если можете то позвоните 8 916 681 09 61. С уважением Юрий.
- 12 Сен 2016
yura262 сказал(а):
.Давно читаю эту тему.много полезного.спасибо вам за это большое.Сейчас возникла конкретная проблема.
Имеем станок лазерной резки TRUMPF 3050 2000 г.в. SIMENS 840D. Есть острая необходимость опустить ось z на 3-4 мм. При попытке это сделать требует пароль второго уровня.Нужно бы поскорей.стоим. если можете то позвоните 8 916 681 09 61. С уважением Юрий.
Добрый день. Попробуйте SUNRISE. Это пароль производителя. Должен подойти ко всем уровням.
- 12 Сен 2016
Это пароль второго уровня?
Добавлено 12-09-2016 11:54
Дело в том что есть первый пароль.он позволяет менять референт оси x и y.а вот чтобы изменить этот параметр оси z требует пароль второго уровня.
Добавлено 12-09-2016 12:01
Похоже общие пароли не подходят.здесь какие то свои. Проблема.
- 12 Сен 2016
У нас 2 шт. 7020, но оболочка для 3010, 7040 — ни какого пароля не спрашивает. Может имеется в виду положение ключа? У наших своя панель, не Сименс…
- 14 Сен 2016
yura262 сказал(а):
Это пароль второго уровня?
Добавлено 12-09-2016 11:54
Дело в том что есть первый пароль.он позволяет менять референт оси x и y.а вот чтобы изменить этот параметр оси z требует пароль второго уровня.
Добавлено 12-09-2016 12:01
Похоже общие пароли не подходят.здесь какие то свои. Проблема.
Значит так,-SUNRISE ты уже пробовал,-теперь попробуй эту парочку;
1 EVENING
2 CUCTOMER
Может еще какие-то пароли есть,-надо поспрашивать!
И еще,-при вводе пароля,попробуй постоянно удерживать кнопку переключения регистров ^!
- 14 Сен 2016
Спасибо за ответ.попробуем.Актуальность пропала правда.ремонтируем ось.Есть надежда что сможем отремонтировать мотор линейного привода.простоим несколько дней.но все равно рано или поздно это нужно было делать.
- 15 Сен 2016
Здравствуйте, у нас siemens sinumerik 810m, заменили севшие батарейки, не могу разобраться с файлами на диске, там их 6 штук:
F5FC14.CMP
F5FJ70.01
F5FJ7001.KD
F5FJ7001.NC -T E A 1
F5FJ7001.PLC -T E A 2
F5FJ7001.PRG -P C P
Подскажите какие из них мне нужны? и что есть что?)
Заранее, благодарен…
► F5FJ7001.rar
- 20 Сен 2016
DJPuma сказал(а):
Здравствуйте, у нас siemens sinumerik 810m, заменили севшие батарейки, не могу разобраться с файлами на диске, там их 6 штук:
F5FC14.CMP
F5FJ70.01
F5FJ7001.KD
F5FJ7001.NC -T E A 1
F5FJ7001.PLC -T E A 2
F5FJ7001.PRG -P C P
Подскажите какие из них мне нужны? и что есть что?)
Заранее, благодарен…
Я не могу распокавать твой rar!Но,судя по расширениям,тебе нужны
1 ТЕА 1
2 ТЕА 2
3 РСР
и именно в такой последовательности!Проверь эти файлы обычными текстовыми редакторами NOTEPAD ,или WORDPAD!Остальное + инструкции есть в теме .Удачи!
- 30 Сен 2016
Добрый день, друзья!
Подскажите пожалуйста какая батарейка ставится на sinumerik 810d. Стояла 6в сименс, когда вылезла ошибка «слабая батарейка» поменял на аналогичную, но не сименс, хватило на два месяца- поменял, через два месяца ситуация повторилась. Может батарейка должна быть 3.6в?
Заранее благодарен!
- 30 Сен 2016
Батарейка SAFT- 3,6в, они отличаются малым током саморазряда, большой ёмкостью и НЕ ПРИЕМЛЮТ короткое! Дорогие, сцуко — 25 евро два года назад — сейчас не знаю….
- 2 Окт 2016
День добрый.
Много искал, но кроме как переустановка, не чего не нашёл. Возможно я плохо искал.Проблема такая. Я по невнимательности нажал кнопку подтверждения вместо отмены и по менял bus note с 13 на 6. Теперь пишет ошибку 120202 Wait for connection to NC/PLC. Есть ли возможность его поменять обратно. Без переустановки? Есть кабеля под сименс 200 300 400 серий, но чувствую, что они не подойдут. Сам станок chiron sinumerik 840d. Mmc 103. В загрузочном окне написано mmc 101/102 Regie.
С ув. Руслан.
П.с. Синумерик ново для меня. Если что извиняюсь за глупый вопрос.
- 6 Окт 2016
СашаМ сказал(а):
Добрый день, друзья!
Подскажите пожалуйста какая батарейка ставится на sinumerik 810d. Стояла 6в сименс, когда вылезла ошибка «слабая батарейка» поменял на аналогичную, но не сименс, хватило на два месяца- поменял, через два месяца ситуация повторилась. Может батарейка должна быть 3.6в?
Заранее благодарен!
Оно без «может»!3.6v и только литевая!
Добавлено 06-10-2016 14:20
Tehnikvg сказал(а):
День добрый.
Много искал, но кроме как переустановка, не чего не нашёл. Возможно я плохо искал.Проблема такая. Я по невнимательности нажал кнопку подтверждения вместо отмены и по менял bus note с 13 на 6. Теперь пишет ошибку 120202 Wait for connection to NC/PLC. Есть ли возможность его поменять обратно. Без переустановки? Есть кабеля под сименс 200 300 400 серий, но чувствую, что они не подойдут. Сам станок chiron sinumerik 840d. Mmc 103. В загрузочном окне написано mmc 101/102 Regie.
С ув. Руслан.П.с. Синумерик ново для меня. Если что извиняюсь за глупый вопрос.
Скажи,а какой PLC у тебя?Если в комплекте PCU-50,то вернуть можно быстро ,за счет архивов
P S Извиняюсь коллеги за задержку с ответами,-праздники+ модернизация завода!
- 13 Окт 2016
Спасибо за ответ. Сам контроллер я не нашел. В зависимости, что имеется ввиду для синумерика. Блоки входов выходов 300 — сименса и блоки связи. ПСУ нигде такого не обнаружил. Но машина старая 96(97)- 2002 года выпуска. Если надо, могу выложить полный фото-отчет по машине.
п.с. Праздники хорошо! Отдыхать тоже надо. А модернизация сама по себе приятна). У самого такая работа) Но синумерик это мой личный станок). и с ним не сталкивался.
Здравствуйте, проблема со станком DMC 1035 V eco SIEMENS 810D. При включении выдает сообщение об ошибке 26020 Ось Х1 Датчик 2 Сбой аппаратуры 00040000Н при новой инициализации
датчика. В документации написано перевключить станок, но это не помогает, ошибка сохраняется. Через некоторое время при включенном станке ошибка пропадает сама собой. Как расшифровать код ошибки 00040000Н?
Этот блок для тех, кто впервые попал на страницы нашего сайта. В форуме рассмотрены различные вопросы возникающие при ремонте бытовой и промышленной аппаратуры. Всю предоставленную информацию можно разбить на несколько пунктов:
Учитывайте, что некоторые неисправности являются не причиной, а следствием другой неисправности, либо не правильной настройки. Подробную информацию Вы найдете в соответствующих разделах.
Все неисправности по их проявлению можно разделить на два вида — стабильные и периодические. Наиболее часто рассматриваются следующие:
Если у Вас есть свой вопрос по определению дефекта, способу его устранения, либо поиску и замене запчастей, Вы должны создать свою, новую тему в соответствующем разделе.
Краткие сокращения
При подаче информации, на форуме принято использование сокращений и аббревиатур, например:
| Сокращение | Краткое описание |
|---|---|
| LED | Light Emitting Diode — Светодиод (Светоизлучающий диод) |
| MOSFET | Metal Oxide Semiconductor Field Effect Transistor — Полевой транзистор с МОП структурой затвора |
| EEPROM | Electrically Erasable Programmable Read-Only Memory — Электрически стираемая память |
| eMMC | embedded Multimedia Memory Card — Встроенная мультимедийная карта памяти |
| LCD | Liquid Crystal Display — Жидкокристаллический дисплей (экран) |
| SCL | Serial Clock — Шина интерфейса I2C для передачи тактового сигнала |
| SDA | Serial Data — Шина интерфейса I2C для обмена данными |
| ICSP | In-Circuit Serial Programming – Протокол для внутрисхемного последовательного программирования |
| IIC, I2C | Inter-Integrated Circuit — Двухпроводный интерфейс обмена данными между микросхемами |
| PCB | Printed Circuit Board — Печатная плата |
| PWM | Pulse Width Modulation — Широтно-импульсная модуляция |
| SPI | Serial Peripheral Interface Protocol — Протокол последовательного периферийного интерфейса |
| USB | Universal Serial Bus — Универсальная последовательная шина |
| DMA | Direct Memory Access — Модуль для считывания и записи RAM без задействования процессора |
| AC | Alternating Current — Переменный ток |
| DC | Direct Current — Постоянный ток |
| FM | Frequency Modulation — Частотная модуляция (ЧМ) |
| AFC | Automatic Frequency Control — Автоматическое управление частотой |
Частые вопросы
После регистрации аккаунта на сайте Вы сможете опубликовать свой вопрос или отвечать в существующих темах. Участие абсолютно бесплатное.
Кто отвечает в форуме на вопросы ?
Ответ в тему SIEMENS SINUMERIK-810,880,840D как и все другие советы публикуются всем сообществом. Большинство участников это профессиональные мастера по ремонту и специалисты в области электроники.
Как найти нужную информацию по форуму ?
Возможность поиска по всему сайту и файловому архиву появится после регистрации. В верхнем правом углу будет отображаться форма поиска по сайту.
По каким еще маркам можно спросить ?
По любым. Наиболее частые ответы по популярным брэндам — LG, Samsung, Philips, Toshiba, Sony, Panasonic, Xiaomi, Sharp, JVC, DEXP, TCL, Hisense, и многие другие в том числе китайские модели.
Какие еще файлы я смогу здесь скачать ?
При активном участии в форуме Вам будут доступны дополнительные файлы и разделы, которые не отображаются гостям — схемы, прошивки, справочники, методы и секреты ремонта, типовые неисправности, сервисная информация.
Полезные ссылки
Здесь просто полезные ссылки для мастеров. Ссылки периодически обновляемые, в зависимости от востребованности тем.
26020 Axis %1 encoder %2 hardware fault %3 during encoder initialization
Parameters: %1 = Axis name, spindle number
%2 = Encoder number
%3 = Error fine coding
Definitions: Error during initialization of encoder (refer to additional information for absolute encoder interface from
error fine coding).
The alarm can be reprogrammed in the MD ALARM_REACTION_CHAN_NOREADY (channel not
ready).
Reaction: Mode group not ready.
The NC switches to follow-up mode.
Channel not ready.
NC Start disable in this channel.
Axes of this channel must be re-referenced.
Interface signals are set.
Alarm display.
NC Stop on alarm.
Channel not ready.
Remedy: Please inform the authorized personnel/service department. Rectify hardware error, replace encoder
if necessary. Make sure that an appropriate control module supporting this function is available with
EnDat or SSI absolute encoders.
Bit nos. and their significance:
Bit 0: Lighting failed
Bit 1: Signal amplitude too small
Bit 2: Position value incorrect
Bit 3: Overvoltage
Bit 4: Undervoltage
Bit 5: Overcurrent
Bit 6: Battery change necessary
Bit 7: Control check error, Note: SW 4.2 and higher, synchronous linear motor
Bit 8: EnDat encoder, incorrect overlapping, Note: SW 4.2 and higher, synchronous linear motor
Bit 9: C/D track error on encoder ERN1387 or EQN encoder connected or incorrectly configured (not
on EQN, MD 1011)
Bit 10: Log cannot be aborted or old hardware
Bit 11: SSI level detected on data line or no encoder connected or incorrect encoder cable (ERN
instead of EQN)
Bit 12: Timeout while reading measuring value
Bit 13: CRC error
Bit 14: Wrong IPU submodule for direct measuring signal, Note: Only with 611D expansion
Bit 15: Encoder faulty
Note: If an axis that is connected to the second measuring system of a controller module 611D only,
is driven by an absolute encoder, the axis with the first measuring system of this controller module will
have to be switched to Parking Axis, after the measuring system connector has been plugged in and
prior to disabling the Parking Axis. After the Parking Axis of the first measuring system has been
disabled, all measuring systems of the controller module will be initialized. The Parking Axis of the
second measuring system can then be disabled without errors.
Program
Continuation:
Switch control OFF — ON.
В каких книжках можно посмотреть ? В своих ни чего не нашёл.
Ось %1 Датчик %2 Сбой аппаратуры %3 при новой инициализации
датчика
%1 = Название оси, номер шпинделя
%2 = Номер датчика
%3 = Детальный код ошибки
Ошибка при инициализации датчика или при доступе к датчику (см.
дополнительную информацию для интерфейса абсолютного датчика по
детальному коду ошибки).
Этот аварийный сигнал можно перепроектировать через MD
ALARM_REACTION_CHAN_NOREADY (каналЧПУ переключается в режим слежения.
ГРР не готова к работе.
Канал не готов к работе.
Блокировка запуска ЧПУ в этом канале.
Оси этого канала снова вывксти в начальную точку.
Устанавливаются сигналы интерфейса.
Индикация аварийного сигнала.
Останов ЧПУ при аварийном сигнале.
Канал не готов к работе.
Если при выдаче сообщения ось является единственной, то сообщение
действует только на эту ось (а не, например, на канал или ГРР).
Проинформируйте, пожалуйста, авторизованный сервисный персонал.
Устраните неисправность аппаратуры, при необходимости замените
датчик, обеспечьте, чтобы в абсолютном датчике EnDat или SSI имелись
подходящие для этой функции модули ргулирования.
№ бита и его соответствующее значение:
Бит 0: Отказ лампы
Бит 1: Амплитуда сигнала слишком мала
Бит 2: Неправильное значение позиции
Бит 3: Перенапряжение
Бит 4: Недостаточное напряжение
Бит 5: Ток перегрузки
Бит 6: Требуется замена батарейки
Бит 7: Ошибка критерия контроля, указание: с версии ПО 4.2, синхронный
линейный двигатель
Бит 8: Неверное наложение датчика EnDat, указание: с версии ПО 4.2,
синхронный линейный двигатель
Бит 9: Ошибочная дорожка C/D в датчике ERN1387 или подключен датчик
EQN или неверно запараметрирован (не на EQN, MD 1011)
Бит 10: Протокол не допускает прерывания или старое аппаратное
устройство
Бит 11: Обнаружен уровень SSI в канале передачи данных или датчик не
подключен или неверный кабель датчика ERN вместо EQN
Бит 12: TIMEOUT при считывании результата измерения
Бит 13: Ошибка CRC
Бит 14: Неправильный субмодуль IPU для прямого измерительного
сигнала, указание: Только в расширении 611D
Бит 15: Дефект измерительного датчика
Выключить и включить систему управления
Спасибо за информацию. Понятно что с линейкой что-то ,а что конкретно не ясно и как код ошибки понять?
На оси два датчика: линека Lc483 и датчик двигателя. Ругается он на линейку
Ну правильно,молодец!Начни с линейки,только очень осторожно,т.к. ,-боится ударов и неточностей при регулировке.А с кодами ,-не заморачивайся,т.к. если линейка в порядке,то и законектится она без проблем.Чтобы убедится,можно попробовать с параллельной оси ,поменять местами коннекторы линеeк,если неисправность перешла вслед за коннекторoм,то смело разбирайся с линекой или кабелем.Не торопись и все получится!Удачи!
А книжку могу тебе скинуть ,если хочешь.Правда,английский вариант.
Не дает сервак полностью скачать книжку .Заводские админы блокировку повесили.
11/2006 Edition
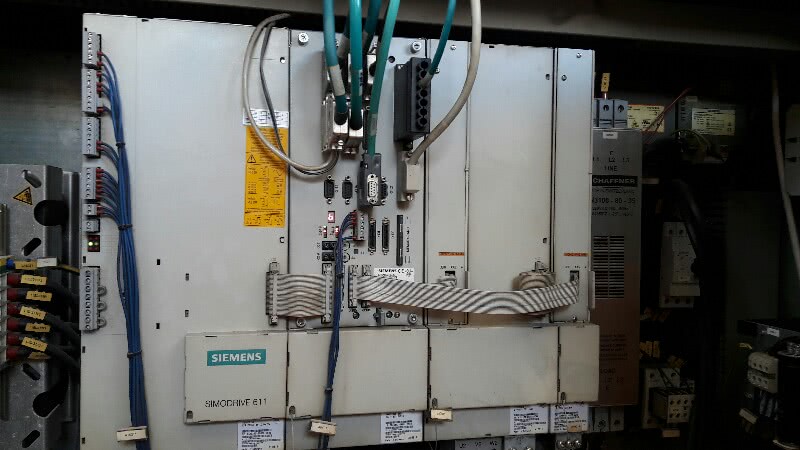
SINUMERIK 840D/840Di/810D
SIMODRIVE 611 digital
Diagnostics Manual
Valid for
Control
SINUMERIK 840D 7.4
SINUMERIK 840DE (Export version) 7.4
SINUMERIK 840Di 3.2
SINUMERIK 840DiE (Export version) 3.2
SINUMERIK 810D 7.4
SINUMERIK 810DE (Export version) 7.4
Drive
SIMODRIVE 611
Overview of System Error Alarms 1
Overview of Alarms 2
List of Action Numbers 3
Error Codes of Alarm 300500 4
System Reactions on Alarms 5
Appendix A
Это ее титульный лист,по идее,в интернете должна быть.Если не найдеш,завтра из дома вышлю.
Источник
Коды ошибок частотных преобразователей Siemens
Преобразователи частоты не только регулируют скорость электродвигателей переменного тока. Современное оборудование также выполняет функции ПИ и ПИД-регулятора, обеспечивает связь с централизованными и местными системами автоматизации, защиту от ненормальных режимов работы.
Практически все преобразователи автоматически ведут журнал неисправностей:
- Cохраняют данные об отказах и неисправностях во встроенной или внешней памяти.
- Передают данные на внешние устройства.
- Выводят сообщения на панель оператора или дисплей.
Это помогает выявить причину поломки или отказа, существенно облегчает диагностику оборудования. Анализ кодов ошибок или предупреждений – первый этап определения причин поломки или сбоя. Правильная расшифровка помогает разобраться и устранить неисправность или отказ частотного преобразователя и всех элементов электропривода.
Рассмотрим в качестве примера коды основных ошибок и предупреждений наиболее распространенных частотных преобразователей серии SINAMICS V20. Устройства выпускает фирма Siemens – один из ведущих производителей оборудования и технических решений электропривода. «Сименс» производит частотные преобразователи для промышленности, инженерных систем зданий и сооружений, других сфер.
При возникновении неисправностей, ненормальных режимов работы, на экран выводится сообщение об ошибке. Код состоит из буквы “F” (ошибка) и номера неисправности. Ошибка отображается до нажатия определенной клавиши, подтверждающей прием сообщения оператором (квитирования). После этого последовательно выводятся в порядке приоритета сообщения о других ошибках и предупреждениях или восстанавливается заданное состояние экрана.
При отклонении рабочих параметров, которое может привести к остановке двигателя, поломкам оборудования или нарушению технологического процесса, выводится предупреждение, состоящее из кода “A” и номера. Предупреждения не квитируются и отображаются до устранения причины.
Основные коды ошибок и предупреждений частотных преобразователей Siemens
Ошибка «F1» означает перегрузку по току. Причинами ошибки могут служить неправильный выбор преобразователя по мощности, короткое замыкание на землю или в выходном кабеле, перегрузка двигателя или механическая блокировка вала.
Для устранения требуется убедиться, что мощность двигателя соответствует мощности частотника, в отсутствии замыканий на землю и кабеля. Далее проверяют нагрузку на валу и отсутствие механической блокировки. Если ошибка продолжает выводиться, необходимо увеличить время разгона и снизить момент при пуске.
Ошибка «F2» означает недопустимо высокое напряжение. Причина – слишком быстрое торможение в электродинамическом режиме, превышение напряжения в сети. Для устранения требуется убедиться, что номинальное напряжение сети совпадает с номинальными, проверить соответствие времени торможения и инерции на валу, а также активацию Vdc-регулятора и его корректное конфигурирование.
Ошибка «F3» говорит о недопустимо низком значении напряжения. Для устранения необходимо измерить напряжение в сети электропитания.
Ошибка «F4» означает перегрев частотного преобразователя. Возможные причины – перегрузка устройства, отказ или поломка встроенного вентилятора, высокая температура окружения, недопустимая частота импульсов. В этом случае нужно убедиться в правильном выборе частотника по мощности, соответствии нагрузки техническим возможностям, нормальной работе вентилятора, проверить температуру в месте монтажа устройства.
Ошибка «F5», такое сообщение говорит о перегрузке, слишком высоком нагрузочном цикле, существенном превышении мощности электродвигателя аналогичной характеристике преобразователя частоты. Для устранения проверить технические характеристики электродвигателя и частотника, убедиться, что нагрузочный цикл не превышает предельных значений.
Ошибка «F6» или критическая температура чипа. Причинами вывода сообщения могут быть недопустимая пусковая нагрузка или шаг нагрузки, недостаточное время разгона. В таком случае проверяют соответствие нагрузки или нагрузочного цикла возможностям привода, мощности частотного преобразователя и двигателя, увеличивают время разгона.
Ошибка «F11» – перегруз электродвигателя. Такое сообщение может выводиться при использовании 4- или 2-полюсных микродвигателей на напряжение до 250 В, при низкой частоте от 15 Гц. Если температура двигателя в норме, требуется переустановить характеристику P0335 равной 1. В остальных случаях проверить нагрузку или нагрузочный цикл, параметры перегрева.
Ошибка «F12» свидетельствует об обрыве линии датчика температуры радиатора частотника. В таких случаях требуется восстановить целостность кабеля.
Ошибка «F13» – недопустимая пульсация постоянного тока. Возможная причина – обрыв одной из фаз электропитания. При появлении такого кода нужно проверить силовой кабель, идущий от сети к частотнику.
Ошибка «F41» – преобразователь не может идентифицировать характеристики электродвигателя. Требуется проверить настройки частотника и схему подключения обмоток электрической машины (звезда, треугольник).
Ошибка «F42» – ошибка параметров перепрограммируемого ПЗУ или EEPROM. Меры устранения – перезагрузка частотного преобразователя, при необходимости сброс настроек до заводских и повторное конфигурирование, установка отдельных параметров на значения по умолчанию.
Ошибка «F43» –Ошибка программного обеспечения частотника. Способы устранения – переустановка ПО профильными специалистами.
Ошибка «F60» – некорректная внутренняя коммутация или ее отсутствие. Возможные причины – проблемы с электромагнитной совместимостью, аппаратное или программное отсутствие подключения.
Указаны наиболее распространенные коды ошибок, полный перечень содержит данные о расшифровке сообщений об ошибках ПИД регулятора, копировании данных, сбое защит от нарушений течения технологических процессов и другие.
Коды наиболее часто встречающихся предупреждений
Предупреждения обычно не вызывают аварийную остановку привода. Цель сообщений – предупредить о недопустимых отклонениях в работе, которые могут вызвать аварии и нарушения производственного процесса.
Сообщение предупреждения обозначается на экране символом в виде треугольника с восклицательным знаком внутри, буквой “A” и сочетанием цифр, указывающих причину. Предупреждения выводятся до тех пор, пока причина их не будет устранена.
«A501» – превышение предела по току. Необходимо убедиться в отсутствии замыканий на землю или кабельных жил, проверить соответствие мощности частотника электродвигателю. При использовании маломощных , 4- или 2-полюсных электрических машин на 120 В, перевести управления в режим U/f.
«A502» – предельное значение напряжения. Такое предупреждение может появиться при торможении электродвигателя при неработающем регуляторе Vdc (параметр P1240 равен 0). Если сообщение остается на длительное время, нужно замерить напряжение в сети питания.
«A503» – снижение напряжения до предельного значения. При этом требуется проверить характеристики сети, при необходимости восстановить питание номинальным напряжением.
«A504» – перегрев частотника, при котором невозможно поддерживать заданную выходную частоту. Устранение – проверить исправность встроенного вентилятора, условия установки частотного преобразователя, соответствие нагрузки на валу электродвигателя.
Сообщение предупреждений не повторяют коды ошибок, при их появлении допускается работа электропривода некоторое время. После индикации оповещения необходимо принять меры и как можно скорее устранить причину, пока это не привело к аварии или остановке.
В ряде случаев целесообразно обратиться в службу технической поддержки производителя частотных преобразователей или авторизованную сервисную мастерскую для ремонта устройств.
Своевременная индикация кодов ошибок и предупреждений помогает своевременно принять меры для устранения причин, которые могут привести к поломкам дорогого оборудования и вызвать серьезные аварии.
Таблица ошибок на индикаторе статусной панели
Описание состояния преобразователя
Источник
«1 Обзор системных ошибок Документация SINUMERIK® Обзор ошибок 840D sl/840D/840Di/810D Список номеров действий Коды ошибок 300500 Реакция системы при . »
Продолжение программы:
22014 Канал %1 кадр %2. Динамика ходового винта %3 и ведомого шпинделя %4 сильно различаются
%1 = номер канала %2 = номер кадра, метка %3 = номер ходового винта %4 = номер ведомого шпинделя
При соединении синхронный ход не может быть достигнут, если динамика шпинделей/осей сильно различается. Динамика зависит от множества установок: предустановка предуправления, данные блока параметров, в первую очередь KV, время симметрирования и т.п., режим предуправления и установочные параметры предуправления, режим работы FIPO, установки фильтра рывка и фильтра динамики, DSC вкл/выкл.
К ним относятся следующие машинные данные:
MA_FFW_MODE, MA_VELO_FFW_WEIGHT, MA_FIPO_TYPE, VEL_FFW_TIME, MA_EQUIV_SPEEDCTRL_TIME, MA_POSCTRL_GAIN, AX_JERK_TIME, STIFFNESS_DELAY_TIME, PROFIBUS_ACTVAL_LEAD_TIME, PROFIBUS_OUTVAL_DELAY_TIME, CTRLOUT_LEAD_TIME Реакции: — индикация ошибки Помощь: Использовать шпиндели/оси с одинаковой динамикой. Если различная установка выбрана осознано, то ошибка может быть подавлена с помощью машинных данных 11410 SUPPRESS_ALARM_MASK бит21 = 1.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
В машинных данных 35014 GEAR_STEP_USED_IN_AXISMODE сконфигурирована ступень редуктора, на которой шпиндель должен находиться в осевом режиме. ЧПУ при переключении шпинделя в осевой режим проверяет эту ступень редуктора. При этом сконфигурированная в MD 35014 ступень редуктора сравнивается с сообщенной с PLC ступенью редуктора (VDI-Nst «Фактическая ступень редуктора A до C», DB31. DBX16.0..16.2). Если ступени редуктора не совпадают, то следует эта ошибка. При переходе в осевой режим с программированием M70 ЧПУ автоматически включает или запрашивает сконфигурированную в MD 35014 ступень редуктор. Если сконфигурированная в MD 35014 ступень редуктора уже активна, то смена ступеней редуктора не запрашивается. В обоих случаях M40 остается активной.
Реакции: — устанавливаются сигналы интерфейсов
— индикация ошибки Помощь: Запрограммировать M70 перед осевым режимом. Учитывать MD 20094.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Помощь: Использовать соединение синхронных шпинделей DV или запрограммировать направление вращения и число оборотов.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Затребованная через сигнал VDI DB31. DBX31.6 ‘Отслеживание синхронного хода’ или запись в переменную $AA_COUP_CORR[Sn] коррекция синхронного хода в настоящий момент не может быть учтена.
Причинами этого могут быть:
• реферирование или синхронизация с нулевыми метками активна
• выполняется NC-Reset Реакции: — индикация ошибки Помощь: Не выполнять установки сигнала PLC DB31. DBX31.6 ‘Отслеживание синхронного хода’ или не выполнять записи в переменную $AA_COUP_CORR[Sn] до восстановления условий для обработки значения коррекции.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
22040 Канал %1 кадр %3 шпиндель %2 не реферирован с нулевой меткой
%1 = номер канала %2 = имя оси, номер шпинделя %3 = номер кадра, метка Объяснение: Актуальная позиция не реферирована с позиций измерительной системы, хотя относится к ней.
Реакции: — индикация ошибки Помощь: Исправить программу обработки детали. Установить синхронизацию с нулевыми метками через позиционирование, через вращение (мин. 1 оборот) в режиме управления числом оборотов или G74 перед включением вызывающей ошибку функции.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Объяснение: Указанный шпиндель/ось необходим для правильного выполнения функции в канале %1. Шпиндель/ось в настоящее время активна в канале %4. Конфигурация возможна только для переходящих осей.
Проблема: Было запрограммировано соединение синхронного шпинделя. Ходовой винт/ведущая ось на момент включения соединения не находится в канале, для которого было запрограммировано соединение (COUPON). Допускается перемещение ходового винта/ведущей оси через FC18 или синхронные действия. При FC18 необходимо помнить, что ходовой винт/ведущая ось должна быть согласована с включающим соединение каналом. После завершения FC18 ходовой винт/ведущая ось не может быть согласована через PLC с другим каналом, пока соединение активно (сигналы интерфейсов VDI).
Реакции: — устанавливаются сигналы интерфейсов
— стоп ЧПУ при ошибке Помощь: •Запрограммировать в программе обработки детали перед включением соединения GET для ходового винта/ведущей оси или
•Согласовать ходовой винт/ведущую ось через PLC включающим соединение каналом.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проверить и исправить машинные данные 34060 REFP_MAX_MARKER_DIST. Введенное значение указывает участок перемещения в [мм] или [градусах] между 2 нулевыми метками.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Помощь: Изменить установку ENC_REFP_MODE или перейти в JOG+REF и после выполнить реферирование.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
22054 Канал %1 кадр %3 шпиндель %2 грязный сигнал штамповки
%1 = номер канала %2 = имя оси, номер шпинделя %3 = номер кадра, метка Объяснение: Если между ходами штамповки сигнал штамповки непостоянен, то в зависимости от машинных данных создается эта ошибка.
Реакции: — индикация ошибки Помощь: Указывает на неисправность штамповочной гидравлики.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Помощь: Исправить программу обработки детали. Установить синхронизацию с нулевыми метками через позиционирование, через вращение (мин. 1 оборот) в режиме управления числом оборотов или G74 перед включением вызывающей ошибку функции.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
22060 Канал %1 для оси/шпинделя %2 ожидается управление положением Параметр: %1 = номер канала %2 = имя оси, номер шпинделя Объяснение: Для запрограммированного типа соединения (DV, AV) или для запрограммированной функции необходимо управление положением.
Реакции: — индикация ошибки Помощь: Включить требуемое управление положением, к примеру, через программирование SPCON.
Индикация ошибки исчезает с причиной ошибки.
Продолжение Иных действий управления не требуется.
22062 Канал %1 ось %2 реферирование: скорость поиска нулевых меток (MD) не достигается
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проверить активные ограничения числа оборотов.
Сконфигурировать более низкое число оборотов поиска нулевых меток $MA_REFP_VELO_SEARCH_MARKER.
Проверить диапазон допуска для фактической скорости $MA_SPIND_DES_VELO_TOL.
Установить другой режим реферирования $MA_ENC_REFP_MODE != 7.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Сконфигурировать более низкое число оборотов поиска нулевых меток $MA_REFP_VELO_SEARCH_MARKER. Проверить конфигурацию предельной частоты датчика $MA_ENC_FREQ_LIMIT и $MA_ENC_FREQ_LIMIT_LOW. Установить другой режим реферирования (MA_ENC_REFP_MODE != 7).
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
22065 Канал %1 управление инструментом: движение инструмента невозможно, т.к.
инструмент %2 с номером гнезда %3 отсутствует в магазине %4
%1 = номер канала %2 = строка (идентификатор) %3 = номер гнезда %4 = номер магазина Объяснение: Необходимая команда перемещения инструмента – запущенная с MMC или PLC – невозможна. Названный инструмент отсутствует в данном магазине. (NCK может содержать инструменты, не согласованные с одним магазином. Операции (перемещение, смена) с такими инструментами невозможны.) Реакции: — блокировка старта ЧПУ в этом канале
— устанавливаются сигналы интерфейсов
— индикация ошибки Помощь: Убедиться, что названный инструмент находится в необходимом магазине или выбрать другой инструмент, который должен быть перемещен.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Связаться с авторизованным персоналом/сервисной службой.
•Убедиться, что названный инструмент находится в необходимом магазине или запрограммировать другой инструмент, который должен быть сменен.
•Проверить, согласуются ли машинные данные $MC_RESET_MODE_MASK, $MC_START_MODE_MASK и связанные с ними машинные данные $MC_TOOL_RESET_NAME с актуальными данными определения.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
22067 Канал %1 управление инструментом: смена инструмента невозможна, так как нет рабочего инструмента в группе инструментов %2 Параметр: %1 = номер канала %2 = строка (идентификатор).
Объяснение: Желаемая смена инструмента невозможна. Названная группа инструментов не имеет рабочего инструмента, который мог бы быть установлен. Возможно, все соответствующие инструменты были переведены контролем инструмента в состояние ‘заблокированы’.
•Убедиться, что в названной группе инструментов на момент запрашиваемой смены инструмента имеется рабочий инструмент.
•Это может быть достигнуто, к примеру, через замену заблокированных инструментов или
•Через ручное разрешение заблокированного инструмента.
•Проверить, правильно ли определены данные инструмента. Были ли все предусмотренные инструменты группы определены/загружены с названным идентификатором?
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Параметр %4 = имя программы облегчает идентификацию программы, содержащей команду программирования (выбор инструмента), являющуюся причиной. Этот может быть подпрограмма, цикл и т.п., которая более не может быть взята из индикации. Если параметр не указан, то это актуальная индицируемая программа.
Реакции: — кадр коррекции с реорганизацией
— устанавливаются сигналы интерфейсов
•Убедиться, что в названной группе инструментов на момент запрашиваемой смены инструмента имеется рабочий инструмент.
•Это может быть достигнуто, к примеру, через замену заблокированных инструментов или также
• Через ручное разрешение заблокированного инструмента.
•Проверить, правильно ли определены данные инструмента. Были ли все предусмотренные инструменты группы определены/загружены с названным идентификатором?
С NC-START или клавишей RESET стереть ошибку и продолжить программу.
Продолжение программы:
22070 Блок TO %1 Просьба установить инструмент T= %2 в магазин.
Повторить сохранение данных Параметр: %1 = блок TO %2 = номер T инструмента
Ошибка возможна только при активной функции управления инструментом в NCK. Было запущено сохранение данных инструмента/магазина. При этом было определено, что в буферном магазине еще находятся инструменты (=шпиндель, захват. ). Эти инструменты при сохранении теряют информацию, с каким магазином, местом в магазине они согласованы.
При этом имеет смысл – если необходимо идентичное восстановление данных — чтобы на момент сохранения данных все инструменты находились в магазине!!
Если это не так, то при повторной загрузке данных будут присутствовать места в магазине, имеющие состояние «зарезервированы». Это состояние ‘зарезервировано’ после по возможности должно быть сброшено вручную.
Для инструментов с фиксированной кодировкой места потеря информации о месте в магазине равнозначна общему поиску свободного места с последующей установкой в магазин.
Реакции: — устанавливаются сигналы интерфейсов
— индикация ошибки Помощь: Убедиться, что перед сохранением данных инструменты в буферном магазине отсутствуют. Повторит сохранение данных после удаления инструментов из буферного магазина.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проконтролировать и исправить данные ввода в эксплуатацию и оптимизации задатчика привода согласно руководству по эксплуатации.
Увеличить окно допуска в машинных данных 35150 SPIND_DES_VELO_TOL.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
Помощь: •запрограммировать ограничение числа оборотов с G26
•уменьшить макс. число оборотов в соответствующих машинных данных.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Помощь: •запрограммировать ограничение числа оборотов с G26
•уменьшить макс. число оборотов в соответствующих машинных данных.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
22200 Канал %1 шпиндель %2 остановка оси при нарезании внутренней резьбы Параметр: %1 = номер канала %2 = имя оси, номер шпинделя Объяснение: При нарезании внутренней резьбы с компенсирующим патроном (G63) через интерфейс ЧПУ/PLC была остановлена ось сверления – шпиндель продолжает вращаться. Это повредило резьбу и возможно метчик.
Реакции: — блокировка старта ЧПУ в этом канале
— устанавливаются сигналы интерфейсов
— индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Предусмотреть блокировку в программе электроавтоматики, чтобы при активном нарезании внутренней резьбы останов оси был бы невозможен. Если в критических состояниях станка необходима отмена процесса нарезания внутренней резьбы, то по возможности шпиндель и ось должны останавливаться одновременно.
Небольшие отклонения поглощаются компенсирующим патроном.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Ошибка имеет технологическую природу и выводится, если в $MN_ENABLE_ALARM_MASK установлен бит 2. Предусмотренная программная клавиша ММС ‘Поддержка технологии’ устанавливает или стирает этот бит в MD.
Реакции: — индикация ошибки Помощь: Изменить программу обработки детали или сбросить MD $MN_ENABLE_ALARMMASK бит 2.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Объяснение: Запрещено запускать шпиндель, пока он используется трансформацией. Причина:
условием для использования шпинделя в трансформации является осевой режим. Выход из него запрещен.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проконтролировать надежность контактов штекера контура измерения. Проконтролировать сигналы датчика, при ошибках заменить измерительный датчик.
Продолжение программы:
25001 Ось %1 аппаратная ошибка пассивного датчика Параметр: %1 = имя оси, номер шпинделя Объяснение: Сигналы не активного в данный момент датчика фактического значения положения отсутствуют, не являются синфазными или имеют замыкание на массу/короткое замыкание.
Реакции: — индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Проконтролировать надежность контактов штекера контура измерения. Проконтролировать сигналы датчика, при ошибках заменить измерительный датчик. Отключить контроль с соответствующим сигналом интерфейсов (DB 31 — 48, DBX 1.5 = 0 или DBX 1.6 = 0).
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Контроль измерительной системы согласно данным изготовителя измерительного оборудования.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25011 Ось %1 загрязнение пассивного датчика Параметр: %1 = имя оси, номер шпинделя Объяснение: Не используемый для управления положением датчик посылает сигнал загрязнения (только для измерительных систем с сигналом загрязнения).
Реакции: — индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Контроль измерительной системы согласно данным изготовителя измерительного оборудования.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Погрешности могут возникнуть из-за ошибок передачи, возмущающих воздействий, аппаратных ошибок датчика или анализирующей электроники в используемом для управления положением датчике.
Поэтому проверить ветвь фактического значения:
1. Участок передачи: проверить контакт штекера фактического значения на двигателе, проводимость кабеля датчика, короткое замыкание и замыкание на массу (плохой контакт?).
2. Импульсы датчика: Питание датчика в пределах границ допуска?
3. Анализирующая электроника: Замена/новое конфигурирование используемого приводного модуля. Контроль может быть отключен через установку машинных данных 36310 ENC_ZERO_MONITORING [n]=. (n. номер датчика: 1, 2) на 0.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25021 Ось %1 контроль нулевых меток пассивного датчика Параметр: %1 = имя оси, номер шпинделя Объяснение: Контроль относится к не используемому управлением положением датчику! (сигнал NST DB 31 — 48, DBX 1.5 = 0 или 1.6 = 0) Импульсы датчика измерения положения между 2 импульсами нулевых меток подсчитываются (аппаратная функция). В растре такта интерполяции (стандартная установка 4 мсек) проверяется, подает ли датчик всегда одинаковое кол-во импульсов между нулевыми метками. Как только регистрируется погрешность в 4-х младших битах счетчика, следует ошибка.
Реакции: — индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Погрешности могут возникнуть из-за ошибок передачи, возмущающих воздействий, аппаратных ошибок датчика или анализирующей электроники в используемом для управления положением датчике.
Поэтому проверить ветвь фактического значения:
1. Участок передачи: проверить контакт штекера фактического значения на двигателе, проводимость кабеля датчика, короткое замыкание и замыкание на массу (плохой контакт?).
2. Импульсы датчика: Питание датчика в пределах границ допуска?
3. Анализирующая электроника: Замена/новое конфигурирование используемого приводного модуля. Контроль может быть отключен через установку машинных данных ENC_ZERO_MON_ACTIVE [n]=. (n. номер датчика: 1, 2) на 0.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Частое возникновение этой ошибки указывает на то, что передача абсолютного датчика или сам абсолютный датчик неисправны и при одной из следующих ситуаций выбора датчика или Power-On возможно определение неправильного абсолютного значения.
Реакции: — индикация ошибки Помощь: Заменить датчик, заменить кабель датчика или экранировать (или деактивировать контроль нулевых меток).
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
25031 Ось %1 граница предупреждения фактической скорости Параметр: %1 = имя оси, номер шпинделя Объяснение: Актуальное фактическое значение скорости превышает 80% зафиксированного в машинных данных предельного значения – не используется -Реакции: — индикация ошибки Помощь: Помощь: Связаться с авторизованным персоналом/сервисной службой.
•Проверить и при необходимости увеличить MD 36040 STSTILL_DELAY_TIME и MD 36030 STSTILL_POS_TOL. Значение должно быть больше, чем машинные данные «Точный останов грубый» ($MA_STOP_LIMIT_COARSE).
•Оценить усилия обработки и при необходимости уменьшить посредством уменьшения подачи/увеличения числа оборотов.
•Увеличить давление зажима.
•Увеличить усиление в контуре управления положением за счет улучшения оптимизации (коэффициент Kv MD 32200 POSCTRL_GAIN, привод 611D).
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
Помощь: •Момент привода (FXST) был установлен слишком низким, поэтому мощности двигателя не хватило для достижения конечной позиции — увеличить FXST.
•Обработанная деталь медленно изменяет форму, поэтому возможна задержка достижения конечной позиции — увеличить MD 36042 FOC_STANDSTILL_DELAY_TIME.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET. Заново программы: запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой.
•проверить значение допуска в MD 36400: CONTOUR_TOL, не было ли предусмотрено слишком маленькое значение.
•Проверить оптимизацию регулятора положения (коэффициент Kv в машинных данных 32200 POSCTRL_GAIN), следует ли ось заданному значению без перерегулирования. В ином случае необходимо улучшить оптимизацию регулятора числа оборотов или уменьшить коэффициент Kv.
•Улучшение оптимизация регулятора числа оборотов
•Проверить механику (плавность хода, инерционные массы).
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой. При правильной установке регулятора привода и прочих параметров обработки эта ошибка не должна возникать.
•проверить фактические значения: локальное заклинивание салазок, провал числа оборотов через толчок моментов при контакте детали/инструмента, наезд на жесткое препятствие и т.п.
•проверить направление управления положением: ось «идет вразнос» (не для приводов 611D)?
•проверить кабель заданного значения числа оборотов Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25070 Ось %1 слишком большое значение дрейфа Параметр: %1 = имя оси, номер шпинделя
Только для FM-NC с аналоговыми приводами!
Доп. макс. значение дрейфа (внутреннее, доинтегрированное значение дрейфа автоматической компенсации дрейфа) было превышено при последнем процессе компенсации! Допустимое макс. значение зафиксировано в спец. для оси машинных данных 36710 DRIFT_LIMIT. Само значение дрейфа не ограничивается.
Автоматическая компенсация дрейфа: MD 36700 DRIFT_ENABLE=1 Циклически в такте IPO в состоянии покоя осей контролируется погрешность между фактической и заданной позицией (дрейф) и автоматически компенсируется на ноль через медленное доинтегрирование внутреннего значения дрейфа.
Ручная компенсация дрейфа: MD 36700 DRIFT_ENABLE=0 В машинных данных 36720 DRIFT_VALUE к заданному значению числа оборотов может быть прибавлено статическое смещение. Оно не входит в контроль дрейфа, так как оно действует как смещение нулевой точки напряжения.
Реакции: — индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Отрегулировать компенсацию дрейфа при отключенной, автоматической компенсации дрейфа таким образом, чтобы отклонение, обусловленное запаздыванием, лежало около нуля. После снова активировать автоматическую компенсацию дрейфа для выравнивания динамических изменений дрейфа (эффекты нагрева).
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проконтролировать, соответствуют ли границы точного останова (грубого и точного) динамическим возможностям осей, в ином случае увеличить — при необходимости в комбинации со временем позиционирования в MD 36020 POSITIONING_TIME. Проверить оптимизацию регулятора числа оборотов/регулятора положения; по возможности выбирать высокие усиления. Проверить установку коэффициента KV (MD 32200 POSCTRL_GAIN), при необходимости увеличить.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25100 Ось %1 переключение измерительной системы невозможно Параметр: %1 = имя оси, номер шпинделя
Объяснение: Для требуемого переключения измерительного датчика отсутствуют условия:
1. Новый выбранный датчик должен быть переведен в активное состояние (DB 31 — 48, DBX 1.5 или 1.6 = 1 «Система измерения положения 1/2»)
2. Разница факт. значений между обоими датчиками больше, чем значение в спец. для оси MD 36500 ENC_CHANGE_TOL («макс. допуск при переключении фактического значения положения»).
В зависимости от сигналов интерфейсов: «Система измерения положения 1» (DB 31 — 48, DBX 1.5) и «Система измерения положения 2» (DB 31 — 48, DBX 1.6) осуществляется активация соответствующей измерительной системы, т.е. с этой измерительной системой теперь будет работать управление положением. Другая измерительная система переводится в режим слежения. Если оба сигнала интерфейсов «1», то активна только 1-ая измерительная система, если оба сигнала интерфейсов «0», то ось паркуется.
Переключение выполняется сразу же при смене сигналов интерфейсов, и при движущейся оси!
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проверить машинные данные активного и выбранного датчиков. Проверить машинные данные для допуска датчиков ($MA_ENC_DIFF_TOL).
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25110 Ось %1 выбранный датчик отсутствует Параметр: %1 = имя оси, номер шпинделя Объяснение: Выбранный датчик не совпадает с макс. кол-вом датчиков в спец. для оси машинных данных 30200 NUM_ENCS, т.е. 2-ой датчик отсутствует.
25200 Ось %1 затребованный блок параметров запрещен Параметр: %1 = имя оси, номер шпинделя Объяснение: Для управления положением запрошен новый блок параметров, номер которого лежит вне допустимой границы (имеется 8 блоков параметров: 0 … 7).
Реакции: — блокировка старта ЧПУ в этом канале
— устанавливаются сигналы интерфейсов
25201 Ось %1 сбой привода Параметр: %1 = имя оси, номер шпинделя Объяснение: Привод сигнализирует существенную ошибку класса состояния 1 (ZK1). Точная причина ошибки может быть определена через анализ дополнительных, следующих ошибок привода:
ошибка 300 500, ошибка 300 502 — 300 505, ошибка 300 508, ошибка 300 515, ошибка 300 608, ошибка 300 612, ошибка 300 614, ошибка 300 701 — 300 761, ошибка 300 799.
Ошибка может быть переконфигурирована (канал не готов к работе) через MD ALARM_REACTION_CHAN_NOREADY.
Помощь: Обработка приведенных выше ошибок привода.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET. Заново программы: запустить программу обработки детали.
25202 Ось %1 ожидать привода Параметр: %1 = имя оси, номер шпинделя Объяснение: Сборная ошибка привода (с самоудалением) Реакции: — устанавливаются сигналы интерфейсов
Помощь: Ожидание привода. 25202 покрывает те же проблемы, что и ошибка 25201 (см. там). Ошибка появляется при запуске на длительное время, если отсутствует коммуникация привода (к примеру, отказ штекера Profibus). В остальных случаях ошибка имеет место лишь кратковременно и при длительных проблемах после внутреннего таймаута сменяется ошибкой 25201.
Индикация ошибки исчезает с причиной ошибки.
Продолжение Иных действий управления не требуется.
Помощь: Определить погрешность позиции к заданной позиции и в зависимости от этого либо увеличить допустимый допуск в MD, либо обеспечить механическое улучшение зажима (к примеру, увеличить давление зажима).
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Контроль установочных параметров компенсации квадрантных ошибок (компенсация трения), при необходимости отключить компенсацию с MD 32500 FRICT_COMP_ENABLE.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
26002 Ось %1 датчик %2 ошибка параметрирования: число делений датчика Параметр: %1 = имя оси, номер шпинделя %2 = номер датчика
1. Круговая измерительная система ($MA_ENC_IS_LINEAR[] == FALSE) Установленное в MD 31020 $MA_ENC_RESOL[] число делений датчика не совпадает с машинными данными привода MD1005 или одно из двух MD равны нулю!
2. Абсолютная измерительная система с интерфейсом EnDat ($MA_ENC_TYPE[] == 4) Для абсолютных датчиков дополнительно проверяется связность подаваемого приводом разрешения инкрементальной и абсолютной дорожки.
•измерительная система двигателя: MD1005, MD1022
•прямая измерительная система: MD1007, MD1032
Помощь: Связаться с авторизованным персоналом/сервисной службой. Исправить машинные данные Для абсолютных датчиков может потребоваться обработка имеющихся ошибок привода, указывающих на проблемы датчика. Они могут быть причиной для неправильных записей MD 1022/MD1032, которые считываются приводом из самого датчика.
Продолжение программы:
Помощь: Определить шаг шариковинтовой пары (данные изготовителя станка или измерение шага при снятой крышке шпинделя) и внести в машинные данные 31 030 LEADSCREW_PITCH (в большинстве случаев 10 или 5 мм/об.).
Помощь: Связаться с авторизованным персоналом/сервисной службой. Ввести период делений линейной измерительной системы согласно данным изготовителя станка (или изготовителя средства измерения) в машинные данные 31010 ENC_GRID_POINT_DIST.
 «АТОЛ FPrint-90АК Контрольно-кассовая техника АТОЛ FPrint-90ЕНВД Чекопечатающая машина Руководство по эксплуатации [Содержание] Содержание Введение Основные положения Условные обозначения Используемые сокращения Подготовка к эксплуатации Использо. »
«АТОЛ FPrint-90АК Контрольно-кассовая техника АТОЛ FPrint-90ЕНВД Чекопечатающая машина Руководство по эксплуатации [Содержание] Содержание Введение Основные положения Условные обозначения Используемые сокращения Подготовка к эксплуатации Использо. »
«ДЕРЖАВНI БУДIВЕЛЬНI НОРМИ УКРАЇНИ Захист вiд небезпечних геологiчних процесiв IНЖЕНЕРНИЙ ЗАХИСТ ТЕРИТОРIЙ, БУДИНКIВ I СПОРУД ВIД ЗСУВIВ ТА ОБВАЛIВ. ОСНОВНI ПОЛОЖЕННЯ ДБН В.1.1-3-97 Видання. »
«Живая Легенда Монреаль Газетт Дэйв Стаббс Июнь 2, 2001 Он все еще величественен и изящен, джентльмен, который так великолепно играл в течение двух десятилетий в свитере Канадиенс. Вы не найдете ни одного атлета, в наше или другое. »
«Invader Инструкция эксплуатации ВВЕДЕНИЕ Спасибо за приобретение радиоуправляемого вертолета Invader. Мы надеемся, что эта модель доставит Вам много удовольствия. Данный вертолет предназначен для широкого круга увлеченных моделистов с разным уровнем подготовки. Мы настоятельно ре. »
«ПОРЯДОК ДЕЙСТВИЙ КЛИЕНТА (СТРАХОВАТЕЛЯ) в случае потери работы. 1 ЭТАП В течение 10 (десяти) рабочих дней с даты расторжения трудового договора (или служебного контракта) по причине, указанной в страховом полисе, подать доку. »
«Munich Personal RePEc Archive Banking systems of Central and Eastern Europe on their way to EU Anna Abalkina Financial University under the Government of the Russian Federation, Institute of Economics RAS Online at http://mpra.ub.uni-muenchen.de/50116/ MPRA Paper No. 50116, posted 25. September 2013 14:03 UTC А. »
«Chameleon 2.5 Руководство администратора Описание работы с ПО для системного администратора. Руководство администратора Chameleon 2.5 Руководство администратора Описание работы с ПО для системного администратора. Редакция Chameleon 2.5 Evolution Chameleon soft Авторские права © 2015 Chameleon soft chmsoft.com.ua Copyright © 2015. »
«УТВЕРЖДАЮ Директор БУК «Музей имени М. А. Врубеля» Ю.В. Трофимов «»_ 2014 г. ПЛАН основных мероприятий БУК «Музей имени М.А. Врубеля» на 2015 г. Мероприятие Сроки Место проведения Долговременные проекты I–IV квартал Выставки Пост. »
«»ОРКФ «КИНОТАВР»241 ОРКФ «КИНОТАВР»242 ОРКФ «КИНОТАВР» www.news.argumenti. http://news.argumenti.ru/cinema/2012/06 АДРЕС САЙТА ru /181541 243 ОРКФ «КИНОТАВР» www.news.argumenti. http://news.argumenti.ru/culture/2012/06/ АДРЕС САЙТА ru 181533?type=all#fulltext 244 ОРКФ «КИНОТАВР» http://www.bbc.co.uk/ru. »
«11 Эбель А.Л. Новые сведения о распространении крестоцветных (Brassicaceae) в Южной Сибири и Восточном Казахстане // Turczaninowia. 2002. T. 5, № 2. С. 60–68. Эбель А.Л. Дополнение к распространению некоторых редких видов крестоцветных в Хакасии // Сист. зам. по материалам Гербария при Том. гос. ун-те. 2003. Вып. 93. С. 14–19. Koch M. »
«Л.Е.Чернова к.ф.н., Днепропетровск » ВСЕМУ СВОЕ ВРЕМЯ И СВОЙ СРОК.» (Хронотопия иудаизма) В противоположность месту (пространству) и видимому материальному миру, » Время » – понятие таинственное и неуловимое. Его невозможно увидеть или услышать, оно не имеет материальной видимой оболочки. В древне. »
«Толкование суры «Аль-Каусар» С именем Аллаха Милостивого, Милосердного! Передают со слов Анаса ибн Малика: «Однажды, когда посланник Аллаха, мир ему и благословение Аллаха, сидел с нами в мечети, он немного вздремнул, а затем, улыбаясь, поднял голову. Мы спросили: «Что рассмешило тебя, о посланник А. »
«Муниципальное бюджетное учреждение социального обслуживания Центр помощи детям, оставшимся без попечения родителей, Агаповского муниципального района Утверждаю: Директор СБУ СО Центр помощи детям. »
«ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №1. Тема занятия: «Разработка схематического плана и таблицы маршрутов железнодорожной станции». Цель работы: разработать схематический план станции и таблицы маршрутов железнодорожной станции.Оборудование и раздаточный материал: 1. Карточки горловин. »
«Системы будущего Решения для сетей общего пользования Волоконнооптические и медные технологии В будущее с R&M ЛИДЕР В ОБЛАСТИ КОММУНИКАЦИЙ Для удовлетворения требований, которые могут возникнуть в будущем, совершенные коммуникацио. »
«оКтябРь–НоябРь 2015 Каталог тоВаРоВ ТРИ ТОВАРА МЕСЯЦА Сотовый телефон облачная Цифровая ручка С повышенной видеокамера Стр. 15 чувСтвительноСтью Стр. 4 Стр. 18 Мы продаём даджеты. »
«ISSN 0869-4362 Русский орнитологический журнал 2015, Том 24, Экспресс-выпуск 1111: 670-673 Воспоминания об Алексее Сергеевиче Мальчевском Т.Б.Ардамацкая Написано в 1995 году. Поступила в редакцию 20 февраля 2015 Об Алексее Сергеевиче Мальчевском помнят многие. Большинство студентов биофака Ленинградского университета е. »
«Вестник ПГУ №1, 2010 УДК 94 (575.2) РОЛЬ КАРГА АКЕ В РЕШЕНИИ ВОПРОСА В ПРИНЯТИИ ПОДДАНСТВА РОССИЙСКОЙ ИМПЕРИИ ИССЫК-КУЛЬСКИХ КЫРГЫЗОВ К. Асанбеков Иссык-кульский государственный университет им. К. Тыныстанова, Кыргызская Республика Высокое звание «Аке» присваивалос. »
«2 7. Разное:7.1.О приведении среднего ремонта колесных пар грузовых вагонов с демонтажем буксового узла в соответствие гарантийным срокам эксплуатации цилиндрических роликовых подшипников буксовых узлов.7.2.Техника на комбинированном ходу Российского произ. »
«HP Care Pack Services 1 © 2008 Hewlett-Packard Development Company, L.P. The information contained herein is subject to change without notice. Содержание презентации • Что такое сервис HP Care Pack. • HP Care Pack. Аргументы ЗА. • Портфель сервисов. • ISS, IPG, P. »
«»УТВЕРЖДЁН» «ПРЕДВАРИТЕЛЬНО УТВЕРЖДЁН» решением общего собрания акционеров решением совета директоров ОАО «Авиакомпания «Сибирь» ОАО «Авиакомпания «Сибирь» протокол общего собрания акционеров протокол заседания совета директоров от » » _ 2014 года № от » » _ 2014 года № ОАО «Авиакомпания «Сибирь» ГОДОВОЙ ОТЧЕТ ЗА 2013 ГОД Генераль. »
2017 www.lib.knigi-x.ru — «Бесплатная электронная библиотека — электронные матриалы»
Материалы этого сайта размещены для ознакомления, все права принадлежат их авторам.
Если Вы не согласны с тем, что Ваш материал размещён на этом сайте, пожалуйста, напишите нам, мы в течении 1-2 рабочих дней удалим его.
Источник