Всем привет!
Пока мы готовим видео-инструкцию о том, как правильно трактовать наш тест для калибровки принтера, хотим поделиться с вами самыми распространенными проблемами, с которыми встречается наша техподдержка.
Таких проблем много, и зачастую они встречаются не по отдельности, а в совокупности и распознать их причину не всегда бывает легко. Не легко — не значит невозможно, поэтому начнем с деления проблем по типам:
- Подготовительные, связанные с полимером
- Программные, связанные с подготовкой изделия
- Программные, связанные с настройками печати
- Связанные с постобработкой

Использование соответствующего принтеру полимера
В мире существует большое количество различных принтеров, отличающихся по многим параметрам. Помимо разницы в параметрах существуют так называемые закрытые и открытые принтеры. Для открытых систем можно использовать любые полимеры, т.к. они позволяют изменять настройки печати и добиваться хороших результатов. Закрытые же не позволяют менять параметры печати, а значит требуют использования полимеров, разработанных специально под эти принтеры. В большинстве случаев данные полимеры не взаимозаменяемы.
Правильное хранение полимера
Фотополимеры имеют защитную упаковку, защищающую содержимое от ультрафиолета. К сожалению, защитить от перегрева или переохлаждения она не в состоянии. Для полимеров HARZ Labs рекомендуемая температура хранения от 5 до 30°С.
Помимо этого, стоить обращать внимание на срок годности. Наши фотополимеры имеют срок годности 2 года, хотя у большинства производителей срок годности составляет всего один год.
Тщательное взбалтывание полимера
Полимеры содержат в себе различные пигменты и наполнители, придающие ему соответствующие свойства и цвет. Все это влияет на настройки печати. Несмотря на то, что все наши материалы стабилизированы, наполнители чаще всего намного плотнее полимера и склонны к выпадению в осадок. Поэтому мы настоятельно рекомендуем взбалтывать наш полимер перед каждой печатью. Особенно это касается непрозрачных полимеров.
 Расположение модели на столике
Расположение модели на столике
Важным критерием, влияющим на качество получаемой поверхности, является расположение модели на столике. Если плоские части не удается расположить идеально горизонтально, то лучше печатать их под углами 30-90 градусов – это позволит избежать заметной слоистости.
Отверстия и цилиндры, требующие высокой точности печати, стоит располагать вертикально, соосно оси Z. Если необходимо отпечатать несколько отверстий под разными углами стоит выбрать наиболее критичные и расположить вертикально их.
Если требуется получить изделие с аккуратной поверхностью, то стоит располагать ответственную криволинейную поверхность близко к вертикали, что позволит избежать ступенчатости.


Расстановка поддержек
Расстановка поддержек уникальна для каждой модели. Тем не менее есть несколько общих правил:
Поддержки должны располагаться на той части детали, к которой не требуется высокое качество поверхности.
Поддержки должны подходить ко всем минимумам изделия, чтобы избежать ситуаций, когда часть детали «начинается» из воздуха и никак на связанна со столиком.

Верный подбор толщин и качество слайса изделий
Правильно подобранная толщина слоя – важный критерий печатаемости детали. Выбор толщины зависит не только от требуемой точности детали, но и от технической возможности принтера и точности полимера. Стоит учесть, что не все полимеры одинаковы.
Полимеры светлых тонов зачастую подвержены большей паразитной засветке по осям XY, что обусловлено наличием в них белого пигмента, рассеивающего свет.
Прозрачные полимеры страдают от паразитной засветки по оси Z, т.к. не содержат пигментов, способных ограничить проникновение света в глубину.
Наиболее точными являются черные и темные полимеры, т.к. они содержат в себе темный пигмент, поглощающий часть светового потока, таким образом ограничивающего паразитную засветку и дающего высокую точность.


Время засветки слоев
Переходя к настройкам печати в первую очередь стоит упомянуть время засветки слоев. Это основной параметр, с которым предстоит работать. Ниже на примере нашего теста хотим продемонстрировать что происходит случаях если неверно выбрать экспозицию.

Время засветки базовых слоев
Другой важной настройкой является время засветки базовых слоев. В первую очередь эта настройка влияет на прилипание детали к столику. При малом времени засветки базовых слоев печать может оторваться от столика и остаться на пленке. Пересвет базовых слоев может привести к прилипанию первых слоев и низкой адгезией к ним последующих слоёв, в результате чего произойдет отрыв детали, чаще всего таким образом отрываются поддержки у основания.

Скорость поднятия и опускания детали
Параметр скорости поднятия столика очень важен для получения качественной боковой поверхности. Плавный отрыв позволит сохранить поддержки в целости и не допустить разрушения модели в процессе печати. Наиболее актуально это для мягких материалов, таких как HARZ Labs Dental Cast, Dental Pink Soft и Industrial Flex в которых природа материалов требует от них быть достаточно мягким.

Высота поднятия столика
В процессе печати деталь прилипает не только к столику, но и к пленке кюветы. Когда столик начинает подниматься пленка следует за моделью и, выгибаясь, отрывается от детали. Если выбрать слишком маленькую высоту подъема, то деталь попросту не оторвется и будет продолжать двигаться вместе с пленкой пока спустя несколько слоев не наберет нужную высоту и не оторвется от пленки. Естественно, такую печать можно будет смело отправить в брак.

Время задержки перед печатью
Многие пользователи пренебрегают данной настройкой, недооценивая ее влияния на результат печати. Для оценки влияния ее на качество печати необходимо немного разобраться в механике процесса. При опускании столика создается некоторое давление полимера на кювету, хоть оно и не велико, его хватает чтобы выгнуть экран принтера и увеличить зазор между столиком и пленкой кюветы. Соответственно если в этот момент начать печатать можно получить шершавую боковую поверхность изделия. Это связанно с тем, что материал все еще продолжает вытекать из-под столика, хотя при этом уже происходит засветка слоя.

Качество слайса детали
Проблема слайса детали в большинстве случаев возникает с моделями, полученными путем 3D-сканирования. На некоторых слайсах модели можно наблюдать перемычки и плоскости, которых быть не должно. В таких программах как, например, Exocad подобная проблема может возникать если экспортировать файл не для 3D печати, а например, для фрезеровки. В таком случае слайсер может трактовать оболочки не верно и начнет неверно интерпретировать модель.

Количество базовых слоев
Количество базовых слоев один из тех параметров, который зачастую переоценивается пользователями, и в большинстве случаев количество этих слоев завышается. Мы рекомендуем использовать 2-3 базовых слоя. Такое количество слоев необходимо чтобы компенсировать неидеальную параллельность столика и кюветы. Большее количество лишь увеличит длительность печати.

Аккуратное удаление изделия со столика
Аккуратное удаление модели со столика позволит сохранить ее форму и размеры для дальнейших операций, особенно это касается выжигаемых полимеров, таких как HARZ Labs Dental Cast, которые ввиду своей природы являются мягкими и могут быть легко повреждены при неаккуратном удалении со столика. Для отделения моделей от стола мы рекомендуем использовать тонкие канцелярские ножи.

Аккуратное удаление поддержек
Удаление поддержек прямо влияет на качество поверхности получаемого изделия. В первую очередь стоит обратить внимание на то, что поддержки удаляются перед дозасветкой. Если же удалять их после, то велика вероятность образования скола на поверхности изделия поскольку материал становится более твердым и хрупким.

Верный режим промывки изделия
Тщательная промывка изделия – важная часть процесса постобработки. Особенно важно это для стоматологических изделий, т.к. недопустимо попадание жидкого полимера в ротовую полость пациента.
Мы рекомендуем промывать модель в спирте, разделив эту операцию на 2 этапа:
• Промывка в грязном спирте
• Промывка в чистом спирте в ультразвуковой ванне
Разделение этой операции на два этапа позволяет экономить спирт и лучше отмывать детали

Прогрев модели заданное время в печи при необходимой температуре
Прогрев печатаемой модели позволяет снять внутренние напряжения, неизбежно возникающие в процессе печати. Помимо этого, прогрев способствует испарению спирта из модели после промывки, что так же положительно влияет на механические характеристики получаемой детали. Перегревать или передерживать деталь в печи также не стоит, это приводит к появлению трещин.

Правильная дозасветка изделия
Дозасветка – ключевой параметр постобработки полученной модели, если провести ее правильно, то изделие в полной мере набирает свои физико-механические свойства и может быть использовано по назначению.
Данная процедура позволяет окончательно полимеризовать весь объем материала в глубине детали, что обеспечивает необходимую прочность и твердость. Но дозасвечивать модель стоит в тех режимах, в которых рекомендует производитель полимера, так как излишнее время выдержки или неправильно подобранная длинна волн может погубить полученное изделие, сделать его хрупким или изменить цвет. Примером могут быть такие полимеры как Model White и Dental Clear. Если слишком длительное время засвечивать данные полимеры, то они могут изменить свой цвет, а именно пожелтеют.

Особое внимание стоит уделить таким ответственным моделям как временные коронки. Данные изделия изготавливаются из прочного и твердого материала HARZ Labs Dental Sand, что позволяет пациентам благополучно ожидать изготовления коронок длительного ношения без потери возможности принимать пищу. Но, если провести постобработку временных коронок неверно, например недосветить модель, то коронка не будет обладать требуемой прочностью и может разрушиться у пациента во рту.
Режимы постобработки для материалов HARZ Labs

Подписывайтесь на нас в соцсетях!
https://www.facebook.com/HARZlabs
https://vk.com/harzlabs
https://www.instagram.com/harzlabs
https://www.youtube.com/HARZLabs
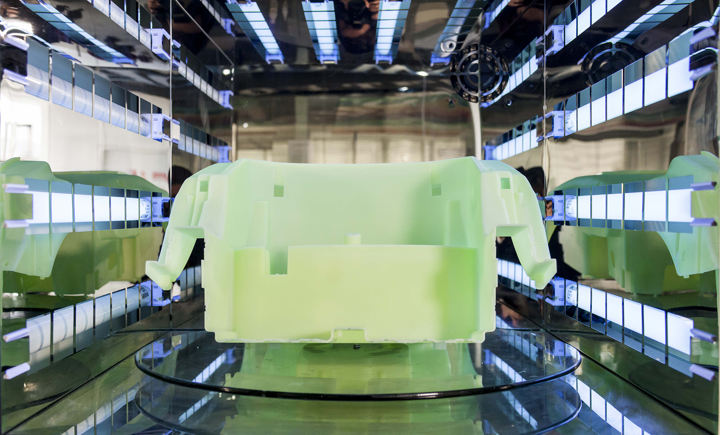
Трехмерная печать обрела внушительную популярность благодаря широким возможностям ее применения в самых разнообразных сферах деятельности. На текущий момент самыми доступными и функциональными являются SLA и DLP принтеры, обладающими быстротой формирования заготовки, экономичностью и высокой детализацией, компания InCraft использует в своей печати преимущественно фотополимерные принтеры Anycubic и Elegoo. Несмотря на большое количество достоинств в процессе создания проблемы при печати 3d неизбежны, из-за них могут возникать дефекты на готовых отпечатках. Почему это происходит и как исключить проблемные моменты, читайте далее.
Недостаточная фиксация заготовки на поверхности
При печати заготовка должна хорошо прилипать к поверхности стола, что обеспечивает правильность формирования изделия. Если имеется небольшое отлипание, то на определенном этапе под массой происходят проблемы при 3d печати, а именно заваливание модели. Возникновением этого становится:
1. Загрязненная рабочая зона. Не секрет, что стол после каждого полного цикла требуется очищать спиртом или спиртосодержащими составами. Старайтесь проверять визуально поверхность на наличие затвердевшей смолы, которую удаляйте механически.
2. Проблемный момент при печати на 3d принтере может возникать из-за царапин или помутнения на резервуаре, в который заливается полимер. Из-за недостаточного воздействия источника света на смолу не происходит полимеризация, то есть модель не набирает нужную твердость. При подготовке к печати оценивайте емкость на механические повреждения, а также на загрязнение. Обратите внимание, что формирование детали можно сделать в неповрежденной части емкости.
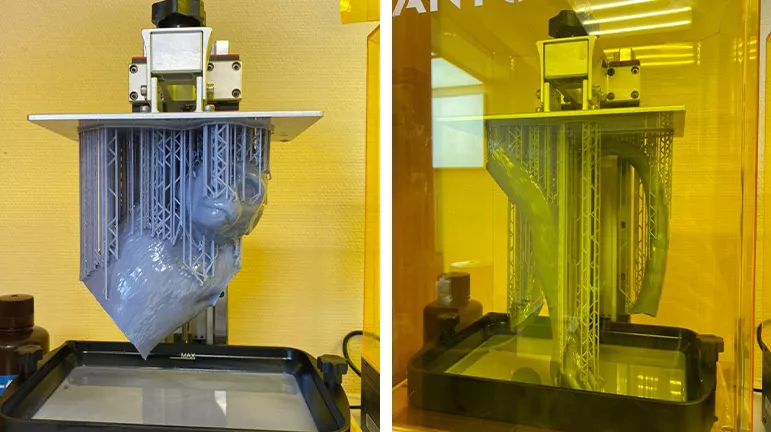
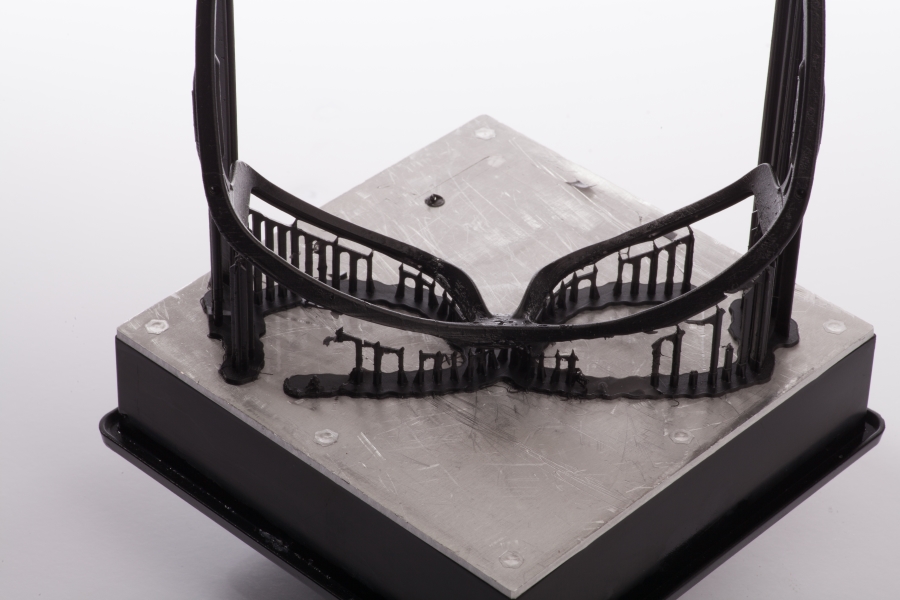
Еще одной существенной проблемой при печати на 3d является однородность полимерной массы. Зачастую из-за долгого отстаивания или из-за неправильного хранения пигменты или добавки могут выделяться из общей массы смолы. Поэтому содержимое следует перемешивать и процеживать. Такой подход повысить уровень сцепления и обеспечит отсутствие сгустков красителя. Вот пример внезапного скачка напряжения при печати Джокера, фигурка печаталась на фотополимерной смоле Anycubic Basic grey

Деформация заготовки из-за недостаточности или отсутствия поддержек
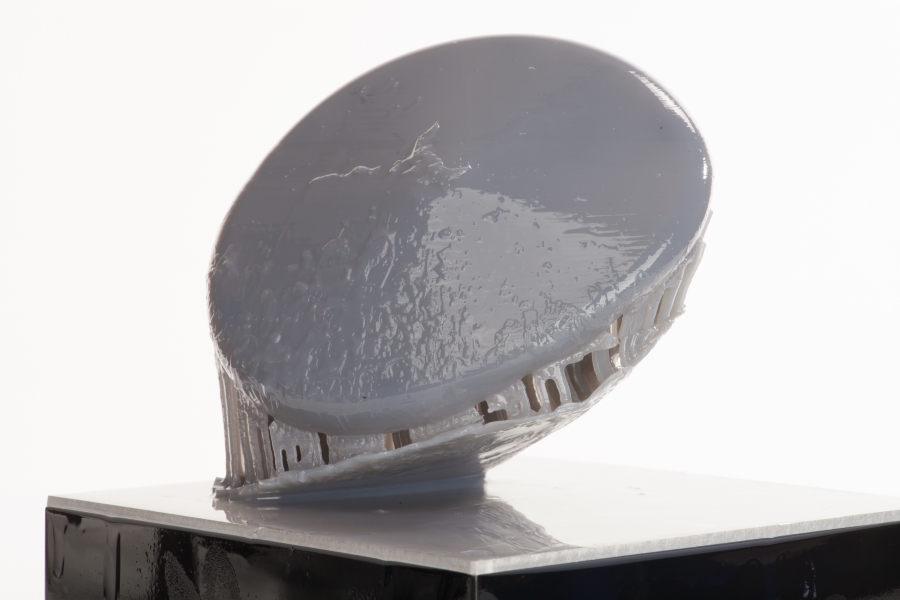
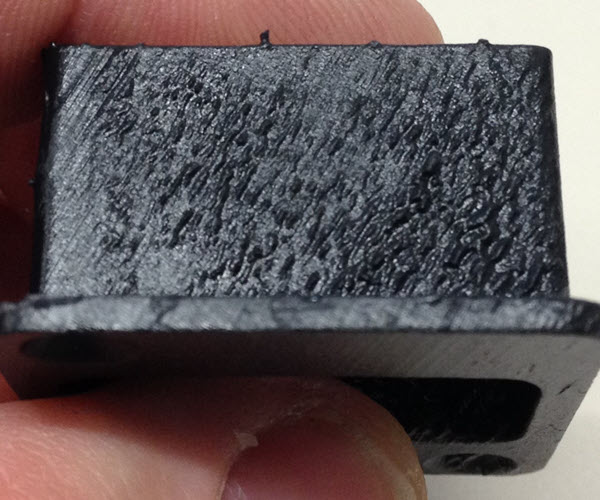
Некачественную форму можно получить из-за недостаточной проработки модели или из-за неправильного установления на принтере количества поддержек, это основные проблемы при 3d печати. У модели появляются изгибы и прочие проявления деформации. Стандартно для поддержания структуры используются следующие характеристики: высота поддержки – 5 мм, угол нависания не более 60 град.
Если проблема возникла, поддержки отслаиваются, а макет деформируется, тогда нужно увеличить толщину или увеличить количество последних. Все это делается непосредственно в настройках печати: увеличивается размер точек соприкосновения, увеличивается количество. Достаточно часто в отдельных местах следует добавлять поддержку в ручную, а также задать корректную плоскость XYZ.
Вот наглядный пример написанного, печать осуществлялась на смоле Siraya Tech Smoky Black

Возникновение пропусков и трещин
Дефекты в готовой заготовке зачастую возникают из-за неправильного формирования gcode. Это говорит о том, что сам obj или stl повреждены, нарушена ориентация трехмерной плоскости. Для решения пересмотрите трехмерную модель на ПК, проверьте правильность выстраиваемых параметров. Также обратите внимание на ориентацию самой модели на принтере. Еще одной причиной некорректного воспроизведения заготовок являются дефекты ванночки или загрязнение элементов.
Неровности, пропуски на лицевой стороне
Ключевой причиной образования типичных проблем при 3d печати — неровностей или пропусков является загрязнение источника света. Наличие преграды на пути у лазерного луча корректирует температуру, из-за чего создаются выпуклости или впадины. Чтобы устранить недостаток, обязательно:
1. Обратите внимание на чистоту поддона. Последний не должен иметь видимых деформаций, иметь чистый внешний вид без жирных мест. Желательно пройтись спиртовым составом для очистки емкости.
2. Проверить на наличие грязи на зеркалах и лазере. Очистка должна проводиться с максимальной аккуратностью, так как малейшее смещение зеркал может привести к неправильной работе. Это потребует дальнейшей калибровки.
Иногда стоит заменить расходные материалы и элементы вашего принтера.
Мы рекомендуем вам эти товары

2 809 руб.

29 680 руб.

2 014 руб.
Некорректная твердость и изменение размеров
В процессе создания любого изделия, последнее часто изменяет размеры. Здесь важно не передерживать материал, обрабатывать спиртом после выжидания не более 10 минут. Также стоит проверить калибровку технического оснащения. Если же продукт вашего творчества имеет недостаточную твердость, нужно вновь обратиться к очистке лазера, поддона, зеркал.
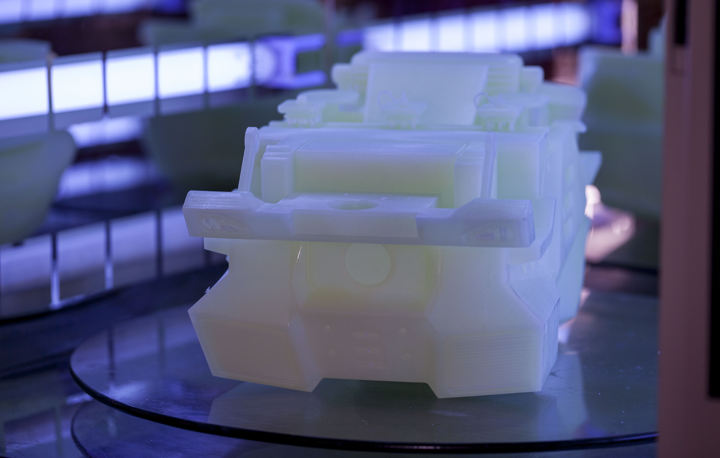
Стоит отметить, что потеря жесткости часто зависит от температуры окружения. Если последняя слишком низкая, то происходит недостаточность схватывания. Это становится основой пропусков и плохого прилипания к платформе. Желательно поддерживать температурный режим на уровне 25-30 градусов Цельсия. В некоторых случаях в качестве дополнительного устройства используется вентилятор с подогревом. Вот пример печати модели, у которой не были соблюдены масштабы:

И бонусом самая распространенная ошибка всех начинающих печатников, не правильный расчет смолы, из-за ее недостаточного количества партия чибиков так и не заняла почетное место на нашей полке.


Мы перечислили все проблемы при 3d печати, учитесь на чужих ошибках, и поменьше допускайте своих, это сбережет ваши деньги и нервы!
Также стоит почитать:
-
3D-печать | Руководство для начинающих
-
Правильное использование 3D принтера: гайд для новичков
-
Что нужно знать о калибровке фотополимерного 3D-принтера
Во время 3D печати на SLA и DLP 3D принтерах могут возникнуть разные дефекты на готовых отпечатках. В этой статье разберемся, как возникают проблемы и как их устранить.
Основание 3D модели имеет недостаточно сцепление с платформой для 3D печати
В этом случае на определеном этапе печати, в т.ч. по причине увеличения массы, 3D модель просто отклеится от рабочей поверхности и придется начинать печать заново.
- Наиболее частой причиной этого является загрязнение рабочей поверхности остатками отверждённого фотополимера от предыдущей печати. Перед началом работы старайтесь проверять наличие твердых остатков смолы и при необходимости очищать поверхность.
- Царапины, помутнения резервуара для фотополимера, вследствие плохой проходимости лазерного луча, фотополимер не до конца набирает необходимую твердость. Так же могут появиться от механического воздействия твердыми предметами или оставаться от воздействия лазерного излучения. Перед началом работы проверяйте наличие дефектов или загрязнений на поверхности резервуара. При необходимости модель можно перенести в ту часть пространства где отсутствуют дефекты или загрязнения.
- Если фотополимер содержит какие-либо пигменты, перед началом работы обязательно перемешивайте и процеживайте содержимое, что бы избежать наличие отвердевшей смолы и сгустков пигмента которых не видно при осмотре.
- Малая площадь подложки 3D модели, что просто не обеспечивает надежного сцепления
- Чрезмерное расстояние между платформой для печати и эластичным слоем или гибкой пленкой в резервуаре для смолы.
Устранение дефекта:
Создавайте опоры и подложки для 3D модели в слайсере. Печать с подложкой помогает моделям лучше прилипать к платформе сборки.
Во время печати проверяйте, не оторвался ли принт в начале печати.
Проверьте модель в слайсере на наличие проблем с ориентацией: Расположите модель так, чтобы площадь поверхности, соприкасающаяся с платформой сборки, не была слишком маленькой и была пропорционально вашей детали. При использовании плота ориентируйте свою часть под наклоном, что является рекомендуемой практикой. При печати без подложки убедитесь, что деталь имеет большую плоскую сторону, непосредственно контактирующую с платформой для печати. При печати на Form 2 убедитесь, что детали ориентированы так, чтобы их самая длинная сторона была параллельна передней части принтера. Детали, ориентированные таким образом, могут лучше сопротивляться боковым силам от процесса отслаивания.
Проверьте резервуар для смолы: любое повреждение, мусор, пыль и отпечатки пальцев в резервуаре для смолы или на нем могут локально рассеивать луч лазера, препятствуя отверждению смолы. Осмотрите внутреннюю и нижнюю часть на наличие грязи, пыли и/или отпечатков пальцев. Для достижения наилучших результатов печати дно резервуара должно быть идеально чистым.
Проверьте стекло 3D принтера: любое загрязнение, пыль или мусор на оптических поверхностях принтера могут привести к рассеиванию или ослаблению лазерного излучения, что приведет к сбою печати.
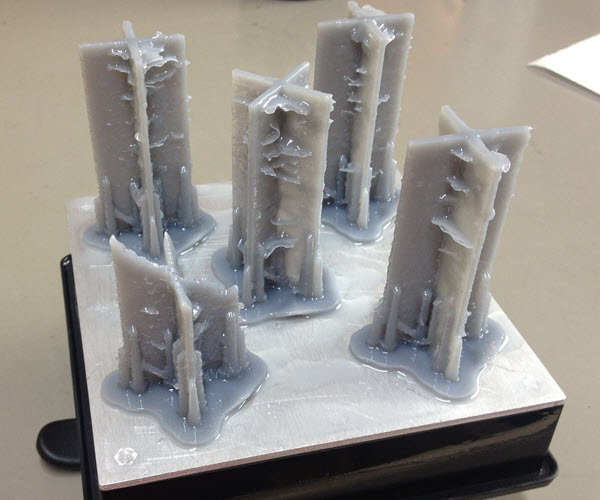
«Силуэт подложки». Только первые слои модели печатаются и прилипают к платформе 3D печати, остальная часть либо отсутствует, либо отвержденная смола скапливается на дне резервуара.

Такой дефект обычно вызван загрязнением оптической поверхности, которое размывает или ослабляет лазерный луч до того, как он достигнет смолы.
Первые слои отпечатка подвергаются дополнительному лазерному отверждению, поэтому эти слои могут успешно отверждаться, даже если загрязнение или помутнение ослабляют действие лазера. Дальнейшие слои могут не затвердеть частично или полностью.
Любой из следующих факторов или их комбинация могут размыть или ослабить лазерный луч:
- Мусор/помутнение/повреждение на резервуаре для смолы
- Загрязненные оптические поверхности: Акриловое стекло резервуара для смолы, Гибкая пленка, стеклянное оптическое окно на 3D принтере, главное зеркало для на лазерных 3D принтерах
Устранение дефекта:
Убедитесь, что ваша прошивка и версии PreForm обновлены до последней версии.
- Проверьте резервуар для смолы: любое повреждение, мусор, пыль и отпечатки пальцев в резервуаре для смолы или на нем могут локально рассеивать луч лазера, препятствуя отверждению смолы. Осмотрите внутреннюю и нижнюю часть на наличие грязи, пыли и/или отпечатков пальцев. Для достижения наилучших результатов печати дно резервуара должно быть идеально чистым.
- Отфильтруйте смолу, чтобы удалить любые загрязнения или отвержденную смолу.
- Если вы используете Resin Tank LT, пропустите этот шаг. Осмотрите эластичный слой стандартного резервуара со смолой на предмет помутнения. Сильное помутнение означает необходимость замены стандартного бака со смолой.
- Осмотрите окно акрилового резервуара на нижней стороне резервуара для смолы на наличие грязи, пыли, отвержденной смолы или отпечатков пальцев.
- Осмотрите нижнюю сторону гибкой пленки на наличие грязи, пыли или отпечатков пальцев. Очистите его с помощью рекомендуемых шагов и расходных материалов
- Проверьте оптическое окно: любое загрязнение, пыль или мусор на оптических поверхностях принтера могут привести к рассеиванию или ослаблению лазерного излучения, что приведет к сбою печати.
- Проверьте главное зеркало:
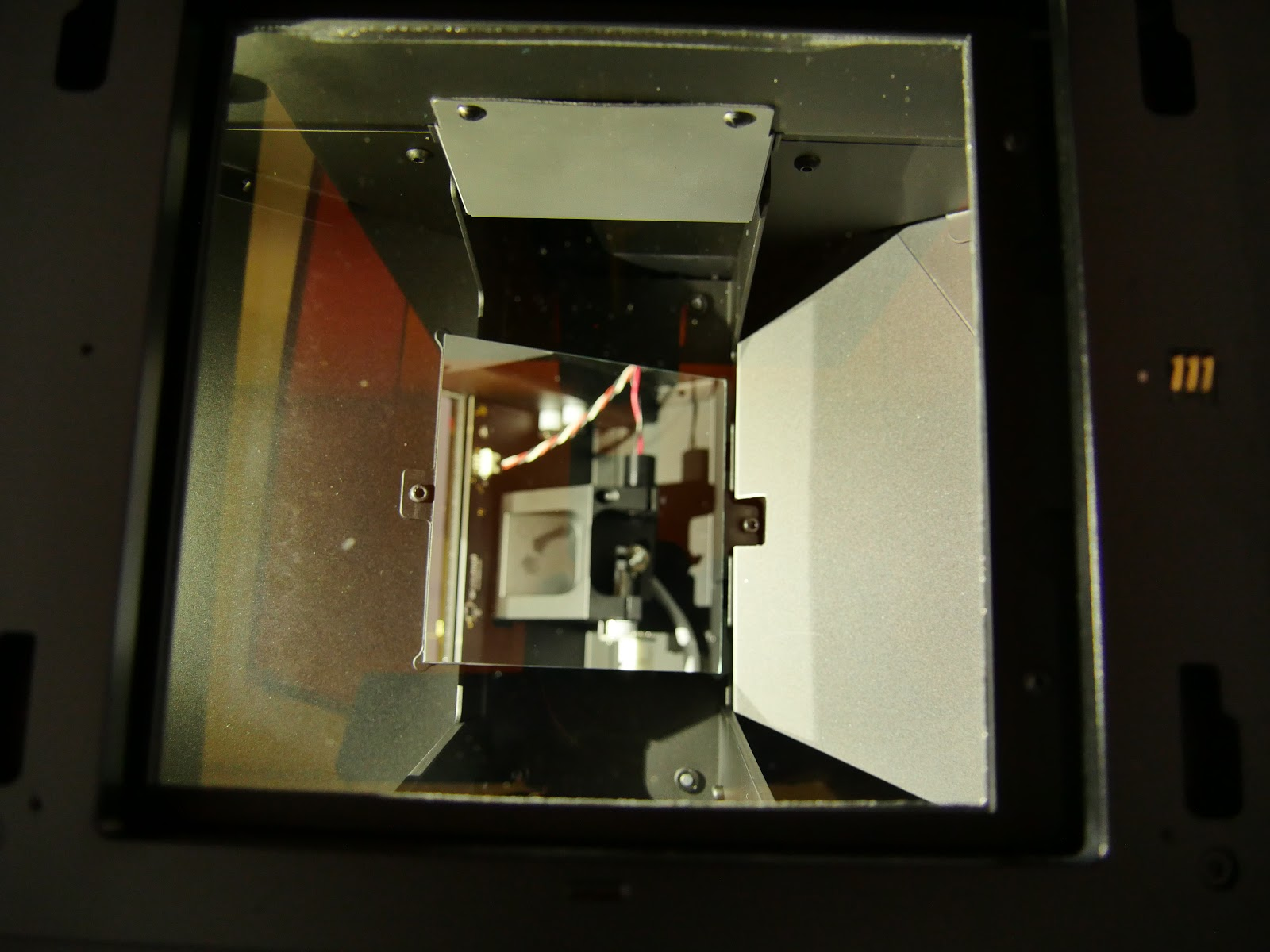
Главное зеркало 3D принтера Form 2
Деламинация, расслоение отпечатка 3D модели

«Расслоение» описывает дефект печати, при котором отвержденные слои отпечатка отделяются друг от друга. Отслоение может произойти на любом типе 3D-принтера, хотя причины уникальны для каждого процесса печати.
Любой из следующих факторов или их комбинация могут вызвать расслаивание отпечатков:
- Проблемы с ориентацией модели, компоновкой или поддержкой
- Печать, приостановленная на час или более
- Старый резервуар для смолы
- Платформа для свободной сборки
- Загрязненные оптические поверхности
Устранение дефекта:
- Проверьте модель в PreForm: Боковые силы, воздействующие на деталь во время печати (например, тянущее или скользящее движение в процессе отслаивания), могут нарушить молекулярную связь между слоями и разделить их. Такое разделение происходит по двум причинам: Деталь имеет значительное изменение площади поверхности между последующими слоями. Слои с большой площадью поверхности лучше противостоят силам печати, чем слои с малой площадью поверхности, поэтому больший по площади слой может отделиться от меньшего во время печати. Переориентируйте деталь в PreForm, чтобы уменьшить разницу в площади поверхности между соседними слоями. Секции детали свободно висят или не имеют необходимых поддержек. В PreForm обратите внимание на области, заштрихованные красным и добавьте к этим областям опоры.
- Проверьте наличие пауз в печати: длительные паузы во время печати могут привести к расслаиванию после возобновления печати.
- Проверьте резервуар для смолы и оптическое окно 3D принтера
Риггинг
Это дефект печати, при котором отвержденная или частично отвержденная смола образует тонкие, похожие на полки структуры, которые горизонтально свисают с отпечатка. Эти структуры, также называемые, могут отделяться от детали во время печати, плавая в резервуаре для смолы, они могут блокировать путь лазера и вызывать сбои при печати на последующих слоях
Причины и способы решения:
- Ошибки при формировании слоев в gcode. Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ. Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч 3D принтера
- Истечение срока годности фотополимера для 3D печати
Прогиб и растрескивание стенок отпечатка

Это происходит, когда полая или выпуклая часть детали захватывает воздух во время печати, по мере того, как платформа подымается над дном резервуара и во время процесса очистки. Это создает перепад давления. Если стенки тонкие, не выдерживают давление, прогибаются или трескаются. В зависимости от места разрыва, дальнейшая 3D печать потенциально может продолжаться без каких либо проблем.
Все зависит от типа смолы, размера модели, формы и толщины стенки. Учитывайте что, маленькие модели или с более толстыми стенками могут успешно печататься. Рекомендуется добавить дренажное отверстие и сориентировать модель в PreForm, чтобы свести к минимуму этот дефект.
Любой из следующих факторов или их комбинация могут вызвать появление этого дефекта на отпечатках:
- Отсутствие дренажных отверстий в полых или выпуклых частях модели
- Проблемы с ориентацией модели
Действия по устранению неполадок
- Включите «Показать пустоты» и проверьте модель с помощью инструмента «Слайсер» или добавьте дренажное отверстие.
Отсутствие необходимых поддержек или их деформация
Рекомендуемое минимальное значение высоты поддерживающей структуры 5 мм, а минимальный угол нависания от 60 до 0 град., в настройках печати эту цифру можно корректировать.
Поддержки отделяются от детали. Причина может быть в том, что кончики поддержек слишком тонкие или их кол-во было недостаточно. В настройках печати можно задать необходимые параметры, что бы этого не происходило. Для устраниея этй проблемы:
- Увеличьте размер точки соприкосновения поддержки с деталью
- Увеличьте кол-во поддержек
- Если в к-л. проблемных местах отсутствуют поддержи добавьте их вручную
- Задайте корректную ориентацию 3d модели в плоскости XYZ
Отверстия, пропуски, пустоты и трещины в готовой 3D модели

Причины и способы решения:
- Ошибки при формировании слоев в gcode. Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ. Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч 3D принтера
- Истечение срока годности фотополимера для 3D печати
Дефекты на поверхности детали — пропуски, неровности, выпуклости, впадины

Основная причина это различные загрязнения на пути лазерного луча.
- Загрязнение резервуара для фотополимера. Обратите внимание на нижнюю поверхность поддона, убедитесь что она не деформирована и не запачкана жиром. При необходимости обработайте изопропиловым спиртом.
- Загрязнение направляющего зеркала для лазер. Если вы хотите его очистить делайте это максимально осторожно, любое смещение зеркала от заводских настроек приведет к некорректной работе 3D принтера и необходимости трудоёмкой калибровки.
- Перед началом печати перемешайте фотополимер и удалите твердые загрязнения.
- Истечение срока годности смолы для 3D печати
Не соответствие размеров компьютерной 3D модели и напечатанной
- Набухание 3D модели при очистке изопропиловым спиртом может незначительно изменить реальный размер, если её передержать. Рекомендуемое время выдержки напечатанной детали не более 10 мин.
- Перекос, растяжение, сужение напечатанной 3D модели из-за разюстировки оптической системы. В этом случае потребуется калибровка 3D принтера
Напечатанная 3D модель имеет низкую твердость
Причина: потеря мощность излучения из-за различных загрязнений и дефектов на пути лазерного луча
Если жидкий фотополимер имеет недостаточную температуру, во время 3D печати
Как и в случае с некоторыми филаментами для 3D печати FDM, температура окружающей среды может играть большую роль в конечном результате. Если ваша смола слишком холодная, она будет нестабильно схватываться, что приведет к пропускам и плохой адгезией к платформе 3D принтера. Для некоторых смол может потребоваться температура 25-30 градусов по Цельсию.
Для решения проблемы производите печать в помещении с соответствующей температурой или приобретите оборудование для нагрева фотополимеров 3D принтера, можно даже использовать вентилятор с подгревом.


Автор: Алексей Чехович
Дополнительное отверждение фотополимеров – что это такое? | Химия процеcса | Грамотный выбор света | Какие изделия нуждаются в дополнительном отверждении? | Легкий способ повысить прочность и качество
Дополнительное отверждение изделия в ультрафиолетовой печи (англ. post curing) – один из этапов процесса 3D‑печати по технологии лазерной стереолитографии (SLA). Хотя его часто недооценивают, он может оказать решающее влияние на конечные свойства напечатанной детали. Но это не универсальный способ, который подойдет в любой ситуации.
Чтобы принять правильное решение о продолжительности доотверждения изделий из разных материалов и разных размеров в УФ‑печи, требуются определенные навыки и опыт. Для одних деталей дополнительная полимеризация имеет важное значение, для других может не играть никакой роли. Рассмотрим подробнее технические нюансы этого процесса, являющегося важной частью SLA‑технологии, и обсудим, почему важно cделать все правильно.
Хотите напечатать прототип или функциональное изделие из фотополимера за 1‑2 дня? Тестовая печать бесплатно!
Заказать услугу 3D-печати
Дополнительное отверждение фотополимеров – что это такое?
Во время печати в SLA‑принтере определенные участки фотополимерной смолы подвергаются воздействию лазера, который вызывает их отверждение. По завершении этого процесса вся деталь будет отверждена, и может быть не совсем ясно, почему существует необходимость в последующей полимеризации. Для ответа на этот вопрос мы должны понять свойства светочувствительной смолы и способы ее превращения из жидкости в твердое вещество.
Доотверждение прототипа в SLA‑технологии
Находясь в жидком состоянии, фотополимерная смола состоит из множества несвязанных мономеров, смешанных с фотоинициаторами. Воздействие на эту смесь сильного ультрафиолетового излучения лазера приводит к тому, что фотоинициаторы вступают в реакцию, а мономеры связываются вместе и образуют полимер. Это первичная стадия отверждения.
Отвержденная смола представляет собой сшитую макромолекулу, то есть каждая ее часть непосредственно связана с любой другой ее частью. Однако после 3D‑печати останется много не сшитых в достаточной степени участков, что влияет на прочность на разрыв и на другие свойства. Для завершения молекулярной связи и создания любой возможной перекрестной связи может быть использован ультрафиолетовый свет.
Солнце на самом деле является неплохим источником ультрафиолетового излучения для целей дальнейшего отверждения. Многие любители, использующие домашние SLA‑принтеры, просто оставляют напечатанные детали на какое-то время на солнце, и на этом процесс заканчивается. Но в более профессиональных решениях, как правило, используют УФ‑печи (камеры полимеризации), которые гораздо более легки в управлении.
Эксперты iQB Technologies рекомендуют: 9 изделий, которые выгоднее изготовить на фотополимерном 3D‑принтере
Зачем доотверждать?
Процесс постотверждения делает детали не только прочнее, но и стабильнее. Наличие непрореагировавшего фотоинициатора и несвязанных полимеров в модели означает, что ее состояние может долго продолжать изменяться после печати, особенно при воздействии солнечного света. Для деталей, к точности которых предъявляются повышенные требования (например, светоотверждаемых пломб в стоматологии), это совершенно неприемлемо.
Неокрашенные детали также могут изменить цвет под воздействием солнечного света, если их не подвергнуть надлежащему дополнительному отверждению. Это проблема SLA‑фотополимеров в целом, но она станет еще более явной, если деталь недостаточно отвердить.
Основной причиной доотверждения обычно является повышение прочности на разрыв и устранение нежелательной липкости поверхности. Модели из отдельных материалов могут быть немного мягкими перед последующим отверждением, а более слабые участки напечатанной детали могут провисать, что влияет на точность.

Полностью отвержденная напечатанная деталь
Не менее важен вопрос безопасности, ведь неотвержденная смола токсична для человека. Если не полностью отвержденные изделия будут контактировать с кожей, это приведет к раздражению или другим проблемам, особенно если пальцы оператора соприкоснутся со ртом. Последующее отверждение детали приводит к тому, что смола становится полностью стабильной и безопасной на ощупь.
Химия процесса
На отверждение влияют и тепло, и свет. Тепло увеличивает энергию в сшитой полимерной сетке и вызывает более активное движение на молекулярном уровне. Это увеличение энергии и подвижности значительно облегчает контакт реактивных групп друг с другом и формирование дальнейших связей.
Тем не менее ультрафиолетовый свет является основным ингредиентом, необходимым для последующего отверждения. Хотя оборудование и называют печью, на самом деле температура внутри нее совсем не высокая – не намного выше, чем в солярии. Смола, используемая в SLA‑печати, является светочувствительной, и воздействие на нее света вызывает реакцию. Как обсуждалось выше, в ходе первоначальной фазы отверждения при печати образуются не все возможные соединения, и поэтому необходимо стимулировать дальнейшие реакции. При воздействии ультрафиолетового света во время доотверждения образуются свободные радикалы, которые связываются с соседними группами и вызывают полимеризацию.
Крупный автокомпонент в процессе дополнительного отверждения
Грамотный выбор света
Неверно думать, что чем больше света вы обеспечиваете, тем быстрее проходит процесс или тем прочнее станет материал. Здесь важно учитывать длину волны света, воздействующего на фотополимер, из которого изготовлена модель. Светочувствительные смолы предназначены для реакции на определенные длины волн света, и использование другой длины волны при дополнительном отверждении даст неблагоприятные результаты.
Такова одна из причин, почему профессионалы 3D‑печати применяют специализированное оборудование для последующего отверждения. К примеру, фотополимеры ProtoFab лучше всего отверждаются под светом с длиной волны 355 нм. При использовании в 3D‑принтерах ProtoFab смол другого производителя это значение может быть другим. Скажем, фотополимеры Formlabs оптимально отверждаются при использовании ультрафиолетового излучения с длиной волны 405 нм. Это веская причина применять в работе собственную УФ‑печь ProtoFab, если вы уже используете расходные материалы, поставляемые ProtoFab. Применение УФ‑камеры другого типа или УФ‑отвердителя для средств для снятия лака будет в некоторой степени способствовать дополнительному отверждению, но не обеспечит максимальные механические свойства материала.

Оборудование ProtoFab в Фонде развития бизнеса Краснодарского края: УФ‑печь и 3D‑принтер SLA450 DLC
С солнечным светом или неспециализированным оборудованием связана еще одна проблема: отверждение может быть неравномерным. Солнце может светить больше с одной стороны, чем с другой, если постоянно не менять положение модели, это же относится и к средствам для снятия лака, которые излучают свет только сверху. Специальные печи обычно имеют вращающуюся платформу или УФ‑лампы, полностью окружающие деталь, чтобы обеспечить равномерное отверждение.
Читайте в блоге статью Доступные 3D‑услуги для бизнеса: в Краснодаре осваивают промышленный SLA‑принтер
Какие изделия нуждаются в дополнительном отверждении?
Фотополимеры бывают самых разных типов и обладают широким спектром свойств, и это оказывает влияние на постотверждение. Материалы, отличающиеся особенно низкой прочностью или высокой гибкостью, часто не требуют доотверждения, или же на это уходит мало времени. Результатом чрезмерного отверждения таких смол станет снижение гибкости и хрупкость. С другой стороны, материалы, выбранные специально для придания им прочности или жесткости, требуют наибольшего объема последующего отверждения, чтобы обеспечить усиление этих свойств.

Слева: небольшим деталям обычно требуется меньше времени на доотверждение
Справа: обработку гибких материалов следует выполнять с осторожностью
Для стандартных материалов SLA, типа фотополимеров – аналогов ABS, требуется дополнительная полимеризация, но необязательно долгая. Специалисты ProtoFab обычно подвергают этому процессу в УФ‑печах материалы типа ABS‑like в течение примерно 20 минут. Прозрачные материалы потребуют чуть меньше времени, примерно 10‑15 минут. Как правило, все фотополимеры ProtoFab в той или иной степени нуждаются в доотверждении, и только в редких случаях его вообще не проводят.
Размер изделия также является немаловажным фактором, который следует учитывать при принятии решения о продолжительности дополнительного отверждения. Крупногабаритным объектам следует находиться в печи гораздо дольше, в то время как мелкие детали будут готовы всего за несколько минут. Вот тут‑то и проявляется накопленный опыт. Опытному специалисту известен оптимальный объем обработки моделей исходя из материала и габаритов, и можно не сомневаться, что механические свойства всех напечатанных изделий будут одинаковыми.
Легкий способ повысить прочность и качество
Хорошо выполненное постотверждение – это быстрый и простой способ повысить качество деталей, созданных с помощью SLA‑технологии. Модели, которые были хотя бы немного не доотверждены, вызовут различные проблемы и будут иметь гораздо меньший предел прочности на разрыв, чем модели, прошедшие полноценное отверждение.
Если речь идет об объектах, напечатанных из более мягких или гибких материалов, проявите бòльшую осторожность. В любом случае подавляющее большинство фотополимеров, применяемых в SLA‑печати, можно значительно улучшить благодаря дополнительному отверждению в ультрафиолетовой печи.
Материал предоставлен компанией ProtoFab
Статья опубликована 21.06.2022 , обновлена 21.06.2022
Часто во время работы 3D принтера могут возникнуть проблемы из-за которых на готовой модели возникают дефекты. Или вместо аккуратного изделия, на столе внезапно оказывается пластиковая лапша.
По сути, причины возникновения дефектов, можно условно разделить на 2 вида — это физические и программные.
Физические — это те которые возникают из-за проблем с механикой или любых других причин которые можно устранить физически. К ним относятся проблемы с механизмами принтера (натяжение ремней, люфты), забитое или деформированное сопло, неправильная геометрия стола и т.д.
Программные — это дефекты которые возникают из-за неправильных настроек слайсера или реже ошибками в прошивке принтера. Например неправильно подобранная скорость печати, настройка ретрактов, неправильно выбранная температура для пластика и т.д.
Очень редко проблема может крыться в неправильной или “слетевшей” прошивке принтера (хотя обычно принтер тогда просто не запустится), перегреве некоторых плат в процессе печати т.д. Это скорее частные случаи, поэтому их мы рассматривать не будем.
Модель отклеивается от печатного стола или не липнет к нему
Это самая распространенная проблема 3D печати. У каждого 3D печатника был случай когда первый слой предательски скатывается цепляясь за экструдер или самое обидное — когда отрывает от стола частично напечатанную модель. Первый слой должен прилипнуть намертво иначе ничего не напечатается.

Слишком большой зазор между столом и соплом
Это самая распространенная причина. Нужно просто выставить правильный зазор между столом и соплом.
В современных принтерах часто используется система автокалибровки (автовыравнивания) стола или вспомогательная программа выравнивания стола. Для калибровки таких принтеров воспользуйтесь инструкцией. Если инструкции нет, ее можно скачать на сайте производителя.
Если у вас простой принтер без автокалибровки, самосборный или KIT набор, для калибровки используйте щуп или сложенный пополам кусочек бумажки. Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
Если у вас не получается идеально выровнять поверхность стола попробуйте печатать на рафте. Рафт — это толстая подложка в несколько слоев которая печатается под моделью. Она поможет сгладить небольшую кривизну стола.

Небольшая шпаргалка для определения правильности зазора по первому слою
Пластик с плохой адгезией
Некоторые виды пластика из-за разных причин, например большая усадка, плохо прилипают к поверхности печатной платформы. В этом случае попробуйте использовать наклейки или специальные 3D клеи для улучшения адгезии между столом и первым слоем пластика.
На заре 3D печати проводились эксперименты с разными домашними рецептами 3D клеев. ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
Некоторые виды высокотемпературных пластиков с большим процентом усадки (ABS, Нейлон и т.д) могут отклеиваться от стола во время печати. Это происходит из-за неравномерного остывания и “сжимания” модели (нижние слои уже остыли, а верхние еще нет). Для таких пластиков нужно обязательно использовать 3D принтер с подогреваемым столом и закрытым корпусом.
Слишком низкая температура пластика
Чем сильнее разогрет пластик при выходе из сопла тем лучше он прилипнет к печатной платформе. Первые 5-10 слоев лучше печатать на более высокой температуре (+ 5-10 градусов) и отключить вентилятор обдува.
Неправильные настройки первого слоя (скорость и толщина)
Более толстый слой прилипает проще, поэтому стандартно первый слой имеет толщину 0,3мм. При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
От того как 3D принтер напечатает первый слой зависит очень многое. Старайтесь контролировать печать первого слоя и только потом оставлять принтер работать в одиночестве.
Пластик не давится из сопла
Принтер уже вроде начал печатать, но печатный стол остается пустым. Или часть модели не напечаталась.

Забитое сопло
В 3D печати сопло — это расходник. Сопла забиваются или изнашиваются (частота зависит от типа пластика). Самое простое — это заменить сопло. Но если под рукой не оказалось запасного — можно попробовать почистить старое. Для этого существует целый набор тонких иголок. Или можно разогреть забитое сопло выше температуры плавления пластика и “выжечь” засор. Но впоследствии все равно сопло лучше заменить.
Низкая температура сопла
Нужно повысить температуру экструдера в настройках слайсера или проверить исправность термистора и нагревательного блока. Иногда термистор может некорректно считать температуру из-за неисправности или неправильных настроек прошивки 3D принтера.
Если проблема возникла после замены термистора — обратитесь к производителю или почитайте статьи про PID тюнинг.
Пустой экструдер
При нагревании экструдера из сопла начинает сочится пластик. Из-за этого печатать экструдер может начинать полупустым. Из-за этого часть первого слоя не печатается. Можно продавить пластик вручную, просто протолкнув пруток в сопло. Или решить эту проблему программно — в слайсере добавить печать контура вокруг модели (одна линия).
Некоторые производители и 3D энтузиасты в начало каждого GCode добавляют печать линии на краю стола. Это сделано для того чтобы в сопле был пластик к началу печати модели.
Механизм подачи не проталкивает пластик
Пластик проталкивает к экструдеру механизм подачи — мотор с надетой на вал специальным шкивом. Если пластик по какой то причине не проталкивается (забито сопло, низкая температура экструдера и т.д) то шкив “прогрызает” пруток. Нужно протолкнуть пластиковый пруток руками или отрезать поврежденный кусок.
Слоновья нога
Первые слои модели получаются более широкими выступают за границы модели. Это происходит из-за того что верхние слои давят на первые, еще не остывшие и расплющивают их.

Высокая температура стола
Из за слишком высокой температуры стола нижние слои долго остаются мягкими. Попробуйте снизить температуру стола. Снижать лучше постепенно (с шагом в 5 градусов). Можно попробовать включить обдув при печати первых слоев.
Маленький зазор между соплом и печатным столом
Если, при печати первого слоя, сопло находится слишком близко к столу то лишний пластик будет вытесняться. После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
Переэкструзия пластика
Когда материала выдавливается из сопла слишком много стенки модели получаются не гладкими, а бугристыми, с наплывами.

Решение программное — в настройках слайсера нужно выставить коэффициент подачи материала (текучесть) на меньшее значение. Среднее значение — 95-98%.
Стоит проверить диаметр прутка. Если его размер больше 1,75 то пластика будет выдавливаться больше чем нужно.
Недоэкструзия пластика
Пластика выдавливается слишком мало, из-за этого между слоем могут появляться щели. Готовая модель получится непрочной и хрупкой.

Неправильный диаметр нити
Проверьте в настройках слайсера диаметр нити. Иногда вместо популярного 1,75 по умолчанию установлен 2,85.
Неправильные настройки коэффициента подачи
Проверьте настройки текучести в слайсере. Среднее значение должно быть 95-98%.
Забитое сопло
Что то могло попасть в сопло и частично перекрыть выход пластику. Визуально пластик будет давиться из сопла, но в меньшем количестве чем нужно для печати.

Волосатость или паутинка на готовой модели
Из внешней стенки модели (чаще всего с одной стороны) торчат тоненькие ниточки пластика. Дефект появляется из за вытекания пластика из сопла при холостом перемещении.

Недостаточный ретракт
Ретракт — это небольшое вытягивание пластиковой нити из экструдера. Благодаря ретракту при холостом перемещении экструдера (от слоя к слою или от модели к модели) нагретый пластик не капает из сопла. Для некоторых текучих видов пластика (например PETG) скорость и величину ретракта нужно увеличить.
«Волосатость» легко можно удалить шлифовкой или срезать ниточки острым скальпелем.
Высокая температура экструдера
Чем выше температура экструдера, тем более жидким становится пластик. Важно найти баланс что бы пластик не был слишком жидким и хорошо «слипался» по слоям.
В подборе оптимальной температуры экструдера хорошо помогает тестовая модель — башня. На ней наглядно видно как ведет себя пластик при печати на разной температуре.

.
Температурный тест
Верх модели «дырчатый» или неровный
Верх модели получается бугристый или с отверстиями. Проблема может возникнуть если верхняя часть модели плоская. Например как у кубика.

Недостаточный обдув
При печати верхней плоскости (крышки) пластик не успевает остывать и остаётся слишком жидким. Из-за этого нити рвутся и образуются дыры. Увеличьте скорость вращения вентиляторов обдува на последних слоях.
Мало верхних слоев
Верх отпечатка может получится слишком тонким и из за этого деформироваться. Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
Маленький процент заполнения
Если процент заполнения слишком маленький, то верхнему слою будет просто не на что опереться. Увеличьте процент заполнения в настройках слайсера.
Деформация модели
Некоторые части модели как будто оплавились в некоторых местах или с одной стороны. Проблема чаще всего возникает при печати PLA пластиком. Дефект появляется из-за того что пластик не успевает остывать и деформируется.

Недостаточный обдув модели
Включите вентиляторы обдува на максимум. Если их мощности не хватает (в некоторых принтерах вентилятор расположен только с одной стороны) можно поставить обычный настольный вентилятор и направить его на стол 3D принтера.
Маленькая модель
Маленькие модели сложно хорошо обдувать. Старайтесь печатать небольшие изделия вместе с большими или разместите несколько одинаковых моделей в разных углах стола. Так у пластика будет больше времени на остывание.
Смещение слоев
Во время печати слои смещаются по оси x или y.

Заедание печатной головы
Выключите принтер и руками попробуйте подвигать экструдер по оси х и y. Экструдер должен перемещаться свободно. Если есть заедания — проверьте механику принтера.Возможно виноват износ подшипников или кривизна валов.
Перегрев электроники
Иногда в смещении слоев могут быть виноваты проблемы с электроникой. Самая частая причина это перегрев драйверов или слишком низкий ток выставленный на них.
Поверхность стола плохо закреплена
Чаще всего это встречается у 3D принтеров со стеклом. Во время печати сопло может задеть модель и немного сдвинуть стекло. Перед печатью проверяйте хорошо ли закреплено стекло или другая печатная поверхность на нагревательном столе..
Пропуск слоев
На отпечатке видны небольшие дыры или оболочка модели получается не сплошная.

Тефлоновая трубка деформировалась
Термобарьеры существуют 2 видов — цельнометаллические и с тефлоновой трубкой. При перегреве тефлоновая трубка может деформироваться. Пластик будет проходить через нее, но в меньшем количестве.
Низкая температура экструдера или высокая скорость печати
Если экструдер недостаточно нагрет, то пластик будет недостаточно жидким и просто не будет успевать продавливаться через сопло. Чем выше скорость печати тем выше выше должна быть температура экструдера.
Иногда внешние стенки печатаются хорошо, а заполнение получается “рваным”. В этом случае снизьте скорость печати заполнения в слайсере.
Расслоение модели
На поверхности отпечатка во время или после печати образуются трещины. Трещины могут быть значительные или совсем небольшие. Чаще всего такая проблема возникает у пластиков с большим процентом усадки — ABS или Нейлон.

Резкий перепад температур (если модель расслаивается во время печати)
При резком перепаде температур (например сквозняк) часть модели остывает быстрее. Это приводит к неравномерности усадки и неправильному распределению внутреннего напряжения. Для пластиков с низкой усадкой это не критично. Но если процент усадки больше нескольких процентов модель может лопнуть по слоям.
Для печати такими пластиками рекомендуется использовать принтер с закрытым корпусом. Если такой возможности нет — постарайтесь максимально исключить сквозняки и резкие перепады температур в комнате где печатает 3D принтер.
Температура печати
Из-за слишком низкой температуры печати слои могут плохо “склеиваться” друг с другом. Повысьте температуру печати в настройках слайсера.
Закалка (если модель трескается после печати)
Иногда трещины на модели появляются через несколько дней после печати. Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
Для закалки модель помещают, например в духовку, и нагревают до температуры размягчения пластика. После этого нагрев выключают и оставляют медленно остывать духовку с моделью внутри. Благодаря этому напряжение внутри отпечатка распределится более равномерно. Но в этом методе очень важна точность — стоит немного ошибиться с температурой и готовое изделие может “поплыть”.
Звон
В местах где экструдер менял направление видна рябь. Чаще всего это выглядит как тень вокруг “остро” выступающих элементов модели.

Проблемы с механикой
Иногда проблема возникает из-за люфта экструдера. Проверьте не разболталось ли крепление экструдера к направляющим. Обязательно проверьте натяжку всех ремней.
Высокая скорость печати или большие ускорения
Слишком быстрое перемещение экструдера может привести к вибрациям из-за которых и возникает рябь на стенке модели. Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
Щели у тонкостенных моделей (не сплошная оболочка)
Тонкая стенка модели получается не сплошная, а состоящая из двух тонких стенок с узкой щелью между ними. С этой проблемой часто сталкиваются любители печатать “вырубки” для выпечки.

Левая модель с дефектом стенки, правая без
Несоответствие толщины стенки и диаметра сопла
Если толщина стенки 1мм, а диаметр сопла 0,4 получается что для сплошной стенки 2 проходов сопла мало, а 3 уже много. Результат будет зависеть от алгоритма слайсера, но чаще всего получится 2 стенки с тонкой щелью посередине (слайсер не может изменить толщину стенки). Решением проблемы может быть небольшая доработка 3D модели или использование другого слайсера.
Алгоритмы расчета 3D моделей постоянно совершенствуются и дорабатываются и сейчас эта проблема встречается уже реже.
При моделировании учитывайте не только толщину сопла, но и процент “наложения” линий друг на друга. Если у вас стоит сопло диаметром 0,4 — сделайте стенку в вашей модели не 0,8, а 0,7 — 0,75.
Неправильная геометрия модели
Когда вместо круга получается овал, а у вместо квадрата получается подобие ромба.

Основная причина — неисправности в механике принтера. Обязательно проверьте:
Ремни
Проверьте натяжение ремней по оси x и y. Со временем ремни растягиваются и может потребоваться их подтянуть или заменить. В каждом 3D принтере свой способ натяжки ремня. Если ремни растянуты незначительно можно донатянуть их при помощи «пружинки».
Незатянутые шкивы и т.д
Проверьте все ли болты и гайки затянуты. Нет ли люфтов. Особое внимание уделите затяжке шкивов расположенных на моторах по осям x и y.
Провисание некоторых частей модели
Некоторые части не напечатались, сломались или вместо аккуратной поверхности получается оплывшая сопля из пластика.

Нет поддержки для нависающих элементов
3D принтер не умеет печатать в воздухе, поэтому если в модели есть нависающие элементы нужно выставлять опоры — поддержки. Слайсер может сам выставить необходимые поддержки, нужно в настройках поставить соответствующую галочку.

При печати с растворимой поддержкой можно выставить зазор между моделью и поддержкой — 0. Так поверхность получится более гладкой. Если материал поддержки и модели одинаковый — нужно добавить небольшой зазор. Иначе будет сложно отделить поддержку от модели.
Разделить модель
Иногда на поддержки может уйти больше пластика чем на модель. В таком случае для экономии материала и времени будет удобнее модель порезать. Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
При резке модели можно оставлять пазы или закладные, что бы кусочки модели соединялись без смещения.
Итоги
В этой статье мы рассказали о самых популярных дефектах 3D печати и вариантах их решения. Не стоит пугаться такого длинного списка. Некоторые проблемы встречаются редко и вряд ли вы с ними столкнетесь.
Есть перечень проблем возникающих из-за конструктивных особенностей 3D принтера, поэтому старайтесь выбрать принтер который подойдет для ваших задач. Для этого нужно понимать какие изделия и каким материалом нужны именно вам.
Проблемы связанные с алгоритмами печати быстро устраняются разработчиками ПО.
Пусть вас не пугают возможные трудности и каждая печать будет удачной.

Причины появления дефектов при печати 3D на принтерах DLP/SLA, варианты решения проблем
В процессе печати моделей посредством 3D принтеров DLP/SLA иногда появляются различные дефекты, проблемы. Рассмотрим самые распространенные варианты, способы их устранения.
1. Некачественное прилипание изделия к рабочей платформе принтера. (Модель прилипает к ванне, а не к столу) Во время печати при увеличении массы модели ее основание отклеивается от опорной поверхности, дальнейшая печать невозможна, процесс нужно начинать сначала. Причины этой проблемы следующие:
- На рабочей платформе имеются частички застывшего полимера, оставшиеся после предыдущего процесса печати. Избежать нарушения прилипания можно тщательной проверкой состояния платформы перед работой. Если имеются кусочки смол, их необходимо удалить.
- В контейнере для расходного материала есть повреждения. Эти дефекты являются препятствием для лазерного луча, в результате не происходит качественного затвердевания материала. Они появляются при механическом воздействии, иногда помутнения являются следствием излучения. Перед процессом печати нужно внимательно осматривать резервуар, оценивать его состояние. Если имеются повреждения, модель следует переместить в зону, где нет загрязнений, дефектов.
- Наличие сгустков, частиц отвердевших смол в материале. При использовании фотополимеров с к-л пигментами содержимое необходимо перед печатью тщательно перемешать, процедить. Это позволит удалить посторонние примеси, которые при обычном осмотре незаметны.
2. Деформация поддержек, их отсутствие. Существуют определенные нормативы для поддержек, обеспечивающих устойчивость модели. Минимальная высота элементов составляет 0,5 см, минимальные параметры угла нависания колеблются в диапазоне от 60° до 0°. Настройки печати позволяют корректировать этот показатель.
Отделение поддержек от модели. Такая ситуация возникает, если поддержек мало или их кончики имеют недостаточную толщину. Настройки принтера позволяют установить требуемые параметры, исключающие такую проблему. При необходимости устранить ее нужно:
- увеличить величину контакта соприкосновения модели с опорами;
- увеличить число поддержек;
- вручную добавить опоры, если в к-л они отсутствуют в проблемных зонах;
- запрограммировать корректное положение детали в проекции XYZ.
3. Наличие пропусков, отверстий или трещин в 3D изделии:
Причины появления дефектов, варианты устранения:
- Неправильное создание слоев в Gcode. Причиной нарушения являются: некорректная ориентация детали в плоскости XYZ, отклонения в obj, sti файле, сетке. Следует изменить ориентацию или исправить файл.
- Повреждение, загрязнение резервуара для расходного материала.
- Запыление, загрязнение зеркал в гальванометре, обеспечивающем направление лазерного луча.
4. Неровная поверхность, изъяны в виде впадин или выпуклостей.
Главной причиной этих дефектов являются препятствия на пути лазерного луча. Это могут быть:
- Грязь на стенках резервуара для расходного материала. Нужно осмотреть нижнюю плоскость поддона, убедиться, что на ней нет деформаций. Если поверхность загрязнена жировыми составами, их нужно удалить.
- Запыление, загрязнение зеркал, направляющих лазерный луч. Очищать их необходимо с максимальной осторожностью. При нарушении положения этих элементов принтер будет работать некорректно, придется проводить трудоемкую калибровку.
- Посторонние частицы в фотополимере. Перед печатью его нужно перемешать, удалить твердые фракции.
5. Отклонение разметов напечатанной модели от компьютерной 3D детали.
- Готовая модель может набухнуть из-за нарушения правил очистки с применением изопропилового спирта. Нельзя держать деталь в спиртовом составе более десяти минут.
- Всевозможные изменения геометрии модели возникают по причине разъюстировки оптики. В этом случае требуется проведение калибровки.
6. Некорректная твердость готовой 3D модели.
Проблема является следствием сниженной мощности луча из-за препятствий в виде дефектов, загрязнений, имеющихся на его пути.
