
При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.

Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери 🙂 нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в
некоторой степени можно сравнить с процессом склеивания. Только здесь для
соединения деталей используется расплавленный металл. В качестве такового
выступает припой.

У него
довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у
меди этот показатель достигает 1050С. В то время как у оловянно-свинцового
припоя ПОС-61 он равняется всего 190С.
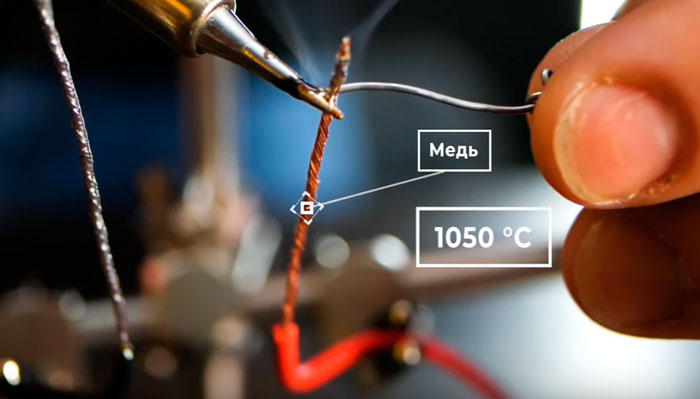

То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Ошибка №1
Не пытайтесь поймать падающий паяльник – пусть падает!
Ошибка №1
Не пытайтесь поймать падающий паяльник – пусть падает!
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.

При этом
никогда не забывайте главное правило ремонтника – горячий паяльник выглядит
также, как и холодный.
Ошибка №2
Обстукивание и размахивание паяльником.
Ошибка №2
Обстукивание и размахивание паяльником.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.

Также с
размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он
может попасть в глаза, от этого еще могут пострадать и ваши дети.

Красивая
капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии
ее найдет и съест.
Ошибка №3
Работа без очков.
Ошибка №3
Работа без очков.

При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.

Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.



Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Ошибка №4
Применение паяльника не по назначению.
Ошибка №4
Применение паяльника не по назначению.

Запомните,
паяльник предназначен для пайки жил эл.проводки, светодиодной ленты,
компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать
изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.

Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.

Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.” 😊
Ошибка №5
Пайка под напряжением.
Ошибка №5
Пайка под напряжением.
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.

Делается это
намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность
элемента. Однако с такими кнопочками часто путаешься в каком они состоянии,
отключенном или включенном.
Если на
вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей
части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”.
😊

Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.

Сперва
убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить
можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы
забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте
может умереть окончательно и бесповоротно.

Ошибка №6
Неправильный подбор флюса.
Ошибка №6
Неправильный подбор флюса.

Почему
нельзя паять без флюса? Дело в том, что на любых деталях или проводах
присутствует, так называемая оксидная пленка, содержащая микроскопические
частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.

Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.

Некоторые
советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от
нее лучше.

По сути,
кислота это тот же самый флюс, но не простой, а активный. А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.

Это конечно
происходит не сразу, но через несколько месяцев место пайки может превратится в
кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы
несколько микрокапелек кислоты.
А она
проникает во все поры, и простое протирание тряпочкой не всегда спасает.
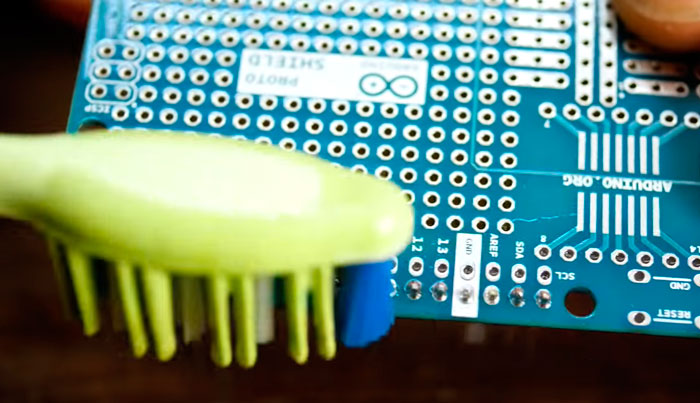
Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.

Работая со
старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется
соскрябывать все это дело ножиком.

Профессионалы
советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
- активные, содержащие кислоту
- нейтральные

Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами.

Кислота
помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать
короткое замыкание.
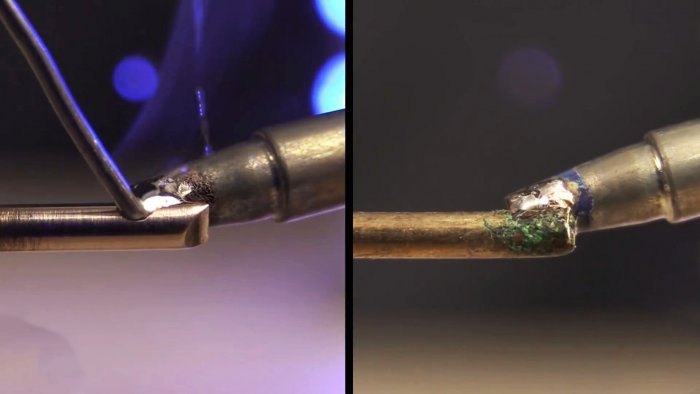
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.

Она выгорает
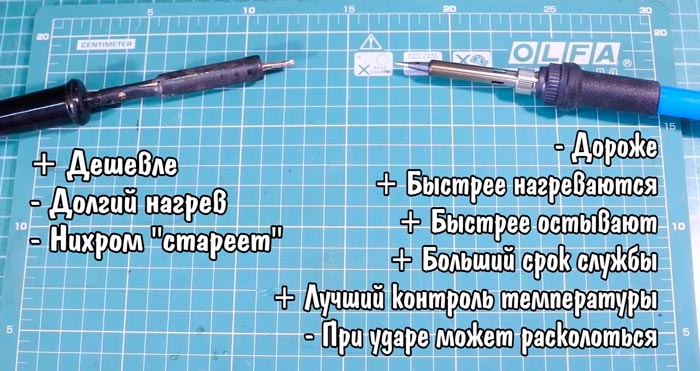
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.

После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.

У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.

После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.

Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.

Некоторые этого до сих пор не знают, но ее нужно смачивать.

Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.

При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:

- отвертка
Для пайки
крупных компонентов.
- скошенная кромка
Для переноса
припоя.
- конус
Для средних
по размеру компонентов.
- игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.
Ошибка №8
Новый паяльник плохо паяет!
Ошибка №8
Новый паяльник плохо паяет!
Запомните,
что сразу после покупки или обработки напильником, блестящее медное жало паять
нормально не будет.

Для этого
его необходимо залудить до такого состояния, чтобы оно целиком было покрыто
ровным слоем припоя.

Только в
этом случае инструмент считается готовым к полноценной работе.
Ошибка №9
Низкая и высокая температура.
Ошибка №9
Низкая и высокая температура.
При наличии
на паяльнике функции регулировки температуры, не выставляйте для разогрева
самые высокие значения. На более низких температурах жала живут дольше.

Однако и
через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к
поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно — температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.

С таким
нагревом хороший результат пайки будет гарантирован.
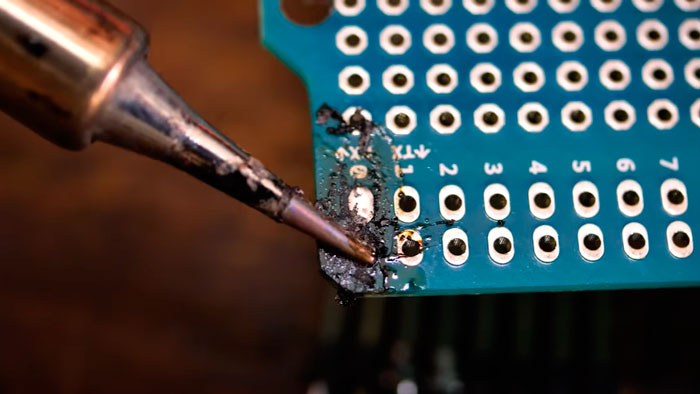
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.

Что в этом
случае делать? Казалось бы, все просто. Достаточно заново разогреть место и
убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
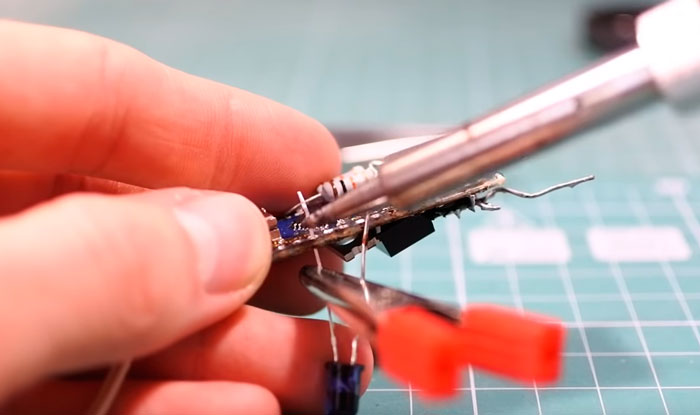
Кто-то советует
в этом месте по возможности цеплять “крокодильчик”, который должен забирать
излишки тепла на себя.
А что делать, если на плате не одна точка пайки, а несколько в ряд?
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
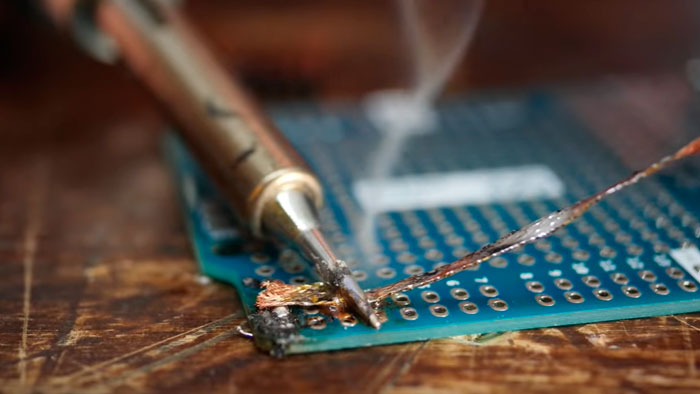
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).

Только перед использованием обработайте «сеточку» жидкой канифолью.
Источники — AmperkaRu, AlexGyver
Пайка достаточно кропотливый процесс, всем тонкостям которого нужно учиться не один месяц. Дело не только в сложности зачистки и лужения, но и во множестве различных мелочей. Рассмотрим 11 советов, при использовании которых ваша техника пайки перейдет на новый уровень.
Используйте подставку

Даже если ваш паяльник можно положить на стол, и он не будет касаться столешницы жалом, все равно пользуйтесь подставкой. Существует риск, что вы случайно подтянете кабель, и просто прожжете его изоляцию. С подставкой это исключается.

Не чистите жало наждачкой

Жало очень хорошо очищает наждачная бумага, но она его портит. Используйте специальную проволочную губку. Достаточно протереть его с каждой стороны, и оно будет чистым. Не стоит тереть этим ершиком сильно.

Также хорошо чистит наконечник смоченная в воде губка. Она вообще не может ему навредить, поэтому это лучшая альтернатива.

Если ничего под рукой нет, то можно просто встряхнуть паяльником вниз, и весь припой свалится на стол. Способ менее эффективный, но работает.
Не лудите провод припоем из жала

При переносе припоя с жала на провод ничего нормального не получится. Действовать надо по-другому. Разогрейте провод паяльником, и прикладывайте к нему олово, тогда оно отлично растечется.

При разогреве провода, на жале должен быть припой

Если просто приложить жало к жиле, то ввиду малой площади контакта та будет разогреваться долго. Просто нанесите сначала немного припоя на сам паяльник, и тогда тот послужит проводником тепла. Как следствие провод разогреется быстрее.

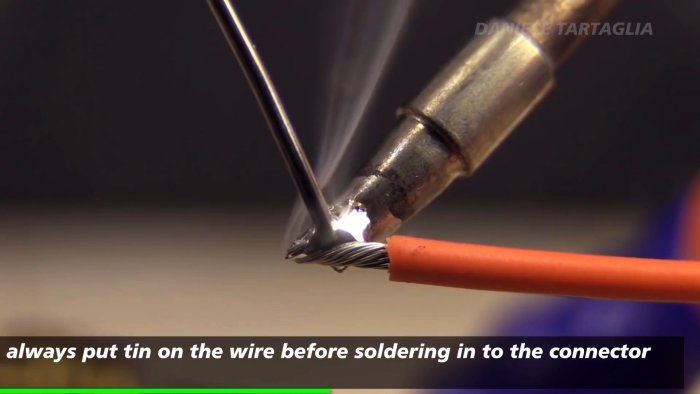
Сначала лудим, затем паяем
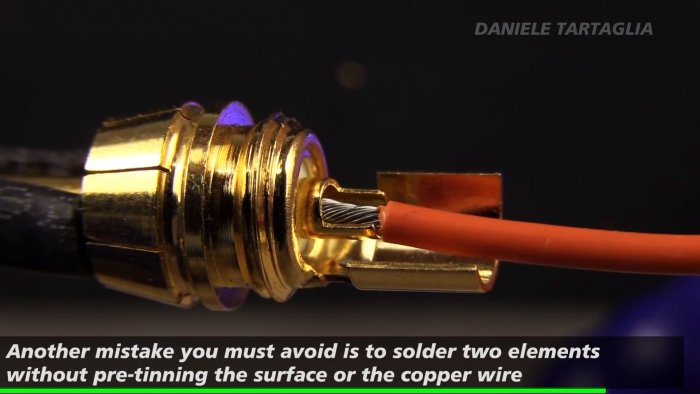
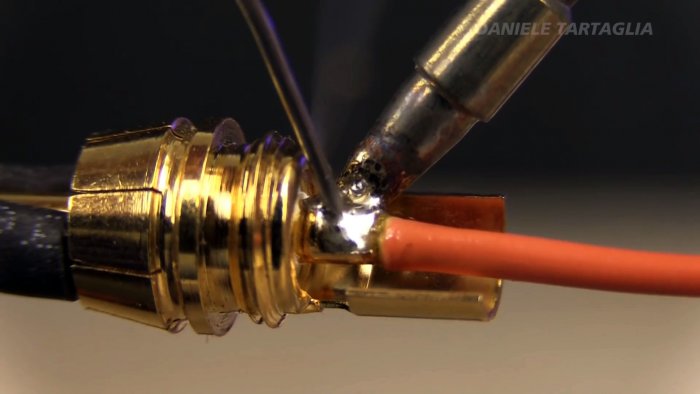
Чтобы спаять 2 провода, или жилу с разъемом, нужно сначала ее залудить. Затем на жало наносится немного олова, наконечник прислоняется к разъему, тот греется и потом все заливается расплавляемым припоем.
Аналогичная ситуация и при пайке провода к контакту. Нужно залудить обе поверхности, разогревая их. Затем они прикладываются друг к другу, греются и сами спаиваются уже без дополнительного олова.
Никогда не охлаждайте жало в воде
Если жало слишком нагрелось и нужно снизить его температуру, нельзя его опускать в холодную воду. В идеале дать ему остыть естественным образом. Чтобы ускорить процесс, можно отключить паяльник и протереть его грубой ветошью. Она возьмет на себя часть тепла.

Пайка с оксидной пленкой бесполезна
Не пытайтесь спаять детали, если на их поверхности имеется оксидная пленка. Она просто не даст олову прилипнуть. Ее нужно предварительно стереть абразивом.

Помешать пайке может не только заметная зеленая оксидная пленка, но и недавно появившаяся темная. В идеале всегда сначала протереть поверхность абразивом, а уже потом паять, особенно если это плата.


Не дышите дымом от припоя и флюса
Занимайтесь пайка на свежем воздухе или под вытяжкой. Как минимум поставьте вентилятор, чтобы он удалял дым в сторону от вашего лица, и вы не дышали этим концентратом. Он вреден для здоровья, поэтому ничего не паяйте в закрытом непроветриваемом помещении.

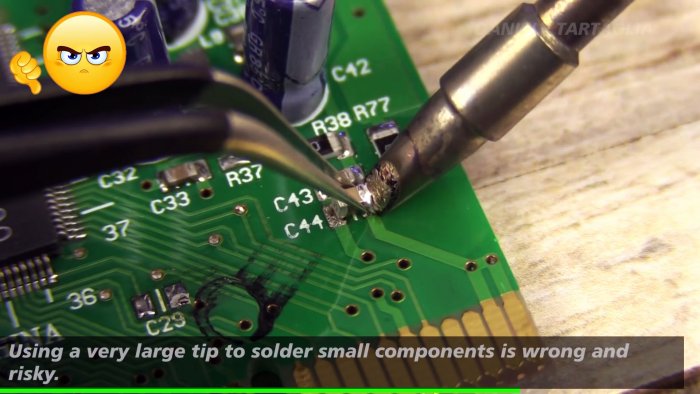
Для каждой работы должно быть свое жало
Не нужно стараться припаять мелкую деталь большим жалом и наоборот. В первом случае это будет неудобно, и вы обязательно что-то попутно расплавите или припаяете лишнее. Во втором случае качественной пайки не получится, так как детали не прогреются равномерно.

Контролируйте температуру

Если используется паяльник с регулировкой и термометром, то обязательно контролируйте температуру. Она должна быть такой, как нужно для конкретного припоя. Перегретое жало кроме олова попутно расплавит различные диэлектрические элементы, такие как изоляция, вставки, втулки.


Толщина припоя должна соответствовать размеру спаиваемых деталей
Если нужно припаять мелкую деталь, не используйте для этого толстый пруток припоя и наоборот. Его диаметр должен соответствовать масштабу работ.

Так же посмотрите лайфхак, как моментально очистить жало — https://sdelaysam-svoimirukami.ru/4480-kak-momentalno-ochistit-zhalo-payalnika.html
Смотрите видео

Подключая светодиодную ленту или ремонтируя разъем какого-то устройства, никак не обойтись без пайки паяльником. Именно пайка способна обеспечить надежное контактное соединение, которое не отвалится и не будет корродировать со временем.
Технология пайки не такая сложная, но и в ней есть масса нюансов, при несоблюдении которых можно раз и навсегда испортить, как деталь, так и само оборудование для пайки. В более тяжёлых случаях можно получить травму.
Все кто уже имеет опыт работы с паяльником не забывают про элементарные правила безопасности. Но что делать новичкам в этом случае? Как не допустить ошибок при пайке олова паяльником?
Самые грубые ошибки при пайке паяльником и оловом
Пайку паяльником можно запросто сравнить со склеиванием. Только здесь вместо клея используется смесь расплавленных металлов, олова и свинца в разных пропорциях. Припой — так называется металл для пайки паяльником.
У обычного припоя температура плавления достаточно низкая, она намного ниже, чем температура плавления основного металла. Так, например, медь плавится при температуре 1050 градусов, а такой распространённый припой, как ПОС-61 всего лишь при температуре 190 градусов.

Поэтому повредить медную деталь каплей разогретого припоя не получится. Однако этого нельзя сказать о напольном покрытии или одежде. Вследствие этого возникает первое правило — никогда нельзя размахивать паяльником или обстукивать его жало в момент нагревания.
При сильном ударе олово разлетится в стороны, что можно привести к получению серьезных травм или порче имущества. Если нужно быстро очистить жало паяльника от расплавленного припоя, то лучше всего будет воспользоваться куском деревяшки из мягкой породы дерева.
Никогда не работайте без очков
Даже работая с радиодеталями никогда нельзя забывать про защитные очки. Отпружинившая ножка радиодетали, и расплавленный припой разлетится в стороны, что грозит получением серьезных травм при пайке. Никогда нельзя забывать о технике безопасности, которая придумана не просто так.

Также, при пайке образуется дым от флюса, поэтому помещение должно хорошо проветриваться. Некоторые, а особенно активные флюсы, содержат в своём составе кислоту. Вдыхание паров кислоты может привести к отравлению организма. Как вариант защиты в данном случае, может стать небольшой вентилятор на столе рядом с паяльником.
Не снимайте паяльником изоляцию с кабеля
Некоторые умельцы умудряются использовать разогретый паяльник для снятия изоляции с кабеля. Делать это категорически не стоит. Во-первых, таким образом, пластик попадает между жил и достать его потом оттуда проблематично. Во-вторых, серьёзно портится жало паяльника, которое приходится заново лудить.

Не стоит пытаться использовать паяльник для пайки и не совсем по своему прямому назначению. Например, запаивать им дырку в полипропиленовых трубах, чтобы устранить течь. Каждый инструмент нужно применять только по своему назначению. В случае с полипропиленовыми трубами существует специальный паяльник, как раз и предназначенный для этих целей.
Не паяйте под напряжением
Вроде бы никто не должен сомневаться в том, что пайку под напряжением следует исключить в полной мере. Но нет, некоторые все-таки умудряются паять под напряжением, выключая лишь микропереключатель на устройстве, но, не вытягивая самой вилки кабеля питания из розетки.

Как правило, делается это специально, чтобы потом быстро все проверить. Однако такой подход к пайке совершенно неправильный. Он грозит тяжёлыми последствиями, например, коротким замыканием. Кстати, данный момент, относится не только к устройствам, работающим от 220V, но и к мобильным гаджетам со встроенными аккумуляторами.
Сложно ли научится паять с нуля? Абсолютно нет! Это по силам любому.
Если вам почему-то кажется, что научится паять сложно. Вы пробовали, но не получилось, обязательно прочтите, какие главные ошибки допускают новички при пайке радиодеталей:
1. Самая существенная ошибка, влияющая на качество пайки, — это недостаточное количество флюса. Ведь именно флюс:
— защищает детали от окисления;
— улучшает смачиваемость поверхностей и растекаемость припоя!
Выводы проводов и деталей из материала, который может окислиться, должны быть покрыты флюсом заранее — то есть ещё до их лужения!
В простейшем случае выводы окунают в канифоль, расплавленную паяльником. В труднодоступных местах удобно использовать жидкий флюс, нанося его кисточкой. Самый простой и удобный для нанесения флюс — это канифоль, растворенная в спирте.
Ни в коем случае не применяйте для пайки радиодеталей и печатных плат активные флюсы — иначе непредсказуемая работа устройства («глюки», зависания и т.д.) гарантированы!
Флюс после пайки удаляют обычным спиртом или специальным очистителем.
2. Перегрев паяльника, если он без термостабилизации, или неправильно выставленная (завышенная) температура. При перегреве флюс быстро выгорает, не успевая выполнить функцию защиты деталей от окисления!
3. Грязный паяльник. Загрязнение кончика его жала очень затрудняет пайку. Однако очистить паяльник элементарно просто о специальную губку. А при сильном загрязнении можно использовать для очистки паяльника специальную подставку.
4. Недостаточный прогрев места пайки! Не убирайте паяльник сразу — добейтесь равномерного распределения припоя. Если паяльник мощный и флюса достаточно, припой растечётся, равномерно соединяя детали, максимум за 1 — 2 секунды!
5. Перегрев места пайки. Если припой уже растекся, соединив детали, убирайте паяльник сразу же — не ждите пока с места пайки выгорит абсолютно весь флюс, а за ним и сами детали.
Разумеется всегда следует помнить о технике безопасности — пары свинца и прочих химических веществ, выделяющихся при пайке, вредны! Чтобы не вдыхать их, обязательно позаботьтесь о хорошей вентиляции!
Защищайте глаза — помните, что пружинящие контакты и выводы деталей, распрямляясь, могут метнуть мельчайшие частицы горячего припоя! Именно поэтому опытные ремонтники обязательно надевают защитные очки!
Трубы из полиэтилена низкого давления свариваются раструбными и стыковыми аппаратами, а также при помощи электромуфт. Чтобы избежать протечек, важно использовать качественное оборудование для пайки. Но многое зависит и от опытности самого сварщика. В этой статье мы рассмотрим ключевые ошибки, которые допускают при сварке новички. Это сэкономит вам время и средства, поможет быстрее научиться создавать качественное соединение.

Ошибки при подготовке трубы к сварке
От правильной подготовки трубы ПНД к сварке зависит герметичность стыка и прочность соединения. Нередко ряд ошибок допускается при пайке именно на подготовительном этапе.
Плохая зачистка
Зачистка наружного слоя необходима при электромуфтовой сварке ПНД трубы или пайке раструбным паяльником. Полиэтилен окисляется от внешней среды, из-за чего внешний слой становится тугоплавким. Если его не счистить механическим путем, возможен локальный непрогрев, что приведет к протечке (особенно в системах с высоким давлением от 6 атм).
Чтобы избежать ошибки при пайке, используйте механический скребок. Он подойдет для труб диаметром 16 – 200 мм. Полиэтиленовые трубы больших окружностей может быть сложнее поворачивать по оси, поэтому используют специальные приспособления, позволяющие снять верхний слой без вращения заготовки.
Еще одна ошибка при ручной очистке от оксида ― недостаточная длина снятия наружного слоя. Поэтому предварительно нужно измерить глубину муфты и отмерить это значение на трубе с запасом на 5 – 10 мм.
Жирная загрязненная поверхность
Торец ПНД трубы может быть в песке, грязи, мусоре, накопившемся за время транспортировки, хранения, погрузки или разгрузки. На пластике встречаются следы технических жидкостей. При любом методе сварки распространенная ошибка ― забыть обезжирить поверхность. В случае пайки стыковым аппаратом достаточно протереть спиртовой салфеткой торец и 20 мм вокруг него. Для раструбной пайки или электромуфтового метода протирается спиртом вся длина, заходящая внутрь фитинга и еще немного дальше для запаса. Без такой подготовительной меры включения в виде мусора и жира препятствуют надежному соединению полиэтилена на молекулярном уровне.
Плохая фиксация
Следующая ошибка, которую допускают при пайке труб ― отсутствие фиксации или слабое закрепление заготовок. В случае стыковой сварки применяется центратор, где полумесяцами разной толщины достигается соосность конструкции. В электромуфтовом методе используют ременные прижимы для больших диаметров и металлические с резьбой для малых окружностей. Это обеспечивает ровную линию трубопровода, предотвращает перекосы, протечки.
Неровная торцовка
Криво обрезанная труба ПНД ― еще одна ошибка при сварке стыковым методом. Если пилить полиэтиленовую заготовку цепной пилой, лобзиком, циркуляркой, болгаркой, неизбежно край будет не ровный. При сведении торцов, даже с учетом оплавления до 5 мм, возможны свищи. Поэтому для предотвращения ошибки края обязательно обрабатываются торцевателем, рассчитанным на соответствующий диаметр ПНД трубы.
Неправильное расположение муфты
Распространенная ошибка при пайке труб из полиэтилена низкого давления ― неправильное расположение муфты. Это приводит к малой площади сварки между двумя сторонами, что может вылиться в протечку или слабую фиксацию конструкции.
В некоторых фитингах есть упор, ограничивающий движение трубы. При сборке перед пайкой требуется насадить заготовку до конца. В других муфтах упор отсутствует, поэтому ошибка заключается в неравномерном распределении краев трубы внутри муфты ― одна зашла слишком далеко, а вторая только на 20 – 30 мм. Чтобы не допустить такой оплошности, необходимо:
- Измерить муфту рулеткой.
- Разделить длину на два.
- Светлым маркером отметить полученное значение на каждом крае трубы.
- Надеть муфту на торцы и надвинуть до меток.
Сварку аппаратом можно начинать убедившись, что обе метки находятся рядом с краями муфты. Особенно важно нанести хорошо видимые ориентиры при вставке ремонтной части в существующую коммуникацию. Чтобы вставить отрезок заменяемой трубы, муфту приходится полностью насаживать на один из краев, а затем возвращать с находом на ответную сторону.
Разные SDR
На этапе закупки деталей для пайки труб можно ошибиться, выбрав трубы и фитинг с разным значением SDR. Аббревиатура подразумевает соотношение диаметра ПНД трубы к толщине ее стенки. Например, две одинаковые по внешнему диаметру заготовки могут иметь разную толщину ― 4 и 15 мм. Соответственно, соединить их качественно не получится. Если выбрать муфту с меньшим SDR, чем у трубы, то заготовки даже не получится вставить одна в другую.
Ошибки при самой сварке труб
В процессе самой сварки или при пайке ПНД труб существуют другие распространенные ошибки, которых следует избегать. Среди них:
- Неверное время нагрева. Таблицы оптимального времени нагрева, в зависимости от толщины стенки и диаметра трубы прилагаются в инструкции к самому аппарату. Если подача тепла будет недостаточной, полиэтилен просто не спаяется между собой, что приведет к разрушению соединения. Перегрев считается тоже ошибкой при сварке, ведь тогда торцы сильно оплавляются и деформируются.
- Недостаточное время остывания. Некоторые сварочные аппараты для ПНД труб автоматически рассчитывают время остывания, получая информацию со штрихкода муфты. При стыковой сварке данные приходится вводить вручную, поэтому важно не ошибиться. Недостаточное время на остывание может привести к снижению прочности стыка и деформациям.
- Неправильный расчет давления. При стыковой пайке давление для сведения сторон рассчитывается по формуле. Недостаток силы прижатия ослабляет прочность шва. Избыток ― создает лишние наплывы, сокращает длину трубы, которой потом может не хватить для подключения.
Компания «ПРОСВАР» выпускает надежные аппараты для сварки и пайки труб из полиэтилена низкого давления. Мы продаем приспособления для правильной подготовки торцов, обработки, обезжиривания и фиксации заготовок. Электромуфтовые сварочные аппараты автоматически получают все параметры для обеспечения правильного стыка, что сокращает количество вероятных ошибок. Проводим обучение использованию нашего оборудования для новичков. Чтобы узнать больше о разнообразии наших аппаратов для пайки ПНД или проконсультироваться по самому процессу, звоните по телефону 8 (800) 301-11-81.