Энциклопедия
22 мая 2017
0 комментариев
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
создание предпосылок для бездефектной работы,
внедрение методов бездефектной работы,
систематическое устранение возникших ошибок,
принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
При контроле завершенного процесса.
При проверке в ходе выполнения процесса самим работником.
При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
устройства;
позиционирование на сверлильной стойке;
обучение персонала;
оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.
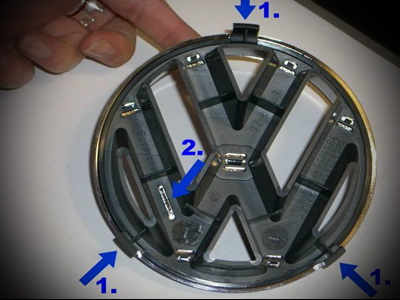
Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
- создание предпосылок для бездефектной работы,
- внедрение методов бездефектной работы,
- систематическое устранение возникших ошибок,
- принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
- При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
- При контроле завершенного процесса.
- При проверке в ходе выполнения процесса самим работником.
- При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
- устройства;
- позиционирование на сверлильной стойке;
- обучение персонала;
- оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.

Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
- Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
- 100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
- Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО


Большая часть несчастных случаев на производстве происходят из-за человеческого фактора: человек торопится, пытается сделать, как ему кажется, лучше, либо просто не знает, как работать с тем или иным оборудованием, и в результате получает травмы. А возможно ли организовать работу так, чтобы само оборудование исключало риск возникновения ошибки? Рассказываем в статье.

Анастасия Мизирева
Менеджер по охране труда и экологии ООО «Керри»
Обзоры, интервью, свежие новости и изменения в законодательстве — оперативно в нашем Telegram-канале. О самых важных событиях — в нашей группе ВКонтакте.
Человеческий фактор при возникновении несчастного случая
Одна из главных задач специалиста по охране труда — предотвращение возникновения на предприятии несчастных случаев и «почти происшествий» (near-miss).
Когда происходит несчастный случай, а в некоторых компаниях даже при возникновении near-miss, работодатель создает комиссию для расследования причин его возникновения. Согласно статистике Международной организации труда, 96% всех несчастных случаев происходят из-за человеческого фактора и лишь 4% — из-за опасных условий и неисправностей оборудования.
Для предотвращения повторения происшествия, как правило, реализуются различные мероприятия организационного характера. Наиболее распространённые:
- внесение изменений в документацию (например, рабочую инструкцию или инструкцию по охране труда);
- внеплановый инструктаж работников для ознакомления с информацией о случившемся;
- дополнительное обучение и/или проверка знаний сотрудников на предмет выявления «пробелов» в знаниях;
- ремонт оборудования в тех случаях, когда причиной стала его некорректная работа.
Большинство из этих мероприятий направлено на изменение поведения человека на основе знаний и понимания рисков и опасностей. Но что делать, если обучение или инструктаж не даёт положительного эффекта? Тогда нужно работать с самим технологическим оборудованием, приёмами выполнения работ и рабочими местами. Такую работу можно организовать с помощью инструментов Poka Yoke.
Что такое Poka Yoke?
Инструменты Poka-yoke (читается как «пока ёкэ») — это приспособления и методы работы, которые помогают избежать ошибок, обусловленных человеческим фактором, или вовремя выявить их в процессе производства.
Подход, благодаря которому ошибки выявляются на уровне производства, а не результата, впервые был формально закреплён на заводах Toyota в Японии в 1960-х годах, и относился к контролю качества. Сигео Синго, эксперт в области производства, разработал концепцию Zero Defects, направленную на снижение производственного брака. Контроль качества продукции смещался с проверки готовой продукции на предупреждение брака на каждом отдельном этапе производства.
«Самый лучший подход — выискивать и устранять проблемы там, где они, казалось бы, не существуют» — Сигео Синго, разработчик концепции, которая легла в основу Poka Yoke.

Позже подход, относящийся к контролю качества, стал распространяться и на охрану труда, получив название Poka Yoke (происходит от двух японских слов: poka — избегать, yokeru — ошибка).
В России этот термин ассоциируется с «принципом нулевой ошибки», ещё его называют «защитой от дурака», что переводится на английский как «foolproof». Обращались к нему ещё в Советском Союзе — об этом свидетельствует отрывок из утратившего силу ГОСТ 27.002-89, где поясняется термин «надёжность»: «Для характеристики отказоустойчивости по отношению к человеческим ошибкам в последнее время начали употреблять термин fool-proof concept».
На практике принцип Poka Yoke может применяться двумя способами:
- Создание системы, которая будет предотвращать развитие неблагоприятной ситуации.
- Создание системы, в которой полностью исключено возникновение ошибки (более предпочтительный способ).
Зачастую такие технические решения не требуют больших дополнительных затрат, не влекут за собой потребность в ресурсах и не влияют на стоимость продукции.
Практика применения Poka Yoke
Примеры применения защиты от происшествий мы можем увидеть в повседневной жизни:
- электрочайник отключается автоматически при закипании воды;
- при затухании огня на газовых плитах и в духовых шкафах останавливается подача газа;
- для опасных веществ делают крышки с защитой от открывания их детьми;
- двери лифта автоматически открываются при столкновении с препятствием при закрытии;
- SIM-карту мобильного телефона невозможно установить неправильно из-за того, что один из углов «срезан».
Стремясь обезопасить человека при выполнении работ, инженеры постоянно придумывают инновационные решения. Например, американский физик Стив Гасс в 1999 году изобрёл циркулярную пилу со стоп-механизмом Saw Stop, которая останавливается при касании с человеческой кожей в течение 5 миллисекунд.

Для обеспечения безопасности персонала на работе в компании Керри также внедрены инструменты Poka Yoke. Приведём некоторые из них.
Для запуска механизма конвейера необходимо нажать две кнопки, находящиеся в разных его частях — так, чтобы нельзя было достать одной рукой.
Для перекрытия опасных участков пути на производстве установлены физические барьеры.
На оборудовании установлены специальные двери (ворота), которые открываются только в том случае, если оборудование отключено.
К острым и движущимся частям оборудования ограничивают доступ концевые выключатели. Снять их можно только с помощью отвёртки специфичной формы (звёздочка), которая выдаётся только специализированному персоналу.

Как внедрить систему?
До разбора алгоритма внедрения Poka Yoke нужно разобраться с существующими принципами защиты от ошибок. Перечислим их в порядке приоритета использования.
Устранение проблемы. Изменение дизайна оборудования/рабочего места так, чтобы проблемная операция или оборудование больше не требовались.
Замещение. Выбирается более надёжный процесс взаимен непредсказуемого путём роботизации или автоматизации.
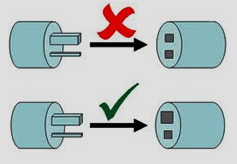
Предупреждение. Устройство оборудования/процесса само по себе исключает совершение ошибки (уникальные разъёмы во избежание неправильного подключения кабелей).
Облегчение. Группировка шагов, визуальное упрощение механизмов/работ (цветовое кодирование, маркировка).
Обнаружение. Внедрение системы, которая бы обнаружила ошибки до того, как они превратятся в проблему, чтобы оператор мог быстро их исправить (датчики касания).
Смягчение. Внедрение механизмов, которые снизят результат влияния ошибок, если они всё же произошли (предохранители для предотвращения перегрузки цепей в случае короткого замыкания).
Сам процесс внедрения системы предупреждения ошибок можно разделить на несколько этапов.
| Наименование этапа | Действия |
|---|---|
| Подготовительный |
|
| Тестирование |
|
| Анализ |
|
| Внедрение | В случае удачного решения распространить его на другие единицы оборудования/участки |
Таким образом, у Poka-Yoke есть ряд преимуществ, заставляющих обратить внимание на эту концепцию. Система защищает каждого работника в том месте, где она установлена, даёт быструю обратную связь и отличается сравнительно низкой стоимостью и простотой реализации.
Время чтения: 7 мин.
Как известно, людям свойственно ошибаться. Иногда ошибки бывают настолько
глупыми, что человек никак не может понять, как он вообще умудрился сделать
нечто подобное. Когда уже поздно…
И вот такие глупейшие «необязательные» ошибки, которых, на первый взгляд
легко избежать, порой обходятся весьма дорого. Цифра, помещенная не в ту
колонку Excel, грамматическая ошибка в презентации, электронное письмо,
отправленное не тому адресату могут в буквальном смысле похоронить проект.
А такие ошибки, как баг в критически важном программном обеспечении или
оставленный инструмент в операционной ране переносят нас из области потерянных
возможностей в область профессиональной халатности.

Для того, чтобы избегать подобных глупых ошибок и существует метод poka-yoke (читается как пока-ёкэ). Изобретение (а точнее формализацию и адаптацию к условиям производства) этого метода приписывают японскому инженеру Сигэо Синго.
Название poka-yoke происходит от двух японских слов: избегать (yokeru) и
ошибка (poka). Изначально концепция Сигэо Синго называлась baka-yoke, что можно
перевести как «защита от идиота». Но когда, согласно легенде, Синго излагал
свои идеи перед рабочими производственной линии Toyota, одна из работниц
расплакалась. «Я не идиот!» — возмутилась она. Тогда инженер решил переименовать
концепцию в «защиту от ошибок», а не от идиота.1
Тем не менее, в русском языке poka-yoke традиционно обозначается как
«защита от дурака». Иногда poka-yoke называют принципом нулевой ошибки.
Принцип метода
Идея poka-yoke проста. В рабочий процесс необходимо закладывать механизмы, выявляющие ошибки, предотвращающие их или обеспечивающие выполнение процесса только надлежащим образом. Сигэо Синго искал простейшие, надежнейшие и наиболее дешевые способы создания таких механизмов.

Например, если необходимо, чтобы рабочий сборочной линии при выполнении определенного процесса использовал непременно три болта, следует доставлять ему болты в упаковке по три штуки. Тогда, если он вкрутит меньше трех болтов, то сразу заметит и исправит эту ошибку.1
Можно привести и бытовые примеры защиты от дурака. Например, в некоторых
автомобилях с механической коробкой передач перед тем как включить зажигание
нужно нажать педаль сцепления. А многие автомобили с автоматической коробкой не
заводятся, если коробка передач не стоит в положении «парковка». Наиболее
простой пример — дополнительное отверстие слива, расположенное у верхней кромки
раковины. Если забудете выключить воду — она не перельется через край.

В борьбе за чистоту речи
Майкл Шрейг из бизнес-школы при
Массачусетском технологическом институте приводит такой пример — уже из
профессиональной области. Он и его коллеги зачастую вели слишком эмоциональную
переписку, используя не слишком подходящую для рабочей коммуникации лексику.
Эмоции проходили, а испорченные отношения оставались. Тогда Шрейг создал
простой фильтр для исходящих сообщений, который не пропускал слова, типа
«идиот», «дебил», «придурок», «задница» и т.п. Если в сообщении были такие
слова, программа спрашивала: «Вы действительно хотите это отправить?» Если отправитель
выбирал «да», то следовал вопрос: «Вы уверены?»
Шрейг предложил свой poka-yoke фильтр Microsoft. Но компания не
заинтересовалась.1

В
наше время роль технологий как никогда велика. Пытаться заменить человека
технологией — стало всеобщей тенденцией. Ведущие хай-тек компании уже работают
над тем, чтобы создать автомобили без водителей, офисы без офисных работников,
станки без операторов и т.д. Но возможно, самое лучшее, что могут сделать
машины — это выявлять, минимизировать и устранять наши ошибки?
Poka-yoke
— пример Toyota

А
вот как используется принцип poka-yoke в компании Toyota, откуда, собственно,
этот принцип и происходит.
Вся
производственная система Toyota направлена на обеспечение максимальной
эффективности и безошибочных процессов. Часть системы — оборудование, которое
автоматически останавливается при возникновении ошибки. Это ведет к выявлению,
исправлению, а то и полному предотвращению ошибок.
Другой
вариант обеспечения poka-yoke — оборудование, которое просто не позволяет
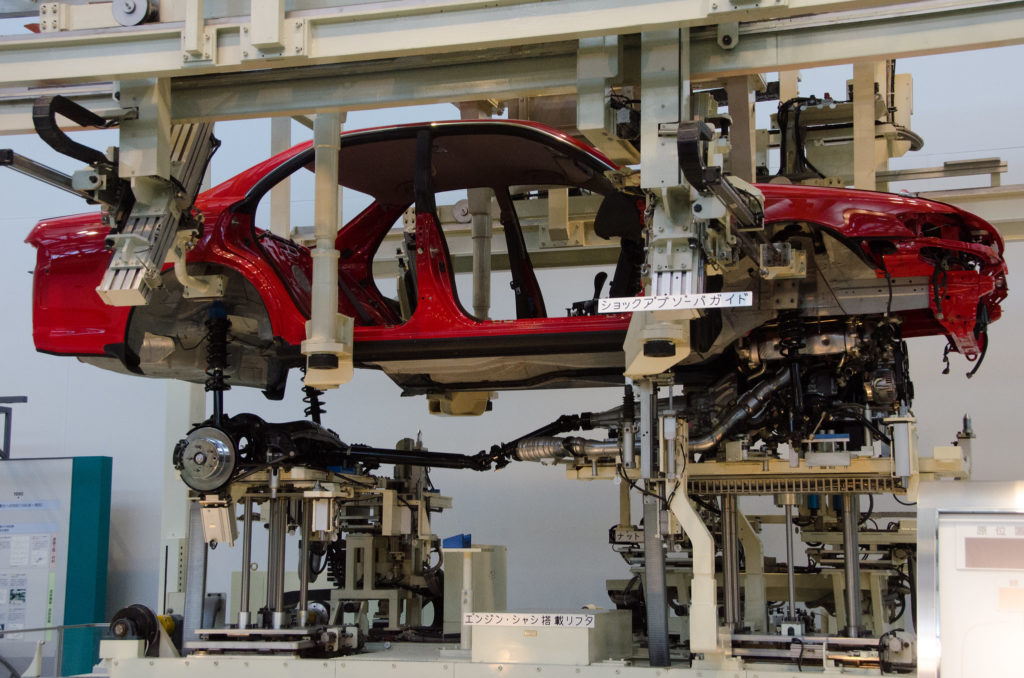
выполнение операций ненадлежащим образом. Например, удерживающие устройства,
используемые при вытачивании деталей, устроены на производстве Toyota таким
образом, что они позволяют удержание детали только в правильном положении.
Вставить деталь неправильным образом просто невозможно.2
И
подобные механизмы применяются в Toyota на самых разных этапах производства. В
целом, можно выделить механизмы poka-yoke, которые извещают оператора о
возможности возникновения ошибки, и механизмы, которые предотвращают
возникновение ошибок. Сигэо Синго назвал их предупреждающей poka-yoke и
контролирующей poka-yoke, соответственно.3
Ошибки неизбежны, но…

Сигэо Синго утверждает, что ошибки неизбежны на любом производстве. Но если на производстве имеются адекватные механизмы poka-yoke, то ошибки не переходят в дефекты. А устранение дефектов, в свою очередь, ведет к снижению стоимости ошибок.3
Релевантно: В чем секрет японского производства. Монодзукури — что это, и как оно работает
- Schrage M. Poka-Yoke is Not a Joke. Harvard Business Review. Feb 04, 2010.
- The official blog of Toyota GB — Poka-yoke – Toyota Production System guide.
- Shingo, Shigeo; Dillon, Andrew (1989). A study of the Toyota production system from an industrial engineering viewpoint. Portland, OR: Productivity Press
На главную ИЛИ ЧИТАТЬ ЕЩЕ:
 Новое в брендинге. Использование ругательств — тренд современности?
Новое в брендинге. Использование ругательств — тренд современности?
С тех пор как суд разрешил ругательства в названиях торговых марок, возникло новое в брендинге направление. Примеры торговых марок с использованием брани.
- Стратегия Стива Джобса, направленная на повышение мыслительной активности — ходить, пока не придешь к решению
Творческий подход и нестандартное мышление являлись сильными сторонами создателя Apple. Стратегия Стива Джобса, направленная на повышение…
- Удивительная история восьмисот пятидесяти семи Элизабет Холмс
С некоторых пор женщины по имени Элизабет Холмс начали получать сообщения от незнакомых с требованием вернуть деньги. Просто они — тезки основательницы …
- Зачем компаниям заявления о миссии. Кейсы IKEA и Mylan
Случается, что заявление о миссии компании совершенно не согласуется с ee реальными действиями. Но это не значит, что заявление о мисси всегда …
- «Культура манипуляций» привела к крупнейшему отзыву продукции и банкротству компании
Манипуляции с данными тестирования привели к крупнейшему в истории отзыву продукции стоимостью 24 млрд долларов и банкротству Takata Corporation — производителя автозапчастей.
 Новое в брендинге. Использование ругательств — тренд современности?
Новое в брендинге. Использование ругательств — тренд современности?
 Стратегия Стива Джобса, направленная на повышение мыслительной активности — ходить, пока не придешь к решению
Стратегия Стива Джобса, направленная на повышение мыслительной активности — ходить, пока не придешь к решению
 Удивительная история восьмисот пятидесяти семи Элизабет Холмс
Удивительная история восьмисот пятидесяти семи Элизабет Холмс
 Зачем компаниям заявления о миссии. Кейсы IKEA и Mylan
Зачем компаниям заявления о миссии. Кейсы IKEA и Mylan
 «Культура манипуляций» привела к крупнейшему отзыву продукции и банкротству компании
«Культура манипуляций» привела к крупнейшему отзыву продукции и банкротству компании
- Новый управленческий эксперимент в Zappos. От холакратии к структуре по типу рынка
Компания Zappos начала отходить от холакратии и внедрять еще более радикальный подход. Новый управленческий эксперимент в Zappos начался…
- Новый символ статуса для работников 21 века
Такие символы статуса как личные кабинеты и машины с водителем устарели. Опросы свидетельствуют, что в 21-м веке новый символ статуса…
- Принцип равенства работников не для Google? Два класса сотрудников компании с разными правами и возможностями
В компании Google персонал разделен на два класса, имеющих разные права и возможности. Принцип равенства работников в таких условиях не выполняется.
- Словом можно… Примеры публичных заявлений, стоивших миллиарды
Слова в мире бизнеса играют особую роль. Объявление о выходе нового продукта может всколыхнуть весь рынок — особенно, если это заявление делает …
- Долгосрочное мышление и срок жизни компании. Кейс IBM
Долгосрочное мышление напрямую влияет на срок жизни организации. Компания IBM — живое тому подтверждение. Стив Деннинг, автор бестселлеров «Эпоха Agile» и «Вдохновляй …
 Новый управленческий эксперимент в Zappos. От холакратии к структуре по типу рынка
Новый управленческий эксперимент в Zappos. От холакратии к структуре по типу рынка
 Новый символ статуса для работников 21 века
Новый символ статуса для работников 21 века
 Принцип равенства работников не для Google? Два класса сотрудников компании с разными правами и возможностями
Принцип равенства работников не для Google? Два класса сотрудников компании с разными правами и возможностями
 Словом можно… Примеры публичных заявлений, стоивших миллиарды
Словом можно… Примеры публичных заявлений, стоивших миллиарды
 Долгосрочное мышление и срок жизни компании. Кейс IBM
Долгосрочное мышление и срок жизни компании. Кейс IBM
- Мой босс — идиот. Или все-таки нет?
Вы считаете, что ваш босс — идиот? Ответьте на пять вопросов профессора психологии Томаса Чаморро-Премузича. Возможно, вы поймете, что правы.
- Работа с идеями. Метод, лежащий в основе успеха Amazon
Важным фактором успеха Amazon является работа с идеями, которая проводится в этой компании. Структурированное изложение идей в письменном виде…
- Илон Маск об инновациях: технологии не улучшаются сами по себе
Илон Маск — один из самых инновационных бизнес-лидеров. Что на самом деле думает Илон Маск об инновациях. Одной короткой фразой он…
 Мой босс — идиот. Или все-таки нет?
Мой босс — идиот. Или все-таки нет?
 Работа с идеями. Метод, лежащий в основе успеха Amazon
Работа с идеями. Метод, лежащий в основе успеха Amazon
 Илон Маск об инновациях: технологии не улучшаются сами по себе
Илон Маск об инновациях: технологии не улучшаются сами по себе
Бережливое производство – концепция организации бизнеса, ориентированная на создание привлекательной ценности для потребителя путем формирования непрерывного потока создания ценности с охватом всех процессов организации и их постоянного совершенствования через вовлечение персонала и устранение всех видов потерь. В Японии говорят TPS (Toyota Production System), в Америке – Lean manufacturing или Lean production, а в России – бережливое производство.
Следует отметить, что идеи бережливого производства впервые были сформулированы и внедрены Генри Фордом. Но эти идеи носили характер разрозненных мероприятий и не затрагивали само мировоззрение работников. Было создано поточное, малозатратное производство, и автомобиль марки Форд-Т, не имел конкурентов в мире, по цене, качеству, уровню обслуживания. Но идеи Генри Форда не получили широкого распространения, так как экономика страны развивалась динамично, рынок был закрыт для других государств, существовали возможности для экстенсивного развития.
Япония таких возможностей не имела, и поэтому сразу пошла по пути рационального использования ресурсов, устранения всех видов потерь, повышения инициативности и ответственности работников, постоянного систематического улучшения качества и процедур.
За время своего существования философия бережливого производства подтвердила свою эффективность на множестве компаний – от корпорации Toyota, внесшей основной вклад в ее создание и развитие, до непроизводственных организаций и институтов.
Тайити Оно (1912–1990) один из главных создателей производственной системы компании Toyotа (TPS) – концепции управления производственным предприятием, основанной на постоянном стремлении к устранению всех видов потерь.
Большинство процессов начинаются с поступления запроса на выполнение какого-либо действия или поставку продукта и заканчиваются поставкой потребителю. Поток создания ценности охватывает все процессы от отгрузки продукта до поступления сырья или запроса на выполнение действия (рис. 4.7).

Всегда, когда есть продукция для потребителя, существует поток создания ценности. Очень важно понимать, что из действий компании является ценностью для заказчика, а что нет. Согласно существуют ряд принципов, на основе которых реализуется бережливое производство (табл. 4.8).
В рамках концепции бережливого производства (БП) выделено множество элементов, каждый из которых представляет собой определенный метод и набор инструментов (рис. 4.8).



Рассмотрим более подробно вышеперечисленные методы и инструменты бережливого производства.
TPM (Total Productive Maintenance) – всеобщий уход за оборудованием. Концепция TPM разработана в Японии в конце 60-х – начале 70-х гг. ХХ в. в фирме «Ниппон Дэнсо», поставщике электрооборудования для корпорации Тойота, во взаимосвязи с формирование Производственной системы Тойота (TPS). В начале 90-х гг. прошлого столетия TPM в разных вариантах внедрялась на предприятиях всего мира.
Целью внедрения TPM является устранение хронических потерь:
- выход из строя оборудования;
- высокое время переналадки;
- холостой ход и мелкие неисправности;
- снижение быстродействия (скорости) в работе оборудования;
- дефектные детали;
- потери при вводе в действие оборудования.
Таким образом, TPM позволяет снизить потери, связанные с простоями оборудования из-за поломок и избыточного обслуживания. В табл. 4.9 рассмотрим принципы TPM.

В системе TPM речь идет не об исключительной проблеме содержания в исправности оборудования, а о широком понимании обслуживания средств производства как интеграции процессов эксплуатации и технического ухода, раннем участии ремонтного персонала в разработке графиков обслуживания оборудования и точном учете состояния оборудования для целенаправленного содержания его в исправности.
Преимущества TPM:
- повышение эффективности технического обслуживания;
- сокращение внепланового ремонта;
- стабилизация и непрерывное улучшение процессов технического обслуживания и системы планово-предупредительного ремонта;
- уменьшение расходов на техническое обслуживание;
- увеличение производительности;
- улучшение качества продукции;
- снижение аварийности на производстве;
- увеличение мощностей производства;
- снижение себестоимости производства;
- уменьшение потерь связанных с оборудованием (простои, брак, переналадки, медленный ход, переделка и доработка);
- улучшение морального климата во всех отраслях промышленности и в сфере услуг.
Visual Factory (визуализация производства) – расположение всех инструментов, деталей, производственных стадий и информации о результативности работы производственной системы таким образом, чтобы они были четко видимы, и чтобы каждый участник производственного процесса моментально мог оценить состояние системы.
Метод визуализации применяется в организации с целью представления информации в наглядной форме (рисунок, фотография, график, диаграмма, схема, таблица, карта и т.п.) и доведение ее до сведения персонала в режиме реального времени для анализа текущего состояния и принятия обоснованных и объективных решений.
Задачами визуализации являются:
- Наглядное представление информации для анализа текущего состояния производственных процессов.
- Обеспечение требуемого уровня безопасности.
- Создание условий для принятие обоснованных и оперативных решений.
- Создание условий для быстрого реагирования на проблемы.
- Быстрый поиск и обнаружение отклонений при выполнении операций или процессов производства продукции.
Объектами применения метода визуализации могут быть: персонал, рабочее место, рабочее пространство, процессы организации, инфраструктура, информационные потоки, поток создания ценности и другие.
Способы и инструменты метода визуализации показаны в табл. 4.10. Преимущества визуализации:
- понятный и простой инструмент;
- легко планировать деятельность при помощи обычной доски на стене;
- быстрое информирование персонала;
- однозначная интерпретация одной и той же информации;
- повышение производительности труда.

Канбан (Kanban) – система организации производства и снабжения, позволяющая реализовать принцип «точно в срок». Термин «Канбан» имеет дословный перевод: «кан» – видимый, визуальный; и «бан» – карточка или доска.
Система разработана и впервые в мире реализована фирмой Toyota. В 1959 г. компания начала эксперименты с системой Канбан и в 1962 г. начала процесс перевода всего производства на этот принцип. На заводах Toyota карточки Канбан используются повсеместно для того, чтобы не загромождать склады и рабочие места запчастями.
Основная цель Канбан – упрощение постановки задач и отслеживание выполнения работ. Методология позволяет проконтролировать процессы и понять, на какой стадии находится каждая конкретная задача.
Основные принципы Канбан представлены в табл. 4.11. Крупные компании используют Канбан для получения максимальной производительности и как следствие получают высоко маржинальный бизнес за счет оптимизации сил и времени сотрудников, тщательной организации процессов без временных потерь.
Для того, чтобы пользоваться данной системой, нужно неукоснительно соблюдать два основных правила:
- рабочий процесс должен быть визуализирован: в каждый момент нужно объективно оценивать степень текущей загруженности, чтобы иметь возможность своевременно вносить свои коррективы;
- количество задач, одновременно находящихся в работе, должно быть строго ограничено: ни один, даже самый одаренный человек, не может выполнять все и сразу, поэтому нужно определить свой максимум и придерживаться его.

Канбан – это способ правильного выстраивания процесса с целью максимально эффективно использовать возможности каждого сотрудника. Канбан имеет как преимущества, так и недостатки (табл. 4.12).


Методология Канбан не имеет строгих правил или ограничений. Этим она и отличается от других систем управления бизнес-процессами. Понимание и внедрение принципов работы по методологии Канбан поначалу может занять приличное количество времени.
Но в итоге компания извлечет для себя много пользы – оптимизирует процессы, увеличит производительность, введет в рабочую практику постоянное плавное улучшение действующих процессов. Принципы и практики Канбана предлагают эволюционный путь к гибкости и улучшению без нарушения текущих процессов.
Выталкивающая (толкающая) и вытягивающая (тянущая) системы производства. Термин «выталкивающая система» появился сравнительно недавно – в 90-х гг. ХХ в., когда некоторые передовые японские компании стали применять другую систему, которая была названа «вытягивающей».
Выталкивающая система (Push Scheduling) – это такая система организации производства, при которой материальные ресурсы подаются с предыдущей операции на последующую в соответствии с заранее сформированным жестким графиком. Это означает, что предшествующие производственные процессы производят столько продукции, сколько они могут произвести без учета фактических требований последующих процессов и передают им эту продукцию, вне зависимости от того, есть ли в этом потребность или нет.
Такой тип производства характерен для большинства российских малых и средних предприятий. Любое производство при его неправильной организации стремится стать «выталкивающим» производством.
В стремлении максимально использовать производственные мощности, персонал и время предприятия начинают производить продукции намного больше, чем этого требуют потребители. Следствием такого подхода является увеличение запасов готовой продукции и незавершенного производства на складах. Помимо увеличения затрат на хранение продукции, появляются затраты, связанные с продвижением и реализацией залежавшейся продукции, а при неуспешной реализации появляются также и затраты утилизации.
Выталкивающая система создает, в конечном итоге, потери на всех стадиях производства, повышая конечную стоимость продукции для потребителя и снижая ее качество. Производство при таком подходе является абсолютно негибким. Настроенное под большие партии оборудование неспособно производить изделия «по запросу» в короткие сроки.
Ключевой концепцией выталкивающей производственной системы является система MRP.
В зависимости от степени охвата операций процесса MRP бывают:
- локальные – MRP I (англ. Material Requirements Planning – планирование потребности в материалах);
- глобальные – MRP II (англ. Manufacturing Resource Planning – планирование производственных ресурсов).
Вытягивающая система (Pull Scheduling) – это такая организация производства, при которой материальные ресурсы подаются («вытягиваются») на следующую технологическую операцию с предыдущей по мере необходимости, и поэтому жесткий график движения материальных потоков отсутствует.
При вытягивающей системе предыдущие процессы производят ровно столько продукции, сколько надо следующему процессу. При тянущей системе производство начинает работать только при поступлении заказа, и продукция как бы «вытягивается» потребителем.
Сигналами для начала производства на каждой стадии могут служить специальные карточки Канбан, которые начинают производство при заказе продукции, перемещаются с продукцией по всему производственному циклу и высвобождаются при поставке продукции потребителям.
Переход к тянущей системе можно также назвать индивидуализацией производства, поскольку продукция производится под конкретного потребителя или группу потребителей. Еще такую систему производства называют потоком единичных изделий, в противоположность производству партиями. Для того, чтобы выполнить заказ в срок, предприятие-производитель должно обеспечить беспрепятственное изготовление изделия на всем потоке создания ценности без задержек и простоев.
Преимущества и недостатки выталкивающей и вытягивающей систем показаны в табл. 4.13.

Отличие выталкивающей и вытягивающей производственных систем заключается в том, что выталкивающая система основана на заказах клиентов, в то время как вытягивающая система основана на прогнозах. Выталкивающая система использует прошлую информацию для прогнозирования будущих потребностей клиентов.
«Точно вовремя», «Точно-в-срок» (JIT, Just In Time), изобретен в 1954 г. в корпорации Тойота. Он возник на основе экономических ограничений, которые наблюдались в тот период в Японии. Так как у Японии было мало естественных ресурсов и очень высокие цены на недвижимость, японским фирмам нельзя было допускать расточительство, к примеру, склады для больших запасов возможно излишних товаров.
Эффективность метода была подтверждена в 1973 г. посредством продолжительного успеха корпорации Тойота (время нефтяного кризиса в Японии), после чего он распространился по многим японским заводам, а в 80-х появился на американских и европейских производствах.
Для любой организации, стремящейся конкурировать на рынке, важным преимуществом является предоставление потребителю необходимого и качественного товара по более низкой цене в кратчайшие сроки.
«Точно вовремя» – система организации производства, при которой выпускаются только те изделия, которые нужны потребителям точно в нужное время и в необходимом количестве.
За счет правильной постановки и достижения ряда целей «Точно вовремя» дает возможность добиться:
- ноль дефектов – эта цель направлена на сокращение числа дефектов в производстве. В ходе производства не должно возникать ни одного, даже незначительного дефекта.
- нулевое время установки заготовок – время на установку должно быть минимальным. Сокращение времени установки приводит к сокращению цикла производства и сокращению запасов в производстве.
- нулевые запасы – запасы, включая те, которые находятся в процессе обработки, монтажа и сборки, должны стремиться к нулю.
- ноль лишних операций – это означает, что из процесса производства должны быть исключены все действия, которые не добавляют ценности продукту.
- нулевое время ожидания – время ожидания должно стремиться к нулю. В таком случае повышается точность планирования производства и согласованность работы.
Преимущества и недостатки системы «Точно вовремя» представлены в табл. 4.14.


Процесс внедрения «Точно вовремя» является длительным и трудоемким. Для работы системы необходимо применять различные методы, инструменты и техники качества. Но самое важное – потребуется изменить сознание сотрудников и корпоративную культуру.
Кайдзен (Kaizen, Kai – изменение, Zen – улучшение) – «изменение к лучшему», «постоянное совершенствование». Эта концепция на сегодняшний день работает в организациях по всему миру и поддерживается многими людьми, которая фокусируется на непрерывном совершенствовании процессов производства, разработки, вспомогательных бизнес-процессов и управления, а также всех аспектов жизни.
Основатель Кайдзен – Масааки Имаи (президент KAIZEN Institute). В своей книге в 1986 г. так описал Кайдзен – это не просто постоянное улучшение, а улучшение, производимое каждым человеком, каждый день, в любом месте.
Основной целью использования системы Кайдзен на предприятии является постоянное улучшение, непрерывающееся совершенствование различных процессов. Достижения этой конечной цели добиваются за счет подцелей, которые представлены на рис. 4.9.

Использование системы Кайдзен на предприятии является долго- срочным проектом, который внедряется в деятельность компании и ее сотрудников постоянно, не допуская перерывов на неделю или месяц. Принципы Кайдзен представлены в табл. 4.15.

Кайдзен начинается с признания проблемы, что она существует. Если проблема не выявлена, значит, нет нужды в совершенствовании. В этом отличие Кайдзен от традиционного менеджмента по американской и европейской модели (табл. 4.16), а именно – решение всех проблемных ситуаций непосредственно в месте их возникновения, т.е. там, где продукту (услуге) добавляется потребительская ценность.

В Японии данная система действует практически на всех предприятиях и является ключом к конкурентоспособности на мировом рынке. Однако хотелось бы отметить, что помимо преимуществ система Кайдзен имеет и недостатки (табл. 4.17).

В России почти совсем не используют систему Кайдзен. Как результат – низкая эффективность, низкая производительность и конкурентоспособность. Однако есть компании, которые уже внедряют эту систему – Лукойл, Алроса, ГАЗ, Балтика, КАМАЗ, Росатомстрой, Гидросила, Банк «Союз» и другие.
3. 5С (5S) – это метод организации и рационализации рабочих мест. Подобную концепцию управления производственными процессами еще в конце XIX в. предложил американский инженер Фредерик Тейлор. В России разработкой методов научной организации труда занимался А.А. Богданов. Но самым эффективным инструментом рационального менеджмента на предприятии стала система 5S, предложенной и внедренной в 80-х гг. XX в. на заводе Toyota Motor японским инженером Тайити Оно.
5S (5С) – аббревиатура пяти японских слов:
- Seiri (Сэири) – Sort – сортировка;
- Seiton (Сэитон) – Set in Order – соблюдение порядка;
- Seiso (Сэисо) – Shine – содержание в чистоте;
- Seiketsu (Сэикэцу) – Standartise – стандартизация;
- Shitsuke (Сицукэ) – Sustain – совершенствование.
5С – это система организации рабочего пространства, основанная на принципах, представленных в табл. 4.18.


Чтобы система 5С начала работать, недостаточно ее организовать или взять на работу специалистов, которые будут ее внедрять. Одним из важных аспектов является то, что персонал компании должен осознать полезность этого новшества и принять его как стиль жизни.
Система 5С помогает быстро избавиться от накопившегося на производстве и в офисе хлама и исключить его появление в дальнейшем. Создать оптимальные условия для выполнения операций, поддержания порядка, чистоты, аккуратности, экономии времени и энергии для повышения производительности, предотвращения несчастных случаев, снижения загрязнения окружающей среды.
Система 5S – это одна из наиболее эффективных технологий бережливого производства, нацеленная на оптимизацию всех производственных процессов, снижение потерь, повышение производительности труда за счет рациональной организации рабочей зоны. Выгоды от внедрения 5С показаны на рис. 4.10.

3. U-образные ячейки – способ организации рабочего пространства при обработке изделий, позволяющий минимизировать перемещения сотрудников и обрабатываемых деталей. Начали применяться благодаря производственной системе Toyota в конце 1950-х гг. Они являются частью концепции «Точно вовремя»: движение товаров, материалов и услуг происходит тогда, когда оно необходимо для рабочего процесса.
При таком способе станки и оборудование располагаются в форме латинской буквы «U» с соблюдением последовательности операций. Конечная стадия обработки располагается рядом с начальной, поэтому оператор имеет возможность практически сразу приступить к выполнению следующего цикла обработки (рис. 4.11).

При организации ячейки производства операции по обработке располагаются в непосредственной близости друг к другу, позволяя организовать практически непрерывный процесс обработки деталей, документов и т.п.
Благодаря этому также поддерживается равномерный ритм выполнения работы. Важным свойством подобной расстановки оборудования является возможность при изменении спроса варьировать количество операторов, работающих в ячейке. Основными видами ячеек производства являются: U-образная ячейка, L-образная ячейка, V-образная ячейка, T-образная ячейка.
Основные преимущества способа:
- для работы требуется меньшее количество операторов, чем для традиционного конвейера;
- работники благодаря навыкам работы на нескольких станках являются более гибкими, поэтому можно быстро менять задания для них;
- если оператор имеет чрезмерную нагрузку, либо занят не все время, это легко выявить;
- больше пространства в рабочей зоне;
- улучшается безопасность труда благодаря отсутствию неудобных или статических поз;
- нет дополнительных затрат – достаточно расположить оборудование в нужном порядке.
Недостатки – чаще всего используется на производстве (однако принципы организации могут быть использованы в бережливой медицине, например, организация расположение кабинетов по диспансеризации).
Poka-yoke (принцип нулевой ошибки, англ. Zero defects) – метод, благодаря которому работу можно сделать только одним, правильным способом и дефект просто не может появиться (предотвращение ошибок).
Изобрел метод Poka-yoke в 60-х гг. XX в. японский инженер Сигео Синго, эксперт в области производства и один из создателей производственной системы Toyota. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок.
Его основные моменты:
- создание предпосылок для бездефектной работы;
- внедрение методов бездефектной работы;
- систематическое устранение возникших ошибок;
- принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха.
Существует шесть принципов защиты от ошибок. Они перечислены в табл. 4.19.

Существует три типа методов защиты от ошибок:
- контактные методы. Определяют, контактирует ли деталь или продукт физически или энергетически с чувствительным элементом. Лучшие контактные методы – это пассивные устройства, такие как направляющие штыри или блоки, которые не дают неправильно разместить заготовки на конвейере;
- считывающие методы. Следует использовать, когда рабочий процесс делится на фиксированное количество операций, или продукт состоит из фиксированного количества деталей. В соответствии с этим методом устройство считывает количество деталей и передает продукт на следующий процесс только, когда достигнуто нужное значение;
- методы последовательного движения. Определяют, выполнена ли операция в заданный период времени. Используются, чтобы проверить, выполняются ли операции в правильной последовательности. В этих методах обычно используют сенсоры или устройства с фотоэлектрическими выключателями, подключенные к таймеру.
Достоинством метода Poka-yoke является последовательное применение различных способов и приемов предупреждения ошибок, позволяет значительно сократить их число, что способствует снижению затрат и повышению удовлетворенности потребителей. Недостатком метода является встречающееся сопротивление при принудительном внедрении в действующее производство устройств по защите от ошибок, это часто сводит на нет усилия по улучшению процесса .
Стандартизация работы (work standardization) – метод, в котором осуществляется точное описание каждого действия, порядка и правил осуществления деятельности, включая определение времени выполнения действий, последовательности операций и необходимого уровня запасов. Целью метода стандартизации является обеспечение воспроизводимости лучшего на данный момент времени способа выполнения работы путем его формализации.
Задачами стандартизации работы являются:
- обеспечение воспроизводимости результатов осуществления деятельности;
- обеспечение требуемого уровня безопасности и качества;
- сокращение потерь;
- стабилизация процессов;
- создание условий для быстрого поиска и обнаружения отклонений при выполнении операций или процессов производства продукции;
- обеспечение оперативности и наглядности в обучении персонала организации, а также при передаче знаний;
- создание условий для постоянного совершенствования операций и процессов.
В качестве объектов метода стандартизации работы должны рассматриваться: процессы; операции действия. В первую очередь организация должна применять метод стандартизации работы к процессам, которые ограничивают поток создания ценности (являются «узким местом»), и там, где это допустимо.
Этапы стандартизации работы показаны на рис. 4.12.

Стандартизация символизирует собой усовершенствование. В подавляющем большинстве случаев прослеживается создание стандартов повышения качества процессов, качества изделий, материальных благ, сервисных услуг, документов и нормативной базы, которые фигурируют в каждодневной работе предприятий.
5 почему (Five Whys) – простой метод поиска причин возникших несоответствий, который позволяет быстро построить причинно-следственные связи. Наиболее популярным этот метод стал в 70-х гг. ХХ в. после публикации и распространения информации о производственной системе Toyota. Сам метод был разработан в 40-х гг. ХХ в. основателем компании Toyota – Сакиши Тойода (Sakichi Toyoda).
Название метода «5 Почему» (Five Whys) происходит от количества задаваемых вопросов. Для того чтобы найти причину несоответствия необходимо последовательно задавать один и тот же вопрос – «Почему это произошло?», и искать ответ на этот вопрос. Число пять выбрано исходя из того, что такого количества обычно достаточно для выявления сути и источника проблемы. Но, несмотря на то что метод называется «5 Почему» для поиска причин каждого конкретного несоответствия может задаваться как меньшее, так и большее количество вопросов.
Порядок применения метода «5 почему» показан на рис. 4.13.

Один из классических примеров данного метода выглядит так: Проблема: Машина не заводится.
- Почему? – Аккумулятор разряжен.
- Почему? – Генератор сломан, не заряжает аккумуляторную батарею. Почему? – Ремень генератора лопнул.
- Почему? – Ремень генератора исчерпал свой ресурс, его никогда не меняли.
- Почему? – Машина никогда не проходила техобслуживание.
Останавливаясь в изучении проблемы после первого или второго ответа, можно устранить только симптомы проблемы. Например, если удовлетвориться ответом «аккумулятор разряжен», решением будет тем или иным способом «зарядить аккумулятор». Но рано или поздно заряд закончится, и машина снова не будет заряжаться.
Остановившись на третьем ответе, мы поменяем ремень генератора. В этом случае решение будет более долгосрочным, так как новый ремень порвется гораздо позже, чем разрядится аккумулятор, который не получает дополнительного заряда от генератора. Однако и в этом случае пройдет какое-то время, и ситуация повторится: ремень лопнет, генератор перестанет заряжать аккумулятор, заряд в нем иссякнет, и машина снова не будет заводиться.
Задаваясь снова и снова вопросом «почему» можно выявить глубокие, «системные» проблемы, устранение которых может предотвратить повторение проблемы либо очень надолго, либо вообще навсегда. В некоторых случаях это требует существенных вложений финансов, в некоторых – пересмотра устоявшихся правил и подходов к работе.
Метод «5 Почему» обладает преимуществами и недостатками, которые показаны в табл. 4.20.

Метод «5 почему» используется на всех стадиях внедрения 5C. Картирование потока создания ценности (Value Stream Map, VSM) – это метод выявления потерь в потоке создания определенного продукта (услуги). Поток создания ценности – все действия (добавляющие и не добавляющие ценность), нужные, чтобы произвести продукт. В результате проведения картирования потока создания ценности создается карта потока создание ценности. Это очень удобная и наглядная схема, отображающая материальные и информационные потоки, необходимые для предоставления продукта или услуги конечному потребителю.
Для создания карты потока создания ценности, как правило, собирается межфункциональная группа из специалистов, причастных к процессам, в которых формируют поток создания ценности.
Цель построения карты потока создания ценности – схематическое отображения всех действий, создающих какую-либо потребительскую ценность, и действий, ее не создающих. Картирование потока создания ценности включает этапы, представленные в табл. 4.21.

Карта будущего состояния отражает идеальное состояние после проведения всех намеченных изменений. Производится также выявление скрытых потерь с целью их последующего устранения. При построении КПСЦ используются пиктограммы. Пиктограммы, используемые при построении карт текущего и будущего состояний, делятся на три категории: описывающие материальный поток, информационный поток и остальные пиктограммы (прил. 4).
SMED (Single Minute Exchange of Dies – быстрая замена штампов) – система быстрой переналадки оборудования – это инструмент бережливого производства, представляющий собой набор теоретических и практических методов, которые позволяют сократить время операций наладки и переналадки оборудования.
Создана Сигeo Синго в 1969 г. Изначально эта система была разработана для того, чтобы оптимизировать операции замены штампов и переналадки соответствующего оборудования, однако принципы быстрой переналадки можно применять ко всем типам процессов.
Разновидности SMED:
- Single-digit setup – однозарядная переналадка. Переоснастка оборудования за время, не превышающее 10 мин;
- One touch exchange of die (OTED) – смена штампа в одно касание. Буквально смена штампа одним движением, например, нажатием кнопки; в более широком смысле – очень простая процедура проведения переналадки.
Система SMED представляет собой научный подход к сокращению времени переналадки, который можно применить на любом предприятии и любом оборудовании. Переналадка – процесс подготовки оборудования к переходу от производства одного вида продукции к другому (например, штамповочного пресса, машины для литья или конвейера) путем замены деталей, прессформ, матриц, зажимных приспособлений и т.д.
Время переналадки – это промежуток между завершением производства последнего изделия предыдущей партии до выхода из производства первого годного изделия после переналадки.
Существует два фундаментально различных типа операций переналадки: Внутренние операции по переналадке – это операции, которые можно производить только на отключенном оборудовании (установка и снятие штампов).
Внешние операции по переналадке – это действия, которые можно производить без отключения оборудования (доставка новых штампов к прессу, подготовка элементов к креплению и пр.). Произвести упрощение возможных процедур переналадки можно, применив различные организационные и технологические решения.
К таким решениям относятся:
- снижение или устранение регулировочных работ;
- применение быстросъемных фиксаторов, функциональных зажимов, снижение или полное устранение крепежа;
- применение стандартного инструмента и операций;
- применение параллельных операций;
- использование дополнительных приспособлений;
- использование числовых установочных параметров;
- применение средств механизации.
Освоение технологии быстрой переналадки имеет следующие преимущества:
- минимизирует разницу между мелкосерийным и крупносерийным производством (с точки зрения затрат времени на переналадку в расчете на одно изделие);
- обеспечивает гибкость и ориентированность производства на заказ клиента;
- сокращает такие потери, как:
- перепроизводство (запасы полуфабрикатов и готовой продукции);
- транспортировка и перемещение избыточных запасов;
- ожидания (простои оборудования и операторов при переналадке);
- выпуск брака (при переналадке и регулировке оборудования);
- поиски (инструмента, оснастки);
- дает возможность повысить эффективность производства за счет: сокращения потерь, выпуска продукции мелкими партиями, т.е. «под заказ», сокращения потребности в высококвалифицированных наладчиках, развития и использования творческого потенциала сотрудников.
Процесс практического внедрения принципов и подходов бережливого производства в деятельность организации включает последовательную реализацию этапов, состав которых может варьироваться в зависимости от особенностей ее структуры, системы управления и других условий.
Внедрение в организации концепции бережливого производства подразумевает формирование общекорпоративной культуры, предполагающей высокий уровень самоорганизации сотрудников, разделяющих и развивающих единую систему ценностей, к которым, в первую очередь, относятся обеспечение безопасности, жизни и здоровья работников организации, ориентация на потребителя, непрерывное улучшение и оптимизация всех процессов, повсеместное сокращение потерь и другие.