Рекомендованные сообщения
sunrise
1
-
- Жалоба
- Рассказать
Здравствуйте,
Появилась необходимость сместить референтную метку на станке. Забил в параметр 1850 величину смещения, при этом:
система выдала аварийное сообщение:DS0300 (X) APC ALARM: NEED REF RETURN,
1815#4 стал равен 0.
ось находилась не в референтной позиции (где-то в середине диапазона max и min)
После этого я пытаюсь выполнить ручной возврат в референтную позицию:
Mode -> Zero Return
Нажимаю кнопку перемещения оси в сторону реф позиции, при этом система выдает аварийное сообщение:
PS0302 Setting the reference position without dog is not performed,
соответственно ось не двигается.
Установка 1815#4 в единицу принудительно естественно устанавливает референтную метку оси в том положении где она находилась.
Буду благодарен за подсказку как правильно установить смещение GridShift.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Patrick2
2
-
- Жалоба
- Рассказать
Спим вроде про это уже 2 раза писал, посмотрите. Или вам нужно было так сместить ноль станка, чтобы потом коррекцию на инструменты не менять? Но зачем?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
sunrise
1
- Автор
-
- Жалоба
- Рассказать
Спим вроде про это уже 2 раза писал, посмотрите.
Видел, было написано про установку референтной метки, про смещение 1850 не нашел нужной информации.
Вопрос был как правильно установить смещение GridShift.
Или вам нужно было так сместить ноль станка, чтобы потом коррекцию на инструменты не менять? Но зачем?
Был проворот в муфте ШВП-двигатель оси Х, потребовалась настройка реф метки. Точное смещение необходимо для совмещения оси приводного инструмента (находится на оси «X») с осью шпинделя.
Можно конечно и без него обойтись, что я и сделал, но вопрос про 1850 остался. Возможности экспериментировать на оборудовании нет из-за «хронической» загруженности работой, поэтому и решил на форуме спросить .
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Patrick2
2
-
- Жалоба
- Рассказать
Я это только 2 раза на токарном станке делал, и всегда забывал, как считать. Помню, что вызывал замеренный инструмент в MDI и перемещал его, чтобы компенсация на износ наверняка включилась, протачивал деталь, сравнивал полученный размер с указанным абсолютным и смещал револьвер на полученную разницу от указанного в параметре 1850 значения, смотря теперь только на значение машинной позиции. Теперь после двукратной замены параметра 1815 машинная позиция в этой точке должна соответствовать параметру 1850, а инструмент должен бы уже правильно стоять. Более точно и пошагово не могу написать, подзабыл, помню, что делал косяки с направлением смещения и диаметральным-радиальным значением компенсации.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
sunrise
1
- Автор
-
- Жалоба
- Рассказать
<noindex>GRIDSHIFT</noindex>
там есть такая строка:
FOR MACHINES USING ABSOLUTE PULSE CODERS. ONCE THE GRID SHIFT IS SET, PARAMETER 1815 BIT 4 SHOULD BE MADE «0» THEN MANUAL REFERENCE RETURN THE AXIS AGAIN ( FOR MACHINES WITH METRIC BALLSCREWS THE «SETTING PAGE» SHOULD BE SET «INPUT UNIT = MM BEFORE MANUAL REFERENCE RETURN IS PERFORMED.)
Теперь уточню свой вопрос:
почему после изменения 1850 при ручном выходе в реф позицию, как я описал в самом начале, система выдала мне аварийное сообщение: PS0302 Setting the reference position without dog is not performed и не пошла в реф позицию?
Предполагаю что это из-за программных концевиков, которые я не отключил.. Когда я это все проделывал у меня программное ограничение по Х в сторону реф метки было равно значению которое устанавливается после реферирования, а GRIDSHIFT я задавал в + .
Изменено 5 августа 2012 пользователем sunrise
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Golem
28
-
- Жалоба
- Рассказать
<noindex>GRIDSHIFT</noindex>
там есть такая строка:
FOR MACHINES USING ABSOLUTE PULSE CODERS. ONCE THE GRID SHIFT IS SET, PARAMETER 1815 BIT 4 SHOULD BE MADE «0» THEN MANUAL REFERENCE RETURN THE AXIS AGAIN ( FOR MACHINES WITH METRIC BALLSCREWS THE «SETTING PAGE» SHOULD BE SET «INPUT UNIT = MM BEFORE MANUAL REFERENCE RETURN IS PERFORMED.)
Теперь уточню свой вопрос:
почему после изменения 1850 при ручном выходе в реф позицию, как я описал в самом начале, система выдала мне аварийное сообщение: PS0302 Setting the reference position without dog is not performed и не пошла в реф позицию?
Предполагаю что это из-за программных концевиков, которые я не отключил.. Когда я это все проделывал у меня программное ограничение по Х в сторону реф метки было равно значению которое устанавливается после реферирования, а GRIDSHIFT я задавал в + .
Вы конечно меня извините, но вы только что ответили на свой вопрос (перевод с английского):
Для станков, использующих абсодютные датчики, при задании смещении сетки, параметр 1815(4) становится равным 0, и вы должны выйти в 0 в ручную.
При этом следующее сообщение говорит вам, что выход в ноль без упоров (кулачков/концевиков) т.е. механических упоров, не задан..
т.е. там не стоит концевиков, так что, играйтесь 1815 и work shift.
Изменено 5 августа 2012 пользователем Golem
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
sunrise
1
- Автор
-
- Жалоба
- Рассказать
Да вроде все задано..
Изменено 6 августа 2012 пользователем sunrise
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Golem
28
sunrise
1
- Автор
-
- Жалоба
- Рассказать
Нет датчика замедления.
Я вот думаю что при ручном выходе в реф положение кнопку перемещения оси нужно держать постоянно пока ось не достигнет реф метки. Я ее просто нажимал
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Golem
28
-
- Жалоба
- Рассказать
Вот он вам и говорит, что выход в 0 без упоров, не задан.
А при задании смещения, он сбросил бит соответствия положения датчика и оси. И теперь просит вывести в 0 вручную, т.е. маховичком.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
sunrise
1
- Автор
-
- Жалоба
- Рассказать
маховичкооом.. То есть где бы ось не находилась во время изменения параметра 1850 (1815#4 APZ->0) после перезагрузки нужно выбрать режим выхода в ноль и крутить маховичок пока ось не выйдет в точку (старая реф метка)+(1850), так получается?
Изменено 8 августа 2012 пользователем sunrise
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Golem
28
-
- Жалоба
- Рассказать
маховичкооом.. То есть где бы ось не находилась во время изменения параметра 1850 (1815#4 APZ->0) после перезагрузки нужно выбрать режим выхода в ноль и крутить маховичок пока ось не выйдет в точку (старая реф метка)+(1850), так получается?
Отчасти. Почитайте тут:
<noindex>Ноль станка</noindex>
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Номер
Сообщение
Описание
0001
ОШИБКА TH
Во время считывания с устройства ввода обнаружена ошибка TH. Код, вызвавший при считывании ошибку TH, и количество операторов до него от блока можно проверить в окне диагностики.
0002
ОШИБКА TV
Ошибка TV обнаружена в единичном блоке.
Проверка TV может быть отменена присвоением TVC в параметре ном. 0000#0 значения «0».
0003
СЛИШКОМ МНОГО ЗНАКОВ
Данные введены с большим количеством символов, чем разрешено для оператора ЧПУ. Количество допустимых символов варьируется в зависимости от функции и слова.
0004
АДРЕС НЕ НАЙДЕН
Адрес слов(а) ЧПУ + числовое значение не соответствуют формату слова. Данный сигнал тревоги выдается также, если пользовательская макрокоманда не содержит зарезервированного слова или не соответствует синтаксису.
0005
ОТСУТСТВУЮТ ДАННЫЕ ПОСЛЕ АДРЕСА
Адрес слов(а) ЧПУ + числовое значение не соответствуют формату слова. Данный сигнал тревоги выдается также, если пользовательская макрокоманда не содержит зарезервированного слова или не соответствует синтаксису.
0006
НЕВЕРНОЕ ИСПОЛЬЗОВАНИЕ ЗНАКА МИНУС
Знак минус (-) был задан в команде ЧПУ или в системной переменной, где задание знак минус не разрешено.
0007
НЕВЕРНОЕ ИСПОЛЬЗОВАНИЕ ДЕСЯТИЧНОЙ ТОЧКИ
Десятичная точка (.) была задана в адресе, где нельзя задать десятичную точку, либо были заданы две десятичные точки.
0009
НЕВЕРНЫЙ АДРЕС ЧУ
Был задан неверный адрес, либо не задан параметр 1020.
0010
НЕВЕРНЫЙ G-КОД
Задан неиспользуемый G-код.
0011
НУЛЕВАЯ ПОДАЧА (КОМАНДА)
Скорость подачи резания, предписанная F кодом, была задана равной 0. Данный сигнал тревоги порождается также, если задан чрезвычайно малый F-код, предписанный для S-кода в команде жесткого нарезания резьбы, так как инструмент не может нарезать при заданном шаге.
0015
СЛИШКОМ МНОГО ОСЕЙ ОДНОВРЕМЕННО
Команда перемещения была задана для большего числа осей, чем доступно для функции одновременного управления осями.
Либо разделите запрограммированные оси перемещения на два блока.
0020
ПРЕВЫШЕНИЕ ДОПУСКА ПО РАДИУСУ
Была задана дуга, для которой разность по радиусу в начальной и конечной точках превышает значение, заданное в параметре ном. 3410. Проверьте коды центра дуги I, J и K в программе. Траектория инструмента, если в параметре ном. 3410 задано большое значение, представляет собой спираль.
0021
НЕВЕРНЫЙ ВЫБОР ПЛОСКОСТИ
Команды выбора плоскости с G17 по G19 ошибочны. Перепрограммируйте так, чтобы те же 3 основные параллельные оси не были заданы одновременно.
Этот сигнал тревоги порождается также, если задана ось, которая не должна быть указана для обработки плоскости, например, для круговой интерполяции.
Для 0i -TD опция винтовой интерполяции необходима для активации спецификации 3 или более осей для блока G02/G03.
0022
НЕ ОБНАРУЖЕНА КОМАНДА R ИЛИ I, J, K
В команде круговой интерполяции отсутствует радиус дуги R или координата I, J или K расстояния между начальной точкой и центром дуги.
0023
НЕВЕРНАЯ КОМАНДА РАДИУСА
Для команды радиуса дуги R задано отрицательное значение. В серии T дуга с углом более 180° не может быть задана посредством команды R. Измените программу.
0025
КРУГОВОЕ РЕЗАНИЕ В УСКОРЕННОМ РЕЖИМЕ (F0)
F0 (ускоренный подвод при подаче с однозначным F-кодом или обратной подаче) был задан во время круговой интерполяции (G02, G03).
0027
НЕ ЗАДАНЫ ОСИ В G43/G44
Не заданы оси в блоках G43 и G44 для коррекции на длину инструмента типа С.
Коррекция не отменена, но другая ось смещена для коррекции на длину инструмента типа С.
Несколько осей задано для одного блока, когда тип коррекции на длину инструмента — C.
0028
НЕВЕРНЫЙ ВЫБОР ПЛОСКОСТИ
Команды выбора плоскости с G17 по G19 ошибочны. Перепрограммируйте так, чтобы те же 3 основные параллельные оси не были заданы одновременно. Этот сигнал тревоги порождается также, если задана ось, которая не должна быть указана для обработки плоскости, например, для круговой интерполяции.
Для 0i -TD опция винтовой интерполяции необходима для активации спецификации 3 или более осей для блока G02/G03.
0029
НЕВЕРНАЯ ВЕЛИЧИНА КОРРЕКЦИИ
Коррекция с неверным номером
0030
НЕВЕРНЫЙ НОМЕР КОРРЕКЦИИ
Был задан неверный номер коррекции.
0031
НЕВЕРНАЯ КОМАНДА Р В G10
Ввод данных для ном. L команды G10 или соответствующей функции не активирован. Не задан адрес настройки данных, например, P или R. Была задана команда адреса, не связанная с настройкой данных. Адрес меняется вместе с номером L.
Знак или десятичная запятая заданного адреса ошибочны, или заданный адрес находится за пределами диапазона.
0032
НЕВЕРНАЯ ВЕЛИЧИНА КОРРЕКЦИИ В G10
При установке величины коррекции с помощью G10 или при записи величины коррекции с помощью системных переменных величина коррекции оказалась избыточной.
0033
НЕТ ПЕРЕСЕЧЕНИЯ ПРИ КОРРЕКЦИИ НА РЕЖУЩИЙ ИНСТРУМЕНТ
Нет пересечения при расчете пересечения для коррекции на радиус инструмента/на радиус вершины инструмента. Измените программу.
0034
КРУГОВОЕ ДВИЖЕНИЕ В БЛОКЕ ЗАПУСКА/ВЫХОДА ЗАПРЕЩЕНО
При коррекции на радиус инструмента / на радиус вершины инструмента запуск или отмена выполняются в режиме G02 или G03. Измените программу.
0035
НЕЛЬЗЯ ЗАДАТЬ G31
1) Нельзя задать G31. Этот сигнал тревоги генерируется, если не отменен G-код (например, для коррекции на радиус инструмента / на радиус вершины инструмента) группы 07.
2) Пропуск по пределу крутящего момента не был задан в команде пропуска по пределу крутящего момента (G31P98 или P99). Задайте пропуск по пределу крутящего момента в окне РМС или другим способом.
0037
НЕВОЗМОЖНО ИЗМЕНИТЬ ПЛОСКОСТЬ В G41/G42
Плоскость коррекции G17/G18/G19 была изменена в ходе коррекции на режущий инструмент или на радиус вершины инструмента. Измените программу.
0038
СТОЛКНОВЕНИЕ В БЛОКЕ КРУГОВОГО ПЕРЕМЕЩЕНИЯ
Зарез происходит при коррекции на радиус инструмента / на радиус вершины инструмента, так как начальная или конечная точки дуги совпадают с центром дуги. Измените программу.
0039
CHF/CNR НЕ РАЗРЕШЕНЫ В G41, G42
0041
СТОЛКНОВЕНИЕ ПРИ КОРРЕКЦИИ НА РЕЖУЩИЙ ИНСТРУМЕНТ
При коррекции на радиус инструмента / на радиус вершины инструмента возможно избыточное резание. Измените программу.
0042
G45/G48 НЕ РАЗРЕШЕНЫ ПРИ CRC
Смещение инструмента (от G45 до G48) задано в режиме коррекции на радиус инструмента. Измените программу.
0044
G27-G30 НЕ ДОПУСКАЮТСЯ ПРИ ФИКСИРОВАННОМ ЦИКЛЕ
Одна из команд от G27 до G30 (G29 только для серии M) задана в режиме постоянного цикла. Измените программу.
0045
НЕ НАЙДЕН АДРЕС Q (G73/G83)
В цикле скоростного сверления с периодическим выводом или в цикле сверления с периодическим выводом величина реза за раз не задается адресом Q, либо задано Q0. Измените программу.
0046
НЕВЕРНАЯ КОМАНДА ВОЗВРАТА НА РЕФЕРЕНТНУЮ ПОЗИЦИЮ
Ошибка команды возврата во вторую, третью или четвертую референтную позицию. (Ошибка команды P-адреса.)
0050
ЗАПРЕЩЕНО СНЯТИЕ ФАСКИ/ СКРУГЛЕНИЕ УГЛА В БЛОКЕ НАРЕЗАНИЯ РЕЗЬБЫ
Блок снятия фаски или скругления угла задан в блоке нарезания резьбы. Измените программу.
0051
НЕТ ПЕРЕМЕЩЕНИЯ ПОСЛЕ СКРУГЛЕНИЯ УГЛА / СНЯТИЯ ФАСКИ
Неверное перемещение или расстояние перемещения в блоке, идущем за снятием фаски или скруглением угла. Измените программу.
0052
КОД ПОСЛЕ СНЯТИЯ ФАСКИ/СКРУГЛЕНИЯ УГЛА НЕ G01
Блоком, следующим за блоком снятия фаски или блоком скругления угла, является не блок G01 (или вертикальная линия). Измените программу.
0053
СЛИШКОМ МНОГО АДРЕСНЫХ КОМАНД
В командах снятия фаски или скругления угла задано два или более I, J, K и R.
0054
ОБРАБОТКА КОНУСА ПОСЛЕ СНЯТИЯ ФАСКИ/ СКРУГЛЕНИЯ УГЛА НЕ РАЗРЕШЕНА
Блок, в котором задано снятие фаски под заданным углом или скругление угла, включает команду обработки конической поверхности. Измените программу.
0055
ОТСУТСТВУЕТ ВЕЛИЧИНА ПЕРЕМЕЩЕНИЯ ПРИ СНЯТИИ ФАСКИ/ СКРУГЛЕНИИ УГЛА
Расстояние перемещения по оси, заданное в блоке, содержащем снятие фаски или скругление угла, меньше, чем величина снятия фаски или скругления угла. Измените программу.
0056
ОТСУТСТВУЮТ КОНЕЧНАЯ ТОЧКА И УГОЛ ПРИ СНЯТИИ ФАСКИ/ СКРУГЛЕНИИ УГЛА
При прямом программировании размеров чертежа и конечная точка, и угол были заданы в блоке, следующим за блоком, в котором был задан только угол (Aa). Измените программу.
0057
НЕТ РЕШЕНИЯ КОНЦА БЛОКА
В программировании непосредственно по размерам чертежа неверно вычислена конечная точка блока. Измените программу.
0058
НЕ НАЙДЕНА КОНЕЧНАЯ ТОЧКА
В программировании непосредственно по размерам чертежа не найдена конечная точка блока. Измените программу.
0060
НЕ НАЙДЕН ПОРЯДКОВЫЙ НОМЕР
[Внешний ввод данных/вывод данных]
Заданный номер не найден при поиске по номеру программы и по порядковому номеру.
Был выдан запрос на ввод/выод для величины коррекции для данных инструмента, но номер инструмента после включения питания не вводился. Данные инструмента, соответствующие введенному номеру инструмента, не найдены.
[Поиск номера внешней заготовки]
Программа, соответствующую заданной заготовке, не найдена. [Перезапуск программы]
В спецификации порядкового номера перезапуска программы не найден заданный порядковый номер.
0061
КОМАНДА P ИЛИ Q ОТСУТСТВУЕТ В БЛОКЕ МНОГОКРАТНО ПОВТОРЯЕМЫХ ЦИКЛОВ
Не задан адрес Р или Q в команде многократно повторяемого цикла (G70, G71, G72 или G73).
0062
ВЕЛИЧИНА РЕЗАНИЯ НЕВЕРНА В ЦИКЛЕ ЧЕРНОВОГО РЕЗАНИЯ
Был задан ноль или отрицательное значение многократно повторяемого цикла черновой обработки резанием (G71 или G72) в качестве глубины реза.
0063
НЕ НАЙДЕН БЛОК ЗАДАННОГО НОМЕРА ПОСЛЕДОВАТЕЛЬНОСТИ
Не найден порядковый номер, заданный адресами P и Q в команде многократно повторяемого цикла (G70, G71, G72 или G73).
0064
ФОРМА ЧИСТОВОЙ ОБРАБОТКИ НЕ ИЗМЕНЯЕТСЯ МОНОТОННО (ПЕРВЫЕ ОСИ)
В программе чистовой обработки для многократно повторяемого цикла черновой обработки резанием (G71 или G72) команда для первой оси плоскости задавала монотонное увеличение или уменьшение.
0065
G00/G01 НЕ ЯВЛЯЕТСЯ ПЕРВЫМ БЛОКОМ ПРОГРАММЫ ОБРАБОТКИ ФОРМЫ
В первом блоке программы обработки формы, задаваемый P многократно повторяемый стандартный цикл (G70, G71, G72 или G73), G00 или G01 не был заданы.
0066
НЕДОСТУПНАЯ КОМАНДА В БЛОКЕ МНОГОКРАТНО ПОВТОРЯЕМЫХ ЦИКЛОВ
Недоступная команда была обнаружена в командном блоке многократно повторяемых циклов (G70, G71, G72 или G73).
0067
МНОГОКРАТНО ПОВТОРЯЕМЫЕ ЦИКЛЫ НЕ НАХОДЯТСЯ В ПАМЯТИ ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛЕЙ
Команда многократно повторяемого постоянного цикла (G70, G71, G72, или G73) не зарегистрирована в области памяти на магнитных лентах.
0069
ПОСЛЕДНИЙ БЛОК ПРОГРАММЫ ОБРАБОТКИ ФОРМЫ ЯВЛЯЕТСЯ НЕВЕРНОЙ КОМАНДОЙ
В программе чистовой обработки в многократно повторяемом цикле черновой обработки резанием (G70, G71, G72 или G73) команда снятия фаски или скругления угла R в последнем блоке прерывается на середине.
0070
В ПАМЯТИ ОТСУТСТВУЕТ МЕСТО ДЛЯ ПРОГРАММЫ
Недостаточно памяти.
Удалите ненужные программы и повторите попытку.
0071
ДАННЫЕ НЕ НАЙДЕНЫ
1) Не найден адрес по запросу.
2) При поиске по номеру программы не найдена программа с заданным номером.
3) В спецификации номера блока перезапуска программы не найден заданный номер блока.
Проверьте данные.
0072
ДАННЫЕ НЕ НАЙДЕНЫ
Число программ для хранения превысило 400 (одноконтурная система) или 800 (двухконтурная система серии T). Удалите ненужные программы и выполните регистрацию программы снова.
0073
НОМЕР ПРОГРАММЫ УЖЕ ИСПОЛЬЗУЕТСЯ
Заданный номер программы уже используется. Измените номер программы или удалите ненужные программы и выполните регистрацию программы снова.
0074
НОМЕР ПРОГРАММЫ УЖЕ ИСПОЛЬЗУЕТСЯ
Номер программы не входит в диапазон от 1 до 9999. Измените номер программы.
0075
ЗАЩИТА
Сделана попытка зарегистрировать программу, номер которой защищен. При согласовании программы был неверно введен пароль для защищенной программы. Была предпринята попытка выбора программы, редактируемой в фоновом режиме, в качестве главной программы. Была предпринята попытка вызова программы, редактируемой в фоновом режиме, в качестве подпрограммы.
0076
ПРОГРАММА НЕ НАЙДЕНА
Заданная программа не найдена при вызове подпрограммы или вызове макрокоманды. Коды M, G, T или S вызываются командой P, отличной от команды в M98, M198, G65, G66 или пользовательской макропрограммы типа прерывания, а программа вызывается специальным адресом. Данный сигнал тревоги также порождается, если программа не найдена при данных вызовах.
0077
СЛИШКОМ МНОГО ВЛОЖЕННЫХ ПОДПРОГРАММ, МАКРОПРОГРАММ
Общее число вызовов подпрограмм и пользовательских макрокоманд превышает допустимый диапазон. Во время подпрограммы из внешней памяти был выполнен вызов подпрограммы.
0078
НЕ НАЙДЕН ПОРЯДКОВЫЙ НОМЕР
Заданный порядковый номер не был найден при поиске по порядковому номеру. Не найден порядковый номер, заданный в переходном пункте назначения в GOTO— и M99P—.
0079
НЕСООТВЕТСТВИЕ ПРОГРАММ
Программа в памяти не соответствует программе, хранящейся на ленте. Несколько программ не подлежат непрерывному согласованию, если параметр ном. 2200#3 имеет значение «1». Задайте в параметре ном. 2200#3 значение «0» перед выполнением сопоставления.
0080
НЕПРАВИЛЬНО ВВЕДЕН СИГНАЛ ДОСТИЖЕНИЯ ПОЛОЖЕНИЯ ИЗМЕРЕНИЯ G37
Если выполняется функция измерения длины инструмента (G37), сигнал достижения положения измерения доходит до 1 во фронтальной части, определенной значением £, заданным в параметре ном.6254. Как альтернатива, сигнал не доходит до 1.
Если используется функция автоматической коррекции на инструмент (G36, G37), сигналы достижения положения измерения (XAE1, XAE2) не доходят до 1 в диапазоне, определенном значением £, заданном в параметрах ном.6254 и ном.6255.
0081
НОМ. КОРРЕКЦИИ G37 НЕ ЗАДАН
Функция измерения длины инструмента (G37) задана без задания H кода. Исправьте программу.
Функция автоматической коррекции ни инструмент (G36, G37) задана без задания Т кода. Исправьте программу.
0082
G37 ЗАДАНО С Н-КОДОМ
Функция измерения длины инструмента (G37) задано вместе с Н кодом в том же блоке.
Исправьте программу.
Функция автоматической коррекции на инструмент (G37) задана в одном блоке с Т-кодом.
Исправьте программу.
0083
НЕВЕРНАЯ КОМАНДА ОСИ G37
Была обнаружена ошибка в спецификации оси функции измерения длины инструмента (G37). Как альтернатива, задана команда перемещения как команда приращения. Исправьте программу.
Была обнаружена ошибка в спецификации оси функции автоматической коррекции на инструмент (G36, G37). Как альтернатива, задана команда перемещения как команда приращения.
Исправьте программу.
0085
ОШИБКА ПЕРЕПОЛНЕНИЯ
Следующий символ был получен от устройства ввода/вывода, подключенного к интерфейсу считывающего перфоратора 1 до того, как он смог считать полученный предварительно символ. Переполнение, ошибка четности или ошибка кадрирования возникли во время считывания интерфейсом устройства считывания/вывода на перфоленту 1. Неверны число битов введенных данных, настройка скорости передачи данных в бодах или номер спецификации устройства ввода/вывода.
0086
DR ОТКЛ.
В ходе процесса ввода/вывода интерфейсом считывания/вывода не перфоленту 1 сигнал готовности ввода набора данных устройства ввода/вывода (DR) был отключен. Возможными причинами являются не включение устройства ввода/вывода, порванный кабель и дефектная печатная плата.
0087
ПЕРЕПОЛНЕНИЕ БУФЕРА
В ходе считывания интерфейс считывающего перфоратора 1, хотя и была дана команда остановки считывания, была введено более 10 символов. Устройство ввода/вывода или печатная плата были дефектными.
0090
НЕ ЗАВЕРШЕН ВОЗВРАТ НА РЕФЕРЕНТНУЮ ПОЗИЦИЮ
1) Нельзя выполнить возврат на референтную позицию обычным образом, поскольку начальная точка возврата на референтную позицию расположена слишком близко к референтному положению, или скорость слишком низкая. Переместите начальную точку от референтной позиции на достаточное расстояние или задайте достаточно высокую скорость для выполнения возврата на референтную позицию.
2) Была попытка задать нулевое положение для детектора абсолютного положения с помощью возврата на референтную позицию, если необходимо задать нулевую точку.
Проверните двигатель вручную минимум на один оборот и установите нулевое положение датчика абсолютного положения, отключив и снова включив ЧПУ и сервоусилитель.
0091
РУЧНОЙ ВОЗВРАТ НА РЕФЕРЕНТНУЮ ПОЗИЦИЮ НЕ ВЫПОЛНЕН ПРИ ОСТАНОВЕ ПОДАЧИ
Невозможно выполнить ручной возврат на референтную позицию, когда автоматическая операция приостановлена. Выполните ручной возврат на референтную позицию, когда автоматическая операция остановлена или сброшена.
0092
ОШИБКА ПРОВЕРКИ ВОЗВРАТА К НАЧАЛУ КООРДИНАТ (G27)
Ось, заданная в G27, не вернулась на референтную позицию. Перепрограммируйте, чтобы ось вернулась на референтную позицию.
0094
ЗАПРЕЩЕН ТИП Р (ИЗМЕНЕНИЕ КООРДИНАТ)
При повторном пуске программы тип Р задать нельзя. (После прерывания автоматической работы выполнена операция установки системы координат). Выполните надлежащую операцию в соответствии с руководством пользователя.
0095
ЗАПРЕЩЕН ТИП Р (ИЗМЕНЕНИЕ ВНЕШНЕГО СМЕЩЕНИЯ)
При повторном пуске программы тип Р задать нельзя. (После прерывания автоматической работы изменена величина внешней коррекции начала координат заготовки). Выполните надлежащую операцию в соответствии с руководством пользователя.
0096
ЗАПРЕЩЕН ТИП Р (ИЗМЕНЕНИЕ СМЕЩЕНИЯ ЗАГОТОВКИ)
При повторном пуске программы тип Р задать нельзя. (После прерывания автоматической работы изменена величина коррекции начала координат заготовки). Выполните надлежащую операцию в соответствии с руководством пользователя.
0097
ЗАПРЕЩЕН ТИП Р (АВТОМАТИЧЕСКОЕ ВЫПОЛНЕНИЕ)
Нельзя указать тип Р при повторном пуске программы. (После включения питания, после аварийного останова или сброса сигналов тревоги 0094 — 0097 автоматическая операция не выполняется). Выполните автоматическую операцию.
0099
ИСПОЛН. MDI НЕ ДОПУСКАЕТСЯ ПОСЛЕ ПОИСКА
После завершения поиска при перезапуске программы с помощью MDI дана команда перемещения.
0109
ОШИБКА ФОРМАТА В G08
В коде G08 после Р задано значение, отличное от 0 или 1, или не задано значение.
0110
ПЕРЕПОЛНЕНИЕ: ЦЕЛАЯ ЧАСТЬ
Целая часть числа вышла за пределы диапазона при арифметических вычислениях.
0111
ПЕРЕПОЛНЕНИЕ: ПЛАВАЮЩ.
Десятичная точка (числовые данные в формате с плавающей точкой) вышла за пределы диапазона при арифметических вычислениях.
0112
ДЕЛЕНИЕ НА НОЛЬ
Была сделана попытка деления на ноль в пользовательской макрокоманде.
0113
НЕВЕРНАЯ КОМАНДА
Запрограммирована функция, которую нельзя использовать в макрокоманде пользователя. Измените программу.
0114
НЕВЕРНЫЙ ФОРМАТ ВЫРАЖЕНИЯ
Формат, используемый в выражении в пользовательском макрооператоре, ошибочный. Ошибка формата записи параметра.
0115
НОМЕР ПЕРЕМЕННОЙ ВНЕ ДИАПАЗОНА
Номер, который нельзя использовать для локальной переменной, общей переменной или системной переменной, заданный в пользовательской макрокоманде.
0116
ПЕРЕМЕННАЯ С ЗАЩИТОЙ ОТ ЗАПИСИ
Была произведена попытка использовать в пользовательской макрокоманде на левой стороне выражение переменной, что можно использовать на правой стороне выражения.
0118
СЛИШКОМ МНОГО ВЛОЖЕНИЙ В СКОБКИ
Слишком много скобок»[ ]» вложено в пользовательской макрокоманде. Уровень вложения, включая функциональные скобки, равен 5.
0119
ЗНАЧЕНИЕ АРГУМЕНТА ВНЕ ДИАПАЗОНА
Значение аргумента функции пользовательской макрокоманды находится вне диапазона.
0122
СЛИШКОМ МНОГО ВЛОЖЕНИЙ МАКРОКОМАНД
В пользовательскую макрокоманду было вложено слишком много вызовов макрокоманд.
0123
НЕВЕРНЫЙ РЕЖИМ ДЛЯ GOTO/WHILE/DO
Оператор GOTO или оператор WHILE-DO обнаружен в главной программе в режиме MDI или прямого ЧПУ.
0124
ОТСУТСТВУЕТ КОНЕЧНЫЙ ОПЕРАТОР
Команда END, соответствующая команде DO, отсутствовала в пользовательской макрокоманде^
0125
ОШИБКА ФОРМАТА МАКРООПЕРАТОРА
Формат, используемый в макрооператоре в пользовательской макрокоманде, ошибочный.
0126
НЕВЕРНЫЙ НОМЕР ЦИКЛА
Номера DO и END в пользовательской макрокоманде ошибочны или превышают допустимый диапазон (диапазон действительных значений: от 1 до 3).
0127
ДУБЛИРОВАНИЕ ОПЕРАТОРА ЧУ, МАКРООПЕРАТОРА
Оператор ЧПУ и макрооператор были заданы в одном блоке.
0128
НЕВЕРНЫЙ ПОРЯДКОВЫЙ НОМЕР МАКРОПРОГРАММЫ
Заданный порядковый номер не найден при поиске порядкового номера. Не найден порядковый номер, заданный как пункт назначения перехода GOTO— и M99P—.
0129
ИСПОЛЬЗОВАНИЕ ‘G’ В КАЧЕСТВЕ АРГУМЕНТА
G используется в качестве аргумента при вызове пользовательской макрокоманды. G нельзя использовать в качестве аргумента.
0130
КОНФЛИКТ ЧПУ И ОСИ РМС
Команда ЧПУ и команда управления осью РМС не были согласованы. Измените программу или цепную схему.
0136
ОСЬ ПОЗИЦИОНИРОВАНИЯ ШПИНДЕЛЯ ОДНОВРЕМЕНО С ДРУГОЙ ОСЬЮ
Ось позиционирования шпинделя и другая ось заданы в одном блоке.
0137
M-КОД И КОМАНДА ПЕРЕМЕЩЕНИЯ В ОДНОМ БЛОКЕ
т
Ось позиционирования шпинделя и другая ось заданы в одном блоке.
0139
НЕЛЬЗЯ ИЗМЕНИТЬ ОСЬ, УПРАВЛЯЕМУЮ РМС
Ось PMC была выбрана для оси, для которой направляется ось PMC.
0140
НОМЕР ПРОГРАММЫ УЖЕ ИСПОЛЬЗУЕТСЯ
Сделана попытка выбрать или удалить в фоновом режиме программу, выбранную в основном режиме. Выполнить правильную операцию для фоновой версии.
0142
НЕВЕРНЫЙ МАСШТАБ
Коэффициент масштабирования составляет 0 раз или 10000 раз или более. Измените настройку коэффициента масштабирования.
(G51P… или G51I J K… или параметр (ном. 5411 или 5421))
0143
ПЕРЕПОЛНЕНИЕ УПРАВЛЯЮЩИХ ДАННЫХ
Переполнение при хранении внутренних данных ЧПУ. Данный сигнал тревоги также порождается, если результаты внутреннего вычисления масштабирования (серия M), поворота системы координат (серия M) и цилиндрической интерполяции переполняют память данных. Он также порождается в ходе ввода величины ручного вмешательства.
0144
НЕВЕРНО ВЫБРАНА ПЛОСКОСТЬ
Плоскость поворота системы координат и плоскость дуги или компенсации на режущий инструмент должны совпадать. Измените программу.
0145
НЕВЕРНОЕ ИСПОЛЬЗОВАНИЕ G12.1/G13.1
Номер оси параметров выбора плоскости ном. 5460 (линейная ось) и ном. 5461(ось вращения) в режиме интерполяции в полярных координатах вне диапазонв (от 1 до числа управляемых осей).
0146
НЕВЕРНОЕ ИСПОЛЬЗОВАНИЕ G-КОДА
При задании или отмене режима интерполяции в полярных координатах G-код должен быть модальной командой G40. В режиме интерполяции в полярных координатах был задан неверный G-код.
В этом режиме могут быть заданы следующие следующие G-коды: G01,G02,G03,G04,G40,G41,G42,G65,G66,G67,
(G90 и G91 для системы G-кодов B или C), G98,G99
0148
ОШИБКА НАСТРОЙКИ
Уровень замедления автоматического изменения скорости подачи при обработке углов находится вне устанавливаемого диапазона оцениваемого угла. Измените параметры (ном.1710-1714)
0149
ОШИБКА ФОРМАТА В G10L3
При регистрации (от G10L3 до G11) данных управления ресурсом инструмента был задан адрес, отличный от Q1, Q2, P1, и P2, или недопустимый адрес.
0150
НЕВЕРНЫЙ НОМЕР ГРУППЫ РЕСУРСА
Номер группы инструментов превысил максимальное допустимое значение. Номер группы инструментов (P после задания G10 L3;) или номер группы, указанный T-кодом управления ресурсом инструмента в программе обработки.
0151
ГРУППА НЕ НАЙДЕНА В ДАННЫХ РЕСУРСА
Группа инструментов, указанная в программе обработки, не задана в данных управления ресурсом инструмента.
0152
ПРЕВЫШЕНО МАКСИМАЛЬНОЕ ЧИСЛО ИНСТРУМЕНТОВ
Число инструментов, зарегистрированных в группе, превысило максимально допустимое число инструментов для регистрации.
01 53
T-КОД НЕ ОБНАРУЖЕН
При регистрации данных ресурса инструмента блок, в котором должен быть задан T-код, не содержит T-кода. Либо, при методе замены инструмента D, задано только M06. Измените программу.
0154
ИНСТРУМЕНТ НЕ ИСПОЛЬЗУЕТСЯ В ГРУППЕ РЕСУРСА
Команда H99, команда D99 или код H/D, заданный параметрами ном. 13265 и ном. 13266, была задана, когда не использовался ни один из входящих в группу инструментов.
0155
НЕВЕРНАЯ КОМАНДА T-КОДА
В программе обработки T-код в блоке, содержащем M06, не соответствует текущей используемой группе. Измените программу.
0156
НЕ НАЙДЕНА КОМАНДА P/L
Команды P и L не заданы в начале программы для настройки группы инструментов. Измените программу.
0157
СЛИШКОМ МНОГО ГРУПП ИНСТРУМЕНТОВ
При регистрации данных управления ресурсом инструмента значения счетчиков блока команды групповой настройки P (номер группы) и L (срок службы инструмента) превысили максимальное число для группы.
0158
ЗНАЧЕНИЕ СРОКА СЛУЖБЫ ИНСТРУМЕНТА ВНЕ ДИАПАЗОНА
Задаваемое значение срока службы слишком большое. Измените настройку.
0159
НЕВЕРНЫЕ ДАННЫЕ РЕСУРСА ИНСТРУМЕНТА
Данные управления ресурсом инструмента повреждены по какой-то причине. Зарегистрируйте данные инструмента в группе инструментов или данные инструмента в группе снова посредством G10L3 или ввода в режиме MDI.
0160
НЕСООТВЕТСТВИЕ М-КОДА ОЖИДАНИЯ
М-код ожидания ошибочный.
Для контуров 1 и 2 заданы различные М-коды ожидания.
0163
НЕВЕРНАЯ КОМАНДА В G68/G69
G68 и G69 не запрограммированы независимо при сбалансированном резании.
0169
НЕВЕРНЫЕ ГЕОМЕТРИЧЕСКИЕ ДАННЫЕ ИНСТРУМЕНТА
Неверные данные о форме инструмента при проверке столкновений. Установите правильные данные или выберите верные данные о форме инструмента.
0175
НЕВЕРНАЯ ОСЬ G07.1
Задана ось, по которой нельзя выполнять цилиндрическую интерполяцию. В блоке G07.1 задана более чем одна ось. Была сделана попытка отмены цилиндрической интерполяции по оси, которая не была в режиме цилиндрической интерполяции.
В режиме цилиндрической интерполяции для задания круговой интерполяции, включая ось вращения (если бит 0 (ROT) параметра ном. 1006 имеет значение 1, и задан параметр ном. 1260), значение параметра оси вращения ном. 1022 для назначения параллельной оси должно быть не 0, а 5, 6 или 7.
0176
ИСПОЛЬЗОВАНИЕ НЕВЕРНОГО G-КОДА (РЕЖИМ G07.1)
Был задан G-код, который не может быть задан в режиме цилиндрической интерполяции. Этот сигнал тревоги также срабатывает, если G-код группы 01 был в задан в модальной группе G00, или был задан код G00. Перед тем, как задать код G00, следует отменить режим цилиндрической интерполяции
0190
ВЫБРАНА НЕВЕРНАЯ ОСЬ (G96)
Неверное значение было задано в P в блоке G96 или в параметре ном. 3770.
0194
КОМАНДА ШПИНДЕЛЯ В СИНХРОННОМ РЕЖИМЕ
Режим управления контуром Cs, команда позиционирования шпинделей или режим жесткого нарезания резьбы метчиком были заданы в режиме синхронного управления шпинделями.
Режим управления контуром Cs или режим жесткого нарезания резьбы метчиком были заданы в режиме синхронного управления шпинделями или простого синхронного управления шпинделями.
0197
ОСЬ С ЗАДАНА В РЕЖИМЕ ШПИНДЕЛЯ
Программа задала перемещение вдоль оси Сб, когда сигнал переключения управления контуром Cs был отключен.
0199
МАКРОСЛОВО НЕ ОПРЕДЕЛЕНО
Использовано не определенное макрослово. Измените макрокоманду пользователя.
0200
НЕВЕРНАЯ КОМАНДА S-КОДА
В режиме жесткого нарезания резьбы метчиком задано значение S, не входящее в диапазон, или не задано совсем. Параметры (ном. 5241 -5243) заданы равными S значению, которое можно задать для жесткого нарезания резьбы. Исправьте параметры или измените программу.
0201
В РЕЖИМЕ ЖЕСТКОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ НЕ НАЙДЕНА СКОРОСТЬ ПОДАЧИ
Команда F кода для скорости подачи резания равна нулю.
Если значение F команды гораздо меньше, чем значение команды S, если задана команда жесткого нарезания резьбы метчиком, порождается данный сигнал тревоги. Это происходит потому, что резание невозможно с шагом, заданным программой.
0202
ПЕРЕПОЛНЕНИЕ ПОЛОЖЕНИЯ LSI
В режиме жесткого нарезания резьбы метчиком слишком большая величина распределения импульсов для шпинделей. (Системная ошибка)
0203
ПРОГРАММНОЕ НЕСООТВЕТСТВИЕ ПРИ ЖЕСТКОМ НАРЕЗАНИИ РЕЗЬБЫ МЕТЧИКОМ
В режиме жесткого нарезания резьбы метчиком неверно положение М-кода жесткого режима (М29) или S-команды. Измените программу.
0204
НЕВЕРНАЯ ОПЕРАЦИЯ ОСИ
В режиме жесткого нарезания резьбы метчиком между блоком М-кода жесткого режима (М29) и блоком G84 (или G74) задано перемещение по оси. Измените программу.
0205
СИГНАЛ DI ЖЕСТКОГО РЕЖИМА ВЫКЛЮЧЕН
Несмотря на то, что при жестком нарезании резьбы метчиком задан М-код (М29), во время выполнения блока G84 (или G74) не включен сигнал жесткого режим DI (DGN G061.0). Проверьте цепную схему РМС для выяснения причины, по которой сигнал DI не был включен.
0206
НЕЛЬЗЯ ИЗМЕНИТЬ ПЛОСКОСТЬ (ЖЕСТКОЕ НАРЕЗАНИЕ РЕЗЬБЫ)
Переключение плоскости было задано в жестком режиме. Измените программу.
0207
НЕСООТВЕТСТВИЕ ДАННЫХ ЖЕСТКОГО РЕЖИМА
При жестком нарезании резьбы метчиком заданное расстояние -слишком короткое или слишком длинное.
0210
НЕЛЬЗЯ ЗАДАТЬ М198/М99
1) Во время операции по графику была предпринята попытка выполнения команды М198 или М99. Либо во время работы с прямым ЧПУ была предпринята попытка выполнения команды М198. Измените программу.
2) Во время фрезерования глубоких выемок в многократно повторяющемся постоянном цикле была предпринята попытка выполнения команды М99 с помощью макропрерывания.
0213
НЕВЕРНАЯ КОМАНДА В СИНХРОННОМ РЕЖИМЕ
При управлении осью подачи в ходе синхронной работы произошли следующие ошибки.
1) Программа выдала команду перемещения ведомой оси.
2) Программа выдала команду ручной работы ведомой оси.
3) Программа выдала команду автоматического возврата на референтную позицию без задания ручного возврата на референтную позицию после включения питания.
0214
НЕВЕРНАЯ КОМАНДА В СИНХРОННОМ РЕЖИМЕ
В режиме синхронного управления установлена система координат или выполнена коррекция на длину инструмента (серия M) типа смещения. Исправьте программу.
0217
ДУБЛИРОВАНИЕ G51.2 (КОМАНДЫ)
В режиме G51.2 дополнительно задан G51.2. Измените программу.
0218
НЕ НАЙДЕНА КОМАНДА P/Q
В блоке G51.2 не задано P или Q, либо значение команды вне диапазона. Измените программу. Более подробные сведения о причине появления этого сигнала тревоги при полигональной обточке между шпинделями приведены в DGN ном. 471.
0219
НЕЗАВИСИМОЕ ЗАДАНИЕ G51.2/G50.2
G51.2 и 50.2 были заданы в одном блоке для других команд. Изменить программу в другом блоке.
0220
НЕВЕРНАЯ КОМАНДА В СИНХРОННОМ РЕЖИМЕ
При синхронной операции для синхронной оси задано перемещение с помощью программы ЧПУ или интерфейса РМС осевого управления. Измените программу или проверьте цепную схему PMC.
0221
НЕВЕРНАЯ КОМАНДА В СИНХРОННОМ РЕЖИМЕ
Синхронная операция полигональной обработки и контурное осевое управление Cs или сбалансированное резание выполняются одновременно. Измените программу.
0222
РАБОТА С ПРЯМЫМ ЧПУ ПРИ ФОНОВОМ РЕДАКТИРОВАНИИ ЗАПРЕЩЕНА
Ввод и вывод выполняются одновременно с фоновым редактированием. Выполните правильное действие.
0224
ВОЗВРАТ НА НОЛЬ НЕ ЗАВЕРШЕН
Перед запуском автоматической работы не был выполнен возврат на референтрую позицию.
(Только если бит 0 (ZRNx) параметра ном. 1005 имеет значение 0) Выполните возврат на референтную позицию.
0230
R-КОД НЕ ОБНАРУЖЕН
Глубина реза R не задана в блоке, включающем G161. Либо для R задано отрицательное значение.
Измените программу.
0231
НЕВЕРНЫЙ ФОРМАТ В G10 L52
При вводе программируемого параметра возникли ошибки в заданном формате.
0232
СЛИШКОМ МНОГО КОМАНД ДЛЯ ВИНТОВОЙ ОСИ
В режиме винтовой интерполяции заданы две или три оси в качестве винтовых осей.
0233
УСТРОЙСТВО ЗАНЯТО
При попытке использовать устройство, например, устройство, подсоединенное через интерфейс RS-232-C, обнаружено, что оно используется другими пользователями.
0245
В ЭТОМ БЛОКЕ Т-КОД ЗАПРЕЩЕН
Один из G-кодов, G04, G10, G28, G29 (серия M), G30, G50 (серия T) и G53, который не может быть задан в одном блока с T-кодом, был задан с T-кодом.
0247
НАЙДЕНА ОШИБКА В КОДЕ ВЫВОДА ДАННЫХ
При выводе закодированной программы в качестве кода вывода задано EIA. Задайте ISO.
0314
НЕВЕРНАЯ НАСТРОЙКА ПОЛИГОНАЛЬНОЙ ОСИ
Неверно задана ось при полигональной обточке.
Для полигональной обточки:
1) Не задана ось вращения инструмента.
(Параметр ном. 7610)
Для полигональной обточки между шпинделями:
1) Не заданы действительные шпиндели.
(Параметры ном. 7640 — 7643).
2) Шпиндель, не являющийся последовательным шпинделем.
3) Шпиндель не подсоединен.
0315
НЕВЕРНАЯ КОМАНДА УГЛА КРОМКИ В ЦИКЛЕ РЕЗЬБОНАРЕЗАНИЯ
Неверный угол режущей кромки инструмента задан в многократно повторяемом постоянном цикле резьбонарезания (G76).
0316
НЕВЕРНАЯ ВЕЛИЧИНА РЕЗА В ЦИКЛЕ РЕЗЬБОНАРЕЗАНИЯ
Минимальная глубина реза больше, чем высота резьбы, задана в многократно повторяемом постоянном цикле резьбонарезания (G76).
0317
НЕВЕРНАЯ КОМАНДА НАРЕЗАНИЯ РЕЗЬБЫ В ЦИКЛЕ РЕЗЬБОНАРЕЗАНИЯ
Был задан ноль или отрицательное значение в многократно повторяемом постоянном цикле резьбонарезания (G76) в качестве высоты резьбы или глубины реза.
0318
НЕВЕРНАЯ ВЕЛИЧИНА ОТВОДА В ЦИКЛЕ СВЕРЛЕНИЯ
Хотя направления отвода заданы в многократно повторяемом постоянном цикле отрезания (G74 или G75), задано отрицательное значение для Ad.
0319
НЕВЕРНА КОМАНДА КОНЕЧНОЙ ТОЧКИ В ЦИКЛЕ СВЕРЛЕНИЯ
Хотя расстояние перемещения Ai или Ak задано равным 0 в многократно повторяемом постоянном цикле отрезания (G74 или G75), значение, отличное от 0, задано для U или W.
0320
НЕВЕРНАЯ ВЕЛИЧИНА ПЕРЕМЕЩЕНИЯ/ВЕЛИЧИНА РЕЗА В ЦИКЛЕ СВЕРЛЕНИЯ
Было задано отрицательное значение в многократно повторяемом постоянном цикле отрезания (G74 или G75) как Ai или Ak (расстояние перемещения / глубина реза).
0321
НЕВЕРНОЕ ВРЕМЯ ПОВТОРЕНИЯ В ЦИКЛЕ ПОВТОРЕНИЯ СХЕМЫ
Задан нуль или отрицательное значение в многократно повторяемом постоянном замкнутом цикле (G73) в качестве значения времени повторения.
0322
ЧИСТОВАЯ ОБРАБОТКА ПОСЛЕ ЗАПУСКА
Неверная форма, которая после запуска цикла задана в программе обработки для многократно повторяемого постоянного цикла черновой обработки резанием (G71 или G72).
0323
ПЕРВЫЙ БЛОК ПРОГРАММЫ ОБРАБОТКИ ЯВЛЯЕТСЯ КОМАНДОЙ ТИПА II
Тип II задан в первом блоке программы обработки, заданном командой P в многократно повторяемом постоянном цикле (G71 или G72). Для G71 задано Z(W). Для G72 задано X(U).
0324
МАКРОПРОГРАММА ТИПА ПРЕРЫВАНИЯ ЗАДАНА В МНОГОКРАТНО ПОВТОРЯЕМЫХ ЦИКЛАХ
Макропрограмма типа прерывания была дана в ходе многократно повторяемого постоянного цикла (G70, G71, G72 или G73).
0325
НЕДОСТУПНАЯ КОМАНДА В ПРОГРАММЕ ОБРАБОТКИ ФОРМЫ
Используемая команда была дана в программе обработки для многократно повторяемого постоянного цикла (G70, G71, G72 или G73).
0326
ПОСЛЕДНИЙ БЛОК ПРОГРАММЫ ОБРАБОТКИ ФОРМЫ СОДЕРЖИТ ПРЯМЫЕ РАЗМЕРЫ ЧЕРТЕЖА
В программе чистовой обработки в многократно повторяемом цикле черновой обработки резанием (G70, G71, G72 или G73) команда прямого ввода размеров чертежа в последнем блоке прерывается на середине.
0327
МОДАЛЬНОЕ СОСТОЯНИЕ, НЕ ДОПУСКАЮЩЕЕ МНОГОКРАТНО ПОВТОРЯЕМЫХ ЦИКЛОВ
Многократно повторяемый постоянный цикл (G70, G71, G72 или G73) был задан в модальном состоянии, в котором нельзя задавать многократно повторяемый постоянный цикл.
0328
НЕВЕРНОЕ РАБОЧЕЕ ПОЛОЖЕНИЕ ПРИ КОРРЕКЦИИ НА РАДИУС ВЕРШИНЫ ИНСТРУМЕНТА
Неверная спецификация для стороны заготовки для коррекции на радиус вершины инструмента (G41 или G42) в многократно повторяемом постоянном цикле (G71 или G72).
0329
ФОРМА ЧИСТОВОЙ ОБРАБОТКИ НЕ ИЗМЕНЯЕТСЯ МОНОТОННО (ВТОРЫЕ ОСИ)
В программе чистовой обработки для многократно повторяемого цикла черновой обработки резанием (G71 или G72) команда для второй оси плоскости задавала монотонное увеличение или уменьшение.
0330
НЕВЕРНАЯ КОМАНДА ОСИ В ПОСТОЯННОМ ЦИКЛЕ ОБТОЧКИ
Ось, отличная от плоскости, задана в постоянном цикле (G90, G92 и. G94).
0334
КОРРЕКЦИЯ ВНЕ РАБОЧЕГО ДИАПАЗОНА
Данные коррекции, которая была вне рабочего диапазона, были заданы. (функция предотвращения неисправности)
0336
КОРРЕКЦИЯ НА ИНСТРУМЕНТ ЗАДАНА БОЛЕЕ, ЧЕМ ДВУМ ОСЯМ
Для коррекции на длину инструмента C была сделана попытка задать коррекцию по другим осям без отмены коррекции. Либо для коррекции на длину инструмента C задано несколько осей в блоке G43 или G44.
0337
ПРЕВЫШЕНИЕ МАКСИМАЛЬНОГО ЗНАЧЕНИЯ ПРИРАЩЕНИЯ
Значение команды превысило максимальную величину приращения. (функция предотвращения неисправности)
0338
ОШИБКА КОНТРОЛЬНОЙ СУММЫ
Неверное значение обнаружено в контрольной сумме. (функция предотвращения неисправности)
0345
НЕВЕРНОЕ ПОЛОЖЕНИЕ ОСИ Z ПРИ СМЕНЕ ИНСТРУМЕНТА
Положение смены инструмента по оси Z неверное.
0346
НЕВЕРНЫЙ НОМЕР ИНСТРУМЕНТА ПРИ СМЕНЕ ИНСТРУМЕНТА
Неверный номер инструмента для смены инструмента.
0347
НЕВЕРНАЯ КОМАНДА СМЕНЫ ИНСТРУМЕНТА В ОДНОМ БЛОКЕ.
Смена инструмент задана дважды или более в одном и том же блоке.
0348
НЕ НАЗНАЧЕНО ПОЛОЖЕНИЕ ОСИ Z ПРИ СМЕНЕ ИНСТРУМЕНТА
Шпиндель смены инструмента по оси Z не задан.
0349
ШПИНДЕЛЬ СМЕНЫ ИНСТРУМЕНТА НЕ ОСТАНАВЛИВАЕТСЯ
Остановка шпинделя смены инструмента не задана.
0350
ОШИБКА ПАРАМЕТРА ИНДЕКСА ЗАДАННОЙ ОСИ СИНХРОННОГО УПРАВЛЕНИЯ
Задан неверный номер оси синхронного управления (параметр ном. 8180).
0351
ПОСКОЛЬКУ ОСЬ ПЕРЕМЕЩАЕТСЯ, СИНХРОННОЕ УПРАВЛЕНИЕ ИСПОЛЬЗОВАТЬ НЕЛЬЗЯ.
Пока ось при синхронном управлении перемещалась, была сделана попытка запуска или отмены синхронного управления посредством сигнала выбора синхронного управления осью.
0352
ОШИБКА СОСТАВЛЕНИЯ ОСИ СИНХРОННОГО УПРАВЛЕНИЯ
Данная ошибка произошла, когда:
1) Была произведена попытка выполнить синхронное управление для оси во время синхронного, комплексного или наложенного управления.
2) Была произведена попытка синхронизировать правнука для отношения предок-потомок-внук.
3) Была произведена попытка выполнить синхронное управление, хотя отношение «предок»-«потомок»-«внук» задано не было.
0353
КОМАНДА БЫЛА ДАНА ДЛЯ ОСИ, КОТОРАЯ НЕ МОГЛА ДВИГАТЬСЯ.
T
Данная ошибка произошла, когда:
1) Команда перемещения была выполнена для оси, для которой бит 7 (NUMx) параметра ном. 8163 имел значение 1.
2) Команда перемещения была выполнена для ведомой оси при синхронном управлении.
3) Команда перемещения была выполнена для оси, для которой бит 7 (MUMx) параметра ном. 8162 имел значение 1 при комплексном управлении.
0354
G28 БЫЛО ЗАДАНО С РЕФЕРЕНТНОЙ ПОЗИЦИЕЙ, НЕ ЗАФИКСИРОВАННОЙ В РЕЖИМЕ СИНХРОННОГО УПРАВЛЕНИЯ
Данная ошибка произошла, когда G28 было задано для ведущей оси при ожидании во время синхронного управления, но референтная позиция не была задана для ведомой оси.
0355
ОШИБКА ПАРАМЕТРА ИНДЕКСА ЗАДАННОЙ ОСИ КОМПЛЕКСНОГО УПРАВЛЕНИЯ.
Задан неверный номер оси комплексного управления (параметр ном. 8183).
0356
ПОСКОЛЬКУ ОСЬ ПЕРЕМЕЩАЕТСЯ, КОМПЛЕКСНОЕ УПРАВЛЕНИЕ ИСПОЛЬЗОВАТЬ НЕЛЬЗЯ
Пока ось при комплексном управлении перемещалась, была сделана попытка запуска или отмены с помощью сигнала выбора комплексного управления оси.
0357
ОШИБКА СОСТАВЛЕНИЯ ОСИ КОМПЛЕКСНОГО УПРАВЛЕНИЯ
Данная ошибка произошла, когда была сделана попытка выполнить комплексное управление для оси во время синхронного, комплексного или наложенного управления.
0359
G28 ЗАДАНО ПРИ НЕФИКСИРОВАННОМ РЕФЕРЕНТНОМ ПОЛОЖЕНИИ В КОМПЛ. РЕЖИМЕ
Данная ошибка произошла, когда команда G28 была задана сложной оси в ходе комплексного управления, но референтная позиция не была задана для другой части составления.
0360
ОШИБКА ЗАДАНИЯ ПАРАМЕТРА ИНДЕКСА ОСИ С НАЛОЖЕННЫМ УПРАВЛЕНИЕМ
Задан неверный номер оси наложенного управления (парам. ном. 8186).
0361
ПОСКОЛЬКУ ОСЬ ПЕРЕМЕЩАЕТСЯ, НАЛОЖЕННОЕ УПРАВЛЕНИЕ ИСПОЛЬЗОВАТЬ НЕЛЬЗЯ
Пока ось при наложенном управлении перемещалась, была сделана попытка запуска или отмены наложенного управления посредством сигнала выбора наложенного управления осью.
0362
ОШИБКА СОСТАВЛЕНИЯ ОСИ НАЛОЖЕННОГО УПРАВЛЕНИЯ
Данная ошибка произошла, когда:
1) Была произведена попытка выполнить наложенное управление для оси во время синхронного, комплексного или наложенного управления.
2) Была произведена попытка синхронизировать правнука для отношения предок-потомок-внук.
0363
КОМАНДА G28 ЗАДАНА ДЛЯ ВЕДОМОЙ ОСИ НАЛОЖЕННОГО УПРАВЛЕНИЯ.
Данная ошибка произошла, когда была дана команда G28 для ведомой оси наложенного управления при наложенном управлении.
0364
КОМАНДА G53 ЗАДАНА ДЛЯ ВЕДОМОЙ ОСИ НАЛОЖЕННОГО УПРАВЛЕНИЯ.
Данная ошибка произошла, когда была дана команда G53 для ведомой оси, перемещающейся при наложенном управлении.
0365
СЛИШКОМ МНОГО МАКСИМАЛЬНЫХ НОМЕРОВ ОСИ SV/SP НА КОНТУР
Неверно задано число управляемых осей или шпинделей для использования в одном контуре. Проверьте параметры ном. 981 и ном. 982. Если порождается этот сигнал тревоги, то состояние аварийного останова нельзя сбросить.
0369
ОШИБКА ФОРМАТА G31
1) Не задана ось либо заданы две или более осей в команде переключения по пределу крутящего момента (G31P98/P99).
2) Нельзя задать G31P90.
0370
ОШИБКА G31P/G04Q
1) Заданное значение адреса P для G31 вне диапазона. Адрес P имеет диапазон от 1 до 4 в функции многошагового пропуска.
2) Заданное значение адреса Q для G04 вне диапазона. Адрес Q имеет диапазон от 1 до 4 в функции многошагового пропуска.
3) P1 -4 для G31, или Q1 -4 для G04 было задана без опции функции многошагового пропуска.
4) Для G72 или G74 в постоянных циклах шлифования заданное значение адреса P вне диапазона. Адрес P имеет диапазон от 1 до 4 в функции многошагового пропуска. P1-4 было задано в G72 или G74 несмотря на отсутствие опции функции многошагового пропуска.
0372
НЕ ЗАВЕРШЕН ВОЗВРАТ НА РЕФЕРЕНТНУЮ ПОЗИЦИЮ
Была сделана попытка выполнить автоматический возврат на референтную позицию на ортогональной оси до завершения возврата на референтную позицию на наклонной оси. Однако, эта попытка не удалась, поскольку не был задан ручной возврат на референтную позицию при управлении наклонной осью или при автоматическом возврате на референтную позицию после включения питания. Сначала вернитесь на референтную позицию по наклонной оси, затем вернитесь на референтную позицию на ортогональной оси.
0373
НЕВЕРНЫЙ СИГНАЛ СКОРОСТНОГО ПРОПУСКА
В командах пропуска (G31, с G31P1 по G31P4) и командах выстоя (G04, с G04Q1 по G04Q4) один и тот же скоростной сигнал выбран в разных контурах^
0375
НЕВОЗМОЖНО УПРАВЛЕНИЕ НАКЛОННОЙ ОСЬЮ (СИНХ:СМЕШ:НАЛОЖ)
Управление осью наклона отключено для данной конфигурации оси.
1) Все задействованные оси при управлении наклонной осью не находятся в режиме синхронного управления. Либо необходимо выполнить настройки для обеспечения синхронного управления между наклонными осями, а также между ортогональными осями.
2) Все задействованные оси при управлении наклонной осью не находятся в режиме комплексного управления. Либо необходимо выполнить настройки для обеспечения комплексного управления между наклонными осями, а также между ортогональными осями.
3) Задействованные оси при управлении наклонной осью находятся в режиме наложенного управления.
0376
ПОСЛЕД. DCL: НЕВЕРНЫЙ ПАРАМЕТР
1) Если параметр ном. 1815#1 имеет значение «1», параметр ном. 2002#3 имеет значение «0»
2) Активирована функция регистрации абсолютной позиции. (Параметр ном.1815#5 имеет значение «1».)
0412
НЕВЕРНЫЙ G-КОД
Использован недопустимый G-код.
0445
НЕВЕРНАЯ ОПЕРАЦИЯ ОСИ
Команда позиционирования была выдана в режиме управления скоростью. Проверьте сигнал режима управления скоростью SV (Fn521).
0446
НЕВЕРНАЯ КОМАНДА В G96.1/G96.2/G96.3/G96.4
G96.1, G96.2, G96.3 и G96.4 заданы в блоке, включающем другие команды. Измените программу.
0447
НЕВЕРНЫЕ ДАННЫЕ НАСТРОЙКИ
Шпиндель, управляемый серводвигателем, задан неверно. Проверьте параметры для функции управления шпинделем при помощи серводвигателя.
0455
НЕВЕРНАЯ КОМАНДА ШЛИФОВАНИЯ
В постоянных циклах шлифования:
1) Не совпадают знаки команд I, J и K.
2) Не задана величина перемещения для оси шлифования.
0456
НЕВЕРНЫЙ ПАРАМЕТР ШЛИФОВАНИЯ
Неверно заданы параметры для постоянных циклов шлифования.
Вероятные причины приведены ниже.
1) Неверно задан номер оси шлифования (параметры от ном. 5176 до ном. 5179).
2) Неверно задан номер оси правки (параметры от ном. 5180 до ном. 5183).
3) Совпадают номера осей резания, шлифования и правки (только для серии M).
0601
НЕВЕРНАЯ ОПЕРАЦИЯ ОСИ ДЛЯ ШПИНДЕЛЯ С СЕРВОДВИГАТЕЛЕМ
Команда перемещения выполнена для шпинделя, управляемого серводвигателем. Измените программу.
0602
ОШИБКА КОМАНДЫ ВЫБОРА ШПИНДЕЛЯ (ШПИНДЕЛЬ СЕРВОДВИГАТЕЛЯ)
Не был правильно выбран исполнитель для шпинделя, управляемого серводвигателем.
1001
НЕВЕРНЫЙ РЕЖИМ УПРАВЛЕНИЯ ОСЬЮ
Неверный режим управления осью.
1013
НЕВЕРНАЯ ПОЗ. НОМ. ПРОГРАММЫ
Адрес O или N задан в неправильном месте (после макрооператора т. д.).
1014
НЕВЕРНЫЙ ФОРМАТ НОМЕРА ПРОГРАММЫ
Адрес O или N не сопровождается числом.
1016
НЕ НАЙДЕН КОНЕЦ БЛОКА
Код EOB (Конец блока) отсутствует в конце ввода программы в режиме MDI.
1077
ПРОГРАММА ИСПОЛЬЗУЕТСЯ
Сделана попытка исполнения на переднем плане программы, находящейся в режиме фонового редактирования. Редактируемую в настоящее время программу нельзя выполнить, поэтому прекратите редактирование и перезапустите выполнение программы.
1079
НЕ НАЙДЕН ПРОГРАММНЫЙ ФАЙЛ
Программа заданного номера файла не зарегистрирована во внешнем устройстве. (вызов подпрограммы внешнего устройства)
1080
ДУБЛИРОВАНИЕ ВЫЗОВА ПОДПРОГРАММЫ УСТРОЙСТВА
Еще один вызов подпрограммы внешнего устройства был выполнен из подпрограммы, после того как подпрограмма была вызвана подпрограммой внешнего устройства.
1081
ВЫЗОВ ПОДПРОГРАММЫ ВНЕШНЕГО УСТРОЙСТВА ОШИБКА РЕЖИМА
Вызов подпрограммы внешнего устройства невозможен в данном режиме.
1091
ДУБЛИРОВАНИЕ СЛОВА ВЫЗОВА ПОДПРОГРАММЫ
Больше одной команды вызова подпрограммы было задано в одном блоке.
1092
ДУБЛИРОВАНИЕ СЛОВА ВЫЗОВА МАКРОКОМАНДЫ
Больше одной команды вызова макрокоманды было задано в одном блоке.
1093
ДУБЛИРОВАНИЕ СЛОВА ЧУ И М99
Адрес, отличный от O, N, P или L, был задан в том же блоке, что и M99 в состоянии вызова модальной макрокоманды.
1095
СЛИШКОМ МНОГО АРГУМЕНТОВ ТИПА 2
Более десяти наборов аргументов I, J и K задано в аргументах типа-II (A, B, C, I, J, K, I, J, K,…) для пользовательских макрокоманд.
1096
НЕВЕРНОЕ ИМЯ ПЕРЕМЕННОЙ
Было задано неверное имя переменной. Код, который нельзя задать в качестве имени переменной, был задан. Команда [#_OFSxx] не соответствует типу (A или C) текущей используемой памяти коррекции на инструмент.
1097
СЛИШКОМ ДЛИННОЕ ИМЯ ПЕРЕМЕННОЙ
Заданное имя переменной слишком длинное.
1098
ОТСУТСТВУЕТ ИМЯ ПЕРЕМЕННОЙ
Заданное имя переменной нельзя использовать, поскольку оно не зарегистрировано.
1099
НЕВЕРНЫЙ ИНДЕКС[]
Индекс не задан для имени переменной, требующей индекса, заключенного в [ ].
Индекс задан для имени переменной, не требующей индекса, заключенного в [ ].
Значение, заключенное в заданные [ ], не попало в диапазон.
1100
ОТМЕНА БЕЗ МОДАЛЬНОГО ВЫЗОВА
Отмена режима вызова (G67) была задана, хотя режим постоянного вызова макрокоманд (G66) не был включен.
1101
НЕВЕРНОЕ ПРЕРЫВАНИЕ ОПЕРАТОРА ЧПУ
Было произведено прерывание в состоянии, в котором прерывание пользовательской макрокоманды, содержащей команду перемещения, нельзя было выполнить.
1115
ПЕРЕМЕННАЯ С ЗАЩИТОЙ ОТ ЧТЕНИЯ
Была произведена попытка использовать в пользовательской макрокоманде на правой стороне выражение переменной, которое можно использовать только на левой стороне выражения.
1120
НЕВЕРНЫЙ ФОРМАТ АРГУМЕНТА
Заданный аргумент в функции аргумента (ATAN, POW) ошибочен.
1124
ОТСУТСТВУЕТ ОПЕРАТОР DO
Команда DO, соответствующая команде END, отсутствовала в пользовательской макрокоманде.
1125
НЕВЕРНЫЙ ФОРМАТ ВЫРАЖЕНИЯ
Описание выражения в пользовательском макрооператоре содержит ошибку. Ошибка формата программного параметра. Окно, отображенное для ввода периодических данных по техобслуживанию или меню выбора наименований (станков), не соответствует типу данных.
1128
ПОРЯДКОВЫЙ НОМЕР ВНЕ ДИАПАЗОНА
Последовательность ном. пункта назначения при команде перехода в пользовательском макрооператоре GOTO находилась вне диапазона (диапазон действительных значений: от 1 до 99999).
1131
НЕ ХВАТАЕТ ОТКРЫВАЮЩЕЙ СКОБКИ
Число левых скобок ([) меньше числа правых скобок (]) в пользовательском макрооператоре.
1132
НЕ ХВАТАЕТ ЗАКРЫВАЮЩЕЙ СКОБКИ
Число правых скобок ([) меньше числа левых скобок (]) в пользовательском макрооператоре.
1133
ОТСУТСТВУЕТ ‘=’
Знак равенства (=) отсутствует в команде арифметических вычислений в пользовательском макрооператоре.
1134
ОТСУТСТВУЕТ
Отсутствует ограничитель (,) в пользовательском макрооператоре.
1137
ОШИБКА ФОРМАТА ОПЕРАТОРА IF
Формат, используемый в операторе IF в пользовательской макрокоманде, ошибочный.
1138
ОШИБКА ФОРМАТА ОПЕРАТОРА WHILE
Формат, используемый в операторе WHILE в пользовательской макрокоманде, ошибочный.
1139
ОШИБКА ФОРМАТА ОПЕРАТОРА SETVN
Формат, используемый в операторе SETVN в пользовательской макрокоманде, ошибочный.
1141
НЕВЕРНЫЙ СИМВОЛ В ИМЕНИ ПЕРМЕННОЙ
Оператор SETVN в пользовательской макрокоманде относится к символу, который нельзя использовать в имени переменной.
1142
СЛИШКОМ ДЛИННОЕ ИМЯ ПЕРЕМЕННОЙ (SETVN)
Имя переменной, используемой в SETVN операторе в пользовательской макрокоманде, превышает 8 символов.
1143
ОШИБКА ФОРМАТА ОПЕРАТОРА BPRNT/DPRNT
Формат, используемый в операторе BPRNT или в операторе DPRNT, ошибочный.
1144
ОШИБКА ФОРМАТА G10
Ввод данных для ном. L команды G10 или соответствующей функции не активирован.
Адреса задания данных P или R не заданы.
Был задан адрес, не связанный с установкой данных. Какой адрес задать различается в соответствии с L ном.
Знак, десятичная точка или диапазон заданного адреса ошибочны.
1160
ПЕРЕПОЛНЕНИЕ УПРАВЛЯЮЩИХ ДАННЫХ
Переполнение произошло в данных позиции в ЧПУ.
Данный сигнал тревоги также порождается, если целевое положение команды превышает максимальный ход в результате вычислений, таких как преобразование системы координат, коррекция или введение величины ручного вмешательства.
1180
ВСЕ ПАРАЛЛЕЛЬНЫЕ ОСИ В РЕЖИМЕ ОЖИДАНИЯ
Все оси, заданные для автоматической работы, находятся в режиме ожидания.
1196
НЕВЕРНЫЙ ВЫБОР ОСИ СВЕРЛЕНИЯ
Ось сверления, заданная для сверления в постоянном цикле сверления, неверна.
В блоке команды G-кода в постоянном цикле точка Z не задана для оси сверления.
1200
НЕВЕРНЫЙ ВОЗВРАТ НА НОЛЬ ИМПУЛЬСНОГО ШИФРАТОРА
Положение сетки нельзя было подсчитать при возврате на референтную позицию сетки при использовании системы сетки, поскольку сигнал одного оборота не был получен перед отходом от упора замедления.
Данный сигнал тревоги также возникает в том случае, если инструмент не достигает скорости подачи, которая превышает величину погрешности сервосистемы, предварительно заданную в параметре ном. 1841, прежде чем отработает ограничитель хода замедления (сигнал замедления *DEC опять становится «1»).
1202
ОТСУТСТВУЕТ КОМАНДА F В G93
F коды в режиме спецификации обратного времени (G93) не обрабатываются как модальные и должны быть заданы в отдельных блоках.
1223
НЕВЕРНЫЙ ВЫБОР ШПИНДЕЛЯ
Была сделана попытка выполнить команду, применимую к шпинделю, в то время как шпиндель, подлежащий управлению, задан неправильно.
1298
НЕВЕРНОЕ ПРЕОБРАЗОВАНИЕ ДЮЙМЫ/МЕТРИЧЕСКИЕ ЕДИНИЦЫ
Произошла ошибка при преобразовании дюймовых/метрических единиц.
1300
НЕВЕРНЫЙ АДРЕС
Номер оси был задан, хотя параметр не относится к оси при загрузке данных параметров или коррекции межмодульного смещения с ленты или при вводе параметра G10.
Ось ном. нельзя задать в данных коррекции межмодульного смещения.
1301
ОТСУТСТВУЕТ АДРЕС
Номер оси не был задан, хотя параметр относится к оси при загрузке данных параметров или коррекции межмодульного смещения с ленты или при вводе параметра G10.
Или данные ном. адреса ном или адрес задания адреса P или R не заданы.
1302
НЕВЕРНЫЙ НОМЕР ДАННЫХ
Был обнаружен несуществующий номер данных при загрузке данных параметров или коррекции межмодульного смещения с ленты или введением параметра G10.
Данный сигнал тревоги также порождается, если обнаружены недопустимые значения слов.
1303
НЕВЕРНЫЙ НОМЕР ОСИ
Был обнаружен адрес номера оси, превышающий максимальное число управляемых осекй при загрузке данных параметров или коррекции межмодульного смещения с ленты или введении параметра G10.
1304
СЛИШКОМ МНОГО ЗНАКОВ
Было обнаружено слишком много цифр при загрузке данных параметров или коррекции межмодульного смещения с ленты.
1305
ДАННЫЕ ВНЕ ДИАПАЗОНА
Были обнаружены данные вне диапазона при загрузке данных параметров или коррекции межмодульного смещения с ленты. Значения адресов задания данных, соответствующих L ном., пока ввод данных с помощью G10 был вне диапазона.
Данный сигнал тревоги также порождается, если программируемые слова ЧПУ содержат значения не из диапазона.
1306
ОТСУТСВУЕТ НОМЕР ОСИ
Параметр, требующий указания оси, обнаружен без номера оси (адрес A) при загрузке параметров с перфоленты.
1307
НЕВЕРНОЕ ИСПОЛЬЗОВАНИЕ ЗНАКА МИНУС
Были обнаружены данные с неверным обозначением при загрузке данных параметров или коррекции межмодульного смещения с ленты или введением параметра G10. Знак был задан для адреса, не поддерживающего использование знаков.
1308
ОТСУТСТВУЮТ ДАННЫЕ
Адрес, в конце которого не ставится числовое значение, был обнаружен при загрузке данных параметров или коррекции межмодульного смещения с ленты.
1329
НЕВЕРНЫЙ НОМЕР ГРУППЫ СТАНКОВ
Был обнаружен адрес номера групп станков, превышающий максимальное число управляемых станков при загрузке данных параметров или коррекции межмодульного смещения с ленты или введении параметра G10.
1330
НЕВЕРНЫЙ НОМЕР ШПИНДЕЛЯ
Был обнаружен адрес номера шпинделя, превышающий максимальное число управляемых шпинделей при загрузке данных параметров или коррекции межмодульного смещения с ленты или введении параметра G10.
1331
НЕВЕРНЫЙ НОМЕР КОНТУРА
Был обнаружен адрес номера контуров, превышающий максимальное число управляемых контуров при загрузке данных параметров или коррекции межмодульного смещения с ленты или введении параметра G10.
1332
ОШИБКА БЛОКИРОВКИ ЗАПИСИ ДАННЫХ
Невозможно загрузить данные при загрузке данных параметров, коррекции межмодульного смещения или рабочих координат введении параметра с ленты.
1333
ОШИБКА ЗАПИСИ ДАННЫХ
Не может записать данные при загрузке данных с ленты.
1470
ОТСУТСТВУЮТ ПАРАМЕТРЫ G40.1 -G42.1
Задание параметра, связанное с управлением нормальным направлением, неверное.
Номер оси для оси управления нормальным направлением задан в параметре ном. 5480, но этот номер оси входит в область номеров управляемых осей.
Ось, заданная как ось управления нормальным направлением, не задана как ось вращения (ROTx, бит 0 параметра ном. 1006) = 1 и ном. 1022=0).
Задайте скорость подачи, при которой должно выполняться вращение вокруг оси управления нормальным направлением движения, в параметре ном. 5481, в диапазоне от 1 до 15000 мм/мин.
1508
ДУБЛИРОВАНИЕ М КОДА(ИЗМЕНЕНИЕ НАПРАВЛЕНИЯ ДЕЛИТЕЛЬНОПОВОРОТНОГО СТОЛА)
Имеется функция, которой задан такой же М-код. (индексирование делительно-поворотного стола)
1509
ДУБЛИРОВАНИЕ М-КОДА (ОРИЕНТИРОВАНИЕ ОСИ ПОЗИЦИОНИРОВАНИЯ ШПИНДЕЛЯ)
Имеется функция, которой задан такой же М-код. (позиционирование шпинделя, ориентация)
1510
ДУБЛИРОВАНИЕ М-КОДА (ПОЗИЦИОНИРОВАНИЕ ОСИ ПОЗИЦИОНИРОВАНИЯ ШПИНДЕЛЯ)
Имеется функция, которой задан такой же М-код. (позиционирование шпинделя, позиционирование)
1511
ДУБЛИРОВАНИЕ М-КОДА (РАЗБЛОКИРОВКА ОСИ ПОЗИЦИОНИРОВАНИЯ ШПИНДЕЛЯ)
Имеется функция, которой задан такой же М-код. (позиционирование шпинделя, отмена режима)
1533
ПОТЕРЯ ЗНАЧИМОСТИ АДРЕСА F (G95)
Скорость подачи оси сверления отверстий, рассчитанная по кодам F и S, слишком медленная в режиме подачи за один оборот.
1534
ПЕРЕПОЛНЕНИЕ АДРЕСА F (G95)
Скорость подачи оси сверления отверстий, рассчитанная по кодам F и S, слишком быстрая в режиме подачи за один оборот.
1537
ПОТЕРЯ ЗНАЧИМОСТИ АДРЕСА F (ПЕРЕРЕГУЛИРОВАНИЕ)
Скорость, полученная применением перерегулирования к функции F, слишком медленная.
1538
ПЕРЕПОЛНЕНИЕ АДРЕСА F (ПЕРЕРЕГУЛИРОВАНИЕ)
Скорость, полученная применением перерегулирования к функции F, слишком быстрая.
1541
НУЛЕВОЙ S-КОД
«0» был задан в качестве S-кода.
1543
НЕВЕРНАЯ НАСТРОЙКА ПЕРЕДАЧИ
Передаточное число между шпинделем и шифратором положения или заданный номер шифратора положения импульсов неверен в функции позиционирования шпинделей.
1544
S-КОД ПРЕВЫСИЛ МАКСИМУМ
S команда превышает максимальное число вращений шпинделя.
1548
НЕВЕРНЫЙ РЕЖИМ ОСИ
Ось позиционирования шпинделя (серия T)/ ось контурного управления Cs была задана во время переключения режима управления осью.
1561
НЕВЕРНЫЙ УГОЛ ИНДЕКСИРОВАНИЯ
Заданный угол вращения не является целым множителем минимального угла индексирования.
1564
ОСЬ ДЕЛИТЕЛЬНО-ПОВОРОТНОГО СТОЛА СОВМЕСТНО С ДРУГОЙ ОСЬЮ
Ось делительно-поворотного стола и другая ось были заданы в одном блоке.
1567
ДУБЛИРОВАНИЕ КОМАНДЫ ОСИ ДЕЛИТЕЛЬНО-ПОВОРОТНОГО СТОЛА
Индексирование делительно-поворотного стола было задано при перемещении оси, или ось, для которой последовательность индексирования делительно-поворотного стола не была завершена.
1590
ОШИБКА TH
Во время считывания с устройства ввода обнаружена ошибка TH. Код, вызвавший при считывании ошибку TH, и количество операторов до него от блока можно проверить в окне диагностики.
1591
ОШИБКА TV
Ошибка TV обнаружена в единичном блоке. Проверка TV может быть отменена присвоением TVC в параметре ном. 0000#0 значения «0».
1592
КОНЕЦ ЗАПИСИ
Код EOR (Конец записи) задан в середине блока. Данный сигнал тревоги также порождается, если процентное отношение в конце программы ЧПУ считывается. Для функции перезапуска программы данный сигнал тревоги порождается, если заданный блок не найден.
1593
ОШИБКА ЗАДАНИЯ ПАРАМЕТРА EGB
Ошибка в задании параметра, связанного с EGB
1) Неверная настройка SYN, бит 0 параметра ном. 2011.
2) Ведомая ось, заданная G81, не задана как ось вращения. (ROT, бит 0 параметра ном. 1006)
3) Число импульсов за оборот (не задан параметр (ном. 7772 или ном. 7773)).
1594
ОШИБКА ФОРМАТА EGB
Ошибка в формате блока команды EGB
1) T (число зубьев) не задано в блоке G81.
2) В блоке G81 данные, заданные для T, L, P или Q, находятся вне соответствующего диапазона действительных значений.
3) В блоке G81 задана только одна из команд P и Q.
1595
НЕПРАВИЛЬНАЯ КОМАНДА В РЕЖИМЕ EGB
В ходе синхронизации с EGB была дана команда, которую нельзя было давать.
(1) Команда ведомой оси с использованием G27, G28, G29, G30, G33, G53 и т. д.
2) Команда преобразования дюймовых/метрических единиц с использованием G20, G21, и т.д.
1596
ПЕРЕПОЛНЕНИЕ EGB
Возникло переполнение в расчете коэффициента синхронизации.
1805
НЕВЕРНАЯ КОМАНДА
[Устройство ввода/вывода]
Была произведена попытка задать неверную команду в ходе обработки в устройстве ввода/вывода.
[Возврат на референтную позицию G30]
Номера адреса P для задания возврата на 2-ю, 3-ю и 4-ю референтную позицию — не 2, 3 и 4.
[Выстой единичного оборота]
Заданное вращение шпинделя равно «0», если задан выстой единичного оборота.
1806
НЕСООТВЕТСТВИЕ ТИПА УСТРОЙСТВА
Операция, невозможная на устройстве ввода/вывода, которая в настоящий момент выбрана в настройке, была задана. Данный сигнал тревоги также порождается, если перемотка файла задана несмотря на то, что устройство ввода/вывода не является кассетой FANUC.
1807
ОШИБКА НАСТРОЙКИ ПАРАМЕТРА
Задан неверный интерфейс ввода/вывода.
Настройки внешнего устройства ввода/вывода и скорость двоичной передачи, стоповый бит и настройки выбора протокола ошибочны.
1808
УСТРОЙСТВО ОТКРЫТО ДВАЖДЫ
Была сделана попытка открыть устройство, к которому была попытка доступа.
1820
НЕВЕРНОЕ СОСТОЯНИЕ СИГНАЛА DI
1) Предварительно заданный сигнал оси системы координат заготовки был изменен на «1» в состоянии, когда все оси на контуре, включая ось, по которой выполняется преднастройка для осей системы координат заготовки, не были остановлены, или в момент выполнения команды.
2) Когда был задан М-код для выполнения преднастройки с предварительно заданным сигналом для осей системы координат заготовки, не был введен сигнал для каждой оси системы координат заготовки.
3) Активна блокировка вспомогательной функции.
1823
ОШИБКА КАДРА (1)
Стоповый бит символа, полученный от устройства ввода/вывода, соединенный с интерфейсом считывающего перфоратора 1, не был обнаружен.
1830
DR ОТКЛ. (2)
Сигнал готовности ввода набора данных DR устройства ввода/вывода, подключенного к интерфейсу считывающего перфоратора 2, отключен.
1832
ОШИБКА ПЕРЕПОЛНЕНИЯ (2)
Следующий символ был получен от устройства ввода/вывода, подключенного к интерфейсу считывающего перфоратора 2 до того, как он смог считать полученный предварительно символ.
1833
ОШИБКА КАДРА (2)
Стоповый бит символа, полученный от устройства ввода/вывода, соединенный с интерфейсом считывающего перфоратора 2, не был обнаружен.
1834
ОШИБКА БУФЕРИЗАЦИИ (2)
ЧПУ получило более 10 символов данных от устройства ввода/ вывода, подключенного к интерфейсу считывающего перфоратора 2, хотя ЧПУ послало код останова (DC3) в ходе принятия данных.
1912
ОШИБКА ДРАЙВЕРА V-УСТРОЙСТВА (ОТКРЫТО)
При управлении драйвером устройства возникла ошибка.
1960
ОШИБКА ДОСТУПА (КАРТА ПАМЯТИ)
Неправильный доступ к карте памяти
Данный сигнал тревоги также порождается в ходе считывания, если считывание осуществляется до конца файла без регистрации кода EOR.
1961
НЕ ГОТОВО (КАРТА ПАМЯТИ)
Плата памяти не готова.
1962
КАРТА ЗАПОЛНЕНА (КАРТА ПАМЯТИ)
Карта памяти заполнена полностью.
1963
КАРТА ЗАЩИЩЕНА (КАРТА ПАМЯТИ)
Карта памяти защищена от записи.
1964
НЕ УСТАНОВЛЕНА (КАРТА ПАМЯТИ)
Невозможна установка карты памяти.
1965
КАТАЛОГ ЗАПОЛНЕН (КАРТА ПАМЯТИ)
Файл нельзя создать в корневом каталоге карты памяти.
1966
ФАЙЛ НЕ НАЙДЕН (КАРТА ПАМЯТИ)
Заданный файл не найден в карте памяти.
1967
ФАЙЛ ЗАЩИЩЕН (КАРТА ПАМЯТИ)
Карта памяти защищена от записи.
1968
НЕВЕРНОЕ ИМЯ ФАЙЛА (КАРТА ПАМЯТИ)
Неверное имя файла карты памяти
1969
НЕВЕРНЫЙ ФОРМАТ (КАРТА ПАМЯТИ)
Проверить имя файла.
1970
НЕВЕРНАЯ КАРТА (КАРТА ПАМЯТИ)
Нельзя использовать эту карту памяти.
1971
ОШИБКА УДАЛЕНИЯ (КАРТА ПАМЯТИ)
Во время удаления информации с карты памяти возникла ошибка.
1972
НИЗКИЙ ЗАРЯД БАТАРЕИ (КАРТА ПАМЯТИ)
Садится батарея карты памяти.
1973
ФАЙЛ УЖЕ СУЩЕСТВУЕТ
Файл, имеющий то же имя, уже существует на карте памяти.
2032
ОШИБКА ВСТРОЕННОЙ СЕТИ ETHERNET/СЕРВЕРА данных
От функции встроенной сети Ethernet/сервера данных вернулось сообщение об ошибке.
Подробные сведения см. в окне сообщений об ошибках встроенной сети Ethernet или сервера данных.
2051
#200-#499 НЕВЕРНЫЙ Р-КОД ОБЩЕГО ВВОДА МАКРОКОМАНД (НЕТ ОПЦИИ)
Была произведена попытка ввести общую переменную пользовательской макрокоманды, не существующей в системе.
2052
#500-#549P ОБЩИЙ ВЫБОР КОДА МАКРОКОМАНДЫ (НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ SETVN)
Нельзя ввести имя переменной.
Нельзя использовать команду SETVN с общими переменными макрокоманды кода P #500 — #549.
2053
НОМЕР #30000 НЕ ИМЕЕТ СООТВЕТСТВИЯ
Была произведена попытка ввести переменную только Р-кода, не существующую в системе.
2054
НОМЕР #40000 НЕ ИМЕЕТ СООТВЕТСТВИЯ
Была произведена попытка ввести расширенную переменную только Р-кода, не существующую в системе.
4010
НЕВЕРНОЕ ДЕЙСТВИТЕЛЬНОЕ ЗНАЧЕНИЕ OBUF:
Действительное значение буфера вывода ошибочно.
5006
СЛИШКОМ МНОГО СЛОВ В ОДНОМ БЛОКЕ
Число слов в блоке превышает максимально допустимое. Максимум 26 слов. Однако эта цифра варьируется в зависимости от опций ЧПУ. Разделите команду на два блока.
5007
СЛИШКОМ БОЛЬШОЕ РАССТОЯНИЕ
Из-за коррекции, вычисления точки пересечения, интерполяции или подобных причин было задано расстояние перемещения, превышающее максимально допустимое расстояние.
Проверьте заданные координаты или величины коррекции.
5009
НУЛЕВОЙ ПАРАМЕТР (ХОЛОСТОЙ ХОД)
Параметр скорости подачи холостого хода ном. 1410 или параметр максимальной скорости рабочей подачи ном. 1430 для каждой оси был установлен на 0.
5010
КОНЕЦ ЗАПИСИ
Код EOR (Конец записи) задан в середине блока. Данный сигнал тревоги также порождается, если процентное отношение в конце программы ЧПУ считывается.
5011
НУЛЕВОЙ ПАРАМЕТР (МАКС. РЕЗАНИЕ)
Параметр максимальной скорости рабочей подачи ном. 1430 был установлен на 0.
5014
НЕ НАЙДЕНЫ ДАННЫЕ ТРАССИРОВКИ
Нельзя произвести трассировку из-за отсутствия данных трассировки.
5016
НЕВЕРНАЯ КОМБИНАЦИЯ М-КОДОВ
В блоке заданы М-коды, принадлежащие одной группе. Или же М-код, который необходимо задать в блоке без других М-кодов, задан в блоке вместе с другими М-кодами.
5018
ОШИБКА СКОРОСТИ ШПИНДЕЛЯ ПРИ ПОЛИГОНАЛЬНОЙ ОБРАБОТКЕ
В режиме G51.2 скорость шпинделя или полигональной синхронной оси либо превышает значение фиксации, либо слишком низкая. Таким образом, невозможно поддерживать заданное соотношение скорости вращения.
Для полигональной обточки между шпинделями: Более подробные сведения о причине этого сигнала тревоги см. в DGN ном. 471.
5020
ОШИБКА ПАРАМЕТРА ПЕРЕЗАПУСКА
Недействительное значение задано в параметре ном. 7310, указывающем порядок осей для перемещения по ним инструмента в позицию возобновления обработки на холостом ходу. В этом параметре можно задавать значение в диапазоне от 1 до числа управляемых осей.
5046
НЕВЕРНЫЙ ПАРАМЕТР (КОРРЕКЦИЯ ПРЯМОЛИНЕЙНОСТИ)
Заданное значение параметра, связанное с простой коррекцией
прямолинейности, содержит ошибку.
Возможные причины:
1) Несуществующий номер оси задан в параметре оси перемещения или коррекции.
2) Неправильное соотношение величины номеров точек коррекции прямолинейности.
3) Не обнаружена точка простой коррекции прямолинейности между крайними удаленными точками коррекции в отрицательной и положительной областях.
4) Коррекция на точку коррекции слишком велика или слишком мала.
5064
РАЗЛИЧНЫЕ ЕДИНИЦЫ ОСЕЙ
Круговая интерполяция была задана в плоскости, состоящей из осей, имеющих различные системы приращений.
5065
РАЗЛИЧНЫЕ ЕДИНИЦЫ ОСЕЙ (ОСЬ PMC)
Оси, имеющие различные системы приращений, были заданы в одной и той же группе DI/DO для осевого управления с помощью РМС. Измените настройку параметра ном. 8010.
5073
НЕТ ДЕСЯТИЧНОЙ ТОЧКИ
В адресе, предусматривающем десятичную точку, не задана десятичная точка.
5074
ОШИБКА ДУБЛИРОВАНИЯ АДРЕСА
В одном блоке один и тот же адрес задан два или более раз. Или в одном блоке задано два или более G-кодов, принадлежащих к одной группе.
5110
НЕВЕРНЫЙ G-КОД (РЕЖИМ КОНТ. УПР. AI)
Недопустимый G-код был задан при управлении с расширенным предпросмотром, управлении AI с расширенным предпросмотром или контурном управлении AI.
5131
НЕСОВМЕСТИМАЯ КОМАНДА ЧПУ
Управление осью PMC и интерполяция в полярных координатах были заданы одновременно.
5195
НЕВОЗМОЖНО ОПРЕДЕЛИТЬ НАПРАВЛЕНИЕ
Измерение недействительно при функции прямого ввода измеренного значения коррекции на инструмент B.
[Для 1-контактного ввода]
1) Направление записанных импульсов непостоянно.
Например, состояние останова может быть задано во время режима записи коррекции, может быть введено состояние отключения сервосистемы, или возможно изменение направления.
2) Инструмент перемещается вдоль двух осей (ось X и ось Y). [Для определения направления перемещения при 4-контактном вводе]
1) Направление записанных импульсов непостоянно.
Например, состояние останова может быть задано во время режима записи коррекции, может быть введено состояние отключения сервосистемы, или возможно изменение направления.
2) Инструмент перемещается вдоль двух осей (ось X и ось Z).
3) Направление, указанное сигналом записи коррекции на инструмент, не соответствует направлению перемещения оси.
5220
РЕЖИМ РЕГУЛИРОВКИ РЕФЕРЕНТНОЙ ТОЧКИ
Для линейной шкалы кодировки расстояния I/F параметр автоматического задания референтной точки (ном.1819#2) имеет значение «1». Переместить станок на референтную позицию вручную и выполнить возврат на референтную позицию вручную.
5257
G41/G42 ЗАПРЕЩЕНЫ В РЕЖИМЕ MDI
Коррекция на радиус инструмента/на радиус вершины инструмента была задана в режиме MDI. (В зависимости от настройки параметра MCR (ном. 5008#4))
5303
ОШИБКА СЕНСОРНОЙ ПАНЕЛИ
Сенсорная панель не подключена правильно или не может быть инициализирована при включении питания. Устраните причину, затем снова включите питание.
5305
НЕВЕРНЫЙ НОМЕР ШПИНДЕЛЯ
В функции выбора шпинделя по адресу P для управления несколькими шпинделями,
1) Адрес P не задан.
2) P-код для выбора шпинделя не задан в параметре ном. 3781.
3) Задан неверный G-код, невозможный с командой S_P_;.
4) Многошпиндельное управление не активировано, так как бит 1 (EMS) параметра ном. 3702 имеет значение 1.
5) Номер усилителя шпинделя для каждого шпинделя не задан в параметре ном. 3717.
6) Команда шпинделя выполнена из контура, в котором она запрещена (параметр ном. 11090).
7) Неверная настройка параметра ном. 11090.
5306
ОШИБКА ПЕРЕКЛЮЧЕНИЯ РЕЖИМА
Не удалось выполнить переключение режима при активации. Попытка выполнить быстрый вызов макропрограммы была сделана не в состоянии сброса или во время сброса либо аварийного останова.
5329
М98 И КОМАНДА ЧПУ В ОДНОМ БЛОКЕ
Вызов подпрограммы, не являющейся единичным блоком, был задан в режиме постоянного цикла.
5339
КОМАНДА В НЕВЕРНОМ ФОРМАТЕ ВЫПОЛНЕНА ПРИ
СИНХ./СМЕШ./НАЛОЖ. УПРАВЛЕНИИ.
1. Недействительно значение P, Q или L, заданное посредством G51.4/G50.4/G51.5/G50.5/G51.6/G50.6.
2. Двойное значение задан параметром ном. 12600.
5346
ВОЗВРАТ НА РЕФЕРЕНТНУЮ ТОЧКУ
Не выполнено назначение координат для оси контурного управления
Cs. Выполните ручной возврат на референтную позицию.
1) Если назначение координат Cs выполнено для оси Cs, для которой сигнал состояния референтной позиции оси CsCSPENx имеет значение 0
2) Если данные позиции не отправлены усилителем шпинделя
3) Если состояние отключения сервосистемы введено во время запуска назначения координат оси Cs
4) Если состояние аварийного останова введено во время назначения координат оси Cs
5) Если ось Cs находится в режиме синхронного или наложенного управления
6) Если предпринята попытка отменить комплексное управление для оси Cs во время назначения координат оси Cs
7) Если предпринята попытка запустить синхронное, комплексное или наложенное управление для оси Cs во время назначения координат оси Cs
5362
ПРЕОБРАЗОВАНИЕ ДЮЙМ/ММ В РЕФ. ПОЗ.
Преобразование дюймы/метрические единицы было выполнено в позиции, отличной от референтной позиции. Выполните преобразование дюймы/метрические единицы после возврата на референтную позицию.
5391
НЕВОЗМОЖНО ИСПОЛЬЗОВАТЬ G92
Невозможно задать настройку системы координат заготовки G92.
1) После того, как коррекция на длину инструмента была изменена коррекция по типу смещения на длину инструмента, команда G92 была задана без абсолютной команды.
2) Команда G92 была задана в блоке, содержащем G49.
5395
ПРЕВЫШЕНИЕ КОЛИЧЕСТВА ОСЕЙ CS
Число осей, назначаемых для осевого контурного управления Cs, превышает максимально допустимое в системе число. Проверьте параметр ном. 1023. При возникновении этого сигнала тревоги состояние аварийного останова нельзя сбросить.
5445
НЕВОЗМОЖНО ЗАДАТЬ ПЕРЕМЕЩЕНИЕ В G39
Круговая интерполяция в углу (G39) для коррекции на радиус инструмента/на радиус вершины инструмента задана не отдельно, а с командой перемещения.
5446
ИЗБЕЖАНИЕ В G41/G42 НЕВОЗМОЖНО
Поскольку отсутствует вектор избежания столкновения, функция избежания столкновения для коррекции на радиус инструмента/на радиус вершины инструмента не работает.
5447
ОПАСНОЕ ИЗБЕЖАНИЕ В G41/G42
Операция функции избежания столкновения для коррекции на радиус инструмента/на радиус вершины инструмента ведет к опасности.
5448
ИЗБЕЖАНИЕ СТОЛКНОВЕНИЯ В G41/G42
В функции избежания столкновения для коррекции на радиус инструмента/на радиус вершины инструмента созданный вектор избежания столкновения приводит к последующему столкновению.
-
08-08-2017, 12:44 PM
#1

Member
Dear forum, I am in need of help regarding an APC alarm due to battery failiure over the summer vacation and I think the machine dealer is trying to rip me off.
We had replaced the backup batteries on our machine this spring, so they were nowhere near old. Over previous summer vacations we’ve had a voltage alarm, but never actually lost any parameters.(Note i have tried searching the forum, but none of the previous threads have yielded a solution.)
The machine is a millturn DOOSAN PUMA 2600LSY with fanuc i-series control
We have the following alarms:
PS0302 SETTING THE REFERENCE POSITION WITHOUT DOG IS NOT PERFORMED (after trying to zero the axes)
DS0300 (Y) APC ALARM: NEED REF. RETURN
DS0300 (Z) APC ALARM: NEED REF. RETURN
DS0300 (B) APC ALARM: NEED REF. RETURNThe service guy at the dealer in my country say they have to send a technician for a full day to fix this issue. The problem is we are far away from them and they will bill a huge amount just on travel expenses. (our last visit from them landed in the 10 000 dollar range.)
When I ask if it is possible to do this remotely he just say it is not possible. I am afraid they are just trying to exploit the situation. Thoughts?They state that the encoders need to be calibrated for all of the X, Y, Z, and sub-spindle (B) axes, and that X and Y is difficult because the Y-axis uses the X-axis as slave.
We do have a disk with all the original machine parameters.
Any help would be greatly appreciated.
Thanks,
Daniel
-
08-09-2017, 05:13 AM
#2
Registered
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
Originally Posted by DanielBamek
Dear forum, I am in need of help regarding an APC alarm due to battery failiure over the summer vacation and I think the machine dealer is trying to rip me off.
We had replaced the backup batteries on our machine this spring, so they were nowhere near old. Over previous summer vacations we’ve had a voltage alarm, but never actually lost any parameters.(Note i have tried searching the forum, but none of the previous threads have yielded a solution.)
The machine is a millturn DOOSAN PUMA 2600LSY with fanuc i-series control
We have the following alarms:
PS0302 SETTING THE REFERENCE POSITION WITHOUT DOG IS NOT PERFORMED (after trying to zero the axes)
DS0300 (Y) APC ALARM: NEED REF. RETURN
DS0300 (Z) APC ALARM: NEED REF. RETURN
DS0300 (B) APC ALARM: NEED REF. RETURNThe service guy at the dealer in my country say they have to send a technician for a full day to fix this issue. The problem is we are far away from them and they will bill a huge amount just on travel expenses. (our last visit from them landed in the 10 000 dollar range.)
When I ask if it is possible to do this remotely he just say it is not possible. I am afraid they are just trying to exploit the situation. Thoughts?They state that the encoders need to be calibrated for all of the X, Y, Z, and sub-spindle (B) axes, and that X and Y is difficult because the Y-axis uses the X-axis as slave.
We do have a disk with all the original machine parameters.
Any help would be greatly appreciated.
Thanks,
DanielThis is not a parameter problem this is zero position loss.
Organising a technician will be required to re position all the axes to their correct home positions then calibrating your tool setter, but to be fair, I have instructed remote savvy customers in the procedure over the phone before************************************************** *********
*~~Darwinian Man, though well-behaved, At best is only a monkey shaved!~~*
************************************************** *********
*__________If you feel inclined to pay for the support you receive__________*
*_______Please give to charity https://www.oxfam.org.au/get-involved/_______*
************************************************** *********
-
08-09-2017, 06:40 AM
#3
Member
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
Thank you for your reply.
After fiddling around a little bit yesterday i figured out what went wrong when following the procedures i found on this forum.
What I did was enabling PWE
Set parameter 1815 APC (x) to 1 and restarted. At this point I expected to be able to move the x-axis. I was not. Then i set this back to 0 and set APC (Y) to 1 and restarted. I now expected to be able to move Y but wasn’t.
I discovered that when setting APC (x) to 1 I was able to move Y and vice verca. When I then set it back to zero the alarm for that axis went away. ( i did not set it to the correct position though as I was just fiddling around)We do have markers showing where the zero point should be (red plastic markers screwed in to the covers). My plan is to move the machine to these positions and do the above procedure for all the axes.
Can you tell me if I am on the correct path?
Thanks.
-
08-09-2017, 06:43 AM
#4
Registered
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
kinda you need to be a bit more accurate than using the markers. you can get away with it for Z and B but the X & Y you should clock up with a DTI. also the X home position is not the same as the X0 position so you need to move from X0 (clocked) to the value in parameter 1240 then set APZ
************************************************** *********
*~~Darwinian Man, though well-behaved, At best is only a monkey shaved!~~*
************************************************** *********
*__________If you feel inclined to pay for the support you receive__________*
*_______Please give to charity https://www.oxfam.org.au/get-involved/_______*
************************************************** *********
-
08-09-2017, 06:46 AM
#5
Member
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
Hmm. Okay thank you! I will look in to this and see what i can do.
-
08-09-2017, 06:49 AM
#6
Member
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
Sorry for the double post but i got to thinking: When clocking it up with the DTI, what will be my reference? How do I know that I have the zero, if you understand what i mean?
-
08-10-2017, 03:02 PM
#7
Member
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
clock it to zero
press pos
press rel
press X0 then press the preset button
Press system button
Type in 1240 and press no search
if value in X is 300000
press pos rel
Wind X axis until it says 300mm
Press system
Type in 1815 press no srch
cursor to x axis and change the apz to 1
power down
power up
turn off pwe
-
09-11-2017, 07:24 PM
#8
Member
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
Hi again guys.
So I have replaced the dead batteries.
Upon starting the machines all of the 1815 APC parameters were set to one. I understand now that I have to find the correct zero for each axis and then set the APC parameters back to zero, This is all fine,
The problem is:Now I am not able to move the x and y axis at all! Last time I had a try at this I was able to move these axes depending on which APC parameter i had set to one.
Does anybody know why I am unable to move the axes? They are not far away from their original zero point.
I tried setting the zero at their current position, restarted the machine, and all alarms were gone. I can move Z and B, but X and Y are not moving.Thanks!
-
09-12-2017, 10:09 PM
#9
Member
Can you put up picture of parameter 1815
UOTE=DanielBamek;2092204]Hi again guys.
So I have replaced the dead batteries.
Upon starting the machines all of the 1815 APC parameters were set to one. I understand now that I have to find the correct zero for each axis and then set the APC parameters back to zero, This is all fine,
The problem is:Now I am not able to move the x and y axis at all! Last time I had a try at this I was able to move these axes depending on which APC parameter i had set to one.
Does anybody know why I am unable to move the axes? They are not far away from their original zero point.
I tried setting the zero at their current position, restarted the machine, and all alarms were gone. I can move Z and B, but X and Y are not moving.Thanks![/QUOTE]
-
09-13-2017, 04:28 AM
#10
Registered
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
************************************************** *********
*~~Darwinian Man, though well-behaved, At best is only a monkey shaved!~~*
************************************************** *********
*__________If you feel inclined to pay for the support you receive__________*
*_______Please give to charity https://www.oxfam.org.au/get-involved/_______*
************************************************** *********
-
09-13-2017, 05:01 PM
#11
Member
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
I figured it out! The reason i was unable to move X and Y was because i had APZ parameter for these set to zero. (z and B was moveable with APZ set to 0 for some reason)
First i set the zero point approximately, using the markers for the zero point in the machine. After this was set my alarms was gone, so i Turned a small piece of aluminum and measured the center point of X and Y directions on the turned part. After correcting the error (from the rough setting) it is working PERFECTLY.
It is actually better than before because we earlier suspected Y was off (got a small tap left when face turning to the center) — now it is all gone.Thank you so much for all your help. The level of satisfaction is 9000!! The fact that the machine seller didnt want to help me without sending a technician does it all so much better
-
09-13-2017, 05:22 PM
#12
Member
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
Originally Posted by MysticMonkey
Thank you for the tip, buy oh wow that seems like a complicated way of doing it.
So this is what i did:1) Moved Z-axis and B-axis to their marked Zero point and set the zero for them by changing parameter 1815 APZ from 1 to 0 to 1 for the respective axis and restarted the machine. Now zero for these are set. (i do not care to much about accuracy for home zero for these two axes, it is only relative to the measuring probe anyway and I felt that the markers would make it good enough)
2) Moved X-axis and Y-axis to their marked Zero point.
3) Mounted a measuring indicator in the rotating tool holder
4) Using the indicator i rougly found the center of the chuck just to have a reference (by using the inner diameter)
5) Left Y axis at zero and moved X axis to the value stated in parameter 1250 (i think, have to double check)
6) Set APZ on these two axes from 1 to 0 to 1. Restarted machine
7) After power on all alarms are gone
turned a small shaft and measured the center point of this in X and Y direction. Here i found a small error in my zero point, so i corrected for this by using the steps above.
Finished!As far as I can measure my error now is down to 0,003mm on Y axis and 0.004mm on X axis. My plan is to design a test piece to check for errors. I will machine this and measure it, and then calculate needed corrections (if any)
-
09-15-2020, 10:45 PM
#13
Originally Posted by DanielBamek
Thank you for the tip, buy oh wow that seems like a complicated way of doing it.
So this is what i did:1) Moved Z-axis and B-axis to their marked Zero point and set the zero for them by changing parameter 1815 APZ from 1 to 0 to 1 for the respective axis and restarted the machine. Now zero for these are set. (i do not care to much about accuracy for home zero for these two axes, it is only relative to the measuring probe anyway and I felt that the markers would make it good enough)
2) Moved X-axis and Y-axis to their marked Zero point.
3) Mounted a measuring indicator in the rotating tool holder
4) Using the indicator i rougly found the center of the chuck just to have a reference (by using the inner diameter)
5) Left Y axis at zero and moved X axis to the value stated in parameter 1250 (i think, have to double check)
6) Set APZ on these two axes from 1 to 0 to 1. Restarted machine
7) After power on all alarms are gone
turned a small shaft and measured the center point of this in X and Y direction. Here i found a small error in my zero point, so i corrected for this by using the steps above.
Finished!As far as I can measure my error now is down to 0,003mm on Y axis and 0.004mm on X axis. My plan is to design a test piece to check for errors. I will machine this and measure it, and then calculate needed corrections (if any)
Can anyone tell me if the 1815 apz is normally at 0 when the APC alarms comes on? My upper turret is 1, but my turret with the alarm is 0
-
03-29-2022, 03:35 AM
#14
Junior Member
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
Originally Posted by Numbah1
Can anyone tell me if the 1815 apz is normally at 0 when the APC alarms comes on? My upper turret is 1, but my turret with the alarm is 0
I have the same problem I put 1 in the apz of axis B, when I restart it changes again to 0 alone and the alarm returns
How u fix?
-
03-29-2022, 07:08 AM
#15
Re: DS0300 APC Alarm on DOOSAN PUMA 2600LSY
you need to make a full turn of motor before doing the APZ to 1




 turned a small shaft and measured the center point of this in X and Y direction. Here i found a small error in my zero point, so i corrected for this by using the steps above.
turned a small shaft and measured the center point of this in X and Y direction. Here i found a small error in my zero point, so i corrected for this by using the steps above. -
Костян челябинский
- Кандидат
- Сообщения: 50
- Зарегистрирован: 01 мар 2016, 16:24
- Репутация: 4
- Откуда: Челябинск
- Контактная информация:
Ошибки в FANUC Oi-TD
Доброго всем времени суток. У заказчика стоит токарный станок CNC-20 какого то китайского происхождения. Стойка FANUC Oi-TD. Периодически выпадают сообщения. Все они на фото. А я ведь не настоящий специалист по ЧПУ. Я простой электрик, знающий привод. И не могу найти мануал со списком ошибок. А у клиента он, как обычно, в утере. Может кто расскажет, чего он хочет и как это лечить? Или на литературку какую наведет. Я умный, я разберусь.
Кроилово ведет к попадалову.
-

odekolon
- Мастер
- Сообщения: 1089
- Зарегистрирован: 05 ноя 2014, 14:53
- Репутация: 358
- Настоящее имя: Борис
- Контактная информация:
Re: Ошибки в FANUC Oi-TD
Сообщение
odekolon » 12 сен 2016, 21:57
на самом деле, подозреваю, что крутые специалисты по фанукам , здесь не тусуются…
я к фануку подошел 2 недели назад, поэтому не стоит мои советы рассматривать как окончательные
сначала я бы почитал мануалы хотя бы отсюда
http://www.chipmaker.ru/files/file/10979/
у фануков, буква M в названии системы означает фрезерный а Т — токарный
таким образом, тебе нужны мануалы на FANUC 0i-D
в каждом мануале часто есть ссылки на другие мануалы этой серии. Дальше — гуглить «FANUC — код мануала — pdf»
потом осмотрел бы все вентиляторы, особенно на драйверах и сервах.
подобные сообщения, может генерить также программа электроавтоматики (PMC) — это «сердце» конкретного станка. ее пишет производитель конкретного станка под свое электрооборудование.
На моем станке — программа запаролена. может оно и к лучшему — сломать труднее.
если сообщения генеряться электроавтоматикой, то понять эти сообщения можно только прочитав РЭ на конкретный станок
но китайцы обычно ленятся писать подробно и понятно
в общем гуглить, читать, думать и опять гуглить..
ЗЫ
а может повезет и откликнется владелец такого же станка!
«Капиталистом стать можно лишь тогда, когда обогатишь свою память знанием всех тех богатств, которые выработало человечество»
-

Lexxa
- Мастер
- Сообщения: 2699
- Зарегистрирован: 16 дек 2011, 16:48
- Репутация: 318
- Настоящее имя: Алексей
- Откуда: ryazan
- Контактная информация:
Re: Ошибки в FANUC Oi-TD
Сообщение
Lexxa » 13 сен 2016, 15:22
1) проверить вентиляторы. Кроме вентиляторов на сервосистеме есть венттиляторы на самой чпу (это то что с экраном). Гарантированно один из них подклинивает — обычное дело, засирается все пылью. Достаточно продуть и протереть корпус, чтобы кыльчатка не застревала.
2) ошибки типа ошибка привода шпинделя. У фанука привод шпинделя цепляется не по FSSB а по отдельному кабелю. Кабель этот соединяет ЧПУ (то что с экраном) с приводом. Привода подач соединины последовательно оптикой. Частенько проблема в разъемах.
Более детально вы можете найти информацию в руководстве по тех. обслуживанию и в Connection Manual (hardware) на стойку 0i модель D, если не найдете — ищите на С, там практически все то же самое.
Успехов.
![]()
-
Костян челябинский
- Кандидат
- Сообщения: 50
- Зарегистрирован: 01 мар 2016, 16:24
- Репутация: 4
- Откуда: Челябинск
- Контактная информация:
Re: Ошибки в FANUC Oi-TD
Сообщение
Костян челябинский » 15 сен 2016, 07:32
Ура. Спасибо господину odekolon, что дал файлы с мануалами. В одном из них нашлись расшифровки. Но, блин, для чайника они мало что говорят. Может кто подробнее сможет описать их?
SP1220
ОТСУТСТВУЕТ УСИЛИТЕЛЬ ШПИНДЕЛЯ
Или кабель, подсоединенный к усилителю последовательного шпинделя, порван, или усилитель последовательного шпинделя не подключен.
Куда смотреть? Где обычно этот усилитель находится?
SP1982
ОШИБКА УСИЛИТЕЛЯ ПОСЛЕД.
ШПИНДЕЛЯ
Произошла ошибка в ходе считывания данных с SIC–LSI на последовательной стороне усилителя шпинделя.
Что есть этот самый SIC–LSI?
Я, конечно, гуглом пользоваться умею. И найду в конце концов ответы. Но если кому не лень разжевать, уж пожалуйста, не проходите мимо.
Вентиляторы проверять буду. Уже кондиционер продул.
Кроилово ведет к попадалову.
-
odekolon
- Мастер
- Сообщения: 1089
- Зарегистрирован: 05 ноя 2014, 14:53
- Репутация: 358
- Настоящее имя: Борис
- Контактная информация:
Re: Ошибки в FANUC Oi-TD
Сообщение
odekolon » 15 сен 2016, 08:45
вероятнее всего, это ошибка драйвера шпинделя, найди, его в шкафу электроавтоматики и ,если возможно, аккуратно разбери осмотри вентилятор (возможна ошибка перегрева) осмотри платы на предмет вздутых электролитических конденсаторов(не знаю как у фанука, а вообще, обычное дело), проверь нет ли заеданий в шпинделе, может тупо сил нет крутить, вот и греется.
ps
советы чисто теоретические, но я начал бы с этого.
psps
Нужно еще определить марку драйвера и рыть документацию по нему.
«Капиталистом стать можно лишь тогда, когда обогатишь свою память знанием всех тех богатств, которые выработало человечество»
-
Костян челябинский
- Кандидат
- Сообщения: 50
- Зарегистрирован: 01 мар 2016, 16:24
- Репутация: 4
- Откуда: Челябинск
- Контактная информация:
Re: Ошибки в FANUC Oi-TD
Сообщение
Костян челябинский » 25 сен 2016, 10:52
Если кому интересно, отписываюсь. Победил эту гадость не я, а механоиды. Они чего то там поколдовали с гидравликой, давление в системе приподнялось и как бабка отшептала. Но заказчик не унимается и нарезал новую задачу. Сзади на шпинделе есть два датчика. Вроде как должны контролировать зажим заготовки пневматикой. Но:
1. Вне зависимости от того, зажат патрон или нет, один всегда горит, второй всегда погашен
2. Их показания ни как не влияют на работу стойки. То есть ЧПУ всегда в курсе, зажат патрон или нет.
Отсюда вопрос, чоо это за датчики, почему они не дают ошибку и как организовать «ОРДНУНГ»
- Вложения
-
Кроилово ведет к попадалову.
-
Lexxa
- Мастер
- Сообщения: 2699
- Зарегистрирован: 16 дек 2011, 16:48
- Репутация: 318
- Настоящее имя: Алексей
- Откуда: ryazan
- Контактная информация:
Re: Ошибки в FANUC Oi-TD
Сообщение
Lexxa » 25 сен 2016, 23:00
В KEEP RELAY замаскировано.
Костян челябинский писал(а):вентиляторы проверять буду. Уже кондиционер продул.
Вентиляторы надо было в первую очередь!
![]()
-
Костян челябинский
- Кандидат
- Сообщения: 50
- Зарегистрирован: 01 мар 2016, 16:24
- Репутация: 4
- Откуда: Челябинск
- Контактная информация:
Re: Ошибки в FANUC Oi-TD
Сообщение
Костян челябинский » 26 сен 2016, 07:48
Ну и тогда вопрос, а почему при ЛЮБОМ положении патрона один датчик горит, а второй нет. Но это не главное. Ответ на этот вопрс даст полковник Ясенпень. Потому что датчики разрегулированы. А вот почему это не влияет на работу станка, как станок понимает без этих датчиков, что патрон зажат или не зажат — вот где непонятки для меня.
Кроилово ведет к попадалову.
-
Lexxa
- Мастер
- Сообщения: 2699
- Зарегистрирован: 16 дек 2011, 16:48
- Репутация: 318
- Настоящее имя: Алексей
- Откуда: ryazan
- Контактная информация:
Re: Ошибки в FANUC Oi-TD
Сообщение
Lexxa » 26 сен 2016, 09:26
ясенпень угадал.
Потому что в Keep Relay включен бит, который говорит станку не обращать внимания на эти датчики.
ЭА может быть написана так, что сигналом «патрон зажат» / «патрон разжат» выступает выход исполнительного элемента — выход на соотвествующий гидрораспределитель.
![]()
Fanuc 10/11/12 Alarm /Error codes for CNC machinists.

Contents
- Fanuc 10/11/12 Alarm Codes
- Program Errors/Alarms (P/S alarm)
- SR Alarms
- Parameter Enable Switch Alarm (SW ALARM)
- Servo Alarm (SV ALARM)
- Overtravel Alarm (OT ALARM)
- File Access Alarm (IO ALARM)
- Power Mmust Be Turned Off Alarm (PW ALARM)
- Overheat Alarm (OH ALARM)
- PC Errors
- Graphic RAM Parity
Fanuc 10/11/12 Alarm Codes
Program Errors/Alarms (P/S alarm)
Program Errors /Alarms on program and operation (P/S alarm)
- PS003 TOO MANY DIGIT
- PS006 ILLEGAL USE OF NEGATIVE VALUE
- PS007 ILLEGAL USE OF DECIMAL POINT
- PS010 IMPROPER G–CODE
- PS011 IMPROPER NC–ADDRESS
- PS012 INVALID BREAK POINT OF WORDS
- PS013 ILLEGAL POS. OF PROGRAM NO.
- PS014 ILLEGAL FORMAT OF PROGRAM NO.
- PS015 TOO MANY WORD IN ONE BLOCK
- PS016 EOB NOT FOUND
- PS017 ILLEGAL MODE FOR GOTO/WHILE/DO
- PS058 S–COMMAND OUT OF RANGE
- PS060 SEQUENCE NUMBER NOT FOUND
- PS061 NO P, Q COMMAND AT G70–G72
- PS062 ILL COMMAND IN G70–G76
- PS063 P, Q BLOCK NOT FOUND
- PS064 SHAPE PROGRAM NOT MONOTONOUS
- PS065 ILL COMMAND IN P–BLOCK
- PS066 ILL COMMAND IN PROGRAM
- PS067 G70–G73 IN FORBIDDEN MODE
- PS069 ILL COMMAND IN Q–BLOCK
- PS076 PROGRAM NOT FOUND
- PS077 PROGRAM IN USE
- PS090 DUPLICATE NC, MACRO STATEMENT
- PS091 DUPLICATE SUB–CALL WORD
- PS092 DUPLICATE MACRO–CALL WORD
- PS093 DUPLICATE NC–WORD & M99
- PS094 USE ’G’ AS ARGUMENT
- PS095 TOO MANY TYPE–2 ARGUMENT
- PS100 CANCEL WITHOUT MODAL CALL
- PS110 OVERFLOW: INTEGER
- PS111 OVERFLOW: FLOATING
- PS112 ZERO DIVIDE
- PS114 VARIABLE NO. OUT OF RANGE
- PS115 READ PROTECTED VARIABLE
- PS116 WRITE PROTECTED VARIABLE
- PS118 TOO MANY BRACKET NESTING
- PS119 ARGUMENT VALUE OUT OF RANGE
- PS121 TOO MANY SUB,MACRO NESTING
- PS122 TOO MANY MACRO NESTING
- PS123 MISSING END STATEMENT
- PS124 MISSING DO STATEMENT
- PS125 ILLEGAL EXPRESSION FORMAT
- PS126 ILLEGAL LOOP NUMBER
- PS128 SEQUENCE NUMBER OUT OF RANGE
- PS131 MISSING OPEN BRACKET
- PS132 MISSING CLOSE BRACKET
- PS133 MISSING ‘=’
- PS134 MISSING ‘,’
- PS135 MACRO STATEMENT FORMAT ERROR
- PS136 DFA STATEMENT FORMAT ERROR
- PS137 IF STATEMENT FORMAT ERROR
- PS138 WHILE STATEMENT FORMAT ERROR
- PS139 SETVN STATEMENT FORMAT ERROR
- PS141 ILLEGAL CHARACTER IN VAR. NAME
- PS142 TOO LONG V–NAME (SETVN)
- PS143 BPRNT/DPRNT STATEMENT FORMAT ERROR
- PS144 G10 FORMAT ERROR
- PS145 G10.1 TIME OUT
- PS146 G10.1 FORMAT ERROR
- PS180 ALL PARALLEL AXES IN PARKING
- PS181 ZERO RETURN NOT FINISHED
- PS182 CIRCLE CUT IN RAPID (F0)
- PS183 TOO MANY SIMULTANEOUS AXES
- PS184 TOO LARGE DISTANCE
- PS185 ZERO RETURN CHECK (G27) ERROR
- PS186 ILLEGAL PLANE SELECT
- PS187 FEED ZERO (COMMAND)
- PS188 PARAMETER ZERO (DRY RUN)
- PS190 PARAMETER ZERO (CUT MAX)
- PS191 OVER TOLERANCE OF RADIUS
- PS192 ILLEGAL LEAD COMMAND (G34)
- PS194 ZERO RETURN END NOT ON REF
- PS195 ILLEGAL AXIS SELECTED (G96)
- PS196 ILLEGAL DRILLING AXIS SELECTED
- PS197 OTHER AXIS ARE COMMANDED
- PS198 ILLEGAL INDEX ANGLE
- PS199 ILLEGAL COMMAND IN INDEXING
- PS200 PULSCODER INVALID ZERO RETURN
- PS201 G02.1/03.1 FORMAT ERROR (M)
- PS201 ILLEGAL LEAD COMMAND (G35) G02.1/03.1 (T)
- PS205 TURRET REF. NOT FINISHED
- PS206 ILLEGAL TOOL NO.
- PS213 ILLEGAL USE OF G12.1/G13.1
- PS214 ILLEGAL USE OF G–CODE
- PS215 ILLEGAL COMMAND IN G10.6
- PS270 CRC: START_UP /CANCEL BY CIRCLE
- PS271 CRC: PLANE CHANGE
- PS272 CRC: INTERFERENCE
- PS299 ILLEGAL ZERO RETURN COMMAND
- PS300 ILLEGAL ADDRESS
- PS301 MISSING ADDRESS
- PS302 ILLEGAL DATA NUMBER
- PS303 ILLEGAL AXIS NUMBER
- PS304 TOO MANY DIGIT
- PS305 DATA OUT OF RANGE
- PS306 MISSING AXIS NUMBER
- PS307 ILLEGAL USE OF MINUS SIGN
- PS308 MISSING DATA
- PS400 PROGRAM NOT MATCH
- PS410 G37 IMPROPER AXIS COMMAND
- PS411 G37 SPECIFIED WITH H CODE
- PS412 G37 OFFSET NO. UNASSIGNED
- PS413 G37 SPECIFIED WITH T–CODE
- PS414 G37 OFFSET NO. UNASSIGNED
- PS415 G37 ARRIVAL SGNL NOT ASSERTED
- PS418 SPINDLE & OTHER AXIS MOVE
- PS419 SPINDLE NOT ZERO RETURNED
- PS421 SETTING COMMAND ERROR
- PS422 NOT FOUND TOOL DATA
- PS426 TOO MANY ADDRESSES
- PS427 TOO MANY AXES FOR I–R MOVE
- PS428 MISMATCH AXIS WITH CNR, CHF
- PS429 MISSING VALUE AT CNR, CHF
- PS430 CODE ISN’T G01 AFTER CNR, CHF
- PS431 MISSING MOVE AFTER CNR, CHF
- PS437 ILLEGAL LIFE GROUP NUMBER
- PS438 GROUP NOT FOUND AT LIFE DATA
- PS439 OVER MAXIMUM TOOL NUMBER
- PS440 T COMMAND NOT FOUND
- PS441 NOT USING TOOL IN LIFE GROUP
- PS442 ILLEGAL T COMMAND AT M06
- PS443 P, L COMMAND NOT FOUND
- PS444 OVER MAXIMUM LIFE GROUP
- PS445 ILLEGAL L COMMAND
- PS446 ILLEGAL H, D, T COMMAND
- PS447 ILLEGAL TYPE OF TOOL CHANGE
- PS448 ILLEGAL FORMAT AT LIFE DATA
- PS449 ILLEGAL TOOL LIFE DATA
- PS580 ENCODE ALARM (PSWD&KEY)
- PS581 ENCODE ALARM (PARAMETER)
- PS610 ILLEGAL G07.1 AXIS
- PS611 ILLEGAL G–CODE USE (G07.1 MODE)
- PS625 TOO MANY G68 NESTING
- PS626 G68 FORMAT ERROR
- PS805 ILLEGAL COMMAND
- PS891 ILLEGAL COMMAND G05
- PS895 ILLEGAL PARAMETER IN G02.3/G03.3
- PS896 ILLEGAL FORMAT IN G02.3/G03.3
- PS897 ILLEGAL COMMAND IN G02.3/G03.3
- PS900 G72.1 NESTING ERROR G72.1
- PS901 G72.2 NESTING ERROR G72.2
SR Alarms
- SR310 H, S, C ERROR
- SR311 H, S, C ERROR
- SR312 H, S, C ERROR
- SR313 H, S, C ERROR
- SR314 H, S, C ERROR
- SR315 H, S, C ERROR
- SR316 H, S, C ERROR
- SR317 H, S, C ERROR
- SR318 H, S, C ERROR
- SR319 H, S, C ERROR
- SR320 H, S, C ERROR
- SR424 OVER MAXIMUM TOOL DATA
- SR590 TH ERROR
- SR591 TV ERROR
- SR592 END OF RECORD
- SR600 PARAMETER OF RESTART ERROR
- SR805 ILLEGAL COMMAND
- SR806 DEVICE TYPE MISS MATCH
- SR807 PARAMETER SETTING ERROR
- SR810 PTR NOT READY
- SR812 OVERRUN ERROR (PTR)
- SR820 DR OFF (1)
- SR 821 CD OFF(1)
- SR822 OVERRUN ERROR (1)
- SR823 FRAMING ERROR (1)
- SR824 BUFFER OVERFLOW (1)
- SR830 DR OFF (2)
- SR831 CD OFF(2)
- SR832 OVERRUN ERROR (2)
- SR833 FRAMING ERROR (2)
- SR834 BUFFER OVERFLOW (2)
- SR840 DR OFF (3)
- SR841 CD OFF(3)
- SR842 OVERRUN ERROR (3)
- SR843 FRAMING ERROR (3)
- SR844 BUFFER OVERFLOW (3)
- SR860 DR OFF (MODEM CARD)
- SR861 CARRIER DETECT DOWN (ASR33/43)
- SR862 OVERRUN ERROR (MODEM CARD)
- SR863 FRAMING ERROR (MODEM CARD)
- SR864 BUFFER OVERFLOW (MODEM CARD)
- SR880 NOT DRAWING
- SR890 CHECK SUM ERROR (G05)
Parameter Enable Switch Alarm (SW ALARM)
- SW000 PARAMETER ENABLE SWITCH ON
- SW010 BUBBLE FREE MODE AVAILABLE
Servo Alarm (SV ALARM)
- SV000 TACHOGENERATER DISCONNECT
- SV001 EXCESS CURRENT IN SERVO
- SV002 BREAKER (FEED_CTL_UNIT) OFF
- SV003 ABNORMAL CURRENT IN SERVO
- SV004 EXCESS V TO MOTOR
- SV005 EXCESS DISCHARGE I FROM MOTOR
- SV006 VELOCTY UNIT POWER TOO LOW
- SV008 EXCESS ERROR (STOP)
- SV009 EXCESS ERROR (MOVING)
- SV010 EXCESS DRIFT COMPENSATION
- SV011 LSI OVERFLOW
- SV012 MOTION VALUE OVERFLOW
- SV013 IMPROPER V_READY OFF
- SV014 IMPROPER V_READY ON
- SV015 PULSE CODER DISCONNECTED
- SV017 ILL POSITION CONTROL LSI
- SV018 INCORRECT DSCG FREQUENCY
- SV019 INCORRECT PULSE CODER PULSE
- SV020 INCORRECT PHASE SHIFT VALUE
- SV021 1–REV PULSE SIGNAL INCORRECT
- SV022 1–REV PULSE MISSING
- SV023 SV OVERLOAD
- SV025 V_READY ON (INITIALIZING)
- SV026 ILLEGAL AXIS ARRANGE
- SV030 EMERGENCY STOP
- SV100 S–COMP. VALUE OVERFLOW
- SV101 DATA ERROR (ABS PCDR)
Overtravel Alarm (OT ALARM)
- OT001 + OVERTRAVEL (SOFT 1)
- OT002 – OVERTRAVEL (SOFT 1)
- OT003 + OVERTRAVEL (SOFT 2)
- OT004 – OVERTRAVEL (SOFT 2)
- OT005 + OVERTRAVEL (SOFT3)
- OT006 – OVERTRAVEL (SOFT3)
- OT007 + OVERTRAVEL (HARD)
- OT008 – OVERTRAVEL (HARD)
- OT021 + OVERTRAVEL (PRE–CHECK)
- OT022 – OVERTRAVEL (PRE–CHECK)
- OT032 NEED ZRN (ABS PCDR)
- OT100 SPINDLE ALARM
- OT101 SPINDLE MOTOR OVERHEAT
- OT102 EXCESS VELOCITY ERROR
- OT103 FUSE F7 BLEW
- OT104 FUSE F1, F2 OR F3 BLEW
- OT105 FUSE AF2 OR AF3 BLEW
- OT106 EXCESS VELOCITY (ANALOG)
- OT107 EXCESS VELOCITY (DIGITAL)
- OT108 VOLTAGE (+24V) TOO HIGH
- OT109 POWER SEMICONDUCTOR OVERLOAD
- OT110 VOLTAGE (+15) TOO LOW
- OT111 VOLTAGE EXCESS (DC LINK)
- OT112 CURRENT EXCESS (DC LINK)
- OT114 ROM ERROR
- OT115 OPTION ALARM
- OT116 DISCONNECTION POS CODER
- OT120 UNASSIGNED ADDRESS (HIGH)
- OT121 UNASSIGNED ADDRESS (LOW)
- OT122 TOO MANY MESSAGE
- OT123 MESSAGE NUMBER NOT FOUND
- OT124 OUTPUT REQUEST ERROR
- OT125 TOO LARGE NUMBER
- OT126 SPECIFIED NUMBER NOT FOUND
- OT127 DI. EIDHW OUT OF RANGE
- OT128 DI. EIDLL OUT OF RANGE
- OT129 NEGATE POS CODER 1 REV ON
- OT130 SEARCH REQUEST NOT ACCEPTED
- OT132 NOT ON RETURN_POINT
- OT150 A/D CONVERT ALARM
- OT151 A/D CONVERT ALARM
File Access Alarm (IO ALARM)
- IO001 BUBBLE TIME OUT ERROR
- IO002 BUBBLE ILLEGAL COMMAND ISSUED
- IO003 BUBBLE TRANSFER MISSING
- IO010 BUBBLE MAP LOOP BROKEN
- IO011 BUBBLE IS ERASED OR UNLOADED
- IO020 BUBBLE TOO MANY PARITY PAGES
- IO021 BUBBLE DATA PARITY ERROR
- IO022 BUBBLE WRITE PROTECTED
- IO030 CHECK SUM ERROR
- IO031 INVALID CODE
- IO032 MEMORY ACCESS OVER RANGE
Power Mmust Be Turned Off Alarm (PW ALARM)
- PW000 POWER MUST BE OFF
- PW100 ILLEGAL PARAMETER (S–COMP.)
Overheat Alarm (OH ALARM)
- OH000 MOTOR OVERHEAT
- OH001 LOCKER OVERHEAT
PC Errors
- PC010 PC ERROR
- PC020 PC ERROR
- PC030 PC ERROR
- PC500 WATCH DOG ALARM
- PC510 MIC TYPE MISS MATCH
Graphic RAM Parity
- SB010 GRAPHIC RAM PARITY
- SB011 GRAPHIC RAM PARITY (WORK)
- SB011 GRAPHIC RAM PARITY (RED)
- SB011 GRAPHIC RAM PARITY (GREEN)
- SB011 GRAPHIC RAM PARITY (BLUE)
![]()
|
B—64144RU/01 |
ПРИЛОЖЕНИЕ |
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
|
SVPM |
Обнаружение |
|||
|
индикация |
||||
|
Ном. |
Сообщение |
неисправности и способ |
Описание |
|
|
(*1) |
устранения |
|||
|
STATUS1 |
||||
7n51 SPN_n_ : LOW VOLT DC LINK (ШПИНДЕЛЬ _n_ : НИЗКОЕ НАПРЯЖЕНИЕ ЦЕПИ ПОСТОЯННОГО ТОКА)
7n52 SPN_n_ : ITP SIGNAL ABNORMAL I (ШПИНДЕЛЬ _n_ : НЕВЕРНЫЙ СИГНАЛ ITP I)
7n53 SPN_n_ : ITP SIGNAL ABNORMAL I (ШПИНДЕЛЬ _n_ : НЕВЕРНЫЙ СИГНАЛ ITP II)
7n54 SPN_n_ : OVERLOAD CURRENT (ШПИНДЕЛЬ _n_ : ПЕРЕГРУЗКА ПО ТОКУ)
7n58 SPN_n_ : OVERLOAD IN
SVPM
7n73 SPN_n_ : MOTOR SENSOR DISCONNECTED (ШПИНДЕЛЬ _n_ : РАЗРЫВ СОЕДИНЕНИЯ С ДАТЧИКОМ МОТОРА)
7n74 SPN_n_ : CPU TEST ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ТЕСТИРОВАНИЯ ЦП)
7n75 SPN_n_ : CRC ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА CRC)
7n79 SPN_n_ : INITIAL TEST ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ПЕРВОНАЧАЛЬНОГО ТЕСТИРОВАНИЯ)
|
51 |
1 |
Проверьте |
и отрегули- |
Обнаружен |
спад входного |
|
руйте напряжение источ- |
напряжения. |
(Мгновенный |
|||
|
ника питания. |
сбой в питании или плохой |
||||
|
2 |
Замените MC. |
контакт MC) |
|||
|
52 |
1 |
Заменитепечатнуюплату |
Обнаружена неисправность в |
||
|
управления SVPM. |
интерфейсе ЧУ (прекратился |
||||
|
2 |
ЗаменитевЧПУпечатную |
сигнал ITP). |
|||
|
плату интерфейса шпин- |
|||||
|
деля. |
|||||
|
53 |
1 |
Заменитепечатнуюплату |
Обнаружена неисправность в |
||
|
управления SVPM. |
интерфейсе ЧУ (прекратился |
||||
|
2 |
ЗаменитевЧПУпечатную |
сигнал ITP). |
|||
|
плату интерфейса шпин- |
|||||
|
деля. |
|||||
|
54 |
Измените состояние наг- |
Обнаружена |
перегрузка по |
||
|
рузки. |
току. |
||||
|
58 |
1 |
Проверьте состояние ох- |
Температура радиатора чрез- |
||
|
лаждения SVPM. |
мерно возросла. |
||||
|
2 |
Замените |
устройство |
|||
|
SVPM. |
|||||
|
73 |
1 |
Замените кабель обрат- |
Отсутствует сигнал обратной |
||
|
ной связи. |
связи с датчиком мотора. |
||||
|
2 |
Проверьте |
состояние |
|||
|
действие |
экранирова- |
||||
|
ния. |
|||||
|
3 |
Проверьте |
и устраните |
|||
|
неполадки всоединении. |
|||||
|
4 |
Отрегулируйте датчик. |
||||
|
74 |
Замените печатную плату |
При тестировании ЦП обна- |
|||
|
управления SVPM. |
ружена ошибка. |
|
75 |
Замените печатную плату |
При тестировании CRC обна- |
|
управления SVPM. |
ружена ошибка. |
79Замените печатную плату При операции первоначальуправления SVPM. ного тестировании обнару-
жена ошибка.
837

|
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
ПРИЛОЖЕНИЕ |
B—64144RU/01 |
|||
|
SVPM |
Обнаружение |
||||
|
индикация |
|||||
|
Ном. |
Сообщение |
неисправности и способ |
Описание |
||
|
(*1) |
устранения |
||||
|
STATUS1 |
|||||
|
7n81 |
SPN_n_ : 1-ROT MOTOR |
81 |
1 |
Проверьте и исправьте |
Нельзя безошибочно обна- |
|
SENSOR ERROR |
параметр. |
ружитьсигналодногооборота |
|||
|
(ШПИНДЕЛЬ _n_ : |
2 |
Замените кабель обрат- |
датчика мотора. |
||
|
ОШИБКА |
ной связи. |
||||
|
ДАТЧИКА 1 |
3 |
Отрегулируйте датчик. |
|||
|
ОБОРОТА |
|||||
|
МОТОРА) |
|||||
|
7n82 |
SPN_n_ : NO 1-ROT MOTOR |
82 |
1 |
Замените кабель обрат- |
Не выдается сигнал одного |
|
SENSOR |
ной связи. |
оборота датчика мотора. |
|||
|
(ШПИНДЕЛЬ _n_ : |
2 |
Отрегулируйте датчик. |
|||
|
ОТСУТСТВИЕ |
|||||
|
СИГНАЛА |
|||||
|
ДАТЧИКА 1 |
|||||
|
ОБОРОТА |
|||||
|
МОТОРА) |
|||||
|
7n83 |
SPN_n_ : MOTOR SENSOR |
83 |
1 |
Замените кабель обрат- |
В сигнале обратной связи |
|
SIGNAL ERROR |
ной связи. |
датчика мотора обнаружен |
|||
|
(ШПИНДЕЛЬ _n_ : |
2 |
Отрегулируйте датчик. |
сбой. |
||
|
ОШИБКА |
|||||
|
СИГНАЛА |
|||||
|
ДАТЧИКА |
|||||
|
МОТОРА) |
|||||
|
7n97 |
SPN_n_ : OTHER SPINDLE |
97 |
Замените SVPM. |
Обнаружен другой сбой. |
|
|
ALARM |
|||||
|
(ШПИНДЕЛЬ _n_ : |
|||||
|
СИГНАЛ ТРЕВОГИ |
|||||
|
ДРУГОГО |
|||||
|
ШПИНДЕЛЯ) |
|||||
|
7n98 |
SPN_n_ : OTHER CONVER- |
98 |
Замените SVPM. |
Обнаружен другой сбой. |
|
|
TER ALARM |
|||||
|
(ШПИНДЕЛЬ _n_ : |
СИГНАЛ ТРЕВОГИ ДРУГОГО КОНВЕРТОРА)
838

|
B—64144RU/01 |
ПРИЛОЖЕНИЕ |
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
|
SVPM |
Обнаружение |
||||||||
|
индикация |
|||||||||
|
Ном. |
Сообщение |
неисправности и способ |
Описание |
||||||
|
(*1) |
|||||||||
|
устранения |
|||||||||
|
STATUS1 |
|||||||||
|
9001 |
SPN_n_ : MOTOR |
01 |
1 |
Проверьте и |
исправьте |
Внутренняя |
температура |
||
|
OVERHEAT |
периферийную температуру |
мотора превышает задан- |
|||||||
|
(ОСЬ n : |
и состояние нагрузки. |
ный уровень. Мотор ис- |
|||||||
|
ПЕРЕГРЕВ |
2 |
Если охлаждающий вентил- |
пользуется |
с |
превыше- |
||||
|
СЕРВОМОТОРА) |
яторостанавливается, заме- |
нием |
макс. |
допустимой |
|||||
|
ните его. |
непрерывной |
нагрузки, |
|||||||
|
или |
имеется |
неисправ- |
|||||||
|
ность в компоненте систе- |
|||||||||
|
мы охлаждения. |
|||||||||
|
9002 |
SPN_n_ : EX SPEED ERROR |
02 |
1 |
Проверьтеиисправьтеусло- |
Нельзя поддержать ско- |
||||
|
(ШПИНДЕЛЬ _n_ : |
вия резания для снижения |
рость мотора на заданном |
|||||||
|
ОШИБКА |
нагрузки. |
уровне. Обнаружен чрез- |
|||||||
|
ПРЕВЫШЕНИЯ |
2 Исправьте параметр ном. |
мерный крутящий момент |
|||||||
|
СКОРОСТИ) |
4082. |
нагрузки мотора. |
|||||||
|
Недостаточно |
времени |
||||||||
|
ускорения/торможения, |
|||||||||
|
установленного |
в пара- |
||||||||
|
метре ном. 4082. |
|||||||||
|
9004 |
SPN_n_ : INPUT FUSE/ |
04 |
Проверьте состояние входного |
Сбой фазы питания. |
|||||
|
POWER FAULT |
питания SVPM. |
||||||||
|
9006 |
SPN_n_ : THERMAL |
06 |
1 Проверьте и исправьте па- |
Отсоединен датчик темпе- |
|||||
|
SENSOR |
раметр. |
ратуры мотора. |
|||||||
|
DISCONNECT |
2 Замените кабель обратной |
||||||||
|
(ШПИНДЕЛЬ _n_: |
связи. |
||||||||
|
РАЗРЫВ |
|||||||||
|
СОЕДИНЕНИЯ С |
|||||||||
|
ТЕПЛОВЫМ |
|||||||||
|
ДАТЧИКОМ) |
|||||||||
|
9007 |
SPN_n_ : OVERSPEED |
07 |
Проверьте, имеется ли ошибка |
Скорость мотора превы- |
|||||
|
(ШПИНДЕЛЬ _n_ : |
в последовательности. |
сила 115% от номиналь- |
|||||||
|
ПРЕВЫШЕНИЕ |
(Например, проверьте, не за- |
ной скорости. |
|||||||
|
СКОРОСТИ) |
дана ли синхронизация шпи- |
Когда ось шпинделя нахо- |
|||||||
|
нделя, когда вращение шпи- |
дилась в режиме регули- |
||||||||
|
нделя невозможно). |
рования по |
положению, |
|||||||
|
накопилось слишком мно- |
|||||||||
|
го отклонений положения |
|||||||||
|
(во время синхронизации |
|||||||||
|
были |
отключены SFR и |
||||||||
|
SRV). |
|||||||||
|
9009 |
SPN_n_ : OVERHEAT MAIN |
09 |
1 |
Улучшите состояние систе- |
Непредусмотренное |
||||
|
CIRCUIT |
мы охлаждения |
теплоот- |
повышение температурыв |
||||||
|
(ШПИНДЕЛЬ _n_ : |
вода. |
радиаторе |
транзистора |
||||||
|
ПЕРЕГРЕВ |
2 Если останавливается вен- |
мощности. |
|||||||
|
ГЛАВНОЙ ЦЕПИ) |
тилятор охлаждения тепло- |
||||||||
|
отвода, замените уст- |
|||||||||
|
ройство SVPM. |
839

|
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
ПРИЛОЖЕНИЕ |
B—64144RU/01 |
||||
|
SVPM |
Обнаружение |
|||||
|
индикация |
||||||
|
Ном. |
Сообщение |
неисправности и способ |
Описание |
|||
|
(*1) |
STATUS1 устранения
9011 SPN_n_ : OVERVOLT POW CIRCUIT (ШПИНДЕЛЬ _n_ : ЦЕПЬ ПИТАНИЯ С ПЕРЕНАПРЯЖЕНИЕМ)
9012 SPN_n_ : OVERCURRENT POW CIRCUIT (ШПИНДЕЛЬ _n_ : ЦЕПЬ ПИТАНИЯ С ПЕРЕГРУЗКОЙ ПО ТОКУ)
9013
9018 SPN_n_ : SUMCHECK ERROR PGM DATA (ШПИНДЕЛЬ _n_ : ДАННЫЕ ПРОГРАММЫ С ОШИБКОЙ В КОНТРОЛЬНОЙ СУММЕ)
9019 SPN_n_ : EX OFFSET CURRENT U (ШПИНДЕЛЬ _n_ : ЧРЕЗМЕРНОЕ СМЕЩЕНИЕ ТОКА
U)
9020 SPN_n_ : EX OFFSET CURRENT V (ШПИНДЕЛЬ _n_ : ЧРЕЗМЕРНОЕ СМЕЩЕНИЕ ТОКА V)
9021 SPN_n_ : POS SENSOR POLARITY ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ПОЛЯРНОСТИ ДАТЧИКА ПОЛОЖЕНИЯ)
9024 SPN_n_ : SERIAL TRANSFER ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ПОСЛЕДОВАТЕЛЬНОЙ ПЕРЕДАЧИ)
11Проверьте входное напряОбнаружено перенапряжение питания и изменение в жение на участке цепи
|
питании во время торможения |
постоянного тока. |
|||||||
|
мотора. Если напряжение пре- |
||||||||
|
вышает 264 |
В переменного |
|||||||
|
тока, увеличьте полное соп- |
||||||||
|
ротивление питания. |
||||||||
|
12 |
1 Проверьтесостояниеизоля- |
Слишком |
высокий |
ток |
||||
|
ции мотора. |
усилителя на двигателе. |
|||||||
|
2 |
Проверьтепараметрышпин- |
Заданный |
для мотора |
|||||
|
деля. |
параметр |
не |
соответст- |
|||||
|
3 |
Замените устройство SVPM. |
вует модели мотора. |
||||||
|
Плохая изоляция мотора |
||||||||
|
13 |
Замените |
печатную |
плату |
Обнаружена |
неисправн- |
|||
|
управления SVPM. |
соть в цепи |
управления |
||||||
|
SVPM. |
||||||||
|
(внутренний запрос ОЗУ) |
||||||||
|
18 |
Замените |
печатную |
плату |
Обнаружена |
неисправн- |
|||
|
управления SVPM. |
ость в компоненте |
цепи |
||||||
|
управления SVPM. |
||||||||
|
(Неверны |
программные |
|||||||
|
данные ОЗУ). |
|
19 |
Замените устройство SVPM. |
Обнаружена |
неисправн- |
|
ость в компоненте SVPM. |
|||
|
(Неверно исходное значе- |
|||
|
ние для цепи обнаружения |
|||
|
тока U-фазы). |
|||
|
20 |
Замените устройство SVPM. |
Обнаружена |
неисправн- |
|
ость в компоненте SVPM. |
|||
|
(Неверно исходное значе- |
|||
|
ние для цепи обнаружения |
|||
|
тока V-фазы). |
|||
|
21 |
Проверьте и исправьте пара- |
Неверная установка пара- |
|
|
метры. |
метра полярности датчика |
||
|
(ном. 4000#0, 4001#4) |
положения. |
241 Расположите кабель соедиПитание ЧПУ отключено нения шпинделя с ЧПУ в (обычное отключение пи-
|
стороне от кабеля питания. |
тания или |
разорванный |
|
|
2 Замените кабель. |
кабель). |
||
|
Обнаружена |
ошибка |
в |
|
|
данных, передаваемых |
к |
||
|
ЧПУ. |
840

|
B—64144RU/01 |
ПРИЛОЖЕНИЕ |
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
|
SVPM |
Обнаружение |
|||||||||
|
индикация |
||||||||||
|
Ном. |
Сообщение |
неисправности и способ |
Описание |
|||||||
|
(*1) |
||||||||||
|
устранения |
||||||||||
|
STATUS1 |
||||||||||
|
9027 |
SPN_n_ : DISCONNECT |
27 |
Замените кабель. |
Неверный сигнал шифра- |
||||||
|
POS-CODER |
тора положения шпинделя |
|||||||||
|
(ШПИНДЕЛЬ _n_ : |
(разъем JYA3). |
|||||||||
|
РАЗРЫВ |
||||||||||
|
СОЕДИНЕНИЯ С |
||||||||||
|
ШИФРАТОРОМ |
||||||||||
|
ПОЛОЖЕНИЯ) |
||||||||||
|
9029 |
SPN_n_ : SHORTTIME |
29 |
Проверьте и откорректируйте |
На протяжении |
опреде- |
|||||
|
OVERLOAD |
состояние нагрузки. |
ленного периода времени |
||||||||
|
(ШПИНДЕЛЬ _n_ : |
была приложена чрезмер- |
|||||||||
|
КРАТКОВРЕМЕН- |
ная нагрузка. (Данный |
|||||||||
|
НАЯ ПЕРЕГРУЗКА) |
сигнал тревоги выдается |
|||||||||
|
также, когда вал мотора |
||||||||||
|
былзаблокированвсосто- |
||||||||||
|
янии возбуждения). |
||||||||||
|
9030 |
SPN_n_ : OVERCURRENT |
30 |
Проверьте |
и |
отрегулируйте |
На входе основной цепи |
||||
|
POW CIRCUIT |
напряжение |
источника |
пита- |
обнаружена перегрузка по |
||||||
|
(ШПИНДЕЛЬ _n_ : |
ния. |
току. Неуравновешенное |
||||||||
|
ЦЕПЬ ПИТАНИЯ С |
питание. |
|||||||||
|
ПЕРЕГРУЗКОЙ |
||||||||||
|
ПО ТОКУ) |
||||||||||
|
9031 |
SPN_n_ : MOTOR LOCK |
31 |
Проверьте и откорректируйте |
Нельзя поддерживать за- |
||||||
|
(БЛОКИРОВКА |
состояние нагрузки. |
данную |
скорость |
враще- |
||||||
|
ДВИГАТЕЛЯ) |
ния мотора. (Постоянно |
|||||||||
|
присутствовал уровень, не |
||||||||||
|
превышающий |
уровень |
|||||||||
|
SST для команды вра- |
||||||||||
|
щения). |
||||||||||
|
9032 |
SPN_n_ : RAM FAULT |
32 |
Замените |
печатную |
плату |
Обнаружена |
неисправ- |
|||
|
SERIAL LSI |
управления SVPM. |
ность в компоненте цепи |
||||||||
|
(ШПИНДЕЛЬ _n_ : |
управления SVPM. |
|||||||||
|
НЕИСПРАВНА |
(Неисправно |
устройство |
||||||||
|
ПОСЛЕДОВА- |
БИС |
для |
последова- |
|||||||
|
ТЕЛЬНАЯ БИС |
тельной передачи). |
|||||||||
|
ОЗУ) |
||||||||||
|
9033 |
SPN_n_ : SHORTAGE |
33 |
Замените устройство SVPM. |
Заряд основной цепи не |
||||||
|
POWER CHARGE |
был завершен в течение |
|||||||||
|
(ШПИНДЕЛЬ _n_ : |
предписанного |
периода |
||||||||
|
НЕДОСТАТОЧНО |
времени. |
|||||||||
|
ЗАРЯДА |
||||||||||
|
ПИТАНИЯ) |
||||||||||
|
9034 |
SPN_n_ : ОШИБКА |
34 |
Исправьте значениепараметра |
Установлены данные па- |
||||||
|
УСТАНОВКИ |
в соответствии с руко- |
раметра, превышающие |
||||||||
|
ПАРАМЕТРА |
водством. Если номер параме- |
допустимый предел. |
||||||||
|
тра неизвестен, |
подсоедините |
|||||||||
|
плату проверки |
шпинделя и |
|||||||||
|
проверьте обозначенный пара- |
||||||||||
|
метр. |
841

|
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
ПРИЛОЖЕНИЕ |
B—64144RU/01 |
||||||||
|
SVPM |
Обнаружение |
|||||||||
|
индикация |
||||||||||
|
Ном. |
Сообщение |
неисправности и способ |
Описание |
|||||||
|
(*1) |
||||||||||
|
устранения |
||||||||||
|
STATUS1 |
||||||||||
|
9036 |
SPN_n_ : OVERFLOW — |
36 |
Проверьте, не является ли |
Возникла ошибка |
пере- |
|||||
|
ERROR COUNTER |
значение изменения положе- |
полнения счетчика. |
||||||||
|
(ШПИНДЕЛЬ _n_ : |
ния слишком большим, и |
|||||||||
|
ОШИБКА |
исправьте значение. |
|||||||||
|
ПЕРЕПОЛНЕНИЯ |
||||||||||
|
СЧЕТЧИКА) |
||||||||||
|
9037 |
SPN_n_ : SPEED DETECT |
37 |
Исправьте значениепараметра |
Неверная установка пара- |
||||||
|
PAR. ERROR |
в соответствии с руководст- |
метра количества импуль- |
||||||||
|
(ШПИНДЕЛЬ _n_ : |
вом. |
сов в датчике скорости. |
||||||||
|
ОШИБКА |
||||||||||
|
ПАРАМЕТРА |
||||||||||
|
ОБНАРУЖЕНИЯ |
||||||||||
|
СКОРОСТИ) |
||||||||||
|
9041 |
SPN_n_ : 1-ROT POS- |
41 |
1 |
Проверьте |
и |
исправьте |
1 |
Неверный сигнал 1 обо- |
||
|
CODER ERROR |
параметр. |
рота шифратора поло- |
||||||||
|
(ШПИНДЕЛЬ _n_ : |
2 |
Замените кабель. |
жения шпинделя (разъ- |
|||||||
|
ОШИБКА 1 |
ем JYA3). |
|||||||||
|
ОБОРОТА |
2 Ошибка установки па- |
|||||||||
|
ШИФРАТОРА |
раметра |
|||||||||
|
ПОЛОЖЕНИЯ) |
||||||||||
|
9042 |
SPN_n_ : NO 1-ROT. POS- |
42 |
Замените кабель. |
Отключен сигнал 1 обо- |
||||||
|
CODER DETECT |
рота шифратора |
поло- |
||||||||
|
(ШПИНДЕЛЬ _n_ : |
жения шпинделя (разъем |
|||||||||
|
НЕ ОБНАРУЖЕН 1 |
JYA3). |
|||||||||
|
ОБОРОТ |
||||||||||
|
ШИФРАТОРА |
||||||||||
|
ПОЛОЖЕНИЯ) |
||||||||||
|
9046 |
SPN_n_ : SCREW 1-ROT |
46 |
1 |
Проверьте |
и |
исправьте |
Во время операции наре- |
|||
|
POS-COD. ALARM |
параметр. |
зания резьбы обнаружена |
||||||||
|
(ШПИНДЕЛЬ _n_: |
2 |
Замените кабель. |
неисправность, |
|||||||
|
СИГНАЛ ТРЕВОГИ |
аналогичная сигналу тре- |
|||||||||
|
ШИФРАТОРА |
воги 41. |
|||||||||
|
ПОЛОЖЕНИЯ 1 |
||||||||||
|
ОБОРОТА ВИНТА) |
||||||||||
|
9047 |
SPN_n_ : POS-CODER |
47 |
1 |
Замените кабель. |
1 |
Неверный сигнал фазы |
||||
|
SIGNAL |
2 |
Измените расположение ка- |
А/В шифратора по- |
|||||||
|
ABNORMAL |
белей (близкое располо- |
ложения |
шпинделя |
|||||||
|
(ШПИНДЕЛЬ _n_ : |
жение линии питания). |
(разъем JYA3). |
||||||||
|
НЕВЕРНЫЙ |
2 |
Неверное соотношение |
||||||||
|
СИГНАЛ |
между фазой А/В и |
|||||||||
|
ШИФРАТОРА |
сигналом |
1 оборота |
||||||||
|
ПОЛОЖЕНИЯ) |
(несогласованные |
|||||||||
|
периоды |
повторения |
|||||||||
|
импульсов). |
842

|
B—64144RU/01 |
ПРИЛОЖЕНИЕ |
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
|
SVPM |
Обнаружение |
||||
|
индикация |
|||||
|
Ном. |
Сообщение |
неисправности и способ |
Описание |
||
|
(*1) |
|||||
|
устранения |
|||||
|
STATUS1 |
|||||
9050 SPN_n_ : SPNDL CONTROL OVERSPEED (ШПИНДЕЛЬ _n_ : ПРЕВЫШЕНИЕ СКОРОСТИ УПРАВЛЕНИЯ ШПИНДЕЛЕМ)
9051 SPN_n_ : LOW VOLT DC LINK (ШПИНДЕЛЬ _n_ : НИЗКОЕ НАПРЯЖЕНИЕ ЦЕПИ ПОСТОЯННОГО ТОКА)
9052 SPN_n_ : ITP SIGNAL ABNORMAL I (ШПИНДЕЛЬ _n_ : НЕВЕРНЫЙ СИГНАЛ ITP I)
9053 SPN_n_ : ITP SIGNAL ABNORMAL I (ШПИНДЕЛЬ _n_ : НЕВЕРНЫЙ СИГНАЛ ITP II)
9054 SPN_n_ : OVERLOAD — CURRENT (ШПИНДЕЛЬ _n_ : ПЕРЕГРУЗКА ПО ТОКУ)
9058 SPN_n_ : OVERLOAD IN SVPM
9073 SPN_n_ : MOTOR SENSOR DISCONNECTED (ШПИНДЕЛЬ _n_ : РАЗРЫВ СОЕДИНЕНИЯ С ДАТЧИКОМ МОТОРА)
9074 SPN_n_ : CPU TEST ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ТЕСТИРОВАНИЯ ЦП)
9075 SPN_n_ : CRC ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА CRC)
50Проверьте, не превышает ли При синхронизации шпинвычисленное значение макс. деля программируемое
|
скорость мотора. |
вычисленное |
значение |
||||
|
скорости превысилодопу- |
||||||
|
стимый предел (скорость |
||||||
|
моторавычисляетсяумно- |
||||||
|
жением |
заданной |
ско- |
||||
|
рости шпинделя на пере- |
||||||
|
даточное число). |
||||||
|
51 |
1 |
Проверьте и отрегулируйте |
Обнаружен спад входного |
|||
|
напряжение источника пи- |
напряжения. |
|||||
|
тания. |
(Мгновенный сбой в пи- |
|||||
|
2 |
Замените MC. |
тании или плохой контакт |
||||
|
MC) |
||||||
|
52 |
1 |
Замените печатную плату |
Обнаружена |
неисправ- |
||
|
управления SVPM. |
ность в |
интерфейсе |
ЧУ |
2Замените в ЧПУ печатную (прекратился сигнал ITP). плату интерфейса шпинделя.
|
53 |
1 Замените печатную |
плату Обнаружена |
неисправ- |
|
управления SVPM. |
ность в интерфейсе ЧУ |
2Замените в ЧПУ печатную (прекратился сигнал ITP). плату интерфейса шпинделя.
54 Измените состояние нагрузки. Обнаруженаперегрузкапо току.
|
58 |
1 |
Проверьтесостояниеохлаж- |
Температура |
радиатора |
|
|
дения SVPM. |
чрезмерно возросла. |
||||
|
2 |
Замените устройство SVPM. |
||||
|
73 |
1 |
Замените кабель обратной |
Отсутствует сигнал обрат- |
||
|
связи. |
ной |
связи с |
датчиком |
||
|
2 |
Проверьте состояние дейст- |
мотора. |
|||
|
вие экранирования. |
|||||
|
3 |
Проверьте и устраните не- |
||||
|
поладки в соединении. |
|||||
|
4 |
Отрегулируйте датчик. |
||||
|
74 |
Замените печатную плату уп- |
При тестировании ЦП об- |
|||
|
равления SVPM. |
наружена ошибка. |
||||
|
75 |
Замените печатную плату уп- |
При |
тестировании CRC |
||
|
равления SVPM. |
обнаружена ошибка. |
843

|
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
ПРИЛОЖЕНИЕ |
B—64144RU/01 |
||||
|
SVPM |
Обнаружение |
|||||
|
индикация |
||||||
|
Ном. |
Сообщение |
неисправности и способ |
Описание |
|||
|
(*1) |
STATUS1 устранения
9079 SPN_n_ : INITIAL TEST ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ПЕРВОНАЧАЛЬНОГО ТЕСТИРОВАНИЯ)
9081 SPN_n_ : 1-ROT MOTOR SENSOR ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ДАТЧИКА 1 ОБОРОТА МОТОРА)
9082 SPN_n_ : NO 1-ROT MOTOR SENSOR (ШПИНДЕЛЬ _n_ : ОТСУТСТВИЕ СИГНАЛА ДАТЧИКА 1 ОБОРОТА МОТОРА)
9083 SPN_n_ : MOTOR SENSOR SIGNAL ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА СИГНАЛА ДАТЧИКА МОТОРА)
9111
9120
9121
9122
79 Замените печатную плату При операции первонауправления SVPM. чального тестировании
обнаружена ошибка.
81 1 Проверьте и исправьте паНельзя безошибочно обраметр. наружить сигнал одного 2 Замените кабель обратной оборота датчика мотора.
связи.
3 Отрегулируйте датчик.
|
82 |
1 |
Замените кабель обратной |
Не выдается сигнал од- |
|
связи. |
ного оборота датчика |
||
|
2 |
Отрегулируйте датчик. |
мотора. |
|
83 |
1 |
Замените кабель обратной |
В сигнале обратной связи |
|
связи. |
датчикамотораобнаружен |
||
|
2 |
Отрегулируйте датчик. |
сбой. |
B1 Замените печатную плату упНизкое напряжение питаравления SVPM. ния управления конвер-
тером.
|
C0 |
1 |
Замените |
кабели |
связи |
Сигнал тревоги, относя- |
|
|
между ЧПУ и СОЗУ. |
щийся к данным связи |
|||||
|
2 |
Замените |
печатную |
плату |
|||
|
управления СОЗУ. |
||||||
|
3 |
Замените |
в ЧПУ печатную |
||||
|
плату |
интерфейса |
шпин- |
||||
|
деля. |
||||||
|
C1 |
1 |
Замените |
кабели |
связи |
Сигнал тревоги, относ- |
|
|
между ЧПУ и СОЗУ. |
ящийся к данным связи |
|||||
|
2 |
Замените |
печатную |
плату |
|||
|
управления СОЗУ. |
||||||
|
3 |
Замените |
в ЧПУ печатную |
||||
|
плату |
интерфейса |
шпин- |
||||
|
деля. |
||||||
|
C2 |
1 |
Замените |
кабели |
связи |
Сигнал тревоги, относ- |
|
|
между ЧПУ и СОЗУ. |
ящийся к данным связи |
|||||
|
2 |
Замените |
печатную |
плату |
|||
|
управления СОЗУ. |
||||||
|
3 |
Замените |
в ЧПУ печатную |
||||
|
плату |
интерфейса |
шпин- |
||||
|
деля. |
844

|
B—64144RU/01 |
ПРИЛОЖЕНИЕ |
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
Коды ошибок (последовательный шпиндель)
ПРИМЕЧАНИЕ*1
SVPM показывает код ошибки в качестве 2—х значного числа в STATUS1 при горящем желтом светодиоде. Коды ошибки появляются в данных диагностики ЧПУ ном. 712.
Когда горит красный светодиод, SVPM показывает номер сигнала тревоги, создаваемого серийным шпинделем, что означает отличное от того, что означает горящий желтый светодиод.
→См. “Сигналы тревоги (последовательный шпиндель).”
|
SVPM |
|||
|
индикация |
Описание |
Обнаружение неисправности и способ |
|
|
(*1) |
устранения |
||
|
STATUS1 |
01Когда не вводится ни *ESP (сигнал Проверьте последовательности *ESP и MRDY. Для аварийного останова; имеется два типа MRDY обратите внимание на установку параметра сигналов: сигнал ввода и сигнал контакта относительно использования сигнала MRDY (бит 0 SVPM (*2)), ни MRDY (сигнал готовности параметра ном. 4001).
станка), вводятся SFR (команда вращения вперед), SRV (команда обратноговращения) или ORCM (команда ориентирования).
|
03 |
Когда установки параметра произведены |
Проверьте установки параметров. |
|
так, чтобы не использовать датчик поло- |
||
|
жения, что означает, что регулирование по |
||
|
положению не исполняется (биты 3, 2, 1, 0 |
||
|
параметра ном. 4002 = 0, 0, 0, 0), вводится |
||
|
команда управления контуром Cs. В этом |
||
|
случае мотор не возбуждается. |
||
|
04 |
Когда установки параметров производятся |
Проверьте установки параметров. |
так, чтобы не использовать датчик положения, чтоозначает, чторегулирование поположениюневыполняется(биты3, 2, 1, 0 параметра ном. 4002 = 0, 0, 0, 0), вводится команда режима сервосистемы (такого, как жесткое нарезание резьбы или позиционирование шпинделя) или команда управления синхронизацией шпинделя. В этом случае мотор не возбуждается.
05Если параметр опции не установлен для Проверьте установки параметра для функции функции ориентирования, вводится ORCM ориентирования.
(команда ориентирования).
|
06 |
Если функция управления переключением Проверьте сигнал состояния силовой линии (RCH). |
|
вывода не используется, выбрано вращение |
|
|
с низкой скоростью (RCH = 1). |
07Если вводится команда управления конПроверьте последовательность. туром Cs, SFR (команда вращения вперед)
или SRV (команда обратного вращения) не вводятся.
845

|
G. СПИСОК СИГНАЛОВ ТРЕВОГИ |
ПРИЛОЖЕНИЕ |
B—64144RU/01 |
|
|
SVPM |
|||
|
индикация |
Описание |
Обнаружение неисправности и способ |
|
|
(*1) |
устранения |
||
STATUS1
08Если вводится команда управления режиПроверьте последовательность. мом сервосистемы (такого, как жесткое нарезание резьбы или позиционирование
шпинделя), SFR (команда вращения вперед) или SRV (команда обратного вращения) не вводятся.
09Если вводится команда управления синхПроверьте последовательность. ронизацией шпинделя, SFR (команда
вращения вперед) или SRV (команда обратного вращения) не вводятся.
|
10 |
Если вводится команда управления |
Во время выполнения команды управления конту- |
|
контуромCs, задаетсядругой режим(режим |
ром Cs не задавайте другой режим. Перед вводом |
|
|
сервосистемы, управление синхронизацией |
другого режима отмените команду управления |
|
|
шпинделя или ориентирование). |
контуром Cs. |
11Если вводится команда режима сервоВо время выполнения команды режима сервосисистемы (такого, как жесткое нарезание стемынезадавайтедругойрежимоперации. Перед резьбы или позиционирование шпинделя), вводом другого режима отмените режим сервозадается другой режим (управление cсистемы.
контуром Cs, управление синхронизацией шпинделя или ориентирование).
|
12 |
Если вводится команда управления |
Во время выполнения команды управления синх- |
|
синхронизацией шпинделя, задается другой |
ронизацией шпинделя не задавайте другой режим. |
|
|
режим (управление контуром Cs, режим |
Перед вводом другого режима отмените команду |
|
|
сервосистемы или ориентирование). |
управления синхронизацией шпинделя. |
14SFR (команда вращения вперед) и SRV Введите любую из команд. (команда обратного вращения) вводятся в
одно и то же время.
17Установки параметра детектора скорости Проверьте установки параметров. (бит 2, 1 и 0 параметра ном. 4011) недействительны. Детектор скорости не соответствует установкам.
|
18 |
Когда установки параметра произведены |
Проверьте установки параметра и сигнал ввода. |
|
так, чтобы не использовать датчик поло- |
||
|
жения, что означает, что регулирование по |
положению не исполняется (биты 3, 2, 1, 0 параметра ном. 4002 = 0, 0, 0, 0), задается ориентирование по шифратору положения.
24Для непрерывного индексирования при Проверьте INCMD (команда приращения). До ориентировании по шифратору сначала последовательного исполнения команд асболютвыполняется операция приращения (INCMD ного положения сначала должно быть выполнено
= 1), а затем вводится команда абсолютного ориентированиекомандыабсолютногоположения.
положения (INCMD = 0).
29Установки параметра произведены для Нельзя использовать функцию ориентирования в использования функции ориентирования в кратчайшее время Используйте ориентирование
кратчайшеевремя(бит6 праметраном. 4018 обычным методом. = 0, параметры ном. 4320 — 4323 ( 0).
31Данная конфигурация аппаратного обесПроверьте модель ЧПУ. печениянепозволяетиспользоватьфункцию
FAD шпинделя. В этом случае мотор не возбуждается.
846
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Ошибки в FANUC Oi-TD
Ошибки в FANUC Oi-TD
Сообщение Костян челябинский » 12 сен 2016, 12:40

Re: Ошибки в FANUC Oi-TD
Сообщение odekolon » 12 сен 2016, 21:57
на самом деле, подозреваю, что крутые специалисты по фанукам , здесь не тусуются.
я к фануку подошел 2 недели назад, поэтому не стоит мои советы рассматривать как окончательные
сначала я бы почитал мануалы хотя бы отсюда
http://www.chipmaker.ru/files/file/10979/
у фануков, буква M в названии системы означает фрезерный а Т — токарный
таким образом, тебе нужны мануалы на FANUC 0i-D
в каждом мануале часто есть ссылки на другие мануалы этой серии. Дальше — гуглить «FANUC — код мануала — pdf»
потом осмотрел бы все вентиляторы, особенно на драйверах и сервах.
подобные сообщения, может генерить также программа электроавтоматики (PMC) — это «сердце» конкретного станка. ее пишет производитель конкретного станка под свое электрооборудование.
На моем станке — программа запаролена. может оно и к лучшему — сломать труднее.
если сообщения генеряться электроавтоматикой, то понять эти сообщения можно только прочитав РЭ на конкретный станок
но китайцы обычно ленятся писать подробно и понятно
в общем гуглить, читать, думать и опять гуглить..
ЗЫ
а может повезет и откликнется владелец такого же станка!

Re: Ошибки в FANUC Oi-TD
Сообщение Lexxa » 13 сен 2016, 15:22
1) проверить вентиляторы. Кроме вентиляторов на сервосистеме есть венттиляторы на самой чпу (это то что с экраном). Гарантированно один из них подклинивает — обычное дело, засирается все пылью. Достаточно продуть и протереть корпус, чтобы кыльчатка не застревала.
2) ошибки типа ошибка привода шпинделя. У фанука привод шпинделя цепляется не по FSSB а по отдельному кабелю. Кабель этот соединяет ЧПУ (то что с экраном) с приводом. Привода подач соединины последовательно оптикой. Частенько проблема в разъемах.
Более детально вы можете найти информацию в руководстве по тех. обслуживанию и в Connection Manual (hardware) на стойку 0i модель D, если не найдете — ищите на С, там практически все то же самое.
Успехов.

Re: Ошибки в FANUC Oi-TD
Сообщение Костян челябинский » 13 сен 2016, 20:59
Источник
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
FANUC ERROR 607, 613 [ РЕШЕНО! подробности в теме]

FANUC ERROR 607, 613 [ РЕШЕНО! подробности в теме]
Сообщение EX854508 » 22 янв 2019, 09:40
Здравствуйте, форумчане!
Несколько раз встречал подобные темы в инете, но решил систематизировать и представить на суд общественности удобноперевариваемый рецепт лечения ошибок 607, 613 для привода FANUC BiSVSP 40/40-15 A06B-6134-H203 в случае, если ошибка связана непосредственно с ним.
В данном конкретном случае используется система ЧПУ Fanuc 0i-TC
Проблема заключается в следующем — при включении станка возникают ошибки подобного рода (Рис. 1):
1001 SPINDLE DRIVER FAULT (A0.1)
100 ЗАПИСЬ ПАРАМЕТРОВ РАЗРЕШЕНА
401 СБОЙ СЕРВО : X ОСЬ VRDY ВЫКЛ
401 СБОЙ СЕРВО : Z ОСЬ VRDY ВЫКЛ
607 X ОСЬ: ОДНОФАЗН СБОЙ КОНВЕРТЕРА
613 X ОСЬ: ОДНОФАЗН СБОЙ КОНВЕРТЕРА
607 Z ОСЬ: ОДНОФАЗН СБОЙ КОНВЕРТЕРА
613 Z ОСЬ: ОДНОФАЗН СБОЙ КОНВЕРТЕРА
9004 ШПНД 1:СБОЙ ВХОД ПРЕДОХР/ПИТАНИЯ
Из всего этого сумбура выделяем следующие ошибки: 607, 613. Проверяем целостность линий питания, клеммных колодок, если таковые есть, элементы силовой части — контакторы, автоматы и прочее — и если все указанное не вызывает сомнений, выдвигаем в главные подозреваемые привод.
Соответственно, до всех активных действий, делаем резервные копии программ и параметров.
Если ничего более не вызывает сомнений, демонтируем привод и снимаем верхнюю крышку корпуса привода.
Как показано на Рис. 2 — проблема видна на лицо: поджаренные SMD резисторы в нижней части платы. Фото с тыльной стороны.
Как правило, сами SMD компоненты наврятли повреждены, что нельзя сказать о дорожках и переходных точках. С каждой из трех фаз дорожка приходит на шесть последовательно соединенных резистора сопротивлением 2,4 кОм каждый, фазы S и T выполнены одинаково, а вот по фазе R два крайних резистора размещены на тыльной части платы; затем крайний резистор каждой фазы — RR6, RS6, RT6 соединен дорожкой с точками, показанными на Рис. 3.
Результирующее сопротивление между фазными клеммными соединениями и конечными точками должно быть около 14,5 кОм.
В случае нарушения целостности дорожек или SMD компонентов — лепим перемычки или меняем оные.
Рис. 4, 5 — восстановленные дорожки.
Собираем, запускаем, устанавливаем нули — и радуемся!
Источник
Ошибка Fanuc DS0300
Ошибка Fanuc DS0300 – села батарейка, что делать?
 В первую очередь не стоит паниковать! Данная ситуация крайне распространена и легко поддаётся “лечению” – главное всё сделать правильно и не торопиться. Для полного понимания процесса просим Вас внимательно изучить нашу статью! Если на станке ДРУГАЯ ОШИБКА (не связанная с батарейкой) и Вы попали на эту страницу случайно, то рекомендуем Вам перейти по ссылке: “Ошибки FANUC. Расшифровка и рекомендации“. Там собрана полезная информация не только по ошибкам, но и по методам их диагностики.
В первую очередь не стоит паниковать! Данная ситуация крайне распространена и легко поддаётся “лечению” – главное всё сделать правильно и не торопиться. Для полного понимания процесса просим Вас внимательно изучить нашу статью! Если на станке ДРУГАЯ ОШИБКА (не связанная с батарейкой) и Вы попали на эту страницу случайно, то рекомендуем Вам перейти по ссылке: “Ошибки FANUC. Расшифровка и рекомендации“. Там собрана полезная информация не только по ошибкам, но и по методам их диагностики.
О чём нам сообщает станок?
В первую очередь необходимо прочитать ошибки с экрана станка, которые можно открыть нажатием клавиши MESSAGE. Там могут быть ошибки следующего содержимого на разных языках:
- DS0300 APC ALARM : (X) AXIS NEED ZRN
- DS0300 APC АВ. С : (Y) НЕОБХ. ВОЗВР. В ИСХ. Т
- DS0307 (Z) APC ALARM : BATTERY LOW 1
- DS0307 (X) APC АВ. СООБ : РАЗР. БАТАР. 1
Вариантов отображения может быть значительно больше, в том числе и на китайском! “Кривой” перевод ошибок на русский порождает еще большее количество интерпретаций – это не важно! Если в списке ошибок встречаются слова BATTERY, БАТАРЕЯ, LOW, РАЗРЯЖЕНА, ZRN, ВОЗВРАТ В ИСХОДНУЮ ТОЧКУ и т.д… А также, всё это сопровождается перечислением координат X, Y, Z – значит причина установлена. Это может быть:
- Разрядившаяся батарея Fanuc (игнорирование предупреждающих сообщений)
- Неправильно заменённая батарея Fanuc (например, на выключенном станке)
- Отсоединение провода энкодера от серводвигателя (при ремонтах и техническом обслуживании)
Зачем нужна эта батарея и где она находится?
Первое и самое важное – Fanuc батарейка позволяет станку не забывать свои координаты при выключенном питании. Вначале, при понижении заряда батареи, станок выдаёт соответствующее предупреждающее сообщение. После первого появления сообщения о низком заряде батареи необходимо как можно скорее её заменить. Вы можете приобрести её у нас, написав нам по форме обратной связи или позвонив по телефону +7 (495) 211-51-66. Заменять батарею необходимо ТОЛЬКО НА ВКЛЮЧЕННОМ СТАНКЕ! Если сообщение было проигнорировано и батарею вовремя не заменили, то в последствии “слетает” машинный ноль станка и потребуется его повторная привязка, требующая ОСТОРОЖНОСТИ!
 Батарейку необходимо искать внутри электрошкафа станка, на жёлтом блоке Fanuc. Обычно она располагается в коробочке, подвешенной на этот блок управления приводами. Батарейка соединена с блоком при помощи провода с разъёмом. Иногда, например на станках Takisawa, батарейку выносят снаружи электрошкафа и заменяют её на обычные батарейки высокой ёмкости типа D. Их легко купить в любом магазине, а также Вам нет необходимости вызывать электрика для осуществления работ внутри электрошкафа. Такие батарейки могут эксплуатироваться до 5-ти лет, в то время как стандартную батарейку Fanuc необходимо менять 1 раз в год.
Батарейку необходимо искать внутри электрошкафа станка, на жёлтом блоке Fanuc. Обычно она располагается в коробочке, подвешенной на этот блок управления приводами. Батарейка соединена с блоком при помощи провода с разъёмом. Иногда, например на станках Takisawa, батарейку выносят снаружи электрошкафа и заменяют её на обычные батарейки высокой ёмкости типа D. Их легко купить в любом магазине, а также Вам нет необходимости вызывать электрика для осуществления работ внутри электрошкафа. Такие батарейки могут эксплуатироваться до 5-ти лет, в то время как стандартную батарейку Fanuc необходимо менять 1 раз в год.
На что следует обратить особое внимание?
ВАЖНО. Во избежание серьёзных поломок оборудования рекомендуется визуально контролировать перемещаемые элементы станка на соударение. Для этого требуется снять защитные кожуха перепривязываемых осей. Отметку максимально возможного хода подвижного элемента можно определить по старым масляным следам на направляющих и гайке ШВП. Неправильная привязка осей относительно исходного нуля (с погрешностью более 5мм) может привести к вылету стола станка за свои механические пределы, так как при смещении машинного нуля поле допустимого перемещения смещается вместе с ним! После перепривязки осей ОБЯЗАТЕЛЬНО проверяйте максимальный ход по осям на маленьких скоростях.
Какая последовательность действий?
1. Переходим к параметру 1815 (MDI → SYSTEM → 1815 → SEARCH) – это параметр установки машинного нуля станка по координатам. На рисунке изображено исходное состояние параметра 1815. Если привязка машинных нулей “слетела”, то у Вас в столбце APZ будут стоять нули и это не должно Вас смущать.
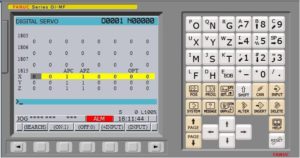
2. Не забываем перед изменением параметров разрешить их редактирование ( MDI → SET/OFS → SETING → PARAMETER WRITE = 1 ). Заморгает ошибка “редактирование параметров разрешено” – это Вас также не должно смущать
3. Для начала изменения машинных координат необходимо в биты APZ и APC ввести нули, как на картинке и выполнить перезагрузку ЧПУ. Если Вам необходимо привязать только одну ось (например после ремонта или замены двигателя), то выполняйте данную последовательность только для нужной оси, а не для всех одновременно.
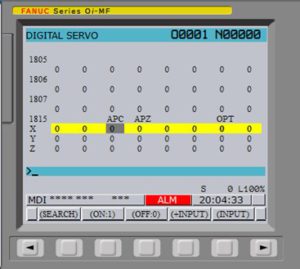
4. Возвращаемся к параметру 1815 и вводим в биты APC единичные значения. Введя значения снова производим перезагрузку ЧПУ.

5. Включив станок перемещаем оси в требуемое нам нулевое положение машинной системы координат (как определить точку машинных координат подробно изложено в следующем разделе). Перемещение станка осуществляется в режиме JOG при этом не рекомендуется использовать ускоренную подачу, так как в данном режиме ход осей не ограничен! Установив оси станка в нужное положение вводим единички в биты APZ и последний раз перезагружаем ЧПУ.
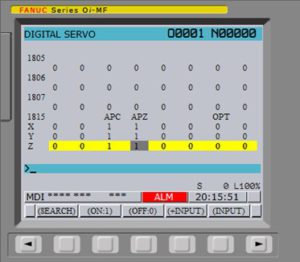
6. Все ошибки с экрана должны исчезнуть, но не спешите радоваться! Ещё нужно проверить правильность проделанных Вами действий! Для этого ознакомьтесь со следующим разделом статьи.
ВНИМАНИЕ. Изменение машинного нуля не приведёт к изменению параметров 1320 и 1321 (они отвечают за ограничения рабочей зоны станка и лимиты перемещений). Поэтому не забудьте их проверить и отредактировать при необходимости.
Как определить нулевое положение машинных координат?
Перед перепривязкой машинной системы координат (МСК) необходимо определить место, где будет находиться новый ноль станка. Для этого начнём с начала. Аксиомой является то, что привязать ноль МСК можно абсолютно в любое место. Нас ограничивают только геометрические параметры станка. Для простоты мы будем привязывать МСК в её предыдущее положение.
Исходными данными для определения этой точки будут значения, установленные в параметрах 1320 и 1321. Эти параметры определяли координаты, за которые станку нельзя было перемещаться. Своего рода программные концевики. При подходе стола к этим координатам ЧПУ останавливает сервопривод, что предохраняет станок от повреждения. Картинка и рисунок ниже помогут Вам понять, за что отвечают значения установленные в параметрах 1320 и 1321.
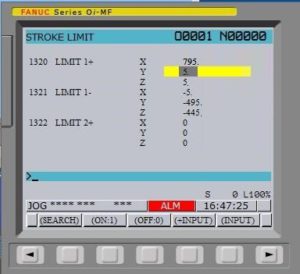
Взяв эти параметры можно рассчитать примерное положение МСК до проведения работ. При этом нужно понимать, что рабочее поле станка может отличаться от размера стола. На картинке рабочее поле станка показано красным прямоугольником. Центр прямоугольника будет соответствовать центру стола. Для большей точности можно нарисовать рабочее поле прямо на столе (маркером) и установить в шпиндель инструмент с острым кончиком (сверло). Кончик сверла необходимо подвести к точке найденного и отмеченного машинного нуля по осям X и Y, а ось Z поднять на максимальную высоту (разумеется не до столкновения гайки ШВП с опорой винта). Максимальную высоту имеет смысл проконтролировать по следам на направляющих.

Корректировка Z координаты смены инструмента.
Невозможно привязать машинный ноль строго в значение, где он был раньше. Поэтому точка смены инструмента также может сместиться! Смещение более 0.2 мм уже может стать причиной серьёзной аварии, поэтому после перепривязки машинного нуля по оси Z обязательно нужно перепроверить координату смены инструмента (параметр 1240)
Определяется необходимое значение в ручном режиме, путём подвода шпинделя в необходимою позицию по оси Z. Ни в коем случае нельзя менять инструмент в автоматическом режиме, до проверки правильности установленной координаты. На картинке показана правильная позиция смены инструмента, расстояние Т зависит от типоразмера конуса патрона.
Установив инструмент в нужную позицию считайте новые машинные координаты смены инструмента из меню POS. Полученные значения вводятся в параметр 1240.
Источник
Fanuc SOi mate-md
![]()
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
7n51 SPN_n_ : LOW VOLT DC LINK (ШПИНДЕЛЬ _n_ : НИЗКОЕ НАПРЯЖЕНИЕ ЦЕПИ ПОСТОЯННОГО ТОКА)
7n52 SPN_n_ : ITP SIGNAL ABNORMAL I (ШПИНДЕЛЬ _n_ : НЕВЕРНЫЙ СИГНАЛ ITP I)
7n53 SPN_n_ : ITP SIGNAL ABNORMAL I (ШПИНДЕЛЬ _n_ : НЕВЕРНЫЙ СИГНАЛ ITP II)
7n54 SPN_n_ : OVERLOAD CURRENT (ШПИНДЕЛЬ _n_ : ПЕРЕГРУЗКА ПО ТОКУ)
7n73 SPN_n_ : MOTOR SENSOR DISCONNECTED (ШПИНДЕЛЬ _n_ : РАЗРЫВ СОЕДИНЕНИЯ С ДАТЧИКОМ МОТОРА)
7n74 SPN_n_ : CPU TEST ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ТЕСТИРОВАНИЯ ЦП)
7n75 SPN_n_ : CRC ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА CRC)
7n79 SPN_n_ : INITIAL TEST ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ПЕРВОНАЧАЛЬНОГО ТЕСТИРОВАНИЯ)
сбой в питании или плохой
Обнаружена неисправность в
интерфейсе ЧУ (прекратился
Обнаружена неисправность в
интерфейсе ЧУ (прекратился
Температура радиатора чрез-
Отсутствует сигнал обратной
При тестировании CRC обна-
79 Замените печатную плату При операции первоначальуправления SVPM. ного тестировании обнару-
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
Не выдается сигнал одного
СИГНАЛ ТРЕВОГИ ДРУГОГО КОНВЕРТОРА)
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
Проверьте состояние входного
1 Проверьте и исправьте па-
2 Замените кабель обратной
Проверьте, имеется ли ошибка
дана ли синхронизация шпи-
2 Если останавливается вен-
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
9011 SPN_n_ : OVERVOLT POW CIRCUIT (ШПИНДЕЛЬ _n_ : ЦЕПЬ ПИТАНИЯ С ПЕРЕНАПРЯЖЕНИЕМ)
9012 SPN_n_ : OVERCURRENT POW CIRCUIT (ШПИНДЕЛЬ _n_ : ЦЕПЬ ПИТАНИЯ С ПЕРЕГРУЗКОЙ ПО ТОКУ)
9018 SPN_n_ : SUMCHECK ERROR PGM DATA (ШПИНДЕЛЬ _n_ : ДАННЫЕ ПРОГРАММЫ С ОШИБКОЙ В КОНТРОЛЬНОЙ СУММЕ)
9019 SPN_n_ : EX OFFSET CURRENT U (ШПИНДЕЛЬ _n_ : ЧРЕЗМЕРНОЕ СМЕЩЕНИЕ ТОКА
9020 SPN_n_ : EX OFFSET CURRENT V (ШПИНДЕЛЬ _n_ : ЧРЕЗМЕРНОЕ СМЕЩЕНИЕ ТОКА V)
9021 SPN_n_ : POS SENSOR POLARITY ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ПОЛЯРНОСТИ ДАТЧИКА ПОЛОЖЕНИЯ)
9024 SPN_n_ : SERIAL TRANSFER ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ПОСЛЕДОВАТЕЛЬНОЙ ПЕРЕДАЧИ)
11 Проверьте входное напряОбнаружено перенапряжение питания и изменение в жение на участке цепи
питании во время торможения
мотора. Если напряжение пре-
тока, увеличьте полное соп-
Проверьте и исправьте пара-
24 1 Расположите кабель соедиПитание ЧПУ отключено нения шпинделя с ЧПУ в (обычное отключение пи-
стороне от кабеля питания.
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
Проверьте и откорректируйте
Проверьте и откорректируйте
водством. Если номер параме-
проверьте обозначенный пара-
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
значение изменения положе-
в соответствии с руководст-
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
9050 SPN_n_ : SPNDL CONTROL OVERSPEED (ШПИНДЕЛЬ _n_ : ПРЕВЫШЕНИЕ СКОРОСТИ УПРАВЛЕНИЯ ШПИНДЕЛЕМ)
9051 SPN_n_ : LOW VOLT DC LINK (ШПИНДЕЛЬ _n_ : НИЗКОЕ НАПРЯЖЕНИЕ ЦЕПИ ПОСТОЯННОГО ТОКА)
9052 SPN_n_ : ITP SIGNAL ABNORMAL I (ШПИНДЕЛЬ _n_ : НЕВЕРНЫЙ СИГНАЛ ITP I)
9053 SPN_n_ : ITP SIGNAL ABNORMAL I (ШПИНДЕЛЬ _n_ : НЕВЕРНЫЙ СИГНАЛ ITP II)
9054 SPN_n_ : OVERLOAD — CURRENT (ШПИНДЕЛЬ _n_ : ПЕРЕГРУЗКА ПО ТОКУ)
9058 SPN_n_ : OVERLOAD IN SVPM
9073 SPN_n_ : MOTOR SENSOR DISCONNECTED (ШПИНДЕЛЬ _n_ : РАЗРЫВ СОЕДИНЕНИЯ С ДАТЧИКОМ МОТОРА)
9074 SPN_n_ : CPU TEST ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ТЕСТИРОВАНИЯ ЦП)
9075 SPN_n_ : CRC ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА CRC)
50 Проверьте, не превышает ли При синхронизации шпинвычисленное значение макс. деля программируемое
Проверьте и отрегулируйте
2 Замените в ЧПУ печатную (прекратился сигнал ITP). плату интерфейса шпинделя.
2 Замените в ЧПУ печатную (прекратился сигнал ITP). плату интерфейса шпинделя.
54 Измените состояние нагрузки. Обнаруженаперегрузкапо току.
Проверьте состояние дейст-
Замените печатную плату уп-
Замените печатную плату уп-
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
9079 SPN_n_ : INITIAL TEST ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ПЕРВОНАЧАЛЬНОГО ТЕСТИРОВАНИЯ)
9081 SPN_n_ : 1-ROT MOTOR SENSOR ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА ДАТЧИКА 1 ОБОРОТА МОТОРА)
9082 SPN_n_ : NO 1-ROT MOTOR SENSOR (ШПИНДЕЛЬ _n_ : ОТСУТСТВИЕ СИГНАЛА ДАТЧИКА 1 ОБОРОТА МОТОРА)
9083 SPN_n_ : MOTOR SENSOR SIGNAL ERROR (ШПИНДЕЛЬ _n_ : ОШИБКА СИГНАЛА ДАТЧИКА МОТОРА)
79 Замените печатную плату При операции первонауправления SVPM. чального тестировании
81 1 Проверьте и исправьте паНельзя безошибочно обраметр. наружить сигнал одного 2 Замените кабель обратной оборота датчика мотора.
B1 Замените печатную плату упНизкое напряжение питаравления SVPM. ния управления конвер-
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
Коды ошибок (последовательный шпиндель)
SVPM показывает код ошибки в качестве 2 — х значного числа в STATUS1 при горящем желтом светодиоде. Коды ошибки появляются в данных диагностики ЧПУ ном. 712.
Когда горит красный светодиод, SVPM показывает номер сигнала тревоги, создаваемого серийным шпинделем, что означает отличное от того, что означает горящий желтый светодиод.
→ См. “Сигналы тревоги (последовательный шпиндель).”
Обнаружение неисправности и способ
01 Когда не вводится ни *ESP (сигнал Проверьте последовательности *ESP и MRDY. Для аварийного останова; имеется два типа MRDY обратите внимание на установку параметра сигналов: сигнал ввода и сигнал контакта относительно использования сигнала MRDY (бит 0 SVPM (*2)), ни MRDY (сигнал готовности параметра ном. 4001).
станка), вводятся SFR (команда вращения вперед), SRV (команда обратноговращения) или ORCM (команда ориентирования).
Когда установки параметра произведены
Проверьте установки параметров.
так, чтобы не использовать датчик поло-
жения, что означает, что регулирование по
положению не исполняется (биты 3, 2, 1, 0
параметра ном. 4002 = 0, 0, 0, 0), вводится
команда управления контуром Cs. В этом
случае мотор не возбуждается.
Когда установки параметров производятся
Проверьте установки параметров.
так, чтобы не использовать датчик положения, чтоозначает, чторегулирование поположениюневыполняется(биты3, 2, 1, 0 параметра ном. 4002 = 0, 0, 0, 0), вводится команда режима сервосистемы (такого, как жесткое нарезание резьбы или позиционирование шпинделя) или команда управления синхронизацией шпинделя. В этом случае мотор не возбуждается.
05 Если параметр опции не установлен для Проверьте установки параметра для функции функции ориентирования, вводится ORCM ориентирования.
Если функция управления переключением Проверьте сигнал состояния силовой линии (RCH).
вывода не используется, выбрано вращение
с низкой скоростью (RCH = 1).
07 Если вводится команда управления конПроверьте последовательность. туром Cs, SFR (команда вращения вперед)
или SRV (команда обратного вращения) не вводятся.
G. СПИСОК СИГНАЛОВ ТРЕВОГИ
Обнаружение неисправности и способ
08 Если вводится команда управления режиПроверьте последовательность. мом сервосистемы (такого, как жесткое нарезание резьбы или позиционирование
шпинделя), SFR (команда вращения вперед) или SRV (команда обратного вращения) не вводятся.
09 Если вводится команда управления синхПроверьте последовательность. ронизацией шпинделя, SFR (команда
вращения вперед) или SRV (команда обратного вращения) не вводятся.
Если вводится команда управления
Во время выполнения команды управления конту-
контуромCs, задаетсядругой режим(режим
ром Cs не задавайте другой режим. Перед вводом
сервосистемы, управление синхронизацией
другого режима отмените команду управления
шпинделя или ориентирование).
11 Если вводится команда режима сервоВо время выполнения команды режима сервосисистемы (такого, как жесткое нарезание стемынезадавайтедругойрежимоперации. Перед резьбы или позиционирование шпинделя), вводом другого режима отмените режим сервозадается другой режим (управление cсистемы.
контуром Cs, управление синхронизацией шпинделя или ориентирование).
Если вводится команда управления
Во время выполнения команды управления синх-
синхронизацией шпинделя, задается другой
ронизацией шпинделя не задавайте другой режим.
режим (управление контуром Cs, режим
Перед вводом другого режима отмените команду
сервосистемы или ориентирование).
управления синхронизацией шпинделя.
14 SFR (команда вращения вперед) и SRV Введите любую из команд. (команда обратного вращения) вводятся в
17 Установки параметра детектора скорости Проверьте установки параметров. (бит 2, 1 и 0 параметра ном. 4011) недействительны. Детектор скорости не соответствует установкам.
Когда установки параметра произведены
Проверьте установки параметра и сигнал ввода.
так, чтобы не использовать датчик поло-
жения, что означает, что регулирование по
положению не исполняется (биты 3, 2, 1, 0 параметра ном. 4002 = 0, 0, 0, 0), задается ориентирование по шифратору положения.
24 Для непрерывного индексирования при Проверьте INCMD (команда приращения). До ориентировании по шифратору сначала последовательного исполнения команд асболютвыполняется операция приращения (INCMD ного положения сначала должно быть выполнено
= 1), а затем вводится команда абсолютного ориентированиекомандыабсолютногоположения.
29 Установки параметра произведены для Нельзя использовать функцию ориентирования в использования функции ориентирования в кратчайшее время Используйте ориентирование
кратчайшеевремя(бит6 праметраном. 4018 обычным методом. = 0, параметры ном. 4320 — 4323 ( 0).
31 Данная конфигурация аппаратного обесПроверьте модель ЧПУ. печениянепозволяетиспользоватьфункцию
FAD шпинделя. В этом случае мотор не возбуждается.
Источник
|
|
Ремонт сервопривода Fanuc Alfa и Beta series

Сервисный центр «Кернел» предлагает выполнить качественный ремонт сервопривода Fanuc Alfa и Beta series в на компонентном уровне в максимально сжатые сроки.
Сервопривода относятся к сложной промышленной электронике именно поэтому ремонтом серводрайверов Fanuc Alfa и Beta series, впрочем, как и сервоприводов других производителей должны заниматься специалисты, имеющие не только высшее техническое образование, но и солидный опыт в ремонте подобной промышленной электроники.
Также для восстановления подобного промышленного оборудования понадобится хорошая материально-техническая база. При выполнении этих условий шансы на успешный ремонт сервопривода Fanuc Alfa и Beta series возрастают в геометрической прогрессии.
Именно поэтому за ремонтом сервоприводов Fanuc Alfa и Beta series или другого производителя лучше всего обращаться в специализированный сервисный центр, который отвечает всем техническим требованиям, такой как Кернел.
Наш цент имеет отличную материально-техническую ремонтную базу, а за время существования с 2002 года специалисты компании накопили бесценный опыт в том числе опыт в ремонте сервоприводов Fanuc Alfa и Beta series.
Инженеры сервисного центра выполняют качественный ремонт сервоприводов Fanuc всех серий, когда-либо выпускаемых компанией.
| Серия | Тип сервоусилителя |
|---|---|
|
Fanuc Alfa series Fanuc Beta series |
A06B-6111-H037#H550; A06B-6111-H030#H570/P; A06B-6111-H030#H553; A06B-6111-H030#H550#P; A06B-6111-H030#H550#C; A06B-6111-H026#H570; A06B-6111-H026#H553; A06B-6111-H026#H550#P; A06B-6111-H026#H550#C; A06B-6111-H022#H570/P; A06B-6111-H022#H553; A06B-6111-H022#H550/C; A06B-6164-H244#H580; A06B-6164-H312#H580; A06B-6164-H332#H580; A06B-6165-H201#H560; A06B-6165-H202#H560; A06B-6164-H201#H580; A06B-6165-H311#H560; A06B-6165-H312#H560; A06B-6165-H333#H560; A06B-6165-H343#H560; A06B-6166-H201; A06B-6166-H201#A; A06B-6058-H225; A06B-6200-H011; A06B-6089-H104; A06B-6117-H105; A06B-6114-H205; A06B-6114-H109; A06B-6166-H203; A06B-6050-H103; A06B-6127-H209; A06B-6102-H206#H520; A06B-6121-H006#H550; A06B-6140-H037; A06B-6134-H303#A; A06B-6088-H215; A06B-6082-H222; A06B-6064-H230; A06B-6044-H017; A06B-6064-H201#H520; A06B-6088-H245; A06B-6088-H222; A06B-6057-H204; A06B-6089-H207; A06B-6052-H004; A06B-6117-H208; A06B-6082-H215#H511; A06B-6082-H215#H510; A06B-6082-H211#H512; A06B-6082-H211#H511/EM; A06B-6082-H211#H510; A06B-6082-H206#H511; A06B-6082-H206#H510/EM; A06B-6082-H206#H510; A06B-6082-H202#H512; A06B-6082-H202#H511; A06B-6082-H202#H510; A06B-6080-H307; A06B-6059-H215#H545; A06B-6059-H215#H515; A06B-6059-H212#H759; A06B-6059-H212#H758; A06B-6059-H212#H757; A06B-6059-H212#H713; A06B-6059-H212#H712; A06B-6059-H212#H711; A06B-6059-H212#H611; A06B-6059-H212#H610; A06B-6059-H212#H601; A06B-6059-H212#H590; A06B-6045-H006; A06B-6045-H005; A06B-6045-H002; A06B-6045-H001; A06B-6045-C009; A06B-6045-C006; A06B-6045-C005; A06B-6044-H742; A06B-6044-H736; A06B-6044-H725; A06B-6044-H722; A06B-6044-H712 |
В данной таблице присутствуют далеко не все сервоприводы Fanuc Alfa и Beta series ремонт которых предлагает наш сервисный центр.
Особенности ремонта сервопривода Fanuc Alfa и Beta series
 Ремонт сервопривода Fanuc Alfa и Beta series имеет ряд индивидуальных особенностей, это связано с конструктивными особенностями сервоприводов. По аналогии частотными преобразователями, сервопривод состоит из двух частей, это:
Ремонт сервопривода Fanuc Alfa и Beta series имеет ряд индивидуальных особенностей, это связано с конструктивными особенностями сервоприводов. По аналогии частотными преобразователями, сервопривод состоит из двух частей, это:
- Аппаратная часть;
- Программная часть.
В первую очередь ремонтируется аппаратная часть промышленного сервопривода. После глубокой диагностики неисправного блока выявляются все неисправные компоненты, которые в последствии заменяются на оригинальные запасные части (по возможности), в случае если сервопривод уже давно снят с производства и найти оригинальные запчасти просто невозможно они заменяются на аналоги.
Данный вид ремонта называется компонентным. От других видов его отличает две немаловажные вещи.
- Значительное удешевление ремонта;
- Существенное сокращение времени ремонта.
По завершении ремонта аппаратной части сервопривода наступает очередь программной. В зависимости от серии выбирается программный продукт и зашивается в блок.
Заключительный этап ремонта сервопривода Fanuc Alfa и Beta series в это проверка на специализированном стенде, без нагрузки и с нагрузкой максимально приближенна к реальным условиям эксплуатации.
Ошибки сервоприводов Fanuc Alfa и Beta series
 В процессе работы выходит из строя даже самое надежное промышленное оборудование. В данной статье мы приведем ошибки сервоприводов Fanuc, а точнее Fanuc Alfa и Beta series. Привода в наше время, нашли широкое применение абсолютно во всех сферах промышленности, управляя как мини моторами в оргтехнике, так и гигантскими двигателями в горнодобывающей промышленности.
В процессе работы выходит из строя даже самое надежное промышленное оборудование. В данной статье мы приведем ошибки сервоприводов Fanuc, а точнее Fanuc Alfa и Beta series. Привода в наше время, нашли широкое применение абсолютно во всех сферах промышленности, управляя как мини моторами в оргтехнике, так и гигантскими двигателями в горнодобывающей промышленности.
Для простоты общения со столь сложной электроникой все сервопривода оснащены небольшими дисплеями с помощью которых выводятся информационные сообщения с кодами ошибок, расшифровав которые можно сразу же узнать причину ее возникновения. Если учесть распространенность данной промышленной электроники, то появляется острая нужда в расшифровке кодов ошибок сервопривода. В этой статье мы рассмотрим одного из самых известных производителей промышленной электроники имеющему уважение во всем мире, Fanuc и севрво усилители Alfa и Beta series.
Существует несколько видов ошибок, некоторые из них можно устранить автоматически, а некоторые возможно исправить только, обратившись в специализированный сервисный центр. В таблицах ниже приведены коды ошибок сервоприводов Fanuc Alfa и Beta series и их расшифровка.
Fanuc Servo Amplifier Beta is 6130 сигналы тревоги (ошибки)
| Сигнал тревоги | Оисание |
|---|---|
|
SV0027 or 027 |
Неверная настройка параметров цифрового сервопривода |
|
SV0361 or 361 |
Фазовая ошибка импульсного кодера (встроенная) |
|
SV0364 or 364 |
Мягкая фазовая сигнализация (встроенная) |
|
SV0365 or 365 |
Светодиод ошибки (встроенный) |
|
SV0366 or 366 |
Импульсная ошибка (встроенная) |
|
SV0367 or 367 |
Ошибка подсчета (встроенная) |
|
SV0368 or 368 |
Ошибка серийных данных (встроенная) |
|
SV0369 or 369 |
Ошибка передачи данных (встроенная) |
|
SV0380 or 380 |
Ошибка светодиода (отдельно) |
|
SV0381 or 381 |
Фазовая ошибка импульсного кодера (отдельно) |
|
SV0382 or 382 |
Ошибка подсчета (отдельно) |
|
SV0383 or 383 |
Ошибка импульса (отдельно) |
|
SV0384 or 384 |
Мягкая фазовая сигнализация (отдельно) |
|
SV0385 or 385 |
Ошибка серийных данных (отдельно) |
|
SV0386 or 386 |
Ошибка передачи данных (отдельно) |
|
SV0387 or 387 |
Ошибка датчика (отдельно) |
|
SV0417 or 417 |
Неверный параметр |
|
SV0421 or 421 |
Чрезмерная полуполная ошибка |
|
SV0430 or 430 |
Серводвигатель перегревается |
|
SV0432 or 432 |
Преобразователь: управление пониженным напряжением питания |
|
SV0433 or 433 |
Преобразователь: пониженное напряжение в звене постоянного тока |
|
SV0436 or 436 |
Мягкая термальная (OVC) |
|
SV0438 or 438 |
Инвертор: аварийный сигнал тока двигателя |
|
SV0439 or 439 |
Преобразователь: перенапряжение в звене постоянного тока |
|
SV0440 or 440 |
Преобразователь: Чрезмерная мощность торможения |
|
SV0441 or 441 |
Текущая ошибка смещения |
|
SV0444 or 444 |
Инвертор: внутренний охлаждающий вентилятор остановлен или неисправна цепь |
|
SV0445 or 445 |
Сигнализация мягкого отключения |
|
SV0447 or 447 |
Сигнализация жесткого отключения (отдельно) |
|
SV0448 or 448 |
Сигнализация несоответствия обратной связи |
|
SV0449 or 449 |
Инвертор: тревога IPM |
|
SV0453 or 453 |
Сигнализация мягкого отключения (α Pulsecoder) |
|
SV0601 or 601 |
Инвертор: вентилятор охлаждения радиатора остановился |
|
SV0603 or 603 |
Инвертор: Аварийный сигнал IPM (OH) |
Fanuc Servo Amplifier 400 Коды аварийных сигналов
| Код ошибки | Сообщение | Описание |
|---|---|---|
|
400 |
SERVO ALARM: n–TH AXIS OVERLOAD |
Сигнал перегрузки оси n (оси 1–8) включен. Подробную информацию см. на диагностическом дисплее № 201, 720 или 721. |
|
401 |
SERVO ALARM: n–TH AXIS VRDY OFF |
Сработал сигнал ГОТОВНОСТИ (DRDY) сервоусилителя n-й оси (оси 1–8). |
|
402 |
SERVO ALARM 3, 4TH AXIS OVERLOAD |
3-осевой, 4-осевой сигнал перегрузки включен. Подробную информацию см. на диагностическом дисплее 722 или 723. |
|
404 |
SERVO ALARM: n–TH AXIS VRDY ON |
Несмотря на то, что сигнал ГОТОВНОСТИ (MCON) оси n (оси 1–8) был отключен, сигнал ГОТОВНОСТИ сервоусилителя (DRDY) все еще включен. Или, когда питание было включено, DRDY включился, хотя MCON был выключен. Убедитесь, что интерфейсный модуль сервопривода и сервоусилитель подключены. |
|
405 |
SERVO ALARM: (ZERO POINT RETURN FAULT) |
Ошибка системы управления положением. Из-за ошибки ЧПУ или сервосистемы при возврате в референтную позицию существует вероятность того, что возврат в референтную позицию не может быть выполнен правильно. Повторите попытку из ручного возврата в референтную позицию. |
|
407 |
SERVO ALARM: EXCESS ERROR |
Разница в отклонении положения синхронной оси превысила установленное значение. |
|
409 |
SERVO ALARM: n AXIS TORQUE ALM |
Обнаружена аномальная нагрузка серводвигателя. Кроме того, в режиме Cs была обнаружена аномальная нагрузка на двигатель шпинделя. |
|
410 |
SERVO ALARM: n–TH AXIS – EXCESS ERROR |
Значение отклонения положения при остановке n–й оси (оси 1–8) больше установленного значения. |
|
411 |
SERVO ALARM: n–TH AXIS – EXCESS ERROR |
Значение отклонения положения при перемещении n–й оси (оси 1–8) больше заданного значения. |
|
413 |
SERVO ALARM: n–th AXIS – LSI OVERFLOW |
Содержимое регистра ошибок для n-й оси (оси 1–8) превышало 231 степень. Эта ошибка обычно возникает в результате неправильно заданных параметров. |
|
414 |
SERVO ALARM: n–TH AXIS – DETECTION RELATED ERROR |
Неисправность цифровой сервосистемы N–й оси (оси 1–8). Подробности см. в диагностическом дисплее № 200 и № 204. Также посмотрите на сервоусилитель для кода тревоги. |
|
415 |
SERVO ALARM: n–TH AXIS – EXCESS SHIFT |
Была предпринята попытка задать скорость выше 511875 ед/с по оси n–th (оси 1–8). Эта ошибка возникает в результате неправильно настроенного CMR. |
|
416 |
SERVO ALARM: n–TH AXIS – DISCONNECTION |
Неисправность системы определения положения импульсного шифратора n–й оси (оси 1–8) (сигнализация отключения). Подробности см. на дисплее диагностики № 201. |
|
417 |
SERVO ALARM: n–TH AXIS – PARAMETER INCORRECT |
Этот аварийный сигнал возникает, когда n–я ось (ось 1–8) находится в одном из состояний, перечисленных ниже. (Аварийный сигнал цифровой сервосистемы)
Если вы хотите использовать этот усилитель, сбросьте функциональный бит 2209#4 на 0. Если вы хотите использовать функцию предотвращения тревоги HC, используйте усилитель, который ее поддерживает. |
|
420 |
SERVO ALARM: n AXIS SYNC TORQUE (M series) |
При простом синхронном управлении разница между командами крутящего момента для ведущей и ведомой осей превысила значение, установленное в параметре № 2031. |
|
421 |
SERVO ALARM: n AXIS EXCESS ER (D) |
Разница между ошибками в полузамкнутом контуре и замкнутом контуре стала чрезмерной во время двойной обратной связи по положению. Проверьте значения коэффициентов преобразования двойной позиции в параметрах № 2078 и 2079. |
|
422 |
SERVO ALARM: n AXIS |
При управлении крутящим моментом управления осью PMC превышена заданная допустимая скорость. |
|
423 |
SERVO ALARM: n AXIS |
При управлении крутящим моментом управления осями PMC было превышено заданное параметром допустимое совокупное расстояние перемещения. |
|
430 |
n AXIS : SV. MOTOR OVERHEAT |
Произошел перегрев серводвигателя. |
|
431 |
n AXIS : CNV. OVERLOAD |
|
|
432 |
n AXIS : CNV. LOWVOLT CON. |
|
|
434 |
n AXIS : INV. LOWVOLT CONTROL |
SVM: Напряжение питания системы управления упало. |
|
435 |
n AXIS : INV. LOWVOLT DC LINK |
SVM: Напряжение в звене постоянного тока упало. |
|
436 |
n AXIS : SOFTTHERMAL (OVC) |
Программное обеспечение цифрового сервопривода обнаружило мягкое тепловое состояние (OVC). |
|
437 |
n AXIS : CNV. OVERCURRENT POWER |
PSM: Перегрузка по току во входную цепь. |
|
438 |
n AXIS : INV. ABNORMAL CURRENT |
|
|
439 |
n AXIS : CNV. OVERVOLT POWER |
|
|
440 |
n AXIS : CNV. EX DECELERATION POWER |
|
|
441 |
n AXIS : ABNORMAL CURRENT OFFSET |
Программное обеспечение цифрового сервопривода обнаружило неисправность в цепи обнаружения тока двигателя. |
|
442 |
n AXIS : CNV. CHARGE FAILURE |
|
|
443 |
n AXIS : CNV. COOLING FAN FAILURE |
|
|
444 |
n AXIS : INV. COOLING FAN FAILURE |
SVM: Отказ внутреннего вентилятора охлаждения. |
|
445 |
n AXIS : SOFT DISCONNECT ALARM |
Программное обеспечение цифрового сервопривода обнаружило обрыв провода в импульсном кодере. |
|
446 |
n AXIS : HARD DISCONNECT ALARM |
Обрыв провода во встроенном импульсном кодере был обнаружен аппаратно. |
|
447 |
n AXIS : HARD DISCONNECT (EXT) |
Обрыв провода в отдельном детекторе был обнаружен аппаратно. |
|
448 |
n AXIS : UNMATCHED FEEDBACK ALARM |
Знак данных обратной связи от встроенного импульсного кодера отличается от знака данных обратной связи от отдельного детектора. |
|
449 |
n AXIS : INV. IPM ALARM |
|
|
453 |
n AXIS : SPC SOFT DISCONNECT ALARM |
Программная сигнализация об отключении импульсного кодера α. Отключите питание ЧПУ, затем отсоедините и вставьте кабель импульсного кодера. Если этот аварийный сигнал появляется снова, замените импульсный шифратор. |
|
456 |
ILLEGAL CURRENT LOOP |
Текущие настройки цикла управления (параметр № 2004, бит 0 параметра № 2003 и бит 0 параметра № 2013) неверны. Возможные проблемы следующие.
|
|
457 |
ILLEGAL HI HRV (250US) |
Использование высокоскоростного HRV указано, хотя текущий цикл управления составляет 200 мкс. |
|
458 |
CURRENT LOOP ERROR |
Текущая настройка цикла управления не соответствует фактическому текущему циклу управления. |
|
459 |
HI HRV SETTING ERROR |
Из двух осей, имеющих соседние номера сервоосей (параметр № 1023), нечетные и четные номера, высокоскоростное управление HRV может выполняться для одной оси, а не для другой. |
|
460 |
n AXIS : FSSB DISCONNECT |
Связь с ФСБ внезапно прервалась. Возможные причины следующие:
|
|
461 |
n AXIS : ILLEGAL AMP INTERFACE |
Оси 2-х осевого усилителя были отнесены к интерфейсу быстрого типа. |
|
462 |
n AXIS : SEND CNC DATA FAILED |
Из-за ошибки связи FSSB ведомое устройство не могло получить правильные данные. |
|
463 |
n AXIS : SEND SLAVE DATA FAILED |
Из-за ошибки связи FSSB ведомое устройство не могло получить правильные данные. |
|
464 |
n AXIS : WRITE ID DATA FAILED |
Была предпринята попытка записать информацию об обслуживании на экране обслуживания усилителя, но она не удалась. |
|
465 |
n AXIS : READ ID DATA FAILED |
При включении питания исходная идентификационная информация усилителя не может быть считана. |
|
466 |
n AXIS : MOTOR/AMP COMBINATION |
Максимальный номинальный ток усилителя не соответствует номинальному току двигателя. |
|
467 |
n AXIS : ILLEGAL SETTING OF AXIS |
Функция сервопривода для следующего не была включена, когда ось, занимающая один DSP (соответствующий двум обычным осям), указана на экране настройки оси.
|
|
468 |
HI HRV SETTING ERROR(AMP) |
Использование высокоскоростной HRV указано для управляемой оси усилителя, которая не поддерживает высокоскоростную HRV. |
Для более длительной безаварийной работы промышленного оборудования должны соблюдаться все рекомендации, изложенные в инструкции по монтажу и настройке сервопривода.
Сервопривод Fanuc Alfa и Beta series, скачать инструкции по эксплуатации
Ниже вы можете скачать руководства по эксплуатации сервоприводов Fanuc Alfa и Beta series для практически всех серий, когда-либо выпущенных данным производителем.
Преимущество ремонта сервоприводов в нашем сервисном центре

- Предварительный осмотр на возможность восстановления бесплатный;
- Мы производим ремонт сервопривода Fanuc Alfa и Beta series в на компонентном уровне (экономия бюджета и времени)
- При ремонте ни каких конструктивных изменений не вносим;
- Ремонт блоков с применением оригинальных запасных частей (по возможности).
- Вы платите исключительно за результат — работающий сервопривод;
- Гарантия на ремонт сервопривода Fanuc Alfa и Beta series и запасные части, замененные в процессе ремонта 6 месяцев;
- Сроки ремонта варьируются от 5 до 15 рабочих дней;
За два десятилетия существования сервисного центра нашими специалистами были успешно проведены тысячи подобных ремонтов с каждым разом поднимая квалификацию наших инженеров.В случае выхода из строя промышленного сервопривода на вашем производстве либо появились проблемы с приводом, которые вы не можете решить самостоятельно, мы всегда рады вам помочь. Специалисты нашего сервисного центра в минимальные сроки проведут глубокую диагностику и последующий ремонт сервопривода Fanuc Alfa и Beta series в .
Схемы подключения серво привода Fanuc Alfa series
В некоторых случает может понадобится схема подключения сервоприводов, ниже мы показаны схемы сервопривода Fanuc Alfa series
|
Блок-схема подключения сервопривода Fanuc Alfa series SVMl-240,360 — вариант (А) |
Блок-схема подключения сервопривода Fanuc Alfa series SVMl-240,360 — вариант (В) |
|
|

|

Оставить заявку на ремонт сервопривода Fanuc Alfa и Beta series
У вас есть проблемы с приводом? Вам нужен срочный ремонт, сброс ошибок или программирование и настройка? Оставьте заявку на ремонт сервопривода Fanuc Alfa и Beta series в воспользовавшись одноименной кнопкой на сайте либо обратитесь к нашим менеджерам. Связаться с ними можно несколькими способами:

- Заказав обратный звонок (кнопка в правом нижнем углу сайта)
- Посредством чата (кнопка расположена с левой стороны сайта)
- Позвонив по номеру телефона: +7(8482) 79-78-54; +7(917) 121-53-01
- Написав на электронную почту: 89171215301@mail.ru
- В начало статьи
Вот далеко не полный список производителей промышленного оборудования, ремонт которого производит наша компания.