-
gusluk
- Новичок
- Сообщения: 23
- Зарегистрирован: 02 ноя 2012, 05:51
- Репутация: 0
- Контактная информация:
-
gusluk
- Новичок
- Сообщения: 23
- Зарегистрирован: 02 ноя 2012, 05:51
- Репутация: 0
- Контактная информация:
-

Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1734
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:

Re: Mach: Radius to end of arc differs from radius to start
Сообщение
Nick » 13 ноя 2012, 18:06
Посмотри в настройках, пишут, что:
Mach3’s General Configuration page has check-boxes for plane and absolute/incremental ‘IJ’ mode.
-
gusluk
- Новичок
- Сообщения: 23
- Зарегистрирован: 02 ноя 2012, 05:51
- Репутация: 0
- Контактная информация:
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1734
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Mach: Radius to end of arc differs from radius to start
Сообщение
Nick » 14 ноя 2012, 11:34
IJ должны быть в incremental mode.
gusluk писал(а):А этот код работает нормально.
работает нормально потому, что окружности в режиме R делаются.
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1734
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Mach: Radius to end of arc differs from radius to start
Сообщение
Nick » 14 ноя 2012, 14:42
gusluk писал(а): но в конце пишет footer.
В смысле footer?
gusluk писал(а):А если поставить Distance mode в absolute, a IJ в mode inc,
Именно так и должно быть. Просто некоторые программы умеют выставлять эти параметры через Gкод, это G90 и G91.1 соответственно.
-
Ответить в тему
-
Создать тему
- Назад
- 1
- 2
- Вперёд
- Страница 1 из 2
Рекомендованные сообщения
akzorbek
0
-
- Жалоба
- Рассказать
Доброго времени суток. Я новичок в этой сфере. Собрал свой первый станок. Работаю в Mach3. И вот, разбираюсь. И натыкаюсь на разные проблемы. Вот проблема, с которой вожусь целый день, вернее ищу информацию по ее решению в интернете, но никак не получается. Суть такова: в Power Mill записал G код. Загружаю в Mach, выдает ошибку: radius to end of arc differs from radius. Вот кусочек кода:
%
G90
T1
S1500
G0X-10.751Y3.031Z50.293
Z25.147
G1G41X-10.752Y12.356Z23.503F500.D1
X-10.724Y12.745Z23.434
X-10.634Y13.145Z23.362
X-10.477Y13.541Z23.286
X-10.252Y13.916Z23.209
X-9.966Y14.254Z23.131
X-9.628Y14.541Z23.053
X-9.252Y14.765Z22.976
X-8.856Y14.922Z22.901
X-8.457Y15.013Z22.829
X-8.068Y15.041Z22.76
X-5.927Z22.382
X-5.546Y15.013Z22.315
X-5.154Y14.923Z22.244
X-4.766Y14.766Z22.171
X-4.399Y14.541Z22.095
X-4.07Y14.255Z22.018
X-3.794Y13.917Z21.941
X-3.582Y13.543Z21.865
X-3.437Y13.15Z21.791
X-3.36Y12.756Z21.72
X-3.344Y12.374Z21.653
X-4.154Y-12.999Z17.178
X-4.433Y-21.76F1000.
G2X-7.223Y-24.462I2.79J-.089
Плюется на последнюю строку. Как решить данную проблему. Перейти на линейную интерполяцию — не вариант. Заранее благодарю всех участников.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Bully
1 095
-
- Жалоба
- Рассказать
не знаю как там на mach, но дело может быть в том, что центр дуги отсчитывается по-другому. Так, например, в Fanuc и NC210 они по-разному должны быть заданы. В одном центр в абсолютных координатах, в другом относительных.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Ug_user
623
-
- Жалоба
- Рассказать
Возьми свой любимый Power Mill. Нарисуй точечку с координатами X=-4.433 Y=-21.76
Это последнее линейное перемещение.
Нарисуй точечку X=-7.223 Y=-24.462
Это сюда станок должен попасть после дугового перемещения.
А теперь от первой точечки (это старт дуги) отложи с плюсом по Х 2.79 и с минусом по Y -0.089
Это — центр твоей дуги.
А теперь измеряй расстояние от старта дуги до центра и от конечной точки дуги до центра. Совпадают? Вряд ли. Значит — не то выводишь в I и J.
Сделай квадрат 100х100 с нулем в углу, сделай скругление каждого угла разными радиусами (R10, R20, R30, R40). Получи программу на проход этого контура. Все сразу станет понятно.
Ссылка на сообщение
Поделиться на других сайтах
akzorbek
0
- Автор
-
- Жалоба
- Рассказать
Да, скорее всего мой любимый Power Mill не правильно выводит координаты центра дуги. как заставить его правильно выводить I и J? неохота эти центры дополнительно высчитывать
Изменено 23 мая 2017 пользователем akzorbek
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
.thumb.jpg.576bbf20f94c440f90def45f8af3be02.jpg)
CNC_SKILL
943
-
- Жалоба
- Рассказать
Только что, akzorbek сказал:
в Power Mill записал G код. Загружаю в Mach, выдает ошибку: radius to end of arc differs from radius. Вот кусочек кода:
А какое отношение Power Mill имеет к NX!
Вопрос не в ту ветку!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
akzorbek
0
- Автор
-
- Жалоба
- Рассказать
1 минуту назад, Frezer_PU сказал:
А какое отношение Power Mill имеет к NX!
Вопрос не в ту ветку!
Сорри за то, что заблудился. Как я уже писал в начале, я новичок, и прошу не судить строго. И за перепутанные ветки тоже. Если честно, я пока понятия не имею что такое NX. просто в этой ветке я нашел обсуждения про Mach.
спрошу у гугла, что такое NX
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ug_user
623
-
- Жалоба
- Рассказать
Вот программа для квадрата со скруглениями. Попробуй, загрузи ее в Mach. И разбирайся.
N9 G90
G1 X0.0 Y0.0 Z10. F1000
N10 Z0.0
N11 Y90. F250.
N12 G02 X10. Y100. I10. J0.0
N13 G01 X80.
N14 G02 X100. Y80. I0.0 J-20.
N15 G01 Y40.
N16 G02 X60. Y0.0 I-40. J0.0
N17 G01 X0.0
N18 G00 Z10.
N19 G49 G21
N20 G91 G28 Z0.0
N21 G91 G28 X0.0 Y0.0
N22 G90 G53 G00
N23 M05
N24 M09
Не переживай, если вопрос по делу — и в ветке NX помогут. Я много работаю в NX с Mach3.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
CNC_SKILL
943
-
- Жалоба
- Рассказать
Только что, akzorbek сказал:
Сорри за то, что заблудился
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
akzorbek
0
- Автор
-
- Жалоба
- Рассказать
спасибо, начинаю потихоньку осваиваться.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
CNC_SKILL
943
-
- Жалоба
- Рассказать
Забыл сказать что надо было админа попросить чтоб перекинул тему ! 
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
akzorbek
0

sssdos
132
-
- Жалоба
- Рассказать
11 минуту назад, akzorbek сказал:
Доброго времени суток. Я новичок в этой сфере. Собрал свой первый станок. Работаю в Mach3. И вот, разбираюсь. И натыкаюсь на разные проблемы. Вот проблема, с которой вожусь целый день, вернее ищу информацию по ее решению в интернете, но никак не получается. Суть такова: в Power Mill записал G код. Загружаю в Mach, выдает ошибку: radius to end of arc differs from radius. Вот кусочек кода:
% G90 T1 S1500 G0X-10.751Y3.031Z50.293 Z25.147 G1G41X-10.752Y12.356Z23.503F500.D1 X-10.724Y12.745Z23.434 X-10.634Y13.145Z23.362 X-10.477Y13.541Z23.286 X-10.252Y13.916Z23.209 X-9.966Y14.254Z23.131 X-9.628Y14.541Z23.053 X-9.252Y14.765Z22.976 X-8.856Y14.922Z22.901 X-8.457Y15.013Z22.829 X-8.068Y15.041Z22.76 X-5.927Z22.382 X-5.546Y15.013Z22.315 X-5.154Y14.923Z22.244 X-4.766Y14.766Z22.171 X-4.399Y14.541Z22.095 X-4.07Y14.255Z22.018 X-3.794Y13.917Z21.941 X-3.582Y13.543Z21.865 X-3.437Y13.15Z21.791 X-3.36Y12.756Z21.72 X-3.344Y12.374Z21.653 X-4.154Y-12.999Z17.178 X-4.433Y-21.76F1000. G2X-7.223Y-24.462I2.79J-.089Плюется на последнюю строку. Как решить данную проблему. Перейти на линейную интерполяцию — не вариант. Заранее благодарю всех участников.
Используй коррекцию на износ или вообще без неё
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ug_user
623
-
- Жалоба
- Рассказать
Да, коррекцию нужно использовать только тогда, когда в Махе в данных фрезы корректный радиус занесен. Раз включил G41 и указал корректор D1 — в D1 должен быть радиус. Радиус может быть и 0.000, но тогда траектория должна быть на центр инструмента, а не на контур.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Attila11
75
-
- Жалоба
- Рассказать
13 минуты назад, Ug_user сказал:
Да, коррекцию нужно использовать только тогда, когда в Махе в данных фрезы корректный радиус занесен. Раз включил G41 и указал корректор D1 — в D1 должен быть радиус. Радиус может быть и 0.000, но тогда траектория должна быть на центр инструмента, а не на контур.
Я бы D1 совсем убрал .
Изменено 23 мая 2017 пользователем Attila11
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ug_user
623
-
- Жалоба
- Рассказать
Ругнется, так как G41 включает. Если убирать — то и G41 и D1. Но — программа без коррекции. Mach нормально работает с коррекцией.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Чингачгук
537
-
- Жалоба
- Рассказать
1 час назад, akzorbek сказал:
спрошу у гугла, что такое NX
NX — это как Power Mill, только недоделанный )))
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Attila11
75
-
- Жалоба
- Рассказать
NX хорошая программа но в PowerMill удобнее мне так кажется .
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
akzorbek
0
- Автор
-
- Жалоба
- Рассказать
D1 убрал. Ту строку проскочил, но все равно местами ругается. Проверил геометрию. Начертил в с указанными координатами. погрешность около 0.0002 мм. В документации написано, что в мм на такую погрешность не должен ругаться. Может где то в настройках увеличить допуски?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ug_user
623
akzorbek
0
- Назад
- 1
- 2
- Вперёд
- Страница 1 из 2
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
-
Сейчас на странице
0 пользователей
Нет пользователей, просматривающих эту страницу.
-
Сообщения
-

Автор:
Maik812 · Опубликовано: 1 час назад
8 месяцев спустя ! ХМ.. однако мужской коллектив.. отправил девушку в декрет наверно
-
Автор:
Maik812 · Опубликовано: 1 час назад
Ни хрена не понятно.. Вы бы пример прикрепили бы.. что куда заносится теряешь на 3тьем пункте..
Название где ? в Имени файла? В Имени «Обозначение » ?
-
Автор:
Shvg · Опубликовано: 3 часа назад
1. Формат ХХ.ХХ — это буквы, цифры и точка? Больше никаких символов не используется?
3. Разделитель _ (знак подчеркивания) используется только один раз в названии файла?
4. Название конфигурации, например, 100, содержащее 00 не бывает?
Какой SW используется? Сборка полностью решенная?
-
-
-
Автор:
Nikk24 · Опубликовано: 5 часов назад
Разобрался, насколько это возможно. Элементарная работа внешних сил берется полностью, элементарная работа внутренних — с множителем 1/2. Из этого уже получается ожидаемый результат.
Цитаты из Даркова-Шпиро— для работы внешних сил
— внутренних
И вот это мне не понятно, так как и внутренние и внешние силы приложены статически — 1/2 должна быть и там и там. У Даркова этот вопрос не объяснен. Чего-то я не понимаю. Предполагаю, что так сделано из-за разницы в выражении элементарного перемещения: для работы внешних сил оно определяется через силу и после интегрирования вся работа будет с множителем 1/2, для работы внутренних сил перемещение определяется от х и после интегрирования 1/2 не будет.
-
-
-
Автор:
KAMALOV · Опубликовано: 6 часов назад
дак тут даже и заходить не надо, у нас электрики, элементарно включив мозги полезут смотреть концевики, датчики на шпинделе, это элементарные вещи, которые решаются на производстве на раз два, если честно мы здесь сидим обсуждаем такие вещи, что мне как то не по себе становиться, если специалист хотябы с 2х летним стажем на любом станке ковырялся, он эту задачу буквально за час должен решать…
тут человеку помочь пытаешься, от него отдачи вообще никакой, лимон 2010 сверху написал что примерно смотреть надо с чего начинать, так он просто сидит игнорит все это, собственно вопрос, для чего он сюда вообще пришел?
-
-



- Index
- Recent Topics
- Search
- www.linuxcnc.org
- GCode and Part Programs
- CAD CAM
- Radius to end of arc differs from radius to start
04 Mar 2017 22:47 #89010
by Jake
I am having a bit of a challenge with this piece of code. It is a boring cycle with a 1/4″ EM I have read through some of the other threads that have had a similar issue. My CAM Fusion360 was set on 4 decimal places, I did stretch it out to 5 and it is still giving me the same error. Anybody familiar enough with Fusion360 cam to know how to work through this?
Thanks!
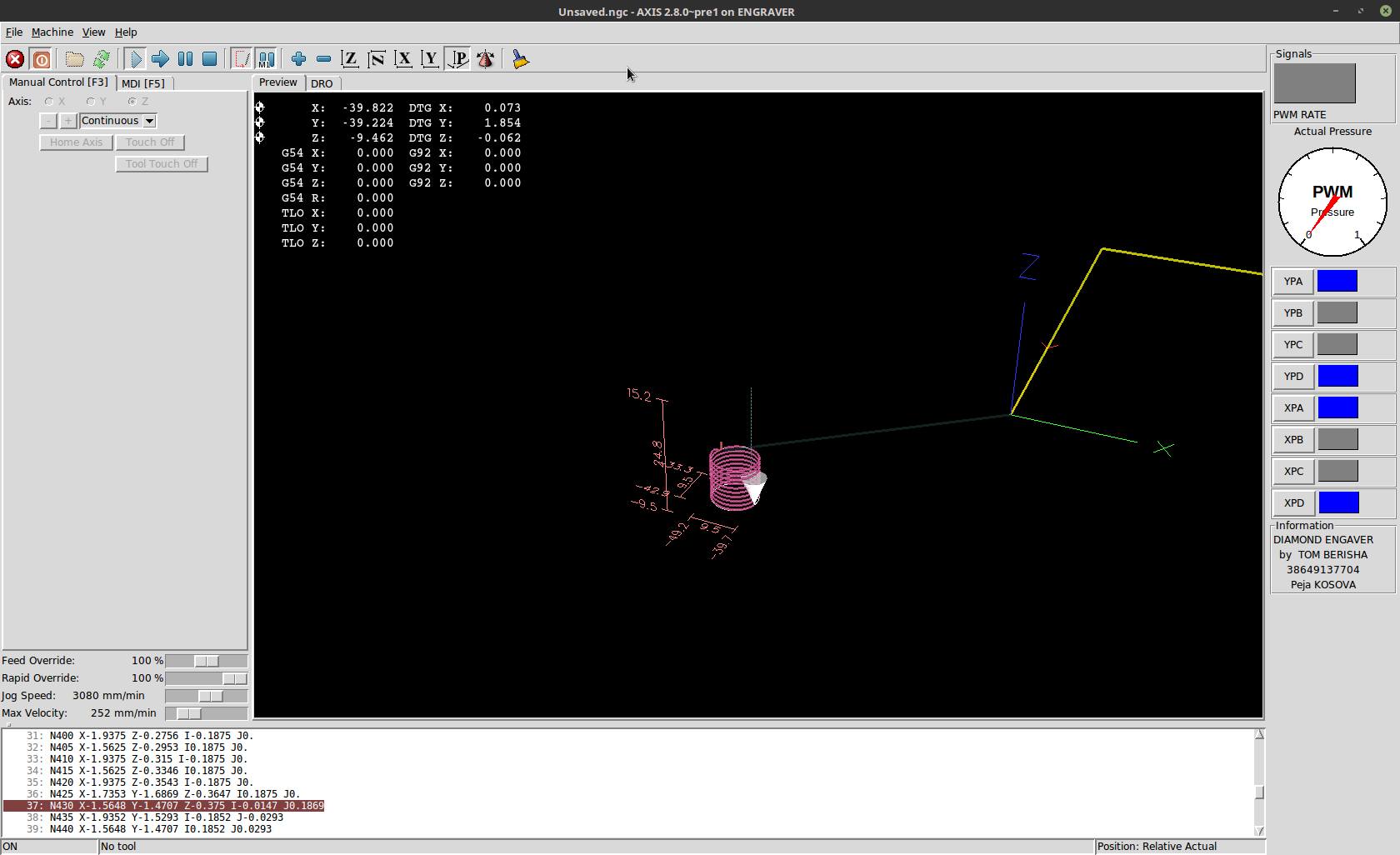
(BORE1) N260 M9 N265 M1 N270 T2 M6 N275 T5 N280 S8000 M3 N285 G54 N290 M7 N300 G0 X-1.875 Y-1.475 N305 G43 Z0.6 H2 N310 G0 Z0.08 N315 G1 Z0.025 F30. N320 G18 G3 X-1.9 Z0. I-0.025 K0. N325 G1 X-1.9125 N330 G17 G3 X-1.9375 Y-1.5 I0. J-0.025 <------Its blowing up here. N335 X-1.5625 Z-0.0197 I0.1875 J0. N340 X-1.9375 Z-0.0394 I-0.1875 J0. N345 X-1.5625 Z-0.0591 I0.1875 J0. N350 X-1.9375 Z-0.0787 I-0.1875 J0. N355 X-1.5625 Z-0.0984 I0.1875 J0. N360 X-1.9375 Z-0.1181 I-0.1875 J0. N365 X-1.5625 Z-0.1378 I0.1875 J0. N370 X-1.9375 Z-0.1575 I-0.1875 J0. N375 X-1.5625 Z-0.1772 I0.1875 J0. N380 X-1.9375 Z-0.1969 I-0.1875 J0. N385 X-1.5625 Z-0.2165 I0.1875 J0. N390 X-1.9375 Z-0.2362 I-0.1875 J0. N395 X-1.5625 Z-0.2559 I0.1875 J0. N400 X-1.9375 Z-0.2756 I-0.1875 J0. N405 X-1.5625 Z-0.2953 I0.1875 J0. N410 X-1.9375 Z-0.315 I-0.1875 J0. N415 X-1.5625 Z-0.3346 I0.1875 J0. N420 X-1.9375 Z-0.3543 I-0.1875 J0. N425 X-1.7353 Y-1.6869 Z-0.3647 I0.1875 J0. N430 X-1.5648 Y-1.4707 Z-0.375 I-0.0147 J0.1869 N435 X-1.9352 Y-1.5293 I-0.1852 J-0.0293 N440 X-1.5648 Y-1.4707 I0.1852 J0.0293 N445 X-1.5934 Y-1.4499 I-0.0247 J-0.0039 N450 G1 X-1.6058 Y-1.4518 N455 X-1.6096 Y-1.4525 Z-0.3747 N460 X-1.6134 Y-1.4531 Z-0.3738 N465 X-1.617 Y-1.4536 Z-0.3723 N470 X-1.6203 Y-1.4541 Z-0.3702 N475 X-1.6232 Y-1.4546 Z-0.3677 N480 X-1.6257 Y-1.455 Z-0.3647 N485 X-1.6278 Y-1.4553 Z-0.3613 N490 X-1.6292 Y-1.4556 Z-0.3577 N495 X-1.6301 Y-1.4557 Z-0.3539 N500 X-1.6304 Y-1.4558 Z-0.35 N505 G0 Z0.6 N515 M5 N520 G53 Z0.
Please Log in or Create an account to join the conversation.
04 Mar 2017 23:54 #89012
by tommylight
It is all good here, see attached.
The only thing (besides some weird tool changes and Z0.???? ), check the tool to be used and the radius you are trying to cut, tool has to be smaller diameter than the radius to be cut.
Please Log in or Create an account to join the conversation.
05 Mar 2017 01:14 #89014
by Jake
Thanks Tommy!
Its a 1/4 endmill, 9.5mm = .0.374 + 0.25 should put me right there. A guy on the Fusion forum said move my tolerance to 0.0001 and it made it happy, Ill go try it in a little bit.
The «Z0.???»
Are you talking about line N315? Yeah I could add some top clearance in, I left it since the 25/64″ hole is already drilled so I can rapid right to the top of the piece.
Please Log in or Create an account to join the conversation.
05 Mar 2017 02:50 #89017
by Jake
I had my tool table screwed up. When I was setting my Z offsets on the tools I didnt have the correct axis selected it looks like. As the T2 and T5 offsets were in the Y. It runs on the SIM. We will see if it will run tommorrow. thanks again for the help.
Please Log in or Create an account to join the conversation.
26 Mar 2017 17:13 #90302
by turbo
I’m having the same problem, but on my lathe. When you say that changing the tolerance to .0001 fixed it do you mean the fusion post options screen? I did that and it didn’t change anything.
Please Log in or Create an account to join the conversation.
26 Mar 2017 17:22 #90304
by turbo
Can I override the error? I just want it to run the code that I feed it.
Please Log in or Create an account to join the conversation.
27 Mar 2017 10:43 #90345
by andypugh
On a lathe it might be a problem with radius/diameter mode or absolute/relative hole centres.
If you over-ride the error, what do you expect LinuxCNC to do? It can’t work out from the input data what the arc radius is.
What is the exact error message, the starting-point of the arc and the G-code line that errors?
Please Log in or Create an account to join the conversation.
27 Mar 2017 14:27 — 27 Mar 2017 15:08 #90373
by Jake
I changed the tolerance in Fusion in the model not in the post processor. It was under preferences I believe, ill look tonight
Make sure your tool offsets are correct also. I have screwed up by having the wrong axis selected when touching off a tool which placed the offset in the wrong axis in the tool table.
Also if your cutter is too large for the radius it will give you that error also.
Last edit: 27 Mar 2017 15:08 by Jake.
Please Log in or Create an account to join the conversation.
27 Mar 2017 23:36 — 27 Mar 2017 23:41 #90405
by turbo
In the tool table am I correct doubling my tool tip radius and putting that in the diameter column? So for my OD profiling tool I have .08 in the diameter column since the tool tip radius is .04mm.
I think I got past this problem yesterday by reducing the tolerance and turning on smoothing in the profiling op. Once I got past that I realized that the g76 format from the tormach post was totally wrong anyway.
Last edit: 27 Mar 2017 23:41 by turbo.
Please Log in or Create an account to join the conversation.
- GCode and Part Programs
- CAD CAM
- Radius to end of arc differs from radius to start
Time to create page: 0.449 seconds
Да, вручную работают, Mach3 пишет (Radius to end off arc differs from radius to startLine 50). Через переводчик это (Радиус в конец от дуги отличается от радиус до 50 StartLine). Программы Sheetcam и Mach3 изучил поверхностно, более-менее понятно, но может чего упустил. Например не правильно настроил постпроцессор в Sheetcam или еще чего ? А G-код мой вот:
N0000 (Filename: 11111111111111.tap)
N0010 (Post processor: 5 MP1000-THC-Fan on piercecount.post)
N0020 (Date: 13.11.2013)
N0030 G21 (Units: Metric)
N0040 G53 G90 G40
N0050 F1
N0060 (Part: 11111111111111)
N0070 (Process: Без смещения 0, Фрезер./Гравир., 0,01 mm диаметр, 0 mm Глубина)
N0080 M06 T0 F1 (Фрезер./Гравир., 0,01 mm диаметр)
N0090 G00 Z4.0000
N0100 X182.4162 Y238.9159
N0110 Z0.5000
N0120 G28.1 Z3.00
N0130 G92 Z0.0
N0140 G00 Z0.0600
N0150 G92 Z0.0
N0160 G00 Z0.0000
N0170 M03
N0180 G01 F0
N0190 G03 X167.4162 Y253.9159 I-15.0000 J0.0000 F1.0
N0200 X152.4162 Y238.9159 I0.0000 J-15.0000
N0210 X167.4162 Y223.9159 I15.0000 J0.0000
N0220 X182.4162 Y238.9159 I0.0000 J15.0000
N0230 M05
N0240 G00 Z4.0000
N0250 Y275.4533
N0260 Z0.5000
N0270 G28.1 Z3.00
N0280 G92 Z0.0
N0290 G00 Z0.0600
N0300 G92 Z0.0
N0310 G00 Z0.0000
N0320 M03
N0330 G01 F0
N0340 G03 X167.4162 Y290.4533 I-15.0000 J0.0000 F1.0
N0350 X152.4162 Y275.4533 I0.0000 J-15.0000
N0360 X167.4162 Y260.4533 I15.0000 J0.0000
N0370 X182.4162 Y275.4533 I0.0000 J15.0000
N0380 M05
N0390 G00 Z4.0000
N0400 Y314.1398
N0410 Z0.5000
N0420 G28.1 Z3.00
N0430 G92 Z0.0
N0440 G00 Z0.0600
N0450 G92 Z0.0
N0460 G00 Z0.0000
N0470 M03
N0480 G01 F0
N0490 G03 X167.4162 Y329.1398 I-15.0000 J0.0000 F1.0
N0500 X152.4162 Y314.1398 I0.0000 J-15.0000
N0510 X167.4162 Y299.1398 I15.0000 J0.0000
N0520 X182.4162 Y314.1398 I0.0000 J15.0000
N0530 M05
N0540 G00 Z4.0000
N0550 X147.5063 Y300.7070
N0560 Z0.5000
N0570 G28.1 Z3.00
N0580 G92 Z0.0
N0590 G00 Z0.0600
N0600 G92 Z0.0
N0610 G00 Z0.0000
N0620 M03
N0630 G01 F0
N0640 G03 X119.0287 Y329.1846 I-28.4776 J0.0000 F1.0
N0650 X90.5511 Y300.7070 I0.0000 J-28.4776
N0660 X119.0287 Y272.2294 I28.4776 J0.0000
N0670 X147.5063 Y300.7070 I0.0000 J28.4776
N0680 M05
N0690 G00 Z4.0000
N0700 X182.4162 Y353.3637
N0710 Z0.5000
N0720 G28.1 Z3.00
N0730 G92 Z0.0
N0740 G00 Z0.0600
N0750 G92 Z0.0
N0760 G00 Z0.0000
N0770 M03
N0780 G01 F0
N0790 G03 X167.4162 Y368.3637 I-15.0000 J0.0000 F1.0
N0800 X152.4162 Y353.3637 I0.0000 J-15.0000
N0810 X167.4162 Y338.3637 I15.0000 J0.0000
N0820 X182.4162 Y353.3637 I0.0000 J15.0000
N0830 M05
N0840 G00 Z4.0000
N0850 X0.0000 Y396.7329
N0860 Z0.5000
N0870 G28.1 Z3.00
N0880 G92 Z0.0
N0890 G00 Z0.0600
N0900 G92 Z0.0
N0910 G00 Z0.0000
N0920 M03
N0930 G01 F0
N0940 X200.0000 F1
N0950 Y0.0000
N0960 X138.6285 Y144.9161
N0970 X81.9353
N0980 Y266.9507
N0990 X37.2348
N1000 Y46.7329
N1010 X0.0000
N1020 Y396.7329
N1030 M05
N1040 G00 Z4.0000
N1050 M9
N1060 M05 M30
Как я уже говорил, делал его через Sheetcam. Пробовал через другие программы, все равно не работает.
#1
![]()
OFFLINE
Отправлено 12 Октябрь 2012 — 21:15
Добрый день, недавно купили станок с чпу воздушно-плазменной резки, станок луганский SN4. Начал разбираться как и что, взял образец детали, воссоздал ее в Autocad, сохранил чертеж в формате DXF, создал новое задание в ProNest 8, выбрал свою детальку, задал размеры рабочей поверхности, сделал раскрой, выгрузил G код в файл формата CNC. Открыл Mach3, загрузил G код, выбрал правильную систему координат, все отлично отрисовывается в Display Mode, при подключенном станке он все движения воспроизводит так же точно, как и в Display Mode, казалось бы все прекрасно, однако, не включается плазма, и станок просто выписывает пируэты в воздухе, и при этом ничего,естественно, не режет.
Судя по CNC файлу код, который используется для включения плазмы — M21 , а для выключения M20, верны ли мои догадки ? Википедия вообще не говорит ничего о M20 и M21, прыгая с М17 сразу к М25.
Постпроцессор, выбранный в ProNest — BurnySWA(Вот тут и закрались сомнения).
Сгенирированный CNC файл прикрепляю(заархивирован из-за ограничения по размеру вложений).
Буду очень рад, если кто-то сможет помочь.
Еще не знаю важны ли следующие детали:
1.Плазма включилась на 1 секунду сразу после всключения компьютера, пробила дырку в листе и выключилась
2.То же самое произошло при выключении компьютера.
-
0
- Наверх
#2
![]()
OFFLINE
Roma
Roma
- Пол:Мужчина
- Из:Воронеж
Отправлено 12 Октябрь 2012 — 22:51
Скорее всего, для BurnySWA, коды М20-21 это самое то, для плазмы.
Но, в Mach3 коды М20/21 не прописаны, по умолчанию.
Можно и самому их дописать в папку макросов, только надо ли…
Проще, использовать готовые М3/М5. Не могу утверждать, но предполагаю, что так и задумывалось.
Т.е. подобрать/исправить постпроцессор или в блокноте делать подмену.
И настройки Mach проверить, действительно ли плазма управляется М3/5.
Не мешает и техподдержку потрясти, лишний раз.
Чтобы дырки не прожигать, взять за правило — включать питание станка после загрузки Mach3 и выключать до выгрузки. При загрузке компьютера, сигналы на LPT шалят как хотят.
Это не связано с проблемой М кодов, но показывает, что плазма всё-таки может включаться…
Сообщение отредактировал Roma: 12 Октябрь 2012 — 23:10
-
0
- Наверх
#3
![]()
OFFLINE
Ashcroft
Отправлено 13 Октябрь 2012 — 17:18
Благодарю за ответ, однако, я не совсем понимаю будет ли приемлимо использовать код начала вращения шпинделя для включения плазмы ? Или же M3 — код включения инструмента, вне зависимости какой он ?
-
0
- Наверх
#4
![]()
OFFLINE
Roma
Roma
- Пол:Мужчина
- Из:Воронеж
Отправлено 13 Октябрь 2012 — 17:48
Или же M3 — код включения инструмента, вне зависимости какой он ?
Можно понимать и так.
М3-5 просто меняют уровень сигнала на контакте ЛПТ, определённом в настройках Mach. Тем самым, включая-выключая инструмент…
-
0
- Наверх
#5
![]()
OFFLINE
Ashcroft
Отправлено 16 Октябрь 2012 — 15:15
К сожалению замена кодов с M21/20 на M3/5 не помогла, станок продолжает резать воздух, уточню, что если включать резак руками(кнопка на самом резаке) и держать кнопку, то плазма все прекрасно режет, но этот вариант нам не подходит по очевидным причина. Есть какие-нибудь предположения на этот счет ?
-
0
- Наверх
#6
![]()
OFFLINE
Roma
Roma
- Пол:Мужчина
- Из:Воронеж
Отправлено 16 Октябрь 2012 — 17:14
Чтобы что-то предположить, нужно хотя бы знать – какой контакт LPT управляет реле включения плазмы и видеть настройки выходов Mach3 (congig – ports&pins – вкладки output signals и spindle)…
-
0
- Наверх
#7
![]()
OFFLINE
Ashcroft
Отправлено 17 Октябрь 2012 — 15:21
Потрясли техподдержку, вопрос решился, проблема была в Mach3. Если кому интересно выкладываю профили того, что было(SN4) и того, что стало(SN42).
-
0
- Наверх
#8
![]()
OFFLINE
Ashcroft
Отправлено 17 Ноябрь 2012 — 12:46
Добрый день, возникли новые вопросы:
1.Можно ли резать с помощью плазмы изначально корявые листы металла(Волнистые и помятые, заказчик считает, что так в 3 раза дешевле, и это собственно как 2х2 должно быть), ведь датчик высоты не работает во время перемещения с выключеннным резаком, уже напоролись на то, что он удряется об металл и пытается продолжить движение(отсюда сразу 2 проблемы, а)неправильный рассчет координат, ведь станок то думает что он двигается, а на самом деле нет
б)механические повреждения резака)
2.Может ли плазменный инвертор не справляться с постоянной непрерывной резкой? У нас он вырезает 5-7 деталей( перерыв при этом только выключение резака в конце вырезания 1 детали + время пути до начала вырезания второй) и перестает работать на время, на нем загорается красная лампочка.
Аппарат такой
3.Как в Mach3 или где это еще может делаться указать промежуток между резкой деталей, т.е. вырезал 1 деталь, отдохнул минуту, пошел дальше.
4.Как правильно рассчитать давление воздуха, напряжение и скорость подачи материала, метод проб и ошибок — дело убыточное.
-
0
- Наверх
#9
![]()
OFFLINE
Lodochnik
Lodochnik
- Пол:Мужчина
- Из:Королев
Отправлено 17 Ноябрь 2012 — 13:41
3.Как в Mach3 или где это еще может делаться указать промежуток между резкой деталей, т.е. вырезал 1 деталь, отдохнул минуту, пошел дальше.
Ставите в нужном месте программы такую строчку G4 P60, 60-это время паузы в секундах.
-
0
С уважением, Олег.
- Наверх
#10
![]()
OFFLINE
Roma
Roma
- Пол:Мужчина
- Из:Воронеж
Отправлено 17 Ноябрь 2012 — 19:29
4.Как правильно рассчитать давление воздуха, напряжение и скорость подачи материала, метод проб и ошибок — дело убыточное.
Видимо, всё-таки ток, а не напряжение. Думается, в инструкции к инвертору это должно быть написано. Во всяком случае, про давление и расход воздуха – наверняка.
Нашёл какую-то таблицу ток/толщина/подача… правда, для Powermax, но какая разница…
-
0
- Наверх
#11
![]()
OFFLINE
Ashcroft
Отправлено 17 Ноябрь 2012 — 20:56
Ставите в нужном месте программы такую строчку G4 P60, 60-это время паузы в секундах.
Идея хороша безусловно, однако если у меня 50000 строк, как-то не хотелось бы делать все вручную.
-
0
- Наверх
#12
![]()
OFFLINE
Roma
Roma
- Пол:Мужчина
- Из:Воронеж
Отправлено 17 Ноябрь 2012 — 22:01
Из темы непонятно, как реализовано вкл/выкл плазмы. Если М3/М5, то можно задать паузу после каждого выключения плазмы (М5), ports&pins – spindle setup – CW Delay Spind Down.
Но, способ не очень то, не различает длинный и короткий рез, пауза всегда одна и та же…
-
0
- Наверх
#13
![]()
OFFLINE
Ashcroft
Отправлено 03 Декабрь 2012 — 15:28
Добрый день, я опять с вопросами.
1.Не раз видел, как некоторые станки по завершению резки одной детали сначала поднимают резак вверх, только потом начинают движение к следующей точке, затем сами опускают резак на нужную высоту и начинают резку. С помощью функции THC удалось реализовать автоматическое снижение резака на нужную высоту, однако после резки очередной детали он не поднимается вверх, как хотелось бы, подскажите как быть.
2.При использовании простроцессора mach2 в ProNest8 и последующей выгрузке кода в Mach3 не удается стартовать программу, ошибка вида Radius to end of arc differs from radius to start on line number ##. Как быть в этом случае ?
3.Вопрос про перерыв между резкой деталей остается открытым.( Предложенные варианты не совсем удобны).
P.S. Roma, в данный момент код генерируется постпроцессором BurnySWA .Произведена замена кодов включения и выключения (M21/M20) на коды M3/M5 соответственно в самом постпроцессоре путем его редактирования.
Прилагаю пример кода, сгенерированного с помощью mach2 через Pronest8
Прикрепленные файлы
-
whyso.zip 2,54К
1005 скачиваний

Сообщение отредактировал Ashcroft: 03 Декабрь 2012 — 15:30
-
0
- Наверх
#14
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 03 Декабрь 2012 — 17:04
Постпроцессор для этих луганских станков под мач3 какой то ниочем… что за быдло поддержка такая у вас.
-
0
- Наверх
#15
![]()
OFFLINE
Ashcroft
Отправлено 03 Декабрь 2012 — 22:10
Там три в одном. И производители и продавцы и поддержка — Луганск.
Сообщение отредактировал Ashcroft: 03 Декабрь 2012 — 22:16
-
0
- Наверх
#16
![]()
OFFLINE
Roma
Roma
- Пол:Мужчина
- Из:Воронеж
Отправлено 08 Декабрь 2012 — 20:00
Добрый день, я опять с вопросами.
1.Не раз видел, как некоторые станки по завершению резки одной детали сначала поднимают резак вверх, только потом начинают движение к следующей точке, затем сами опускают резак на нужную высоту и начинают резку. С помощью функции THC удалось реализовать автоматическое снижение резака на нужную высоту, однако после резки очередной детали он не поднимается вверх, как хотелось бы, подскажите как быть.
2.При использовании простроцессора mach2 в ProNest8 и последующей выгрузке кода в Mach3 не удается стартовать программу, ошибка вида Radius to end of arc differs from radius to start on line number ##. Как быть в этом случае ?
1. Приходит на ум — подправить постпроцессор, чтобы вместе с выключением плазмы (М5), выводился код подъёма Z, что-то вроде G0 Z10. Или исправить файл макроса M5, добавить строчку типа — Code («G0 Z10») .
2. Попробуйте убрать G91, в конце УП он 2 раза всплывает…
Сообщение отредактировал Roma: 08 Декабрь 2012 — 20:06
-
0
- Наверх
#17
![]()
OFFLINE
crashzoom
Отправлено 16 Декабрь 2012 — 02:10
1. Приходит на ум — подправить постпроцессор, чтобы вместе с выключением плазмы (М5), выводился код подъёма Z, что-то вроде G0 Z10. Или исправить файл макроса M5, добавить строчку типа — Code («G0 Z10») .
Совершенно согласен. Все это редактируется в пострпроцессоре. Он правда сильно замудреный, но разобраться можно. И с датчикам касания, высотой прокола, паузой и высотой переезда (кажись safe mode в постпроцессоре)
-
0
- Наверх
#18
![]()
OFFLINE
Ashcroft
Отправлено 17 Декабрь 2012 — 13:50
Подредактировал постпроцессор BurnySWA под свои нужны и подж нужны Mach3, а именно:
1.Передышка 15 секунд после каждого выключения плазмы(Проверяйте чтобы g4 у вас отсчитывался в милисекундах, иначе перерыв затянется на 15000 секунд) — протестировано, все работает.
2.М21/М20 заменены на М3/М5
3.Добавлены функции Z вверх и Z вниз после резки и перед резкой соотвественно — функция еще не протестирована, но мне уже почему-то кажется, что придется придумывать что-то еще, ведь с функцией THC как-то странно отсчитывает движение по высоте, вчера, например, заметил что по Z в середине работы программы набежало значение 130 и продолжало увеличиваться, хотя резак был как раз на расстоянии 3-4 мм от листа, и если в этот момент поступила бы команда Z30, чтобы поднять его после резки, он бы, естественно, опустился.
4.Добавлен макрос М1003 после включения плазмы(для ожидания пробоя материала, надеюсь полсекунды будет хватать).
Для использования датчика THC плазма в связке с программой Mach3 необходимо написать
простой макрос и сохранить его под названием, например, m1003. В главном окне
программы Mach3 выбрать меню Operator>VB Script Editor. В появившемся окне
редактирования VB Scripter Window набрать макрос следующего содержания:
While IsMoving()
Wend
DoSpinCW()
Sleep (500)
В окне VB Scripter Window выбрать меню File>Save. Сохранить макрос под названием
m1003.m1s в папку macros, указав в ней папку с именем настраиваемого профиля. В текущем
примере c:Mach3macrosPlasma Machine. ©
Выкладываю промежуточный вариант.
Сообщение отредактировал Ashcroft: 17 Декабрь 2012 — 13:58
-
0
- Наверх
#19
![]()
OFFLINE
crashzoom
Отправлено 17 Декабрь 2012 — 15:20
Подредактировал постпроцессор BurnySWA под свои нужны и подж нужны Mach3, а именно:
1.Передышка 15 секунд после каждого выключения плазмы(Проверяйте чтобы g4 у вас отсчитывался в милисекундах, иначе перерыв затянется на 15000 секунд) — протестировано, все работает.
2.М21/М20 заменены на М3/М5
3.Добавлены функции Z вверх и Z вниз после резки и перед резкой соотвественно — функция еще не протестирована, но мне уже почему-то кажется, что придется придумывать что-то еще, ведь с функцией THC как-то странно отсчитывает движение по высоте, вчера, например, заметил что по Z в середине работы программы набежало значение 130 и продолжало увеличиваться, хотя резак был как раз на расстоянии 3-4 мм от листа, и если в этот момент поступила бы команда Z30, чтобы поднять его после резки, он бы, естественно, опустился.
4.Добавлен макрос М1003 после включения плазмы(для ожидания пробоя материала, надеюсь полсекунды будет хватать).Для использования датчика THC плазма в связке с программой Mach3 необходимо написать
простой макрос и сохранить его под названием, например, m1003. В главном окне
программы Mach3 выбрать меню Operator>VB Script Editor. В появившемся окне
редактирования VB Scripter Window набрать макрос следующего содержания:
While IsMoving()
Wend
DoSpinCW()
Sleep (500)
В окне VB Scripter Window выбрать меню File>Save. Сохранить макрос под названием
m1003.m1s в папку macros, указав в ней папку с именем настраиваемого профиля. В текущем
примере c:Mach3macrosPlasma Machine. ©Выкладываю промежуточный вариант.
Зачем макрос, если можно использовать паузу после М03?
И не пойму как работает THC. На сколько я понимаю THC следит по напряжению за высотой горелки и передает 2 сигнала в mach либо вверх или вниз и mach корректирует в процессе работы высоту по Z.
-
0
- Наверх
#20
![]()
OFFLINE
Roma
Roma
- Пол:Мужчина
- Из:Воронеж
Отправлено 17 Декабрь 2012 — 15:53
3.Добавлены функции Z вверх и Z вниз после резки и перед резкой соотвественно — функция еще не протестирована, но мне уже почему-то кажется, что придется придумывать что-то еще, ведь с функцией THC как-то странно отсчитывает движение по высоте, вчера, например, заметил что по Z в середине работы программы набежало значение 130 и продолжало увеличиваться, хотя резак был как раз на расстоянии 3-4 мм от листа, и если в этот момент поступила бы команда Z30, чтобы поднять его после резки, он бы, естественно, опустился.
Поздравляю… с ПП разобрались, и макросы одолели.
Necessitas auctum intellectum 
Чтобы быть уверенным, что Z поедет куда нужно, попробуйте добавить в макрос М5 – обнуление Z, при каждом выключении плазмы. Ну и подъём на безопасную высоту можно туда же дописать.
DoSpinStop()
DoButton ( 1010 )
Sleep (500)
Code («G0 Z10»)
Кстати, для паузы 15сек, можно использовать этот же макрос М5.
Т.е. внизу ещё строчка — Code («G4 P15000») …
-
0
- Наверх