Anat2015
283
Terex
3
lankina-julia@mail.ru
0
Anat2015
283
lankina-julia@mail.ru
0
Anat2015
283
lankina-julia@mail.ru
0
lankina-julia@mail.ru
0
lankina-julia@mail.ru
0
Anat2015
283
Terex
3
lankina-julia@mail.ru
0
Anat2015
283
lankina-julia@mail.ru
0
lankina-julia@mail.ru
0
lankina-julia@mail.ru
0
Anat2015
283
Ander
100
lankina-julia@mail.ru
0
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Sinumerik Alarm 25040 Axis %1 standstill monitoring
Parameters:
%1 = Axis name, spindle number
Definitions:
The NC monitors to ensure that the position is held at zero speed. Monitoring is started after a time that can be set for a specific axis in the machine data 36040 STSTILL_DELAY_TIME after interpolation has ended. A constant check is made to deter- mine whether the axis remains within the tolerance range given in MD 36030 STSTILL_POS_TOL.
The following cases are possible:
1. The interface signal SERVO ENABLE (DB31 – 48, DBX 2.1) is zero because the axis has jammed mechanically. Due to mechanical influences (e.g. high machining pressure), the axis is pushed away from the permissible position tolerance.
2. With closed position control loop (without jamming) – interface signal SERVO ENABLE (DB 31 – 48, DBX 2.1) is 1 – the axis is pushed away from its position by mechanical forces with a small gain in the position control loop.
The alarm can be reprogrammed in the MD ALARM_REACTION_CHAN_NOREADY (channel not ready).
Reactions:
– The NC switches to follow-up mode.
– Mode group not ready.
– Channel not ready.
– NC Start disable in this channel.
– Interface signals are set.
– Alarm display.
– NC Stop on alarm.
– Channel not ready.
– If the axis is a single axis when this alarm is triggered, the alarm is only effective for this axis (not effective for e.g. the channel or mode group)
Remedy:
Please inform the authorized personnel/service department.
• Check MD 36040 STSTILL_DELAY_TIME and MD 36030 STSTILL_POS_TOL; increase if necessary. The value must be greater than the machine data “Exact stop – coarse” ($MA_STOP_LIMIT_COARSE).
• Estimate machining forces and reduce if necessary by setting a lower feed or a higher rotational speed.
• Increase clamping pressure.
• Increase the gain in the position control loop by improved optimization (Kv factor MD 32200 POSCTRL_GAIN, 611D drive).
Program Continuation:
Clear alarm with the RESET key in all channels of this mode group. Restart part program.
References
- Siemens Diagnostics Guide by Siemens
Sinumerik Alarm 25040 Axis %1 standstill monitoring
#1
![]()
OFFLINE
Отправлено 25 Июль 2012 — 10:10
Всем привет. Подскажите, хотя бы примерно, с недавнего времени начал глючить пульт (Sinumerik 840D), при загрузке и при переходе по меню в самом ПО появляются ошибки (скрины в прилшожении). Подскажите если кто нибудь с этим сталкивался откуда ноги растут , глючит винда или само ПО Sinumerik, что можно предпринять в этой ситуации? Сам станок стоит, но это уже другой вопрос, сейчас мне бы с пультом разобраться, кабель MPI проверил с ним все нормально. Пульт начал глючить во время проведения телесервиса с Италией, до этого тоже возникала такая ошибка но решалась она перезагрузкой станка, а вот сейчас это не помогает. У кого какие варианты есть проконсультируйте пожалуйста.
Прикрепленные изображения
-
0
- Наверх
#2
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 25 Июль 2012 — 11:04
комп продуть, прочистить. Блок питания в системнике заменить.
-
0
- Наверх
#3
![]()
OFFLINE
Romansv
Отправлено 25 Июль 2012 — 11:15
комп продуть, прочистить. Блок питания в системнике заменить.
Сделано в первую очередь, но толку никакого от этого нет, с компом все в порядке, а не могли бы Вы объяснить причем тут блок питания?
-
0
- Наверх
#4
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 25 Июль 2012 — 12:37
Объясняю. Была примерно аналогичная ситуация. Но глюки были время от времени и лечили перезагрузкой. В один момент они участились. Сисадмин посмотрел комп — заменил блок питания и глюки ушли. Личный опыт. Возьмите БП с другого компа и попробуйте.
-
0
- Наверх
#5
![]()
OFFLINE
Romansv
Отправлено 25 Июль 2012 — 13:05
все, проблему решил, блок питания не причем. Всем спасибо.
-
0
- Наверх
#6
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 25 Июль 2012 — 13:30
Дело было не в бобине, а в контактах?
-
0
- Наверх
#7
![]()
OFFLINE
Romansv
Отправлено 25 Июль 2012 — 13:35
нет это глюк программы, переставил прогу все заработало.
-
0
- Наверх
#8
![]()
OFFLINE
Romansv
Отправлено 25 Июль 2012 — 14:40
а кто нибудь встречался с ошибкой 120202 подскажите как решается, ато начальство торопит а сам долго буду разбираться.
Прикрепленные изображения

-
0
- Наверх
#9
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 25 Июль 2012 — 18:12
Я вас поздравляю, сейчас ваш контроллер не видит PLC
переустановив программу вы сбили настройки (параметры) которые отвечали за соединение контроллера с PLC.
Если был образ жесткого диска сделанный до переустановки программы — накатите. Иначе… все сильно усложняется
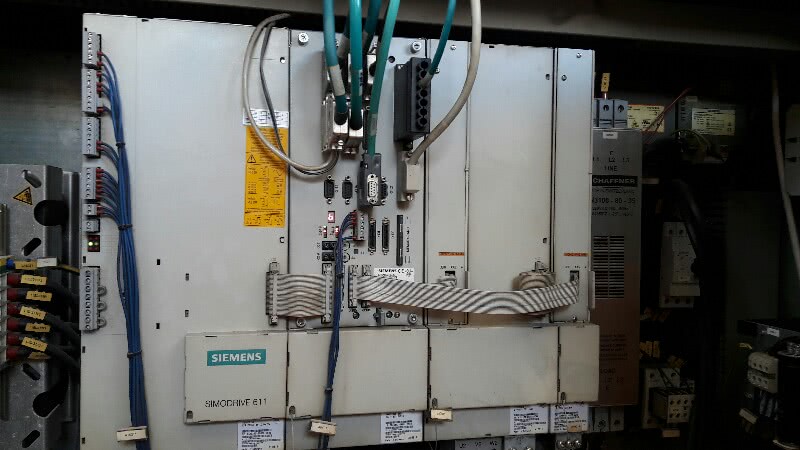
Еще как вариант — если станок долго не включали, то история будет называться «Умершая батарейка». Батарейка стоит внутри силового модуля. Ее хватает на 1,5-3 года. Зависит от того как долго станок стоит выключенным. Менять ее нужно только на включенном станке. У сименсов есть регламент — 10 минут данные хранятся после отключения батарейки — потом стираются.
Все что вам нужно — новая батарейка, архивы NC (машинные данные) и архив PLC (программируемый контроллер), инструкция по перепрошивке и прямые ручки.
Если архивов нет на жестком диске или дискете(диске) — выходов много — связаться с производителем станка а не сименсом и попросить архивы у них, или как крайний случай вызывать наладчика и делать наладку станка с нуля (то что делают на заводе) — что дорого.
-
0
- Наверх
#10
![]()
OFFLINE
Romansv
Отправлено 25 Июль 2012 — 18:29
Я вас поздравляю, сейчас ваш контроллер не видит PLC
переустановив программу вы сбили настройки (параметры) которые отвечали за соединение контроллера с PLC.
Эта ошибка появилась до переустановки HMI, есть архивы PLC, HMI и NC, но залить их не получается как раз из за этой вот ошибки.
-
0
- Наверх
#11
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 25 Июль 2012 — 18:41
Конечно не получится, скачайте инструкцию о правильной прошивке этих архивов. Прочитайте про пароли и уровни доступа. Про переключатели на контроллере, в какие положения и какой последовательности их надо выставлять чтобы:
1. получить доступ на запись 2. очистить память 3. записать архив 4. применить данные и сохранить
-
0
- Наверх
#12
![]()
OFFLINE
Romansv
Отправлено 26 Июль 2012 — 10:03
Про пароли и уровни доступа доки есть а вот про переключатели на самом контроллере никак не могу найти инфу.
-
0
- Наверх
#13
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 26 Июль 2012 — 12:14
S1 — S4 есть в официальной документации — ищите. Они отверточкой поворачиваются. Там еще циферки на них по кругу от 1 до 8 по моему.
-
0
- Наверх
#14
![]()
OFFLINE
Romansv
Отправлено 26 Июль 2012 — 12:52
вроде что то нашел: S4: -> 0 -> 3 -> time led SF -> 2 -> 3 -> 0. Когда PLC выйдет на заводские настройки он должен сам сконнектиться с NCU или нужно будет синхронизировать и прописывать скорость и канал?
-
0
- Наверх
#15
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 26 Июль 2012 — 15:10
должен сам — на то вы и архивы накатываете, что там актуальная информация и все настройки
После записи нужно сделать Set MD active —> NCK reset —> контроллер перезагрузится и должно все заработать
И убедитесь что вы нашли то что нужно а не вроде что то там, а то можно ситуацию ухудшить…
-
0
- Наверх
#16
![]()
OFFLINE
Romansv
Отправлено 26 Июль 2012 — 18:10
все получилось, привода запустились, связь есть, только вот программа обработки не стартует, а в режиме JOG все работает.
-
0
- Наверх
#17
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 27 Июль 2012 — 11:15
ну это скорей всего изза того что не хватает подпрограмм связывающих софт (CAM) станка с программой сименса (Regie или как там оно).
-
0
- Наверх
#18
![]()
OFFLINE
Romansv
Отправлено 27 Июль 2012 — 15:53
там что то было с DDE сервером связано как я думаю глючил он паходу
-
0
- Наверх
#19
![]()
OFFLINE
Romansv
Отправлено 30 Июль 2012 — 10:40
блин теперь еще один гемор появился. Нужно отредактировать рабочую программу, а при открытии ее в редакторе выводится сообщение типа у вас нет прав записи, открыть без права записи. Вощем Программа обработки не редактируется. HEEEEELP.
-
0
- Наверх
#20
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 30 Июль 2012 — 13:14
Так заходите сразу под SUNRISE паролем и работайте.
-
0
- Наверх
- 24 Авг 2016
andreieinav сказал(а):
Добрый день!
На станке с Sinumerik 840d проблема — ошибка 25000 — энкодер или связь с энкодером
Но может ли быть проблема в том что ремень двигатель-ось был растянут и ослаб, произошла рассинхронизация линейного и кругового перемещения?
Где хранятся данные с линеек и энкодеров в ЧПУ?
Хочу попробовать восстановить из архива.
Спасибо!
Если это линейная ось,то такая неисправность говорит об отсутствии фидбека(обратной связи) с ведущим энкодером Если в комплект входит оптическая линейка,то ,как правило,-это она!Оборванный ремень движка к таким сбоям привести не может т к при референсе оси,ведомый энкодер обнуляется Ищи проблему в линейке,-могут быть следующие варианты:
1 Убитые подшипники оси —>увеличенный зазор между головкой линейки и корпусом
2 Оборванный коннектор энкодера на линейке,или в шкафу
3 Проблема в плате драйвера энкодера (см по книжке его адрес,но не перепутай с ведомым!)
В общем,-кусок работы у тебя есть! Удачи!
Дело оказалось в отсутствующем болте на головке линейки… из-за этого был перекос….как болтик выкрутился?…может рабочие выкрутили ибо то провод в станке выпадет самозажимной колодки, то плк слетит в ноль, то вот это
Спасибо!
- 25 Авг 2016
andreieinav, Siemens 840C Сделал сброс ,ввод в эксплуатацию ,пролил все файлы.Машина включается ,загружается,подключаются привода,включается гидравлика.
Светится кнопка оси X ,другие не выбираются и ни одна ось не двигается.Все сигналы на контроллер приходят конечники,гидравлики и т.д.Что ей не хватает для движения??
- 26 Авг 2016
san-vai сказал(а):
andreieinav, Siemens 840C Сделал сброс ,ввод в эксплуатацию ,пролил все файлы.Машина включается ,загружается,подключаются привода,включается гидравлика.
Светится кнопка оси X ,другие не выбираются и ни одна ось не двигается.Все сигналы на контроллер приходят конечники,гидравлики и т.д.Что ей не хватает для движения??
А ошибок никаких не выдаёт?
Я не эксперт, но попробовать другой архив PLC залить, если нет других, то снова этот же перезалить. Думаю обработка кнопок и команд идет от PLC.
- 28 Авг 2016
san-vai сказал(а):
andreieinav, Siemens 840C Сделал сброс ,ввод в эксплуатацию ,пролил все файлы.Машина включается ,загружается,подключаются привода,включается гидравлика.
Светится кнопка оси X ,другие не выбираются и ни одна ось не двигается.Все сигналы на контроллер приходят конечники,гидравлики и т.д.Что ей не хватает для движения??
Проверь,-реагирует ли машина на переключение скорости подачи,-на пульте это должно быть видно в правом верхнем углу экрана!
- 29 Авг 2016
Добрый день!
На станке с Sinumerik 840d проблема — ошибка 400260
Machine control panel (MCP) at machine control panel interface 1 has failed. Timer of FB1 parameter MCP1Timeout has expired.Reactions:- Alarm display.Remedy:Check the connection with the MCP. Do not use timer T0 through T9 in the user program. Increase the value of timer parameter MCP1Timeout. Set MCP1Cycl to the default value.
Как следует из описания, что-то не в порядке с тайм-аутом при работе со станочной панелью. При этом панель подвешивается намертво и не реагирует не на одну кнопку.
После перезагрузки станка или выдергивания разъёма питания на панели работоспособность восстанавливается. За день работы выскакивает раз 5-6, абсолютно непредсказуемо. Подсоединение разъёмов проверяли. Подскажите что еще надо проверить.
- 30 Авг 2016
Лежат на стеллаже 2 шт. — дефект тот же. Одна ещё реагировала на охлаждение снегом в районе МС контроллера — помогает только замена — увы ((((
- 30 Авг 2016
anatoly_k_57, Спасибо.
Будем заказывать.
- 30 Авг 2016
andreieinav, Частично разобрался с выносного пульта управляются все оси ,а с панели нет ,также горит ось X другие не выбираются.Может что не прописано ?
- 2 Сен 2016
Доброго дня
Станок gildemeister ctx400serie2
Sinumerik 810d
Небольшая предистория
Работал нормально, пол дня стоял включеным без работы, появилась ошибка «plc нет связи, ждите». Выключил машину на пару минут, включил- все ок, проработал неделю, потом неделя простоя.
Включаю опять ошибка «plc не стартовал», перезагрузка больше не помогает, все кнопки пульта мигают. Батарейку меняли 2 месяца назад.
На мой взгляд нестандартная ситуация, когда во время работы теряется plc, потом опять находится после перезагрузки, а потом теряется напрочь.
Где в первую очередь искать причину? Может контакт гденибудь в электроавтоматике теряется. Помогите кто чем может. Заранее благодарен



- 5 Сен 2016
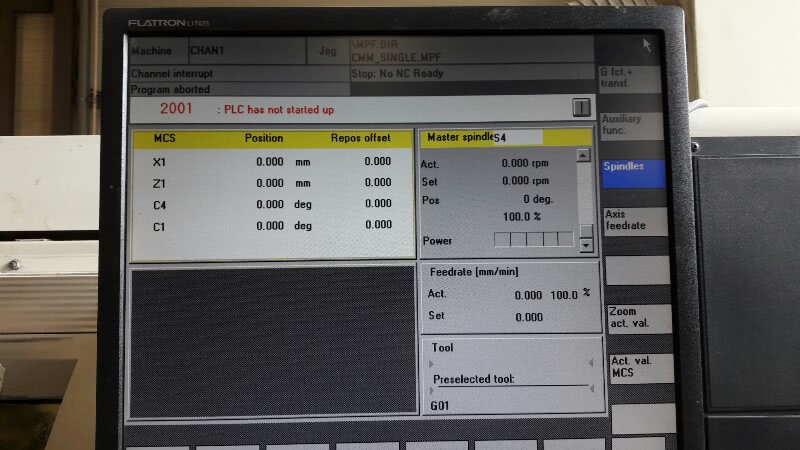
Добрый день,есть турецкий станок для резки стекла CMSmachine FLC 3225 на базе sinumerik 810d, на блоке CCU горит индикатор «6» светодиод 5+, SF , PR, на HMI пишет ошибка 120202 STOP:No NC Ready,при нажатии сброса NCK CCU щелкает реле и горит желтая надпись NC Communication failed. Батарейка 3,07 вольта. Шпиндели обесточены,при перемещении каретки руками,на главном экране стоят нули,система не видит где находится каретка,на пульт не реагирует Прошу помощи.Есть два архива,е ли полазить через MMC но содержимое не знаю,как можно сделать бекап того что сейчас есть и опробовать эти архивы?
- 7 Сен 2016
СашаМ сказал(а):
Доброго дня
Станок gildemeister ctx400serie2
Sinumerik 810d
Небольшая предистория
Работал нормально, пол дня стоял включеным без работы, появилась ошибка «plc нет связи, ждите». Выключил машину на пару минут, включил- все ок, проработал неделю, потом неделя простоя.
Включаю опять ошибка «plc не стартовал», перезагрузка больше не помогает, все кнопки пульта мигают. Батарейку меняли 2 месяца назад.
На мой взгляд нестандартная ситуация, когда во время работы теряется plc, потом опять находится после перезагрузки, а потом теряется напрочь.
Где в первую очередь искать причину? Может контакт гденибудь в электроавтоматике теряется. Помогите кто чем может. Заранее благодарен
Значит так,
1Причиной падения интерфейсов не всегда является батарейка,-это могут быть
а)плохо сдящая в коннекторе заглушка
б)остановка одного из перефкрийных осцилляторов
с)плохой контакт на батарейке поддержки протоколов интерфейса
д)наводки от неисправного контура заземления ,или реактора приводов
2 Так как интерфейсы у тебя упали и бояться больше нечего ,сделай следуюшее,
а)пробегись по всему кабелю,проверь коннекторы и заглушки
б)под высоковольтными шинами,под CPU,должна находиться батарейка и вентилятор охлаждения Надо это все аккуратно вытащить и проверить!Учти,-коннекторы хлипкие,действуй осторожно!
с)Когда все проверки закончишь,-внимательно почитай темку,проверь наличие архивов ,и,обязательно выполни процедуру полной чистки регистров!Не экономь время,делай все пошагово,не торопясь!
Удачи тебе!
Добавлено 07-09-2016 14:35
AntonovA сказал(а):
Добрый день,есть турецкий станок для резки стекла CMSmachine FLC 3225 на базе sinumerik 810d, на блоке CCU горит индикатор «6» светодиод 5+, SF , PR, на HMI пишет ошибка 120202 STOP:No NC Ready,при нажатии сброса NCK CCU щелкает реле и горит желтая надпись NC Communication failed. Батарейка 3,07 вольта. Шпиндели обесточены,при перемещении каретки руками,на главном экране стоят нули,система не видит где находится каретка,на пульт не реагирует Прошу помощи.Есть два архива,е ли полазить через MMC но содержимое не знаю,как можно сделать бекап того что сейчас есть и опробовать эти архивы?
Все это уже обсуждалось много раз,в разных вариациях!
Завари себе кофейку,закури сигаретку и,потрать часик,-почитай эту темку!Найдешь ответ в куче вариантов!
- 7 Сен 2016
Сейчас пишет 300701,300739,при ручном движении стола руками,по трем осям пишет 0.0000мм,PLC в составе блока работает. До этого через адаптер CP5512 Profibus и step-7 был слит проект трехсотого,и через программу SinuCom NC создан архив. Уровень доступа manufacturing. Пароль не вводился.В созданном архиве две папки NC и PLC.Вес архива 200кб.Не знаю достаточно этого или нет.Все ли данные выгрузил.
- 12 Сен 2016
andreieinav, Андрей добрый день.Давно читаю эту тему.много полезного.спасибо вам за это большое.Сейчас возникла конкретная проблема.
Имеем станок лазерной резки TRUMPF 3050 2000 г.в. SIMENS 840D. Есть острая необходимость опустить ось z на 3-4 мм. При попытке это сделать требует пароль второго уровня.Нужно бы поскорей.стоим. если можете то позвоните 8 916 681 09 61. С уважением Юрий.
- 12 Сен 2016
yura262 сказал(а):
.Давно читаю эту тему.много полезного.спасибо вам за это большое.Сейчас возникла конкретная проблема.
Имеем станок лазерной резки TRUMPF 3050 2000 г.в. SIMENS 840D. Есть острая необходимость опустить ось z на 3-4 мм. При попытке это сделать требует пароль второго уровня.Нужно бы поскорей.стоим. если можете то позвоните 8 916 681 09 61. С уважением Юрий.
Добрый день. Попробуйте SUNRISE. Это пароль производителя. Должен подойти ко всем уровням.
- 12 Сен 2016
Это пароль второго уровня?
Добавлено 12-09-2016 11:54
Дело в том что есть первый пароль.он позволяет менять референт оси x и y.а вот чтобы изменить этот параметр оси z требует пароль второго уровня.
Добавлено 12-09-2016 12:01
Похоже общие пароли не подходят.здесь какие то свои. Проблема.
- 12 Сен 2016
У нас 2 шт. 7020, но оболочка для 3010, 7040 — ни какого пароля не спрашивает. Может имеется в виду положение ключа? У наших своя панель, не Сименс…
- 14 Сен 2016
yura262 сказал(а):
Это пароль второго уровня?
Добавлено 12-09-2016 11:54
Дело в том что есть первый пароль.он позволяет менять референт оси x и y.а вот чтобы изменить этот параметр оси z требует пароль второго уровня.
Добавлено 12-09-2016 12:01
Похоже общие пароли не подходят.здесь какие то свои. Проблема.
Значит так,-SUNRISE ты уже пробовал,-теперь попробуй эту парочку;
1 EVENING
2 CUCTOMER
Может еще какие-то пароли есть,-надо поспрашивать!
И еще,-при вводе пароля,попробуй постоянно удерживать кнопку переключения регистров ^!
- 14 Сен 2016
Спасибо за ответ.попробуем.Актуальность пропала правда.ремонтируем ось.Есть надежда что сможем отремонтировать мотор линейного привода.простоим несколько дней.но все равно рано или поздно это нужно было делать.
- 15 Сен 2016
Здравствуйте, у нас siemens sinumerik 810m, заменили севшие батарейки, не могу разобраться с файлами на диске, там их 6 штук:
F5FC14.CMP
F5FJ70.01
F5FJ7001.KD
F5FJ7001.NC -T E A 1
F5FJ7001.PLC -T E A 2
F5FJ7001.PRG -P C P
Подскажите какие из них мне нужны? и что есть что?)
Заранее, благодарен…
► F5FJ7001.rar
- 20 Сен 2016
DJPuma сказал(а):
Здравствуйте, у нас siemens sinumerik 810m, заменили севшие батарейки, не могу разобраться с файлами на диске, там их 6 штук:
F5FC14.CMP
F5FJ70.01
F5FJ7001.KD
F5FJ7001.NC -T E A 1
F5FJ7001.PLC -T E A 2
F5FJ7001.PRG -P C P
Подскажите какие из них мне нужны? и что есть что?)
Заранее, благодарен…
Я не могу распокавать твой rar!Но,судя по расширениям,тебе нужны
1 ТЕА 1
2 ТЕА 2
3 РСР
и именно в такой последовательности!Проверь эти файлы обычными текстовыми редакторами NOTEPAD ,или WORDPAD!Остальное + инструкции есть в теме .Удачи!
- 30 Сен 2016
Добрый день, друзья!
Подскажите пожалуйста какая батарейка ставится на sinumerik 810d. Стояла 6в сименс, когда вылезла ошибка «слабая батарейка» поменял на аналогичную, но не сименс, хватило на два месяца- поменял, через два месяца ситуация повторилась. Может батарейка должна быть 3.6в?
Заранее благодарен!
- 30 Сен 2016
Батарейка SAFT- 3,6в, они отличаются малым током саморазряда, большой ёмкостью и НЕ ПРИЕМЛЮТ короткое! Дорогие, сцуко — 25 евро два года назад — сейчас не знаю….
- 2 Окт 2016
День добрый.
Много искал, но кроме как переустановка, не чего не нашёл. Возможно я плохо искал.Проблема такая. Я по невнимательности нажал кнопку подтверждения вместо отмены и по менял bus note с 13 на 6. Теперь пишет ошибку 120202 Wait for connection to NC/PLC. Есть ли возможность его поменять обратно. Без переустановки? Есть кабеля под сименс 200 300 400 серий, но чувствую, что они не подойдут. Сам станок chiron sinumerik 840d. Mmc 103. В загрузочном окне написано mmc 101/102 Regie.
С ув. Руслан.
П.с. Синумерик ново для меня. Если что извиняюсь за глупый вопрос.
- 6 Окт 2016
СашаМ сказал(а):
Добрый день, друзья!
Подскажите пожалуйста какая батарейка ставится на sinumerik 810d. Стояла 6в сименс, когда вылезла ошибка «слабая батарейка» поменял на аналогичную, но не сименс, хватило на два месяца- поменял, через два месяца ситуация повторилась. Может батарейка должна быть 3.6в?
Заранее благодарен!
Оно без «может»!3.6v и только литевая!
Добавлено 06-10-2016 14:20
Tehnikvg сказал(а):
День добрый.
Много искал, но кроме как переустановка, не чего не нашёл. Возможно я плохо искал.Проблема такая. Я по невнимательности нажал кнопку подтверждения вместо отмены и по менял bus note с 13 на 6. Теперь пишет ошибку 120202 Wait for connection to NC/PLC. Есть ли возможность его поменять обратно. Без переустановки? Есть кабеля под сименс 200 300 400 серий, но чувствую, что они не подойдут. Сам станок chiron sinumerik 840d. Mmc 103. В загрузочном окне написано mmc 101/102 Regie.
С ув. Руслан.П.с. Синумерик ново для меня. Если что извиняюсь за глупый вопрос.
Скажи,а какой PLC у тебя?Если в комплекте PCU-50,то вернуть можно быстро ,за счет архивов
P S Извиняюсь коллеги за задержку с ответами,-праздники+ модернизация завода!
- 13 Окт 2016
Спасибо за ответ. Сам контроллер я не нашел. В зависимости, что имеется ввиду для синумерика. Блоки входов выходов 300 — сименса и блоки связи. ПСУ нигде такого не обнаружил. Но машина старая 96(97)- 2002 года выпуска. Если надо, могу выложить полный фото-отчет по машине.
п.с. Праздники хорошо! Отдыхать тоже надо. А модернизация сама по себе приятна). У самого такая работа) Но синумерик это мой личный станок). и с ним не сталкивался.