Содержание
- cnc-club.ru
- Подсажите по программе Candle или GrblControl
- Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Подсажите по программе Candle или GrblControl
Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 08 дек 2017, 22:38
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 08 дек 2017, 22:43
Внизу есть список выполняемых команд — можно продолжить, вручную установив на нужную операцию.
Но для этого надо знать точно — где произошёл сбой — а вы вряд ли это точно знаете.
ну, и адекватно выставить начало координат и, главное, стартовую точку для продолжения — тоже очень большой вопрос.
так, что скорей всего — без вариантов.
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 08 дек 2017, 23:32
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 02:19

Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 08:07
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 10:18
+1
А для управления лучше всего использовать ноутбук — который сам-себе-ИБП.
Тогда обеспечить ИБП для станка гораздо легче.
ХИНТ: напрашивается кострукция несложного ИБП для ЧПУ — главное, что выдавал команду АВОСТ.
Возможно удастся обойтись накопительными ёмкостями достаточной ёмкости в БП, без аккумуляторных банок.
Тогда всё сильно упрощается, и заодно решается проблема недостаточной мощности штатного БП для китайского семейства с 775 шпинделем.
В принципе, слепить такой питальник — совершенно не проблемно.
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 15:24
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 15:32
Ну, так именно про это я и сказал.
ХИНТ: беда здесь ещё и в том, что в процессе сбоя станок теряет координаты полностью — и никакое переобнуление не способно восстановить эти данные.
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 19:05
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 20:30
Ну, так именно про это я и сказал.
ХИНТ: беда здесь ещё и в том, что в процессе сбоя станок теряет координаты полностью — и никакое переобнуление не способно восстановить эти данные.
Мне несколько раз приходилось специально останавливать длинную программу, а на следующий день запускать с определенной строки.
Программа управления Candle, станок — лазерный гравер.
Делал так:
1. Останавливаю программу. Записываю номер строки. Выключаю станок.
2. Утром включаю, базирую, обнуляю координаты. После базирования головка лазера всегда находится в одних и тех же координатах.
3. Стрелками и кнопками 100. 10. 0,01 в Candle, вручную подвожу головку лазера к координатам, указанным строкой выше, чем та на которой остановил программу.
4. Page Up/Down выбираю нужную строку. Далее на стрелочку «отправить» и программа продолжает работать.
Потом надоело «подгонять вручную» и поставил тумблер на лазер. Теперь просто запускаю с нужной строки. Головка лазера едет по-диагонали от Home к нужной координате, лазер выключен. Как доехала — включаю лазер. Можно еще в строку на которой надо остановить программу прописать М0 и программа встанет на паузу.
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 09 дек 2017, 21:23
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 21:30
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 09 дек 2017, 21:57
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 23:10
Мы разбираем случай аварии питающей сети — при этом останов инструмента происходит в случайном месте, но все регистры и в компе, и в станочных мозгах обнуляются.
Если озаботиться и перед началом обработки применить маркер начала координат — то можно восстановить начальную точку.
Но вот в процессе обработки инструмент оказывается в случайном месте — потому продолжить с этого места весьма непросто: надо подогнать коды вручную, вручную поставить кнопками инструмент в точку (которая не всегда видна).
ХИНТ: правильней всего запустить процесс с нуля! Половина пройдёт вхолостую — но в конце концов станок сам найдёт нужную точку.
Но у этого метода тоже есть ограничения — из-за конечной точности обработки и недостаточной жёсткости станка части до и после останова могут оличаться.
Если это предварительная обработка — это не сильно страшно, но на чистовом проходе может сказаться фатально.
ХИНТ: главное — не забывать маркировать начало координат!
Например, засверлить точку сверлом минимального диаметра, а потом ювелирно подгонять то же сверло для восстановления — и глаз-алмаз тут решающий.
Источник
f1602

f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #1
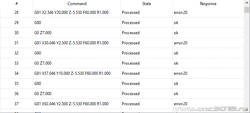
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
-

Буфер обмена02.gif
20.1 KB · Просмотры: 60
SnakeKVC
- Регистрация
- 27.12.2019
- Сообщения
- 5 028
- Реакции
- 4 327
- Баллы
- 138
- Возраст
- 45
- Адрес
- от верблюда
- Город
- Самара
- Имя
- Андрей
- Отчество
- Евгеньевич
- Станок
- 3018 Upgraded
- Плата
- Woodpecker v3.4
- Прошивка
- 1.1f
- #2
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
И где это видно на Вашем скриншоте?
demyuri

- Регистрация
- 31.10.2019
- Сообщения
- 9 080
- Реакции
- 8 094
- Баллы
- 200
- Возраст
- 48
- Адрес
- РОССИЯ
- Веб-сайт
- youtu.be
- Город
- Барнаул
- Имя
- Юрий
- Станок
- 3018 ПРО, доработанный
- Плата
- Дятел 3.4
- Прошивка
- 1.1f
blny
blny
НЕ ТОЛЬКО ЧИТАЕТ
- Регистрация
- 24.01.2020
- Сообщения
- 123
- Реакции
- 141
- Баллы
- 63
- Город
- Москва
- Имя
- Sergey
- Отчество
- Blinov
- Станок
- cnc3018pro (modified)
- Прошивка
- 1.1h
- #4
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
Циклы сверления не поддерживаются. Вот тут можно посмотреть на список поддерживаемых G-кодов g-code
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #5
Циклы сверления не поддерживаются. Вот тут можно посмотреть на список поддерживаемых G-кодов g-code
Спасибо! А как тогда делать отверстия диаметром равным диаметру фрезы?
Ваши сообщения автоматически объединены: 10.12.2021
И где это видно на Вашем скриншоте?
-

Clipboard02.png
19.9 KB · Просмотры: 63
SnakeKVC
- Регистрация
- 27.12.2019
- Сообщения
- 5 028
- Реакции
- 4 327
- Баллы
- 138
- Возраст
- 45
- Адрес
- от верблюда
- Город
- Самара
- Имя
- Андрей
- Отчество
- Евгеньевич
- Станок
- 3018 Upgraded
- Плата
- Woodpecker v3.4
- Прошивка
- 1.1f
- #6
Спасибо! А как тогда делать отверстия диаметром равным диаметру фрезы?
Ваши сообщения автоматически объединены: 10.12.2021
Error 20
Unsupported or invalid g-code command found in block. This usually means that you used the wrong Post-Processor to make your file, or that some incompatible code within needs to be manually deleted.
Надо использовать правильный постпроцессор. В чём делаете УП?
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #7
Error 20
Unsupported or invalid g-code command found in block. This usually means that you used the wrong Post-Processor to make your file, or that some incompatible code within needs to be manually deleted.Надо использовать правильный постпроцессор. В чём делаете УП?
FreeCAD
Post processor grbl
extrimus

- Регистрация
- 29.03.2019
- Сообщения
- 5 895
- Реакции
- 5 218
- Баллы
- 250
- Возраст
- 56
- Адрес
- Россия
- Город
- Иваново
- Имя
- Андрей
- Плата
- Woodpecker 3.2
- Прошивка
- GBRL 1.1f
- #8
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
Это потому что GRBL не понимает команду G81.
SnakeKVC
- Регистрация
- 27.12.2019
- Сообщения
- 5 028
- Реакции
- 4 327
- Баллы
- 138
- Возраст
- 45
- Адрес
- от верблюда
- Город
- Самара
- Имя
- Андрей
- Отчество
- Евгеньевич
- Станок
- 3018 Upgraded
- Плата
- Woodpecker v3.4
- Прошивка
- 1.1f
- #9
FreeCAD
Post processor grbl
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #10
Всем спасибо! Тема закрыта. Может быть для большинства решение было очевидным, но я всё-таки его опишу. В файле постпроцессора gbrl_post.py надо поменять флаг перевода G81 в G0,G1 с false на true.
extrimus
- Регистрация
- 29.03.2019
- Сообщения
- 5 895
- Реакции
- 5 218
- Баллы
- 250
- Возраст
- 56
- Адрес
- Россия
- Город
- Иваново
- Имя
- Андрей
- Плата
- Woodpecker 3.2
- Прошивка
- GBRL 1.1f
- #11
Всем спасибо! Тема закрыта. Может быть для большинства решение было очевидным, но я всё-таки его опишу. В файле постпроцессора gbrl_post.py надо поменять флаг перевода G81 в G0,G1 с false на true.
Тему закрыть успеем. А пока вопрос. Как оно сверлится с этой заменой?
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- 10.12.2021
- Последнее редактирование: 10.12.2021
- #12
Последнее редактирование: 10.12.2021
Тему закрыть успеем. А пока вопрос. Как оно сверлится с этой заменой?
(G81 X8.046 Y10.000 Z-5.530 F60.000 R1.000)
G0 X8.046 Y10.000
G1 Z1.000 F60.00
G1 Z-5.530 F60.00
G0 Z1.000
( G80 )
G0 Z2.000
Собственно, сравнить не с чем. Другого станка с ЧПУ у меня нет.
Ваши сообщения автоматически объединены: 10.12.2021
И, вдогонку.
Пока меня не «запинали» знатоки FreeCad.
Правильней будет исправить настройки Path Job.
Надо указать пост процессор и аргумент для него, как показано на рисунке
-

Буфер обмена05.gif
37.2 KB · Просмотры: 47

extrimus
- Регистрация
- 29.03.2019
- Сообщения
- 5 895
- Реакции
- 5 218
- Баллы
- 250
- Возраст
- 56
- Адрес
- Россия
- Город
- Иваново
- Имя
- Андрей
- Плата
- Woodpecker 3.2
- Прошивка
- GBRL 1.1f
- #13
Собственно, сравнить не с чем. Другого станка с ЧПУ у меня нет.
Не надо сравнивать. Я об ошибках, что были до этого. Есть ошибки при выполнении работы или нет?
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #14
Не надо сравнивать. Я об ошибках, что были до этого. Есть ошибки при выполнении работы или нет?
Нет. Ошибок нет. Отрабатывает корректно.
Yuri
Yuri
СКАЗАЛ ТУТ НЕМНОГО
- Регистрация
- 11.09.2019
- Сообщения
- 500
- Реакции
- 838
- Баллы
- 138
- Возраст
- 60
- Адрес
- Украина
- Город
- Черкассы
- Имя
- Юра
- Плата
- самодельная на ESP32
- #15
В файле постпроцессора gbrl_post.py надо поменять флаг перевода G81 в G0,G1 с false на true.
Правильней будет исправить настройки Path Job.
Надо указать пост процессор и аргумент для него, как показано на рисунке
не за пинают знатоки FreeCad.
даже скажут спасибо, если разместите в теме про FreeCad
-
petertattersfield
- Posts: 3
- Joined: Sat Dec 11, 2021 7:19 am
- Model of CNC Machine: 3018pro
TIM6 ERROR 20
hI when I send a job to G-sender, I get an error 20 and TIM6, It screws up my project. anyone help please?
-

Adrian
- Vectric Archimage
- Posts: 13589
- Joined: Thu Nov 23, 2006 2:19 pm
- Model of CNC Machine: ShopBot PRS Alpha 96×48
- Location: Surrey, UK

Re: TIM6 ERROR 20
Post
by Adrian » Fri Dec 02, 2022 12:31 pm
T1M6 is a tool change command. Have you had files working before? Are you using a different post processor? Have you started using different tool numbers?
-
petertattersfield
- Posts: 3
- Joined: Sat Dec 11, 2021 7:19 am
- Model of CNC Machine: 3018pro
Re: TIM6 ERROR 20
Post
by petertattersfield » Fri Dec 02, 2022 10:49 pm
Adrian wrote: ↑
Fri Dec 02, 2022 12:31 pm
T1M6 is a tool change command. Have you had files working before? Are you using a different post processor? Have you started using different tool numbers?
I have not changed anything, it just started to show this error.
-
Adrian
- Vectric Archimage
- Posts: 13589
- Joined: Thu Nov 23, 2006 2:19 pm
- Model of CNC Machine: ShopBot PRS Alpha 96×48
- Location: Surrey, UK
Re: TIM6 ERROR 20
Post
by Adrian » Sat Dec 03, 2022 11:30 am
I’m at a loss then. I can’t see anyway that error would appear if nothing has changed.
Как исправить ошибку TWRP 20 GApps после прошивки LineageOS
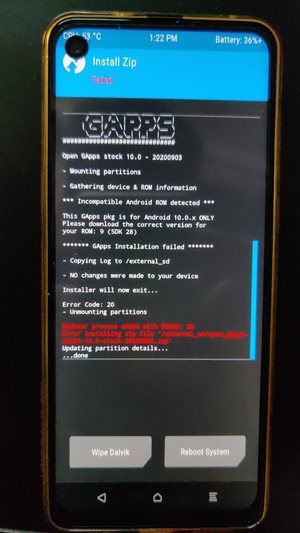
В этом руководстве мы покажем вам, как исправить ошибку TWRP 20, которая возникает при прошивке пакета GApps, в основном с пользовательским ПЗУ LineageOS. Вы также получите следующее сообщение об ошибке: Пакет GApp предназначен ТОЛЬКО для Android 10.0.x. Загрузите правильную версию для вашего ПЗУ: 9 (SDK 28). Дело в том, что вы загрузили правильный пакет GApps. Кроме того, ваше ПЗУ также основано на Android 10, а не на Android 9.0. Оба эти факта были неправильно упомянуты в сообщении об ошибке.
Точно так же, если вы прошивали LineageOS, ваш TWRP может быть заменен на Lineage Recovery. это еще больше усложняет все дело. Было несколько экземпляров этого сообщения об ошибке: от Разработчики XDA к Гитхаб к Реддит, многие пользователи высказали эту озабоченность. Но не волнуйтесь. В этом руководстве мы поможем вам понять причину этой ошибки, а также то, как вы можете легко ее исправить. Следуйте вместе.
Одним из самых больших преимуществ экосистемы с открытым исходным кодом, такой как Android, является множество настроек, которые она приносит с собой. К ним относятся возможность разблокировать загрузчик устройства, получить права администратора путем рутирования через Magisk, прошивать множество модулей, фреймворк, темы Syubstratum и другие. Точно так же многие пользователи также предпочитают устанавливать совершенно новую сборку ОС Android в виде пользовательских ПЗУ. Эта специализированная прошивка предлагает множество функций и настроек, которые не могла предложить стандартная ОС.
РУКОВОДСТВО ПО TWRP
Кроме того, вы также будете получать обновления Android сверх того, что обещал OEM-производитель. Что ж, такие устройства, как OnePlus One, выпущенный в 2014 году, по-прежнему являются довольно активным игроком в сообществе. Если говорить об этих пользовательских ПЗУ, то среди крупных игроков есть LineageOS, HavocOS, Pixel Experience и другие. Каждое из этих ПЗУ в основном отличается своими предложениями. В то время как LineageOS — это базовое ПЗУ, которое в основном ориентировано на стабильность без добавления многих функций.

С другой стороны, HavocOS включает в себя множество функций и возможностей настройки. Точно так же Pixel Experience, как следует из названия, дает вам самый чистый и чистый опыт Android, который могут предложить устройства Pixel. Кроме того, между этими ПЗУ есть еще один отличительный фактор — пакет Google Apps или GApps. ПЗУ, такие как LineageOS, не поставляются с Google Apps, поэтому вам придется устанавливать пакет Google Apps отдельно. Принимая во внимание, что Pixel Experience — это одно ПЗУ, в которое встроены все приложения, службы и платформы Google.
Настоящая проблема возникает, когда вы прошиваете Custom ROM, а затем собираетесь прошивать эти GApps. TWRP сразу выдаст ОШИБКУ: 20 с этим файлом GApps. Точно так же GApps скажет, что: «Pkg Gapp предназначен ТОЛЬКО для Android 10.0.x. Загрузите правильную версию для вашего ПЗУ: 9 (SDK 28)». Затем следует сообщение об ошибке установки Gapps. Так почему же это происходит в первую очередь? И что еще более важно, как исправить эту проблему TWRP Error 20. Что ж, в этом руководстве мы рассмотрим все эти вопросы, а также перечислим полные инструкции по устранению этой проблемы. Следуйте вместе.
Почему возникает ошибка TWRP 20 с GApps?
Начнем с того, что ошибка TWRP 20 возникает, когда вы не перезагружаетесь в TWRP после прошивки пользовательского ПЗУ, а сразу прошиваете пакет GApps. В результате загрузочный раздел (в случае устройств с разделами A/B) или загрузочный раздел (в устройствах, отличных от A/B) повреждается и не распознается.
Кроме того, в следующий раз, когда вы загрузите свое устройство, скорее всего, ваше восстановление TWRP будет заменено восстановлением LineageOS. Все это усложняет жизнь конечному пользователю. Но мы будем использовать эту проблему только для того, чтобы найти исправление. Звучит интересно, да, это определенно так! Вот что нужно сделать с вашей стороны.
Как исправить ошибку TWRP 20 с помощью GApps
Приведенные ниже инструкции перечислены с учетом LineageOS. Это связано с тем, что эта проблема возникает только с указанным пользовательским ПЗУ. С учетом сказанного, на данный момент вы, возможно, стерли разделы «Данные», «Система» и «Кэш», а также прошили пользовательское ПЗУ LineageOS. И тогда вы прошили пакет GApps, но получили TWRP Error 20.
Ниже приведены два разных метода. Первый относительно короче второго, но второй метод имеет более высокий уровень успеха. В любом случае, нет ничего плохого в том, чтобы дать шанс первому, возможно, вы окажетесь в числе счастливчиков, и эта проблема может быть решена в течение нескольких секунд. Если нет, всегда есть второй метод.
СПОСОБ 1: Из самого TWRP
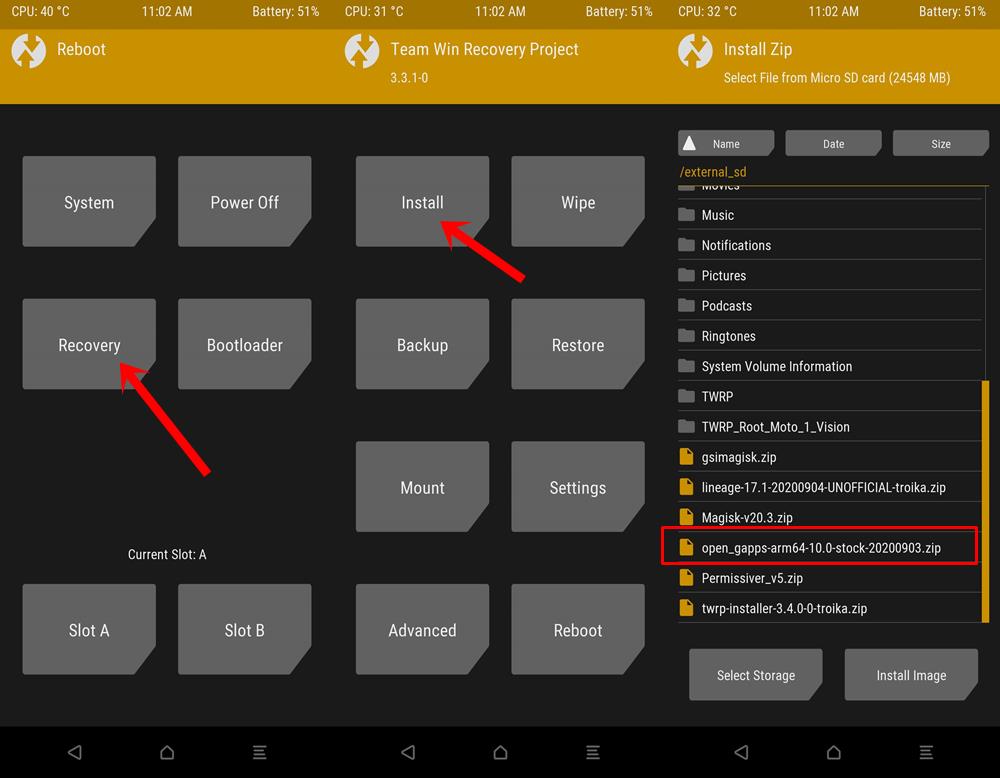
- Перейдите на главный экран TWPR и нажмите «Перезагрузить».
- Затем выберите вариант восстановления. Затем ваше устройство перезагрузится в TWRP.
- Теперь перейдите к «Установить» и выберите пакет GApps. Проведите пальцем вправо, чтобы прошить его, и на этот раз вы не столкнетесь с ошибкой TWRP 20 при прошивке GApps.
НЕ ПРОПУСТИТЕ: мы провели опрос среди широкой аудитории и получили потрясающие результаты. Обязательно ознакомьтесь с результатами нашего опроса по укоренению!
СПОСОБ 2: через восстановление LineageOS
- Перейдите на главный экран TWRP, нажмите «Перезагрузить», а затем выберите «Система». Или, если вы застряли на экране TWRP Error 20, вы можете напрямую нажать кнопку «Перезагрузить систему», расположенную в правом нижнем углу.

- Затем ваше устройство перезагрузится в LienageOS.
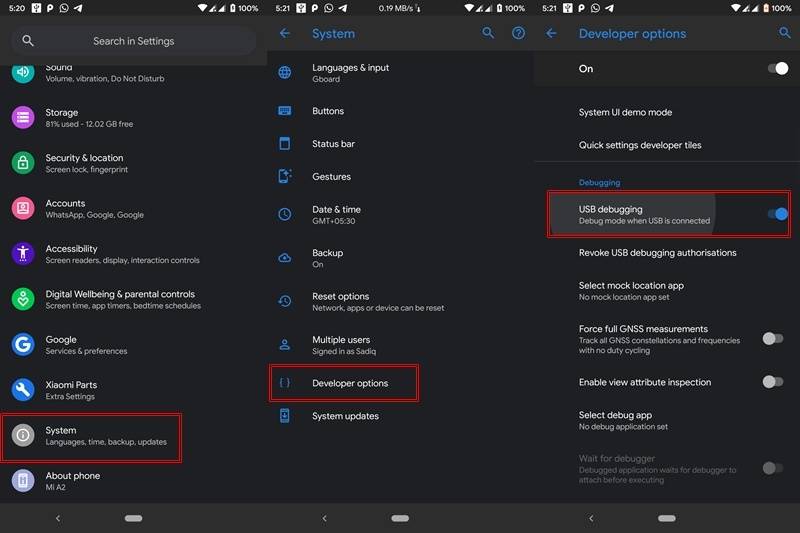
- Пропустите настройку, и когда вы дойдете до главного экрана, вам придется загрузить устройство для восстановления. Для этого существует три разных метода: с помощью комбинаций аппаратных клавиш, с помощью расширенной опции перезагрузки LineageOS или команд ADB. Мы будем использовать последнюю, то есть команду ADB. Итак, перейдите в «Настройки»> «О телефоне»> «Нажмите на номер сборки 7 раз»> вернитесь в «Настройки»> «Система»> «Дополнительно»> «Параметры разработчика»> «Включить отладку по USB».
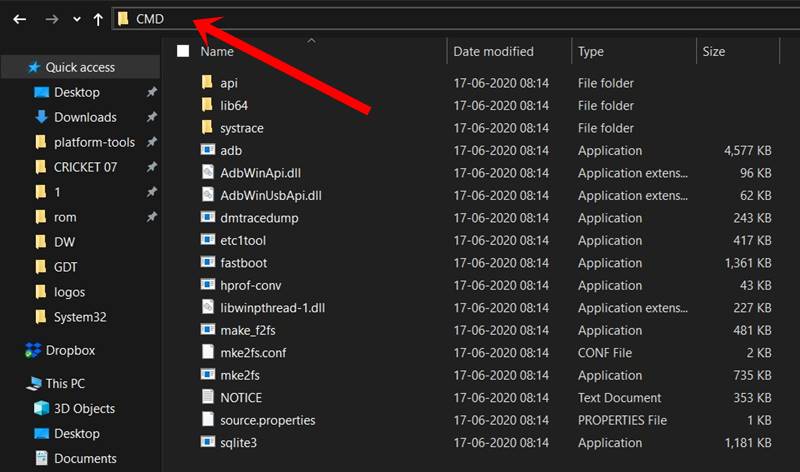
- Кроме того, вам также нужно будет загрузить и установить Android SDK Platform Tools. Когда это будет сделано, перейдите в папку инструментов платформы, введите CMD в адресной строке и нажмите Enter. Это запустит командную строку.
- Теперь подключите ваше устройство к ПК через USB-кабель. Убедитесь, что отладка включена. Затем введите приведенную ниже команду в окне командной строки, чтобы загрузить устройство в режим восстановления: adb reboot recovery.
- Теперь ваше устройство должно перезагрузиться в Lineage Recovery. Используйте клавиши громкости, чтобы выбрать параметр «Применить обновление», и нажмите клавишу питания, чтобы подтвердить решение.
- Теперь, если файл GApps присутствует на SD-карте, с помощью клавиш громкости выделите параметр «Выбрать из SDCard1» и нажмите клавишу питания, чтобы подтвердить его. Затем перейдите к ZIP-файлу GApps с помощью клавиш громкости и выберите файл с помощью клавиши питания.
- Начнется процесс перепрошивки, который займет некоторое время, в зависимости от того, какой пакет вы прошиваете (Pico, Nano, Stock и т. д.).
- С другой стороны, если пакет GApps не хранится на вашей SD-карте, вам придется использовать «Применить» с маршрута ADB. Следовательно, выберите этот метод с помощью клавиши питания.
- Затем перейдите в папку инструментов платформы, введите CMD в адресной строке и нажмите Enter. Это запустит командную строку.
- В то же время перенесите загруженный пакет GApps в папку platform-tools. Рекомендуется переименовать его в gapps, чтобы полное имя было gapps.zip.
- Теперь подключите ваше устройство к ПК через USB-кабель. Убедитесь, что оно находится в режиме боковой загрузки ADB из Lineage Recovery. После этого выполните приведенную ниже команду в окне CMD: adb sideload gapps.zip
- Затем пакет GApps будет перенесен с вашего ПК и также автоматически установлен.
- Когда это будет сделано, вы можете перезагрузить устройство в ОС.





Вот и все. Это были шаги по исправлению ошибки TWRP 20 с помощью GApps. Теперь вы можете легко войти в свою учетную запись Google, восстановить все данные, попробовать свои любимые приложения Google и погрузиться в экосистему Google. В заключение, если у вас есть какие-либо вопросы относительно любого из вышеупомянутых шагов, сообщите нам об этом в разделе комментариев ниже. Мы обязательно вернемся к вам с решением.
Источник
UGS 2.0.7 SNAPSHOT driving GRBL gives error20 when sending T1M6 #1498
Comments
tkms002 commented Dec 27, 2020
My UGS running computer died so I had to get a new computer and had to load the latest UGS on it.
My machine runs GRBL 1.1.
I think I have all the modifications applied to it that I had to my old UGS.
The machine moves and the probe module is working.
When I try to run a GCode file I get the following error.
An error was detected while sending ‘T1M6’. (error:20)
The version I was running before must have just ignored this as all my gcode files have it in.
Am I missing something or do I need to change something?
Thanks
The text was updated successfully, but these errors were encountered:
ThorbenH commented Dec 27, 2020
I’ve been using UGS for a while to send Gcode created in Fusion to my GRBL cnc. I’ve always resorted to deleting tool change commands («T1M6»). Pretty sure this is default behavior. UGS usually doesn’t ignore errors that GRBL reports, but throws them back at the user.
tkms002 commented Dec 27, 2020
Well the release I was running on my old computer must have ignored them because I never got this error before.
I set up Fusion to not generate them and all is well but I will have to regenerate all my older gcode files.
AndyCXL commented Jul 20, 2021
You must have had the ‘remover’ pattern processor setup (preferences->-ugs->-controller options menu) and removing tool change commands. If you can’t remember what this setting is or was, something like » Td+M6 » as the regex pattern will find and remove these
breiler commented Jan 14, 2022
The editor will now highlight problems like this. When UGS now encounters M6 it will pause the stream and show an error allowing you to continue.
Footer
© 2023 GitHub, Inc.
You can’t perform that action at this time.
You signed in with another tab or window. Reload to refresh your session. You signed out in another tab or window. Reload to refresh your session.
Источник
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Подсажите по программе Candle или GrblControl
Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 08 дек 2017, 22:38
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 08 дек 2017, 22:43
Внизу есть список выполняемых команд — можно продолжить, вручную установив на нужную операцию.
Но для этого надо знать точно — где произошёл сбой — а вы вряд ли это точно знаете.
ну, и адекватно выставить начало координат и, главное, стартовую точку для продолжения — тоже очень большой вопрос.
так, что скорей всего — без вариантов.
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 08 дек 2017, 23:32
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 02:19
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 08:07
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 10:18
+1
А для управления лучше всего использовать ноутбук — который сам-себе-ИБП.
Тогда обеспечить ИБП для станка гораздо легче.
ХИНТ: напрашивается кострукция несложного ИБП для ЧПУ — главное, что выдавал команду АВОСТ.
Возможно удастся обойтись накопительными ёмкостями достаточной ёмкости в БП, без аккумуляторных банок.
Тогда всё сильно упрощается, и заодно решается проблема недостаточной мощности штатного БП для китайского семейства с 775 шпинделем.
В принципе, слепить такой питальник — совершенно не проблемно.
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 15:24
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 15:32
Ну, так именно про это я и сказал.
ХИНТ: беда здесь ещё и в том, что в процессе сбоя станок теряет координаты полностью — и никакое переобнуление не способно восстановить эти данные.
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 19:05
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 20:30
Ну, так именно про это я и сказал.
ХИНТ: беда здесь ещё и в том, что в процессе сбоя станок теряет координаты полностью — и никакое переобнуление не способно восстановить эти данные.
Мне несколько раз приходилось специально останавливать длинную программу, а на следующий день запускать с определенной строки.
Программа управления Candle, станок — лазерный гравер.
Делал так:
1. Останавливаю программу. Записываю номер строки. Выключаю станок.
2. Утром включаю, базирую, обнуляю координаты. После базирования головка лазера всегда находится в одних и тех же координатах.
3. Стрелками и кнопками 100. 10. 0,01 в Candle, вручную подвожу головку лазера к координатам, указанным строкой выше, чем та на которой остановил программу.
4. Page Up/Down выбираю нужную строку. Далее на стрелочку «отправить» и программа продолжает работать.
Потом надоело «подгонять вручную» и поставил тумблер на лазер. Теперь просто запускаю с нужной строки. Головка лазера едет по-диагонали от Home к нужной координате, лазер выключен. Как доехала — включаю лазер. Можно еще в строку на которой надо остановить программу прописать М0 и программа встанет на паузу.
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 09 дек 2017, 21:23
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 21:30
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 09 дек 2017, 21:57
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 23:10
Мы разбираем случай аварии питающей сети — при этом останов инструмента происходит в случайном месте, но все регистры и в компе, и в станочных мозгах обнуляются.
Если озаботиться и перед началом обработки применить маркер начала координат — то можно восстановить начальную точку.
Но вот в процессе обработки инструмент оказывается в случайном месте — потому продолжить с этого места весьма непросто: надо подогнать коды вручную, вручную поставить кнопками инструмент в точку (которая не всегда видна).
ХИНТ: правильней всего запустить процесс с нуля! Половина пройдёт вхолостую — но в конце концов станок сам найдёт нужную точку.
Но у этого метода тоже есть ограничения — из-за конечной точности обработки и недостаточной жёсткости станка части до и после останова могут оличаться.
Если это предварительная обработка — это не сильно страшно, но на чистовом проходе может сказаться фатально.
ХИНТ: главное — не забывать маркировать начало координат!
Например, засверлить точку сверлом минимального диаметра, а потом ювелирно подгонять то же сверло для восстановления — и глаз-алмаз тут решающий.
Источник
#1
![]()
OFFLINE
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент


- Из:Мск
Отправлено 18 Декабрь 2014 — 14:24
Приветствую.
Создал уп для чистки стола. Значения шпинделя и перемещений указываются не в Арткаме, а c пульта и инвертора.
Когда запускаю уп шпиндель начинает вращение. Но он то мне включенный не нужен. Неужто вручную его отключать?
Пример программы:
T1M6
M5
G0Z70.020
G0X0.000Y0.00
G0X229.050Y50.287Z40.020
X229.050Y3900.287
X519.050
X519.050Y50.287
X809.050
X809.050Y3900.287
X1099.050
X1099.050Y50.287
X1389.050
X1389.050Y3900.287
X1679.050
X1679.050Y50.287
X1969.050
X1969.050Y3900.287
G0Z40.020
G0X0.000Y0.000
G0Z40.020
G0X0Y0
M30
Что за T1M6?
-
0
- Наверх
#2
![]()
OFFLINE
courage
courage
- Пол:Мужчина
- Город:Новосибирск, Россия
- Из:Новосибирск
Отправлено 18 Декабрь 2014 — 14:44
M6T1 или просто T1 или T1M6 это запуск смены инструмента на инструмент номер 1.
Команд на запуск шпинделя у вас в коде нет, похоже дело в настройке системы управления станком.
В алгоритме смены инструмента точно нет вращения шпинделя, также у вас стоит команда M5 для останова вращения — тут возможна пауза в 10 секунд или более, если такая настройка задана в системе управления.
-
0
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
- Наверх
#3
![]()
OFFLINE
eworks
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Из:Мск
Отправлено 18 Декабрь 2014 — 15:36
m5 я сам вписал.
Короче, решил на инверторе кнопку STOP нажимать.
-
0
- Наверх
#4
![]()
OFFLINE
lkbyysq
lkbyysq
- Пол:Мужчина
- Город:Санкт-Петербург
- Из:Санкт-Петербург
Отправлено 18 Декабрь 2014 — 15:37
-
0
- Наверх
#5
![]()
OFFLINE
eworks
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Из:Мск
Отправлено 18 Декабрь 2014 — 16:24
multicut
T1 смена инструмента…. ах да, на канадском axyz на пульте вспомнил индикацию T1P? хоть и был сменник да без патронов
команда m30 возвращает в 0.0. Подскажите, как сделать чтоб не возвращала? просто не писать m30?
Сообщение отредактировал eworks: 18 Декабрь 2014 — 17:06
-
0
- Наверх
#6
![]()
OFFLINE
courage
courage
- Пол:Мужчина
- Город:Новосибирск, Россия
- Из:Новосибирск
Отправлено 18 Декабрь 2014 — 17:20
Можно M30 убрать, но некоторые системы ЧПУ могут тогда не видеть завершения программы.
Опять же это особенности ЧПУ. Документашка есть на неё?
Multicut это модель станка, а вот чем он управляется это было бы интересно узнать.
-
0
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
- Наверх
#7
![]()
OFFLINE
3D-BiG
3D-BiG
- Пол:Мужчина
- Город:Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске…
- Интересы:Полежать на диване, пофлудить на форуме….
- Из:СССР
Отправлено 18 Декабрь 2014 — 17:25
Если без автосмены, то 0501, или А11S, если с автосменой, то если китайский, то синтек, если их новинка 5000 серии, то А57… В ближайшее время должен быть сделан двухшпиндельник с последовательной работой шпинделей на НК105. Андрей, если интересно глянуть на них — можем к ним съездить в Бердск на производство…
-
0
Лужу, паяю, станки ЧПУ починяю….
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
- Наверх
#8
![]()
OFFLINE
eworks
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Из:Мск
Отправлено 18 Декабрь 2014 — 18:17
multicut 3000. версия пульта А11S (или 0501)
Был у них на выставке Мебель 2014.=)
3D-BiG, сбоило у нас электричество. программный дом сбился. Причем сами производители этого станка говорят. Что какие-то пульты (или это относится к сериям станка?) они прошивают, какие-то нет (странно), чтоб при сбое дом сохранялся. Что думаете? Кстати можно сделать так чтоб бы при отрубании сети он запоминал место остановки и автоматически сохранял в ячеку?
G0Z50.020
G0X0.000Y0.00
G0X229.050Y50.287Z50.020
X229.050Y3900.287
X519.050
X519.050Y50.287
X809.050
X809.050Y3900.287
X1099.050
X1099.050Y50.287
X1389.050
X1389.050Y3900.287
X1679.050
X1679.050Y50.287
X1969.050
X1969.050Y3900.287
X229.050Y3900.287
возвращает в ноль все равно
Сообщение отредактировал eworks: 18 Декабрь 2014 — 18:19
-
0
- Наверх
#9
![]()
OFFLINE
3D-BiG
3D-BiG
- Пол:Мужчина
- Город:Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске…
- Интересы:Полежать на диване, пофлудить на форуме….
- Из:СССР
Отправлено 18 Декабрь 2014 — 18:38
Во второй и третий день этой же выставки также был у них на стенде, где стоял их 5000-к.
Как-то не совсем понял ваш вопрос, но попробую ответить как понял:
В принципе подхват координаты сбоя при пропадании питания для продолжения с точки сбоя задания после включения станка для обоих пультов возможен: в 0501 он включается либо через программу прошивки, либо в Sustem_Setup — Function Configure — пункт: Do you need save PowerOff?- защита от отключения электропитания
В А11S — также должен быть — вроде он там по у молчанию — я плохо знаю пока эту электронику..
-
0
Лужу, паяю, станки ЧПУ починяю….
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
- Наверх
#10
![]()
OFFLINE
eworks
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Из:Мск
Отправлено 18 Декабрь 2014 — 19:28
3D-BiG, спасибо. Вы мне напомнили этот пункт, просто с этим пультом полтора года уже не пользовался, подзабыл.
Второй вопрос был о том, что если произошел сбой питания есть ли возможность начать с того места когда произошел этот сбой.
Как быть с возвратом в 0 после окончания программы. Тело уп выше
Сообщение отредактировал eworks: 18 Декабрь 2014 — 19:54
-
0
- Наверх
#11
![]()
OFFLINE
3D-BiG
3D-BiG
- Пол:Мужчина
- Город:Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске…
- Интересы:Полежать на диване, пофлудить на форуме….
- Из:СССР
Отправлено 18 Декабрь 2014 — 20:06
Не разбирался с этим ибо такое было НЕ надо… Реально не вижу для чего такое нужно…
Сообщение отредактировал 3D-BiG: 18 Декабрь 2014 — 20:07
-
0
Лужу, паяю, станки ЧПУ починяю….
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
- Наверх
#12
![]()
OFFLINE
MiG
MiG
- Пол:Мужчина
- Из:Россия , Ковров
Отправлено 18 Декабрь 2014 — 20:25
…из мануала на пульт A11


ps …
Продолжение обработки после аварийного отключения питания описано на страницах 49 — xxx мануала
Сообщение отредактировал MiG: 18 Декабрь 2014 — 20:42
-
0
- Наверх
#13
![]()
OFFLINE
courage
courage
- Пол:Мужчина
- Город:Новосибирск, Россия
- Из:Новосибирск
Отправлено 19 Декабрь 2014 — 00:47
Вадим, я только за. Поехали на следующей неделе.
Вопрос по включению шпинделя при запуске программы. Я не нашел в руководстве описания пунктов меню G-code setup
Как работает пункт меню «Spindle». На пульте который я настраивал стояло NTLLG, времени для экспериментов особых не было, но очень интересно узнать как не включать шпиндель при запуске программы. Также есть настройка S Read — Ign S
-
0
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
- Наверх
#14
![]()
OFFLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 19 Декабрь 2014 — 01:08
А чё на них смотреть. На подороже которые, Вадим сказал раму получше сделали, вроде хорошую. А так, там есть приличные инженеры.
-
0
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#15
![]()
OFFLINE
3D-BiG
3D-BiG
- Пол:Мужчина
- Город:Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске…
- Интересы:Полежать на диване, пофлудить на форуме….
- Из:СССР
Отправлено 19 Декабрь 2014 — 01:16
Андрей, для 0501:
Read F Disable — означает игнорирование F кода (заданной в файле скорости подачи по осям). Оси будут перемещаться со скоростью, заданной параметрами Proc spd на пульте при запуске обработки Enable – считывание скорости подачи заданной в файле F кодом.
Disp Error указывает на ошибку G кода. Обозначает нахождение неизвестного G код или ошибку синтаксиса при использовании G кода/ необходима правка программы обработки.
Keep Zup — это высота подъема шпинделя после завершения работы. Enable означает, что шпиндель поднимется на выставленную высоту после завершения работы. Disable означает, что шпиндель поднимется, как сказано в файле.
Read T – использовать функцию смены инструмента Disable – не считывать номер инструмента из программы Enable – считывать номер
Hold on – Включить поддержку/Резервная функция
Hold on – Включить поддержку/Резервная функция
Управление включением/выключением шпинделя на 0501 электронике на станке с двумя шпинделями последовательной обработки, который мне приходилось запускать, выполнялась командами:
G04 — пауза в мс
М6 и останавливала шпиндель и в совокупности с командой соответствующего инструмента, а там были они НЕ стандартные, опускала нужный инструмент
М3 — раскручивала шпиндель
НО ЭТО БЫЛО НА КОНКРЕТНОЙ СПЕЦПРОШИВКЕ ДЛЯ СТАНКА С ПНЕВМООПУСКАЕМЫМИ ДВУМЯ ШПИНДЕЛЯМИ….
Володя, надо НЕ только на низ посмотреть, но и потрогать, попинать и даже погонять на них, и только в этом случае станет возможно этим станкам доверять…
Сообщение отредактировал 3D-BiG: 19 Декабрь 2014 — 07:52
-
0
Лужу, паяю, станки ЧПУ починяю….
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
- Наверх
#16
![]()
OFFLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 19 Декабрь 2014 — 01:59
Вадим, так я чё, я и сам с радостью быб потрогал руками, но штуки три хотя бы из серии.
Если чё, клиента им отправил, своих денег потерял немало, но дело принципа-говенный у меня характер.
-
0
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#17
![]()
OFFLINE
courage
courage
- Пол:Мужчина
- Город:Новосибирск, Россия
- Из:Новосибирск
Отправлено 19 Декабрь 2014 — 10:07
Вадим, на A11 этот раздел меню отличается значительно. Там есть как минимум два пункта о которых я написал, мне интересно другое — запуск шпинделя происходит только из-за настроек в пульте или же настройками не сделать так, чтобы он не включался и придется G-коды вписывать.
-
0
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
- Наверх
#18
![]()
OFFLINE
3D-BiG
3D-BiG
- Пол:Мужчина
- Город:Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске…
- Интересы:Полежать на диване, пофлудить на форуме….
- Из:СССР
Отправлено 19 Декабрь 2014 — 11:28
У меня пока нет А11, так что-то утверждать или отрицать НЕ могу, а по 0501 пульту — можем поэкспериментировать — их у меня парочка комплектов лежит — можем и разные прошивки в них позагонять, а вот по А11 можем ,если поедем, в Бердске в MultiCUT у Данилы попробовать — они их используют, а Данила думаю сам заинтересуется экспериментами…
-
0
Лужу, паяю, станки ЧПУ починяю….
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
- Наверх
#19
![]()
OFFLINE
eworks
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Из:Мск
Отправлено 19 Декабрь 2014 — 20:35
Не разбирался с этим ибо такое было НЕ надо… Реально не вижу для чего такое нужно…
Когда фреза ломается это не кажется ненужной функцией, но очень удобной. Почему она не будет удобна при перебоях в сети.
Пульт у нас 0501.
С шпинделем разобрался. Да не совсем. комбинацию стрелок для заданной скорости не могу подобрать.
Выбираем ячейку 0 в Speed Grad в меню при выборе файла уп

Если у вас, конечно установки значений инвертора стоят

В общем пока я добился того что шпиндель не запускается…. вообще ..  ..при выборе любых ячеек. надо с комбинациями разбираться
..при выборе любых ячеек. надо с комбинациями разбираться
Выберите курсором SPINDLE SETUP и нажмите . Система покажет
количество заданных скоростей вращения шпинделя. По умолчанию – значение 2.
Нажмите и перейдите в нулевую ячейку с параметрами выключенного
шпинделя: (у меня)
0 1 2 3
вниз вниз вниз вниз
Нажмите и перейдите в 1 ячейку с параметрами выключенного
шпинделя: (у меня)
0 1 2 3
вверх вверх вниз вниз
Запускаем УП шпиндель не запускается. останавливаем выполнение программы. Шпиндель запускается ( у меня. забыл точные комбинации уже =)))
0 1 2 3
вниз вверх вниз вниз
Выберите курсором SPINDLE SETUP и нажмите . Система покажет
количество заданных скоростей вращения шпинделя. По умолчанию – значение 2.
Введите другое значение, например 7, и вы можете использовать 7 предварительно
записанных скоростей шпинделя. Всего доступно 16 значений скорости, включая и
выключенное состояние (OFF). Значения скорости выбираются комбинациями значений
стрелок вверх и вниз. Эти комбинации зависят от применяемого инвертора. Информацию
о количестве ячеек памяти, и комбинации стрелок-переключателей ON/OFF можно
получить в описании применяемого инвертора.
В описании управления инвертора VFD-G через панель управления VFD-PU01 такого не нашел, но думаю что плохо искал.
Как мне победить возвращение в 0 после окончания программы
Сообщение отредактировал eworks: 19 Декабрь 2014 — 22:10
-
0
- Наверх