f1602

f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #1
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
-

Буфер обмена02.gif
20.1 KB · Просмотры: 60
SnakeKVC
- Регистрация
- 27.12.2019
- Сообщения
- 5 036
- Реакции
- 4 328
- Баллы
- 138
- Возраст
- 45
- Адрес
- от верблюда
- Город
- Самара
- Имя
- Андрей
- Отчество
- Евгеньевич
- Станок
- 3018 Upgraded
- Плата
- Woodpecker v3.4
- Прошивка
- 1.1f
- #2
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
И где это видно на Вашем скриншоте?
demyuri

- Регистрация
- 31.10.2019
- Сообщения
- 9 097
- Реакции
- 8 135
- Баллы
- 200
- Возраст
- 48
- Адрес
- РОССИЯ
- Веб-сайт
- youtu.be
- Город
- Барнаул
- Имя
- Юрий
- Станок
- 3018 ПРО, доработанный
- Плата
- Дятел 3.4
- Прошивка
- 1.1f
blny
blny
НЕ ТОЛЬКО ЧИТАЕТ
- Регистрация
- 24.01.2020
- Сообщения
- 123
- Реакции
- 141
- Баллы
- 63
- Город
- Москва
- Имя
- Sergey
- Отчество
- Blinov
- Станок
- cnc3018pro (modified)
- Прошивка
- 1.1h
- #4
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
Циклы сверления не поддерживаются. Вот тут можно посмотреть на список поддерживаемых G-кодов g-code
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #5
Циклы сверления не поддерживаются. Вот тут можно посмотреть на список поддерживаемых G-кодов g-code
Спасибо! А как тогда делать отверстия диаметром равным диаметру фрезы?
Ваши сообщения автоматически объединены: 10.12.2021
И где это видно на Вашем скриншоте?
-

Clipboard02.png
19.9 KB · Просмотры: 63
SnakeKVC
- Регистрация
- 27.12.2019
- Сообщения
- 5 036
- Реакции
- 4 328
- Баллы
- 138
- Возраст
- 45
- Адрес
- от верблюда
- Город
- Самара
- Имя
- Андрей
- Отчество
- Евгеньевич
- Станок
- 3018 Upgraded
- Плата
- Woodpecker v3.4
- Прошивка
- 1.1f
- #6
Спасибо! А как тогда делать отверстия диаметром равным диаметру фрезы?
Ваши сообщения автоматически объединены: 10.12.2021
Error 20
Unsupported or invalid g-code command found in block. This usually means that you used the wrong Post-Processor to make your file, or that some incompatible code within needs to be manually deleted.
Надо использовать правильный постпроцессор. В чём делаете УП?
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #7
Error 20
Unsupported or invalid g-code command found in block. This usually means that you used the wrong Post-Processor to make your file, or that some incompatible code within needs to be manually deleted.Надо использовать правильный постпроцессор. В чём делаете УП?
FreeCAD
Post processor grbl
extrimus

- Регистрация
- 29.03.2019
- Сообщения
- 5 895
- Реакции
- 5 220
- Баллы
- 250
- Возраст
- 56
- Адрес
- Россия
- Город
- Иваново
- Имя
- Андрей
- Плата
- Woodpecker 3.2
- Прошивка
- GBRL 1.1f
- #8
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
Это потому что GRBL не понимает команду G81.
SnakeKVC
- Регистрация
- 27.12.2019
- Сообщения
- 5 036
- Реакции
- 4 328
- Баллы
- 138
- Возраст
- 45
- Адрес
- от верблюда
- Город
- Самара
- Имя
- Андрей
- Отчество
- Евгеньевич
- Станок
- 3018 Upgraded
- Плата
- Woodpecker v3.4
- Прошивка
- 1.1f
- #9
FreeCAD
Post processor grbl
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #10
Всем спасибо! Тема закрыта. Может быть для большинства решение было очевидным, но я всё-таки его опишу. В файле постпроцессора gbrl_post.py надо поменять флаг перевода G81 в G0,G1 с false на true.
extrimus
- Регистрация
- 29.03.2019
- Сообщения
- 5 895
- Реакции
- 5 220
- Баллы
- 250
- Возраст
- 56
- Адрес
- Россия
- Город
- Иваново
- Имя
- Андрей
- Плата
- Woodpecker 3.2
- Прошивка
- GBRL 1.1f
- #11
Всем спасибо! Тема закрыта. Может быть для большинства решение было очевидным, но я всё-таки его опишу. В файле постпроцессора gbrl_post.py надо поменять флаг перевода G81 в G0,G1 с false на true.
Тему закрыть успеем. А пока вопрос. Как оно сверлится с этой заменой?
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- 10.12.2021
- Последнее редактирование: 10.12.2021
- #12
Последнее редактирование: 10.12.2021
Тему закрыть успеем. А пока вопрос. Как оно сверлится с этой заменой?
(G81 X8.046 Y10.000 Z-5.530 F60.000 R1.000)
G0 X8.046 Y10.000
G1 Z1.000 F60.00
G1 Z-5.530 F60.00
G0 Z1.000
( G80 )
G0 Z2.000
Собственно, сравнить не с чем. Другого станка с ЧПУ у меня нет.
Ваши сообщения автоматически объединены: 10.12.2021
И, вдогонку.
Пока меня не «запинали» знатоки FreeCad.
Правильней будет исправить настройки Path Job.
Надо указать пост процессор и аргумент для него, как показано на рисунке
-

Буфер обмена05.gif
37.2 KB · Просмотры: 47

extrimus
- Регистрация
- 29.03.2019
- Сообщения
- 5 895
- Реакции
- 5 220
- Баллы
- 250
- Возраст
- 56
- Адрес
- Россия
- Город
- Иваново
- Имя
- Андрей
- Плата
- Woodpecker 3.2
- Прошивка
- GBRL 1.1f
- #13
Собственно, сравнить не с чем. Другого станка с ЧПУ у меня нет.
Не надо сравнивать. Я об ошибках, что были до этого. Есть ошибки при выполнении работы или нет?
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #14
Не надо сравнивать. Я об ошибках, что были до этого. Есть ошибки при выполнении работы или нет?
Нет. Ошибок нет. Отрабатывает корректно.
Yuri
Yuri
СКАЗАЛ ТУТ НЕМНОГО
- Регистрация
- 11.09.2019
- Сообщения
- 500
- Реакции
- 838
- Баллы
- 138
- Возраст
- 60
- Адрес
- Украина
- Город
- Черкассы
- Имя
- Юра
- Плата
- самодельная на ESP32
- #15
В файле постпроцессора gbrl_post.py надо поменять флаг перевода G81 в G0,G1 с false на true.
Правильней будет исправить настройки Path Job.
Надо указать пост процессор и аргумент для него, как показано на рисунке
не за пинают знатоки FreeCad.
даже скажут спасибо, если разместите в теме про FreeCad
Содержание
- cnc-club.ru
- Подсажите по программе Candle или GrblControl
- Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
- Re: Подсажите по программе Candle или GrblControl
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Подсажите по программе Candle или GrblControl
Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 08 дек 2017, 22:38
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 08 дек 2017, 22:43
Внизу есть список выполняемых команд — можно продолжить, вручную установив на нужную операцию.
Но для этого надо знать точно — где произошёл сбой — а вы вряд ли это точно знаете.
ну, и адекватно выставить начало координат и, главное, стартовую точку для продолжения — тоже очень большой вопрос.
так, что скорей всего — без вариантов.
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 08 дек 2017, 23:32
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 02:19

Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 08:07
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 10:18
+1
А для управления лучше всего использовать ноутбук — который сам-себе-ИБП.
Тогда обеспечить ИБП для станка гораздо легче.
ХИНТ: напрашивается кострукция несложного ИБП для ЧПУ — главное, что выдавал команду АВОСТ.
Возможно удастся обойтись накопительными ёмкостями достаточной ёмкости в БП, без аккумуляторных банок.
Тогда всё сильно упрощается, и заодно решается проблема недостаточной мощности штатного БП для китайского семейства с 775 шпинделем.
В принципе, слепить такой питальник — совершенно не проблемно.
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 15:24
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 15:32
Ну, так именно про это я и сказал.
ХИНТ: беда здесь ещё и в том, что в процессе сбоя станок теряет координаты полностью — и никакое переобнуление не способно восстановить эти данные.
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 19:05
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 20:30
Ну, так именно про это я и сказал.
ХИНТ: беда здесь ещё и в том, что в процессе сбоя станок теряет координаты полностью — и никакое переобнуление не способно восстановить эти данные.
Мне несколько раз приходилось специально останавливать длинную программу, а на следующий день запускать с определенной строки.
Программа управления Candle, станок — лазерный гравер.
Делал так:
1. Останавливаю программу. Записываю номер строки. Выключаю станок.
2. Утром включаю, базирую, обнуляю координаты. После базирования головка лазера всегда находится в одних и тех же координатах.
3. Стрелками и кнопками 100. 10. 0,01 в Candle, вручную подвожу головку лазера к координатам, указанным строкой выше, чем та на которой остановил программу.
4. Page Up/Down выбираю нужную строку. Далее на стрелочку «отправить» и программа продолжает работать.
Потом надоело «подгонять вручную» и поставил тумблер на лазер. Теперь просто запускаю с нужной строки. Головка лазера едет по-диагонали от Home к нужной координате, лазер выключен. Как доехала — включаю лазер. Можно еще в строку на которой надо остановить программу прописать М0 и программа встанет на паузу.
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 09 дек 2017, 21:23
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 21:30
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 09 дек 2017, 21:57
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 23:10
Мы разбираем случай аварии питающей сети — при этом останов инструмента происходит в случайном месте, но все регистры и в компе, и в станочных мозгах обнуляются.
Если озаботиться и перед началом обработки применить маркер начала координат — то можно восстановить начальную точку.
Но вот в процессе обработки инструмент оказывается в случайном месте — потому продолжить с этого места весьма непросто: надо подогнать коды вручную, вручную поставить кнопками инструмент в точку (которая не всегда видна).
ХИНТ: правильней всего запустить процесс с нуля! Половина пройдёт вхолостую — но в конце концов станок сам найдёт нужную точку.
Но у этого метода тоже есть ограничения — из-за конечной точности обработки и недостаточной жёсткости станка части до и после останова могут оличаться.
Если это предварительная обработка — это не сильно страшно, но на чистовом проходе может сказаться фатально.
ХИНТ: главное — не забывать маркировать начало координат!
Например, засверлить точку сверлом минимального диаметра, а потом ювелирно подгонять то же сверло для восстановления — и глаз-алмаз тут решающий.
Источник
-
Touareg07
- Новичок
- Сообщения: 18
- Зарегистрирован: 28 ноя 2018, 12:21
- Репутация: 0
- Настоящее имя: Touareg07
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Подскажите пожалуйста и возможно кто-то уже сталкивался с такой проблемой…
Станок фрезерует 3-4 часа и затем останавливается на одном месте с работающим двигателем.
При этом кнопки в Candle «пауза» и «прервать» активны , но при нажатии на них никакого результата.
Остальные кнопки не активны и Candle можно выключить нажав крестик в верхнем правом углу.
В чем может быть проблема остановки станка и что нужно перепроверить ?
Спасибо!
-

Mamont
- Мастер
- Сообщения: 1723
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 328
- Настоящее имя: Виталий
- Откуда: РБ Минск
-
Контактная информация:

Re: Подсажите по программе Candle или GrblControl
Сообщение
Mamont » 01 апр 2019, 07:08
Если это не ноут, по возможности использовать апаратный RS232 порт компа через микросхему преобразования уровней напряжения в ТТЛ
А если кроме как Юсб нет другой возможности, подключить свисток USB-TtL максимально близко к компу, и к станку вести уже преобразованные сигналы. Питание GRBL использовать свое, а не брать не от USB. Опторазвязка не повредит
-
peratron
- Мастер
- Сообщения: 605
- Зарегистрирован: 05 фев 2017, 07:43
- Репутация: 36
- Настоящее имя: Eugene
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
peratron » 01 апр 2019, 10:13
Mamont писал(а):А если кроме как Юсб нет другой возможности, подключить свисток USB-TtL максимально близко к компу, и к станку вести уже преобразованные сигналы.
Как уже много раз говорено — проблема не в параметрах УСБ-линии, а в катастрофически низком качестве разъёмов.
У меня работает на 15-метровом удлинителе — но пока не поставил резиновые стяжки в обоих коннекторах, обеспечивающие притягивание фишек, оно сбоило недопустимо. С резинками работает много лучше — но всё равно разрыв контакта бывает.
В идеале надо сменить типы коннекторов с обоих концов — перепаять на нормальный разъем.
-
istopnic
- Новичок
- Сообщения: 15
- Зарегистрирован: 13 окт 2017, 14:36
- Репутация: 0
- Настоящее имя: Сергей
- Откуда: Москва, Зеленоград
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
istopnic » 01 апр 2019, 10:18
Странное поведение Candle 1.1.7 под Linux, при выполнении УП шпиндель отключатся каждый раз после подъема инструмента и на время свободного перемещения кареток XY. В УП никаких указаний на отключение шпинделя нет. Тот же Candle с той же УП но под Windows работает нормально, т.е. шпиндель включатся на старте программы и отключатся в ее конце. Куда копать, смотреть, какие файлы править?
-
Touareg07
- Новичок
- Сообщения: 18
- Зарегистрирован: 28 ноя 2018, 12:21
- Репутация: 0
- Настоящее имя: Touareg07
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Touareg07 » 01 апр 2019, 22:56
При открытии tap файлов в Candle и запуска фрезеровки постоянно выходит такая ошибка в первой строке.
В гугле пишут, что команда T1M6 это запуск смены инструмента на инструмент номер 1
Что от меня эта T1M6 хочет ?
- Вложения
-
-
Touareg07
- Новичок
- Сообщения: 18
- Зарегистрирован: 28 ноя 2018, 12:21
- Репутация: 0
- Настоящее имя: Touareg07
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Touareg07 » 02 апр 2019, 15:42
nevkon писал(а):Из файла УП удалить всю строку — смену инструмента grbl тоже не знает насколько мне известно.
Дело в том, что у меня во всех созданных УП была эта одна и та же эта ошибка T1M6.
И получается, что нужно будет каждый раз заходить в tap-файл УП и удалять эту строку?
На фрезеровке деревяшек это не сказывалось, но узнать причину очень хочется))
-

Rom327
- Почётный участник

- Сообщения: 2852
- Зарегистрирован: 03 апр 2015, 13:23
- Репутация: 414
- Настоящее имя: Роман
- Откуда: Подольск
- Контактная информация:

Re: Подсажите по программе Candle или GrblControl
Сообщение
Rom327 » 02 апр 2019, 15:47
Touareg07 писал(а):И получается, что нужно будет каждый раз заходить в tap-файл УП и удалять эту строку?
Просто не обращай на нее внимание…
-
Touareg07
- Новичок
- Сообщения: 18
- Зарегистрирован: 28 ноя 2018, 12:21
- Репутация: 0
- Настоящее имя: Touareg07
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Touareg07 » 02 апр 2019, 16:59
Rom327 писал(а):
Touareg07 писал(а):И получается, что нужно будет каждый раз заходить в tap-файл УП и удалять эту строку?
Просто не обращай на нее внимание…
Спасибо! Понял и уже забил))
-
Zapilil
- Новичок
- Сообщения: 5
- Зарегистрирован: 22 май 2019, 19:22
- Репутация: 0
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Zapilil » 22 май 2019, 19:45
Rom327 писал(а):
arkadiy2 писал(а):Точку найти могу ( пока десятка не критично ) . Именно не знаю как продолжить программу выполнения после внезапной остановки ( номер строки тоже помню на которой прервалось ) !
В Candle все просто! Выбираешь нужную строку, перемещаясь по программе с помощью клавиш Page Up/Down — быстро, но грубо и стрелками. Затем надо нажать на 1 секунду на стрелку на кнопке «Отправить» и появится окошко с надписью «Отправить с текущей строки».
Вложение Отправить.jpg больше недоступно
Программа начнет выполнение с указанной строки. Но перед запуском неплохо бы вручную подогнать инструмент в указанную позицию, иначе возможны последствия. Например на лазерном гравере может включится лазер и прожжется полоса от текущей позиции инструмента к указанной. Но на этот случай у меня есть тумблер, выключающий лазер
Всё работало, сегодня баг какой то…остановил, обнулил, выключил, включаю…засада…раньше работало.
- Вложения
-
-
Rom327
- Почётный участник
- Сообщения: 2852
- Зарегистрирован: 03 апр 2015, 13:23
- Репутация: 414
- Настоящее имя: Роман
- Откуда: Подольск
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Rom327 » 22 май 2019, 19:58
Zapilil писал(а):Всё работало, сегодня баг какой то…остановил, обнулил, выключил, включаю…засада…раньше работало.
Тут переключи:
- Вложения
-
-
Mamont
- Мастер
- Сообщения: 1723
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 328
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Mamont » 22 май 2019, 22:57
Touareg07 писал(а):
Смотрю скрин и возник вопрос, а почему стоит «птичка» на подаче???
Насколько известно, то эта подача не работает…
Это вкл-выкл коррекции скорости перемещения
-
Zapilil
- Новичок
- Сообщения: 5
- Зарегистрирован: 22 май 2019, 19:22
- Репутация: 0
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Zapilil » 23 май 2019, 07:50
Rom327 писал(а):
Zapilil писал(а):Всё работало, сегодня баг какой то…остановил, обнулил, выключил, включаю…засада…раньше работало.
Тут переключи:
При ваших настройках прога зависает и вылетает, при повторном запуске настройки которые на вашем скрине скидываются «по умолчанию»
Welcome to Our Community
Some features disabled for guests. Register Today.
-

Builder
- Joined:
- Nov 18, 2021
- Messages:
- 5
- Likes Received:
- 1
I’m testing my new machine and learning about it. I generated my toolpaths using Qcad and exported a gcode file. Then I opened the file with Open builds control software. Everything seems normal until I run job. I get an error message Grbl Error: 20 — Unsupported or invalid g-code command found in block [ N30 T1 M6 ]. It shows up on line 3. If I delete the command, the job will run. I did a test without a bit to see it’s travel. It appears to be cutting at a much reduced size scale. For example, a 2″ square is cut less than .5″.
I used the G-code (Offset) [in»]setting in my Qcad/cam. I tried other settings also. I tried a 2″ square to see if a basic shape would work. No luck. What’s the deal?
-
Staff Member
Moderator
Builder
Resident Builder- Joined:
- Mar 23, 2018
- Messages:
- 1,901
- Likes Received:
- 1,310
T (tool change) is not a valid grbl command. Find a post processor that is for grbl. (refer to the grbl wiki for valid commands: Grbl v1.1 Commands · gnea/grbl Wiki)
For the size, did your gcode have an G20 command at the beginning? If not, its cutting in mm, not inches.
-
Builder
- Joined:
- Nov 18, 2021
- Messages:
- 5
- Likes Received:
- 1
I figured it out I think. I won’t be able to use Qcad/CAM. looks like I have to use a program compatible with your controller.
-
Staff Member
Moderator
Builder
Resident Builder- Joined:
- Mar 1, 2017
- Messages:
- 11,039
- Likes Received:
- 3,497
You need a Grbl compatible CAM or Post. See the software section of docs.openbuilds.com
-
Staff Member
Moderator
Builder
Resident Builder- Joined:
- Mar 23, 2018
- Messages:
- 1,901
- Likes Received:
- 1,310
Once. That tells the controller that all coordinates are in inch mode until a G21 command is issue in which case it switches to mm mode. Does the qcad GRBL(offset)in post not work?
-
Builder
- Joined:
- Nov 18, 2021
- Messages:
- 5
- Likes Received:
- 1
I tried the GRBL(offset)in post and it still had unsupported commands
-
Staff Member
Moderator
Builder
Resident Builder- Joined:
- Aug 6, 2013
- Messages:
- 2,604
- Likes Received:
- 1,509
I have just run gcode I created in Qcad using the GRBL inch and GRBL mm posts through OpenBuilds CONTROL without errors.
What GUI are you using?
Are you SURE you selected the GRBL posts, it is easy to select the generic G-code posts instead as the Qcad interface is not very clear.
Also note everytime you change post selection you have to recreate the toolpaths. -
Builder
- Joined:
- Nov 18, 2021
- Messages:
- 5
- Likes Received:
- 1
I’m using Carvco now instead. I like it. I still prefer to draw with Qcad but I just open my drawings with carvco and spit out the job.
-
Builder
- Joined:
- Feb 5, 2022
- Messages:
- 6
- Likes Received:
- 1
Thank you So Much. I would have responded sooner but I’ve been out in the shop having a blast.



Share This Page
Как исправить ошибку TWRP 20 GApps после прошивки LineageOS
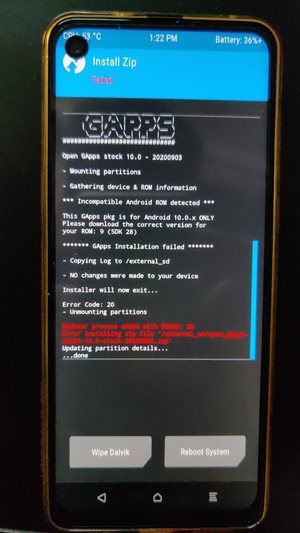
В этом руководстве мы покажем вам, как исправить ошибку TWRP 20, которая возникает при прошивке пакета GApps, в основном с пользовательским ПЗУ LineageOS. Вы также получите следующее сообщение об ошибке: Пакет GApp предназначен ТОЛЬКО для Android 10.0.x. Загрузите правильную версию для вашего ПЗУ: 9 (SDK 28). Дело в том, что вы загрузили правильный пакет GApps. Кроме того, ваше ПЗУ также основано на Android 10, а не на Android 9.0. Оба эти факта были неправильно упомянуты в сообщении об ошибке.
Точно так же, если вы прошивали LineageOS, ваш TWRP может быть заменен на Lineage Recovery. это еще больше усложняет все дело. Было несколько экземпляров этого сообщения об ошибке: от Разработчики XDA к Гитхаб к Реддит, многие пользователи высказали эту озабоченность. Но не волнуйтесь. В этом руководстве мы поможем вам понять причину этой ошибки, а также то, как вы можете легко ее исправить. Следуйте вместе.
Одним из самых больших преимуществ экосистемы с открытым исходным кодом, такой как Android, является множество настроек, которые она приносит с собой. К ним относятся возможность разблокировать загрузчик устройства, получить права администратора путем рутирования через Magisk, прошивать множество модулей, фреймворк, темы Syubstratum и другие. Точно так же многие пользователи также предпочитают устанавливать совершенно новую сборку ОС Android в виде пользовательских ПЗУ. Эта специализированная прошивка предлагает множество функций и настроек, которые не могла предложить стандартная ОС.
РУКОВОДСТВО ПО TWRP
Кроме того, вы также будете получать обновления Android сверх того, что обещал OEM-производитель. Что ж, такие устройства, как OnePlus One, выпущенный в 2014 году, по-прежнему являются довольно активным игроком в сообществе. Если говорить об этих пользовательских ПЗУ, то среди крупных игроков есть LineageOS, HavocOS, Pixel Experience и другие. Каждое из этих ПЗУ в основном отличается своими предложениями. В то время как LineageOS — это базовое ПЗУ, которое в основном ориентировано на стабильность без добавления многих функций.

С другой стороны, HavocOS включает в себя множество функций и возможностей настройки. Точно так же Pixel Experience, как следует из названия, дает вам самый чистый и чистый опыт Android, который могут предложить устройства Pixel. Кроме того, между этими ПЗУ есть еще один отличительный фактор — пакет Google Apps или GApps. ПЗУ, такие как LineageOS, не поставляются с Google Apps, поэтому вам придется устанавливать пакет Google Apps отдельно. Принимая во внимание, что Pixel Experience — это одно ПЗУ, в которое встроены все приложения, службы и платформы Google.
Настоящая проблема возникает, когда вы прошиваете Custom ROM, а затем собираетесь прошивать эти GApps. TWRP сразу выдаст ОШИБКУ: 20 с этим файлом GApps. Точно так же GApps скажет, что: «Pkg Gapp предназначен ТОЛЬКО для Android 10.0.x. Загрузите правильную версию для вашего ПЗУ: 9 (SDK 28)». Затем следует сообщение об ошибке установки Gapps. Так почему же это происходит в первую очередь? И что еще более важно, как исправить эту проблему TWRP Error 20. Что ж, в этом руководстве мы рассмотрим все эти вопросы, а также перечислим полные инструкции по устранению этой проблемы. Следуйте вместе.
Почему возникает ошибка TWRP 20 с GApps?
Начнем с того, что ошибка TWRP 20 возникает, когда вы не перезагружаетесь в TWRP после прошивки пользовательского ПЗУ, а сразу прошиваете пакет GApps. В результате загрузочный раздел (в случае устройств с разделами A/B) или загрузочный раздел (в устройствах, отличных от A/B) повреждается и не распознается.
Кроме того, в следующий раз, когда вы загрузите свое устройство, скорее всего, ваше восстановление TWRP будет заменено восстановлением LineageOS. Все это усложняет жизнь конечному пользователю. Но мы будем использовать эту проблему только для того, чтобы найти исправление. Звучит интересно, да, это определенно так! Вот что нужно сделать с вашей стороны.
Как исправить ошибку TWRP 20 с помощью GApps
Приведенные ниже инструкции перечислены с учетом LineageOS. Это связано с тем, что эта проблема возникает только с указанным пользовательским ПЗУ. С учетом сказанного, на данный момент вы, возможно, стерли разделы «Данные», «Система» и «Кэш», а также прошили пользовательское ПЗУ LineageOS. И тогда вы прошили пакет GApps, но получили TWRP Error 20.
Ниже приведены два разных метода. Первый относительно короче второго, но второй метод имеет более высокий уровень успеха. В любом случае, нет ничего плохого в том, чтобы дать шанс первому, возможно, вы окажетесь в числе счастливчиков, и эта проблема может быть решена в течение нескольких секунд. Если нет, всегда есть второй метод.
СПОСОБ 1: Из самого TWRP
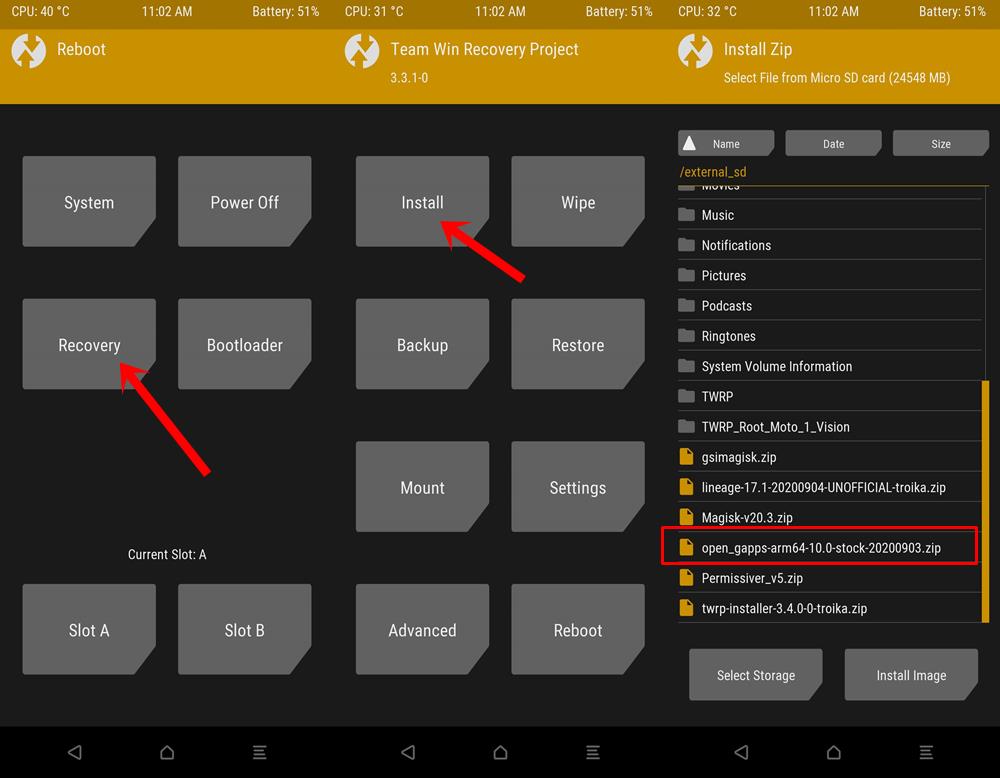
- Перейдите на главный экран TWPR и нажмите «Перезагрузить».
- Затем выберите вариант восстановления. Затем ваше устройство перезагрузится в TWRP.
- Теперь перейдите к «Установить» и выберите пакет GApps. Проведите пальцем вправо, чтобы прошить его, и на этот раз вы не столкнетесь с ошибкой TWRP 20 при прошивке GApps.
НЕ ПРОПУСТИТЕ: мы провели опрос среди широкой аудитории и получили потрясающие результаты. Обязательно ознакомьтесь с результатами нашего опроса по укоренению!
СПОСОБ 2: через восстановление LineageOS
- Перейдите на главный экран TWRP, нажмите «Перезагрузить», а затем выберите «Система». Или, если вы застряли на экране TWRP Error 20, вы можете напрямую нажать кнопку «Перезагрузить систему», расположенную в правом нижнем углу.
- Затем ваше устройство перезагрузится в LienageOS.
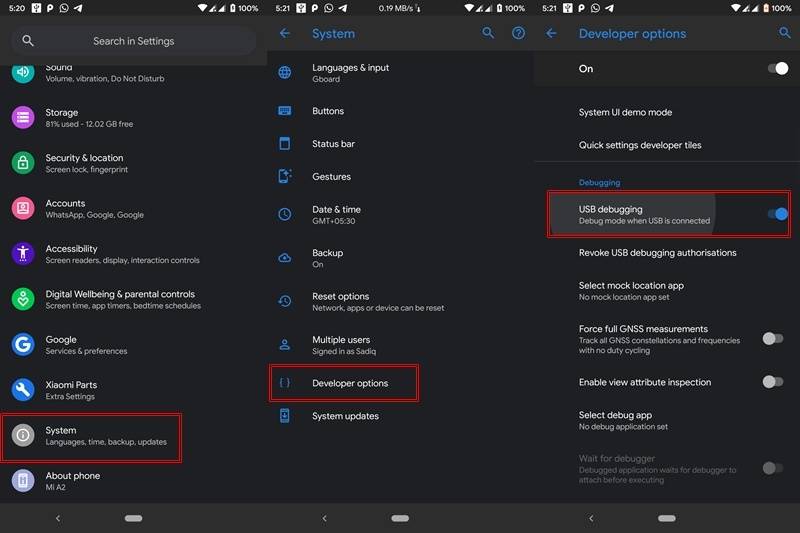
- Пропустите настройку, и когда вы дойдете до главного экрана, вам придется загрузить устройство для восстановления. Для этого существует три разных метода: с помощью комбинаций аппаратных клавиш, с помощью расширенной опции перезагрузки LineageOS или команд ADB. Мы будем использовать последнюю, то есть команду ADB. Итак, перейдите в «Настройки»> «О телефоне»> «Нажмите на номер сборки 7 раз»> вернитесь в «Настройки»> «Система»> «Дополнительно»> «Параметры разработчика»> «Включить отладку по USB».
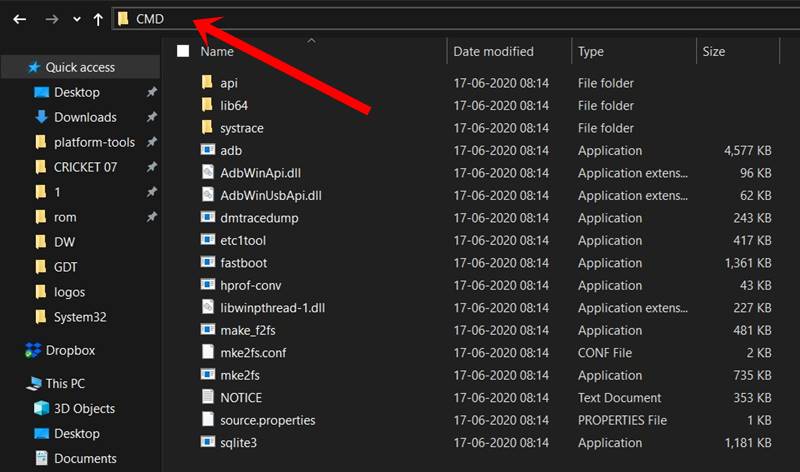
- Кроме того, вам также нужно будет загрузить и установить Android SDK Platform Tools. Когда это будет сделано, перейдите в папку инструментов платформы, введите CMD в адресной строке и нажмите Enter. Это запустит командную строку.
- Теперь подключите ваше устройство к ПК через USB-кабель. Убедитесь, что отладка включена. Затем введите приведенную ниже команду в окне командной строки, чтобы загрузить устройство в режим восстановления: adb reboot recovery.
- Теперь ваше устройство должно перезагрузиться в Lineage Recovery. Используйте клавиши громкости, чтобы выбрать параметр «Применить обновление», и нажмите клавишу питания, чтобы подтвердить решение.
- Теперь, если файл GApps присутствует на SD-карте, с помощью клавиш громкости выделите параметр «Выбрать из SDCard1» и нажмите клавишу питания, чтобы подтвердить его. Затем перейдите к ZIP-файлу GApps с помощью клавиш громкости и выберите файл с помощью клавиши питания.
- Начнется процесс перепрошивки, который займет некоторое время, в зависимости от того, какой пакет вы прошиваете (Pico, Nano, Stock и т. д.).
- С другой стороны, если пакет GApps не хранится на вашей SD-карте, вам придется использовать «Применить» с маршрута ADB. Следовательно, выберите этот метод с помощью клавиши питания.
- Затем перейдите в папку инструментов платформы, введите CMD в адресной строке и нажмите Enter. Это запустит командную строку.
- В то же время перенесите загруженный пакет GApps в папку platform-tools. Рекомендуется переименовать его в gapps, чтобы полное имя было gapps.zip.
- Теперь подключите ваше устройство к ПК через USB-кабель. Убедитесь, что оно находится в режиме боковой загрузки ADB из Lineage Recovery. После этого выполните приведенную ниже команду в окне CMD: adb sideload gapps.zip
- Затем пакет GApps будет перенесен с вашего ПК и также автоматически установлен.
- Когда это будет сделано, вы можете перезагрузить устройство в ОС.





Вот и все. Это были шаги по исправлению ошибки TWRP 20 с помощью GApps. Теперь вы можете легко войти в свою учетную запись Google, восстановить все данные, попробовать свои любимые приложения Google и погрузиться в экосистему Google. В заключение, если у вас есть какие-либо вопросы относительно любого из вышеупомянутых шагов, сообщите нам об этом в разделе комментариев ниже. Мы обязательно вернемся к вам с решением.
Источник
UGS 2.0.7 SNAPSHOT driving GRBL gives error20 when sending T1M6 #1498
Comments
tkms002 commented Dec 27, 2020
My UGS running computer died so I had to get a new computer and had to load the latest UGS on it.
My machine runs GRBL 1.1.
I think I have all the modifications applied to it that I had to my old UGS.
The machine moves and the probe module is working.
When I try to run a GCode file I get the following error.
An error was detected while sending ‘T1M6’. (error:20)
The version I was running before must have just ignored this as all my gcode files have it in.
Am I missing something or do I need to change something?
Thanks
The text was updated successfully, but these errors were encountered:
ThorbenH commented Dec 27, 2020
I’ve been using UGS for a while to send Gcode created in Fusion to my GRBL cnc. I’ve always resorted to deleting tool change commands («T1M6»). Pretty sure this is default behavior. UGS usually doesn’t ignore errors that GRBL reports, but throws them back at the user.
tkms002 commented Dec 27, 2020
Well the release I was running on my old computer must have ignored them because I never got this error before.
I set up Fusion to not generate them and all is well but I will have to regenerate all my older gcode files.
AndyCXL commented Jul 20, 2021
You must have had the ‘remover’ pattern processor setup (preferences->-ugs->-controller options menu) and removing tool change commands. If you can’t remember what this setting is or was, something like » Td+M6 » as the regex pattern will find and remove these
breiler commented Jan 14, 2022
The editor will now highlight problems like this. When UGS now encounters M6 it will pause the stream and show an error allowing you to continue.
Footer
© 2023 GitHub, Inc.
You can’t perform that action at this time.
You signed in with another tab or window. Reload to refresh your session. You signed out in another tab or window. Reload to refresh your session.
Источник
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Подсажите по программе Candle или GrblControl
Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 08 дек 2017, 22:38
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 08 дек 2017, 22:43
Внизу есть список выполняемых команд — можно продолжить, вручную установив на нужную операцию.
Но для этого надо знать точно — где произошёл сбой — а вы вряд ли это точно знаете.
ну, и адекватно выставить начало координат и, главное, стартовую точку для продолжения — тоже очень большой вопрос.
так, что скорей всего — без вариантов.
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 08 дек 2017, 23:32
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 02:19
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 08:07
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 10:18
+1
А для управления лучше всего использовать ноутбук — который сам-себе-ИБП.
Тогда обеспечить ИБП для станка гораздо легче.
ХИНТ: напрашивается кострукция несложного ИБП для ЧПУ — главное, что выдавал команду АВОСТ.
Возможно удастся обойтись накопительными ёмкостями достаточной ёмкости в БП, без аккумуляторных банок.
Тогда всё сильно упрощается, и заодно решается проблема недостаточной мощности штатного БП для китайского семейства с 775 шпинделем.
В принципе, слепить такой питальник — совершенно не проблемно.
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 15:24
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 15:32
Ну, так именно про это я и сказал.
ХИНТ: беда здесь ещё и в том, что в процессе сбоя станок теряет координаты полностью — и никакое переобнуление не способно восстановить эти данные.
Re: Подсажите по программе Candle или GrblControl
Сообщение arkadiy2 » 09 дек 2017, 19:05
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 20:30
Ну, так именно про это я и сказал.
ХИНТ: беда здесь ещё и в том, что в процессе сбоя станок теряет координаты полностью — и никакое переобнуление не способно восстановить эти данные.
Мне несколько раз приходилось специально останавливать длинную программу, а на следующий день запускать с определенной строки.
Программа управления Candle, станок — лазерный гравер.
Делал так:
1. Останавливаю программу. Записываю номер строки. Выключаю станок.
2. Утром включаю, базирую, обнуляю координаты. После базирования головка лазера всегда находится в одних и тех же координатах.
3. Стрелками и кнопками 100. 10. 0,01 в Candle, вручную подвожу головку лазера к координатам, указанным строкой выше, чем та на которой остановил программу.
4. Page Up/Down выбираю нужную строку. Далее на стрелочку «отправить» и программа продолжает работать.
Потом надоело «подгонять вручную» и поставил тумблер на лазер. Теперь просто запускаю с нужной строки. Головка лазера едет по-диагонали от Home к нужной координате, лазер выключен. Как доехала — включаю лазер. Можно еще в строку на которой надо остановить программу прописать М0 и программа встанет на паузу.
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 09 дек 2017, 21:23
Re: Подсажите по программе Candle или GrblControl
Сообщение Rom327 » 09 дек 2017, 21:30
Re: Подсажите по программе Candle или GrblControl
Сообщение @lice » 09 дек 2017, 21:57
Re: Подсажите по программе Candle или GrblControl
Сообщение peratron » 09 дек 2017, 23:10
Мы разбираем случай аварии питающей сети — при этом останов инструмента происходит в случайном месте, но все регистры и в компе, и в станочных мозгах обнуляются.
Если озаботиться и перед началом обработки применить маркер начала координат — то можно восстановить начальную точку.
Но вот в процессе обработки инструмент оказывается в случайном месте — потому продолжить с этого места весьма непросто: надо подогнать коды вручную, вручную поставить кнопками инструмент в точку (которая не всегда видна).
ХИНТ: правильней всего запустить процесс с нуля! Половина пройдёт вхолостую — но в конце концов станок сам найдёт нужную точку.
Но у этого метода тоже есть ограничения — из-за конечной точности обработки и недостаточной жёсткости станка части до и после останова могут оличаться.
Если это предварительная обработка — это не сильно страшно, но на чистовом проходе может сказаться фатально.
ХИНТ: главное — не забывать маркировать начало координат!
Например, засверлить точку сверлом минимального диаметра, а потом ювелирно подгонять то же сверло для восстановления — и глаз-алмаз тут решающий.
Источник
Ремонт и обслуживание тахографов
Когда тахограф выходит из строя, это может быть чревато неприятными последствиями. Прежде всего, поездка может и вовсе отмениться, что влечет за собой финансовые затраты. В случае, если поломка вдруг настигла ваш тахограф, нужно реагировать незамедлительно, и знать где сделать тахограф.
Наша мастерская выполнит ряд услуг по техническому обслуживанию и ремонту тахографов в Костроме, Ярославле и Иваново.
Мы можем произвести работы по диагностике и выявлению любого рода неисправностей, а также сразу же приступить к ремонту устройства. Если обращаться к заводу изготовителю напрямую, то ремонтные работы займут срок от 1 недели, что неприемлемо в сфере логистики. Специалисты нашей мастерской качественно и быстро выполнят ремонт цифровых и аналоговых тахографов.
Мы являемся автоматизированной гарантийной мастерской по ремонту устройств АТОЛ, Меркурий, Штрих, VDO Continental и выполним бесплатный гарантийный ремонт, начинающийся обычно с диагностики тахографа и электроники машины. На наших складах имеются практически все запчасти от кнопок до плат. Ко всему прочему, на все запчасти и услуги по ремонту мы предоставляем гарантию. Убедительная просьба, даже в экстренной ситуации не обращайтесь в нелегальные мастерские! Помните, что все мастерские по ремонту тахографов должны обладать лицензией ФСБ, одной из причин этого является наличие на современных устройствах блока криптографической защиты информации. Неквалифицированная работа с этим блоком может привести к приведению устройства в полную негодность для дальнейшей эксплуатации. Компания «ТСК-МОНИТОРИНГ» является авторизованной гарантийной мастерской в Костроме, обладает, в том числе лицензией ФСБ!
Почему неисправен тахограф? Частые неисправности, с которыми мы сталкиваемся в своей работе.
«Тахограф тормозит или зависает»
В этом случае мы предлагаем свои услуги по пере прошивке вашего устройства на более новую версию.
«Мастерская не заменила батарейку»
Часто встречаются клиенты, которые думают, что в мастерских им навязывают абсолютно бесполезные услуги если неисправен тахограф. Таким образом, клиент может отказаться от замены батареи на тахографе. Если на таком устройстве села батарейка, то происходит его блокировка, он не воспринимает карту водителя, не печатает. Говоря кратко, превращается в бесполезную коробку в машине. Если такое случилось на моделях vdo continental 1381 и 3283, то ремонту они уже не подлежат. Единственный способ возвращения работы автомобиля в обычное русло — это замена на новый тахограф. Дела обстоят хуже, если неисправен на европейских автомобилях. Вероятнее всего, ТС уйдет в аварийный режим и не будет даже развивать обороты.
«На дисплее тахографа высвечивается ошибка «сбой датчика 20/21»
Это красный сигнал к тому, что тахограф не считывает данные с датчика скорости. Сбой датчика 20 или сбой датчика 21 происходит в нескольких случаях:
- Датчик потерял связь с тахографом. В этом случае требуется процедура согласования, программатор восстанавливает связь тахографа с датчиком.
- Датчик скорости неисправен, хотя скорость на приборной панели может до сих пор отображаться. В такой ситуации в любой момент ТС может уйти в аварийный режим и снизить обороты до 1200. В этом случае необходимо менять датчик скорости, и восстанавливать связь датчика с тахографом.
- Сгнила проводка или контакты датчика скорости. В этом случае необходимо сменить жгут соединяющий датчик скорости и тахограф, заменить фишки и согласовать связь датчика с тахографом.
«На дисплее тахографа высветилась ошибка «НКМ заблокирован» или «Ошибка блока СКЗИ Е0»
Это означает, что тахограф не видит блок СКЗИ. В этом случае наша мастерская выполняет прошивку устройства, замену шлейфа или замену блока СКЗИ с дальнейшей активацией и калибровкой.
Если выявлено, что тахограф не исправен, в 90% случаев выполняется гарантийный ремонт, который может выполнить только мастерская с лицензией ФСБ. А во избежание подобных проблем мы приглашаем вас провести в наших стенах диагностику исправности тахографа и системы проводки автомобиля. Главное отличие нашей мастерской, что мы сразу же производим диагностику и при выявлении отклонений в работе тахографа озвучиваем вам сколько стоит починить тахограф и стоимость необходимых запчастей.
Дополнительные услуги нашей мастерской:
- Мы предоставляем услуги по корректировке пробега на ТС посредством тахографа (цифрового и аналогового). Это входит в часть предпродажной подготовки автомобиля. Дело в том, что тахограф является прокладкой между датчиком скорости и блоком управления, приборной панелью и если смотать пробег на тахографе, он автоматически поменяется на приборной панели.
- Также мы предоставляем ряд услуг по корректировке пробега в электронном блоке управления автомобиля. ЭБУ хранит в себе данные по общему и среднему расходу топлива. А это значит, что, при желании, можно вычислить родной пробег ТС. Мы можем убрать и выставить нужный расход бесследно.
Источник
Тахограф пишет сбой датчика 20 что это такое
Коды неисправностей цифровых тахографов, DTCO.
Не о пре д ел е н ный сброс
— B 5 25, вну т ре н няя неиспра в ность
Не о ж и д анн а я ошибка п р ограммы
— B 5 25, вну т ре н няя неиспра в ность
Ош ибка вр е м е ни р а боты
— B 5 25, вну т ре н няя неиспра в ность
Несо о т ветствие оши б ки п амя т и п р ограммы и ли э л емент о в безопасности
— B 5 25, вну т ре н няя неиспра в ность
П р и во д и т к по я в л е нию следующ и х призн а ко в :
— М е х а н изм кар т оч к и DTCO н е р аботает
— Спидом е т р в DIP-4 н е р аботает
— О тс у тст в ие инф о рмации о до м е тр а / счетчика пробега в DIP-4
— П ре д упр е ж д е н ие тахогра ф а активно
— О тс у тст в ие связи с DAVIE XD
— B 5 25, вну т ре н няя неиспра в ность
П р и во д и т к по я в л е нию следующ и х призн а ко в :
— М е х а н изм кар т оч к и DTCO н е р аботает
— Спидом е т р в DIP-4 н е р аботает
— О тс у тст в ие инф о рмации о до м е тр а / счетчика пробега в DIP-4
— П ре д упр е ж д е н ие тахогра ф а активно
— О тс у тст в ие связи с DAVIE XD
— B 5 25, вну т ре н няя неиспра в ность
Неисправность о т о б р аже ния
— B 5 25, вну т ре н няя неиспра в ность
Фу н кции управл е ния з а блокированы
— B 5 25, вну т ре н няя неиспра в ность
Ош ибка ка л и б р ов ки п амя ти
— B 5 25, вну т ре н няя неиспра в ность
Сбой выходного с и гнала скорости
— К ор о т к о е замы к а н ие на и ст оч ник п и т а ни я н а кон т а к те B7 Э Б У
Сбой п од а чи пит а ния п р интера или неиспра в ность датчика темп е ратуры
— B 5 25, вну т ре н няя неиспра в ность
Ош ибка пер е дачи инф о рмации
Данная ошибка может произойти при з а г р у зке массовой п а мяти из DTCO в к н оп к у з а гр узк и , и то л ько к о г д а DTCO н е в к л ю чался б о ле е о д но г о к а ле н д а р н о г о д н я (п р ичин а : кн о пка з а г р у зки посыл а ет запрос на данн ы е на день, к оторый н е существу е т в DTCO). Решение: п одо ж д и т е , пока не з а ко нчит с я загруз к а , и п о дтве р д ите пре д упре ж да ю щее соо б щен и е на дисплее D TC O, нажав «OK » .
— B 5 25, вну т ре н няя неиспра в ность
В н утренняя неис п равн о сть CAN
— К ор о т к о е замы к а н ие на и ст оч ник п и т а ни я н а кон т а к те B2 Э Б У
— Преры в а н ие на к о нт а к т е A8 ЭБУ
— Преры в а н ие на к о нт а к т е A4 ЭБУ
— К ор о т к о е за м ы к а ние на «мас с у» на к о нт а к т е A4 ЭБУ
— К ор о т к о е замы к а н ие на и ст оч ник п и т а ни я н а к о н т а к те A4 Э Б У
— Разность напряже н ия между к о нт а к та ми A5 и A6 ЭБУ (напр и м ер, во в р ем я запуск а , о т крыт и е к р ыши с э л ектроп р и во д ом).
— Н а автом о биле с г л ав н ым
вык л ючате л ем не ус т а н о в лен ADR D T CO.
— Н а ка ту ш ке рел е стартера не
установлен диод с в о б о д н о го хода.
Неисправность п роводки CAN
— К ор о т к о е замы к а н ие на и ст оч ник п и т а ни я н а кон т а к те A8 Э Б У
— К ор о т к о е за м ы к а ние на «мас с у» на к о нт а к т е A4 ЭБУ
— Преры в а н ие на к о нт а к т е A8 ЭБУ
— Преры в а н ие на к о нт а к т е A4 ЭБУ
— К ор о т к о е замы к а н ие на и ст оч ник п и т а ни я н а кон т а к те A4 Э Б У
В н утренняя неис п равн о сть д а тчика
— F 5 3 3 , в н утренняя н е и с п ра в н о с ть
— F 5 3 3 , в н утренняя н е и с п ра в н о с ть
Да тчи к , лег а л и зация
— F 5 3 3 , в н утренняя н е и с п ра в н о с ть
Да тчи к , пр е р ывание подачи питания
— F 5 3 3 , в н утренняя н е и с п ра в н о с ть
Да тчи к , отс у тст в ие с и гнала
— Преры в а н ие на к о нт а к т е B4 ЭБУ
— К ор о т к о е за м ы к а ние на «мас с у» на к о нт а к т е B4 ЭБУ
— К ор о т к о е замы к а н ие на и ст оч ник п и т а ни я н а кон т а к те B4 Э Б У
— Преры в а н ие на к о нт а к т е B2 ЭБУ
— Преры в а н ие на к о нт а к т е B1 ЭБУ
— К ор о т к о е за м ы к а ние на «мас с у» на к о нт а к т е B1 ЭБУ
— К ор о т к о е замы к а н ие на и ст оч ник п и т а ни я н а кон т а к те B1 Э Б У
— F 5 3 3 , в н утренняя н еи с п ра в н о с ть
Да тчи к , с б ой сигнала датчика
— Преры в а н ие на к о нт а к т е B3 ЭБУ
— К ор о т к о е замы к а н ие на и ст оч ник п и т а ни я н а кон т а к те B3 Э Б У
— F 5 3 3 , в н утренняя н е и с п ра в н о с ть
Да тчи к , отклонение импульса сиг н ала
— F 5 3 3 , в н утренняя н е и с п ра в н о с ть
— К ор о т к о е замы к а н ие на и ст оч ник п и т а ни я н а кон т а к те B3 Э Б У
Да тчи к , лег а л и зация
— F 5 3 3 , в н утренняя н е и с п ра в н о с ть
Неизвестн ы й серий н ый номер датчика
— F 5 3 3 , в н утренняя н е и с п ра в н о с ть
Неисправность п амя т и д а нных
— B 5 25, вну т ре н няя неиспра в ность
— B 5 25, вну т ре н няя неисправность
Не д ействите л ьный сиг н ал интер ф ейса
— Н еис п равн о сть п р е до хр а н и т ел я E023
— Н еис п равн о сть п р е до хр а н и т ел я E153
— Внутренн я я не исправность
Д в и ж е н и е с недейст в ительной к а рт о ч к о й
Не д е йствите л ьн а я комбинация к а р т оч ек
Слишком высокая ск о рость
П р ерывание п о дачи пит а ния в запис ы вающий ЭБУ
— Преры в а н ие на к о нт а к т е A3 ЭБУ
— Внутренн я я не исправность
На л и чие сигнала с к о р ост и при в ык люч е н ном з а ж и г а н ии
— Преры в а н ие на к о нт а к т е A3 ЭБУ
З а про с на изв л ечение к а рт о ч к и в о время д в ижения
— Внутренн я я не исправность
Кар т оч к а врем е н но не обн а ружив а ется
— Внутренн я я не исправность
П о п ы т ка печ а ти при д в иже н ии, слишком н из к о м/ высоком напря ж ени и , или слишком высокой т е мпер а ту р е
— Внутренн я я не исправность
П е ча ть о т л о ж е на и з -за высокой тем п ер а туры
— Внутренн я я не исправность
— Внутренн я я не исправность
Отсутствие бумаги д л я принте р а
— Внутренн я я не исправность
Ош ибка механического управления
— B 5 25, вну т ре н няя неиспра в ность
Ош ибка с вязи карточки 1
— B 5 25, вну т ре н няя неиспра в ность
Ош ибка проверки кар т оч к и 1
— B 5 25, вну т ре н няя неиспра в ность
Кар т оч к а 1 не обнаружена DTCO
— B 5 25, вну т ре н няя неиспра в ность
Се а н с к а рточки 1 з а в е рше н н е правильно
О т р иц а т ель н а я р а зница вр е м е ни карточки 1 по с ра в н е н ию с последн и м автомобилем
— Ошиб к а настройки времени UTC
— Внутренн я я не исправность
Кар т оч к а 1 вс т ав л е н а п р и движении
Ош ибка проверки кар т оч к и 1
— Н е п р а в и л ьн а я карточка
— Внутренн я я не исправность
Не д е йствите л ьн а я кар т оч к а 1
— Н е п р а в и л ьн а я карточка
П р отиво р ечащ а я за п и сь карточки 1
— Н е п р а в и л ьн а я карточка
— Внутренн я я не исправность
Кар т оч к а 1 не отвеч а ет
— Н е п р а в и л ьн а я карточка
— Внутренн я я не исправность
Неизвестн ы й ответ к а рт о ч к и 1
— Н е п р а в и л ьн а я карточка
— Внутренн я я не исправность
Кар т оч к а м а с т е р с к о й 1 в ык люч е н а
— Н е п р а в и л ьн а я карточка
— Внутренн я я не исправность
Ввод кар т оч к и 1, о ш ибка в р емени или пр о г р аммирования
— Ошиб к а настройки времени UTC
— B 5 25, вну т ре н няя неиспра в ность
Оставшегося в р емени п р остоя к а рт о ч к и 1
— Ошиб к а п о льзоват е ля
Кар т оч к а 1, пр е в ышение н е пре р ы в н о г о вре м ени в пути — 9 , 00 ч
— Ошиб к а п о льзоват е ля
Кар т оч к а 1, пр е в ышение н е пре р ы в н о г о вре м ени в пути — 4 , 30 ч
— Ошиб к а п о льзоват е ля
Кар т оч к а 1, пр е в ышение н е пре р ы в н о г о вре м ени в пути — 4 , 15 ч
— Ошиб к а п о льзоват е ля
Ош ибка механического управления к а р то ч к и 2
— B 5 25, вну т ре н няя неиспра в ность
Ош ибка с вязи карточки 2
— Н е п р а в и л ьн а я карточка
— B 5 25, вну т ре н няя неиспра в ность
Ош ибка проверки кар т оч к и 2
— B 5 25, вну т ре н няя неиспра в ность
Кар т оч к а 2 не обнаружена DTCO
— B 5 25, вну т ре н няя неиспра в ность
Се а н с к а рточки 2 з а в е рше н н е правильно
О т р иц а т ель н а я р а зница вр е м е ни карточки 2 по с ра в н е н ию с последн и м автомобилем
— Ошиб к а настройки времени UTC
— Внутренн я я не исправность
Кар т оч к а 2 вс т ав л е н а п р и движении
Ош ибка проверки кар т оч к и 2
— Н е п р а в и л ьн а я карточка
— Внутренн я я не исправность
Не д е йствите л ьн а я кар т оч к а 2
— Н е п р а в и л ьн а я карточка
П р отиво р ечащ а я за п и сь карточки 2
— Н е п р а в и л ьн а я карточка
Кар т оч к а 2 не отвеч а ет
— Н е п р а в и л ьн а я карточка
— Внутренн я я не исправность
Неизвестн ы й ответ к а рт о ч к и 2
— Н е п р а в и л ьн а я карточка
— Внутренн я я не исправность
Кар т оч к а м а с т е р с к о й 2 в ык люч е н а
— Н е п р а в и л ьн а я карточка
— Внутренн я я не исправность
Ввод кар т оч к и 2, о ш ибка в р емени или пр о г р аммирования
— Ошиб к а настройки времени UTC
— B 5 25, вну т ре н няя неиспра в ность
Оставшегося в р емени п р остоя к а рт о ч к и 2
— Ошиб к а п о льзоват е ля
Кар т оч к а 2, пр е в ышение н е пре р ы в н о г о вре м ени в пути — 9 , 00 ч
— Ошиб к а п о льзоват е ля
Кар т оч к а 2, пр е в ышение н е пре р ы в н о г о вре м ени в пути — 4 , 30 ч
— Ошиб к а п о льзоват е ля
Кар т оч к а 2, пр е в ышение н е пре р ы в н о г о вре м ени в пути — 4 , 15 ч
— Ошиб к а п о льзоват е ля
П р едуп р еж д ени е о п р евыш е н ии о г ран и че н ия ск о рости
— Ошиб к а п о льзоват е ля
Модуль и з м е н е н ия п р о г р а ммн о го обесп е чения н е доступен
— B 5 25, вну т ре н няя неиспра в ность
П о в р ежд е н ие модуля и з ме н ения пр о г р а ммного обесп е чения
— B 5 25, вну т ре н няя неиспра в ность
Ош ибка и зменения п рогр а ммн о г о об е спечения
Источник
Error 0 – STATUS_OK
All Good, This is an error code suggesting that there is NO error
Error 1 – STATUS_EXPECTED_COMMAND_LETTER
Gcodes should start with a Letter, what ever was just sent to GRBL did not
Error 2 – STATUS_BAD_NUMBER_FORMAT
The number part of the Gcode was invalid
Error 3 – STATUS_INVALID_STATEMENT
Usualy a bad GRBL Specific $ instruction
Error 4 – STATUS_NEGATIVE_VALUE
Negative value received for an expected positive value.
Error 5 – STATUS_SETTING_DISABLED
A call to a disabled function was issued – EG you issued $H for homing but your $20 (homing enable) parameter is set to 0 (off)
Error 6 – STATUS_SETTING_STEP_PULSE_MIN
Your $0 (step pulse time) is to short, set it back to its default value, $0=10
Error 7 – STATUS_SETTING_READ_FAIL
Corrupt EEPROM values, you will need to reconfigure all your $ values as they have been reset to default – this time once you have worked them all out, make a copy! This is a rare error.
Error 8 – STATUS_IDLE_ERROR
You have issued a command only allowed when the machine active state is Idle. Example you sent $$ while the Active state was run (job was in progress)
Error 9 – STATUS_SYSTEM_GC_LOCK
machine is locked in error of some sort, and you tried to issue a movement command. Did you forget to $X the machine? Or is it sitting on a Limit Switch?
Error 10 – STATUS_SOFT_LIMIT_ERROR
You will see this if you try to enable soft limits without also enabling homing cycle. Soft limits cannot work unless you first home the machine so it knows where it is!
Error 11 – STATUS_OVERFLOW
GRBL has a max number of charactors it will accept in one command, it received on that was too long – often happens when CAM software puts long comments in file
Error 12 – STATUS_MAX_STEP_RATE_EXCEEDED
You tried to set a Step rate that was too high, look at your $110, $111,$112 values!
Error 13 – STATUS_CHECK_DOOR
You have the safety door funtion turned on and it is showing not closed…close it
Error 14 – STATUS_LINE_LENGTH_EXCEEDED
You should not see this error and if you do you should know what it means!
Error 15 – STATUS_TRAVEL_EXCEEDED
You have got soft limits turned on and configured, and the job your trying to run is larger than you have told grbl that your machine actualy is. Either fix your soft limit values and if they are correct, look at why your cam setup is trying to use more space than you actually have.
Error 16 – STATUS_INVALID_JOG_COMMAND
Jogging command issued was not valid, possibly forgot the =… part
Error 17 – STATUS_SETTING_DISABLED_LASER
Probrably happened when you turned on $32 wthout enableing PWM – We don’t know a lot about this error – email us if you work it out and we can add it to this list
Error 20 – STATUS_GCODE_UNSUPPORTED_COMMAND
Unsupported or invalid g-code command found in block.
Error 21 – STATUS_GCODE_MODAL_GROUP_VIOLATION
Read: http://linuxcnc.org/docs/html/gcode/overview.html#_modal_groups
Error 22 – STATUS_GCODE_UNDEFINED_FEED_RATE
You cannot issue a movement if no feed rate has been set – so issue something like F1000 (feed at 1000mm/min) before sending a movement command. You will likely only see this error when bashing stuff into the command prompt and not when using a gui
Error 23 – STATUS_GCODE_COMMAND_VALUE_NOT_INTEGER
Look into the command you sent, did it include a non integer value?
Error 24 – STATUS_GCODE_AXIS_COMMAND_CONFLICT
Two G-code commands that both require the use of the XYZ axis words were detected in the block.
Error 25 – STATUS_GCODE_WORD_REPEATED
A G-code word was repeated in the block.
Error 26 – STATUS_GCODE_NO_AXIS_WORDS
A G-code command implicitly or explicitly requires XYZ axis words in the block, but none were detected.
Error 27 – STATUS_GCODE_INVALID_LINE_NUMBER
N line number value is not within the valid range of 1 – 9,999,999 – why not turn off line numbers in your CAM software
Error 28 – STATUS_GCODE_VALUE_WORD_MISSING
A G-code command was sent, but is missing some required P or L value words in the line.
Error 29 – STATUS_GCODE_UNSUPPORTED_COORD_SYS
Grbl supports six work coordinate systems G54-G59. G59.1, G59.2, and G59.3 are not supported.
Error 30 – STATUS_GCODE_G53_INVALID_MOTION_MODE
The G53 G-code command requires either a G0 seek or G1 feed motion mode to be active. A different motion was active.
Error 31 – STATUS_GCODE_AXIS_WORDS_EXIST
There are unused axis words in the block and G80 motion mode cancel is active.
Error 32 – STATUS_GCODE_NO_AXIS_WORDS_IN_PLANE
A G2 or G3 arc was commanded but there are no XYZ axis words in the selected plane to trace the arc.
Error 33 – STATUS_GCODE_INVALID_TARGET
The motion command has an invalid target. G2, G3, and G38.2 generates this error, if the arc is impossible to generate or if the probe target is the current position.
Error 34 – STATUS_GCODE_ARC_RADIUS_ERROR
A G2 or G3 arc, traced with the radius definition, had a mathematical error when computing the arc geometry. Try either breaking up the arc into semi-circles or quadrants, or redefine them with the arc offset definition.
Error 35 – STATUS_GCODE_NO_OFFSETS_IN_PLANE
A G2 or G3 arc, traced with the offset definition, is missing the IJK offset word in the selected plane to trace the arc.
Error 36 – STATUS_GCODE_UNUSED_WORDS
There are unused, leftover G-code words that aren’t used by any command in the block.
Error 37 – STATUS_GCODE_G43_DYNAMIC_AXIS_ERROR
The G43.1 dynamic tool length offset command cannot apply an offset to an axis other than its configured axis. The Grbl default axis is the Z-axis.
Error 38 – STATUS_GCODE_MAX_VALUE_EXCEEDED
You sent a number higher than expected, maybe for a tool change you tried to select tool 50000 or something?
ALARM 1 – EXEC_ALARM_HARD_LIMIT
Hard Limit Error, A limit switch was triggered, this always results in the end of your job. The only time a limit switch should be hit is during a homing cycle, at any other time it will stop the system. Either your machine went to far in one direction and hit a switch or you have electrical noise getting into your limit switch wiring. Do not restart your jhob without rehoming or resetting / confirming the machines position, it will unliely be correct still!
ALARM 2 – EXEC_ALARM_SOFT_LIMIT
Soft Limit Error, Either you or a Gcode file tried to send some axis past further than you have suggested it can in your $130, $131 ,$132 parameters
ALARM 3 – EXEC_ALARM_ABORT_CYCLE
The Estop was hit! Same as a hard limit, just a different button – look at details above for Alarm 1
ALARM 4 – EXEC_ALARM_PROBE_FAIL_INITIAL
Grbl was expecting your probe to be in a state other than that it is before starting a probing cycle – ie your tool is already touching the probe or similar
ALARM 5 – EXEC_ALARM_PROBE_FAIL_CONTACT
Z axis was sent down as far as it dared (instructed) and did not hit a switch. Instead of digging to china it assumes you forgot to put an aligator clip on or that something else is wrong and so stops.
ALARM 6 – EXEC_ALARM_HOMING_FAIL_RESET
Reset was issued during a homing cycle, or maybe falsely triggered by electrical noise in your system/environment if your estop button is connected to the Abort pin and not to the reset pin that is
ALARM 7 – EXEC_ALARM_HOMING_FAIL_DOOR
Safety door was opened during a homing cycle, or maybe falsely triggered by electrical noise in your system/environment
ALARM 8 – EXEC_ALARM_HOMING_FAIL_PULLOFF
Grbl tries to pull back of a switch and hit it a second time (slowly) during a homing cycle. Your Homing Pulloff value was not sufficient to enable the axis to move far enough away from the switch. Increase $27 to maybe 3 or 5mm – $27=5.000
ALARM 9 – EXEC_ALARM_HOMING_FAIL_APPROACH
When homing, grbl will not travel further than the values in parameters $130, $131 ,$132 while trying to locate a limit switch. So even if your soft limits are off, make sure these values are correct or larger than your machine. Homing fail. Could not find limit switch within search distance. Defined as 1.5 * max_travel on search and 5 * pulloff on locate phases.”